
A Combined Calibration of 2D and 3D Sensors
A Novel Calibration for Laser Triangulation Sensors based on Point
Correspondences
Alexander Walch and Christian Eitzinger
Machine Vision Department, Profactor GmbH, Steyr-Gleink, Austria
Keywords:
Laser Triangulation Sensor, Calibration of Laser Stripe Profiler, Colored Point Cloud, Camera Calibration.
Abstract:
In this paper we describe a 2D/3D vision sensor, which consists of a laser triangulation sensor and matrix
colour camera. The outcome of this sensor is the fusion of the 3D data delivered from the laser triangulation
sensor and the colour information of the matrix camera in the form of a coloured point cloud. For this reason
a novel calibration method for the laser triangulation sensor was developed, which makes it possible to use
one common calibration object for both cameras and provides their relative spatial position. A sensor system
with a SICK Ranger E55 profile scanner and a DALSA Genie color camera was set up to test the calibration
in terms of the quality of the match between the color information and the 3D point cloud.
1 INTRODUCTION
Laser triangulation sensors are a widespread instru-
ment to gain 3D information in machine vision appli-
cations. They consist of a matrix camera and a laser
stripe projector.
The matrix camera is directed onto the plane de-
fined by the laser and is parameterized in a way that
only data from points intersecting with this laser plane
are captured.
To gain more 3D information than only one pro-
file, laser triangulation sensors are often used to scan
objects moved by a conveyor belt or they are mounted
on a linear axis.
However, for many inspection tasks it is necessary
to obtain information about their textures, in addition
to the 3D shape of the objects.
On the one hand such a system is presented in
(Munaro et al., 2011), where a colour camera is used
for both tasks and additionally two lasers were used
to reduce occlusion. For that reason one area in the
middle of the image sensor of the camera was used
to obtain colour information and the surrounding ar-
eas of the sensor serve as laser triangulation sensor,
together with the two lasers.
On the other hand there already exist different
methods to calibrate pure laser triangulation sensors.
Some of them, such as the calibration method pro-
vided by the manufacturer of the Ranger E55, only
describe a mapping between the image plane and the
laser plane of triangulation sensor. This methods lack
of information about the spatial position of the sensor.
In case of a linear motion of the sensor, it requires to
mount the laser in an orthogonal position to the di-
rection of motion. In (McIvor, 2002) a calibration is
presented, which uses a 3D calibration object and the
used mathematical model fully describes the laser tri-
angulation sensor including its extrinsic parameters.
In this paper we describe in section 2.3 a cali-
bration which only uses data received from the laser
plane and does not use the laser triangulation sensors
camera as a matrix camera as in (Munaro et al., 2011)
and (Bolles et al., 1981). Hence it is also applicable
in camera setups which use bandpass filters to block
out the surrounding light.
All necessary data for the calibration are obtained
from one single scan of the calibration object. This
makes the calibration process more efficient, espe-
cially because additionally to the laser triangulation
sensor, we also calibrate the second camera, which
provides colour images.
On the contrary to the algorithm, which is de-
scribed in (McIvor, 2002) the distance the objects are
moved between two captured profiles does not need to
be known, but is a parameter of the calibration, which
is determined.
Furthermore the novel calibration is easy to imple-
ment because either the direct-linear-transformation-
algorithm (Abdel-Aziz and Karara, 1971) is used to
determine the camera parameters or closed form solu-
89
Walch A. and Eitzinger C..
A Combined Calibration of 2D and 3D Sensors - A Novel Calibration for Laser Triangulation Sensors based on Point Correspondences.
DOI: 10.5220/0004682900890095
In Proceedings of the 9th International Conference on Computer Vision Theory and Applications (VISAPP-2014), pages 89-95
ISBN: 978-989-758-003-1
Copyright
c
2014 SCITEPRESS (Science and Technology Publications, Lda.)
tions of the arising non-linear optimization problems
are presented in this paper.
Since the calibration object of the laser triangula-
tion sensor is also suitable for the calibration of ma-
trix cameras (as described in section 2.4), customized
sensor systems can be built, which combine the high
3D data aquisition rate of specialised profile scanner
cameras like the SICK Ranger with additional texture
information.
In section 3 a setup of the 2D/3D sensor is pre-
sented, which was used to perform experiments and to
evaluate the calibration. Additionally results of exper-
iments, which were performed with a simulated laser
triangulation sensor, are visualised.
Finally in section 4 we discuss the results of the
experiments and make some proposals for improve-
ments and future work.
2 CALIBRATION OF THE 2D/3D
VISION SENSOR
2.1 The Calibration Object
The calibration object delivers the needed informa-
tion to determine the parameters of the mathematical
models of the cameras. For this reason it contains
points with well known coordinates in an arbitrary,
predefined coordinate system. An necessary property
of these corners is that they can be found in the raw
data of the cameras.
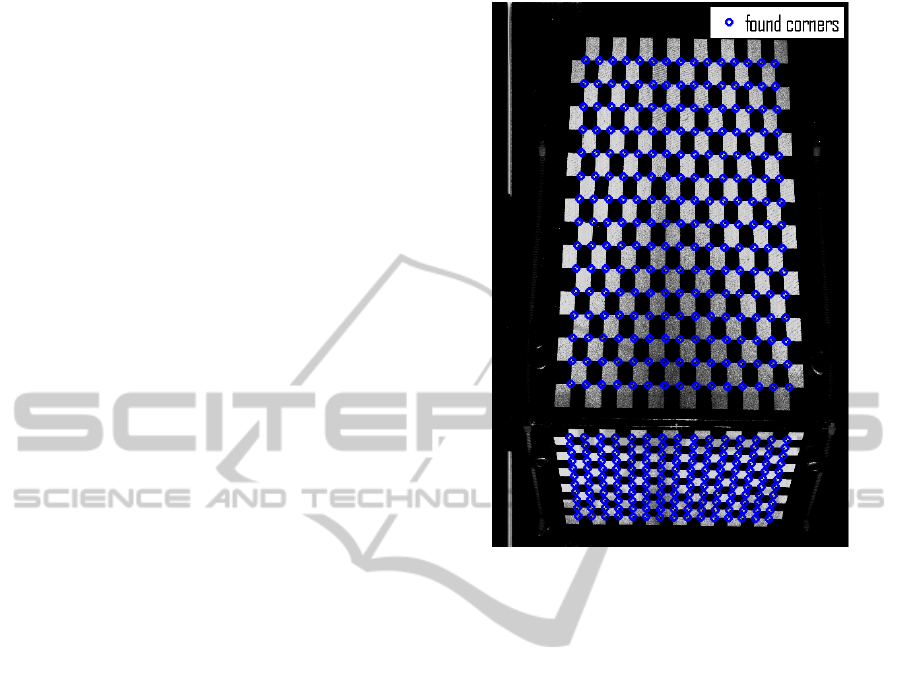
The object, which is used to calibrate the 2D/3D
sensor, consists of 2 nonparallel planes with checker-
board patterns (3D calibration object). Its advan-
tage is that finding its points, the inner corners of
the checkerboards , is a well researched problem and
there already exist algorithms, which provide their
pixel coordinates on the image of the color camera
and also in the raw data provided from the SICK
Ranger seen on figure 1.
For the calibration of the matrix camera the row
and column coordinates of the found corners on
the colour image are used, but a scan of the cali-
bration object of the laser triangulation sensor con-
tains more information. The pixel coordinates c =
c
x
, c
y
, c
z
T
of a corner are 3-dimensional, be-
cause the laser triangulation sensor yields its raw data
in form of a range image on which every row corre-
sponds to one profile of the scanned object.
• c
x
: The x-coordinate of a corner on the range im-
age of the profile scanner (corresponding to the x-
coordinate on the image plane of the matrix cam-
era).
Figure 1: In addition to the range images, laser triangula-
tion sensors often provide intensity images, which do not
contain 3D information, but the intensity of the reflected
laser light. This images can be used to find the c
x
and c
y
coordinate of the corners.
• c
y
: The y-coordinate of a corner on the range
image, corresponding to the number of scanned
profiles until the particular corner intersected the
laser plane.
• c
z
: The range value, which represents the height
of the corner and corresponds to the y-coordinate
on the image plane.
Since the same points are used for the calibration of
both cameras, both mathematical models are located
in the same coordinate system and it’s therefore easy
to combine the colour information with the 3D point
cloud.
2.2 Correcting the Lens Distortion
The lens distortion of the matrix camera as well as
the lens distortion of the laser triangulation sensor
is corrected with the same algorithm, described in
(Tardif et al., 2006), which is separated from the rest
of the calibration. The used method belongs to the
plumbline algorithms, which use the fact that straight
lines remain straight under perspective transforma-
tions, and only takes account of the radial lens dis-
tortion.
VISAPP2014-InternationalConferenceonComputerVisionTheoryandApplications
90
Hence points of the calibration object, which are
located in the real world on straight lines, are taken to
determine the parameters of the lens distortion model.
All data received from the cameras are rectified with
this algorithm before they are used for further compu-
tations. Therefore we assume, in the algorithms pre-
sented below, that the lens distortion is already cor-
rected. Hence we can use the pinhole camera model
to describe the cameras of the sensor.
2.3 The Laser Triangulation Sensor
2.3.1 The Mathematical Model
At least for the calibration of the laser triangulation
sensor, we require a linear relative motion between
the sensor and the calibration object. Furthermore
we assume that the absolute distances, which the cali-
bration object is moved between two scanned profiles
are unknown, but constant. Then the process of map-
ping a corner with the laser triangulation sensor from
world coordinates C into pixel coordinates c can be
described mathematically as follows.
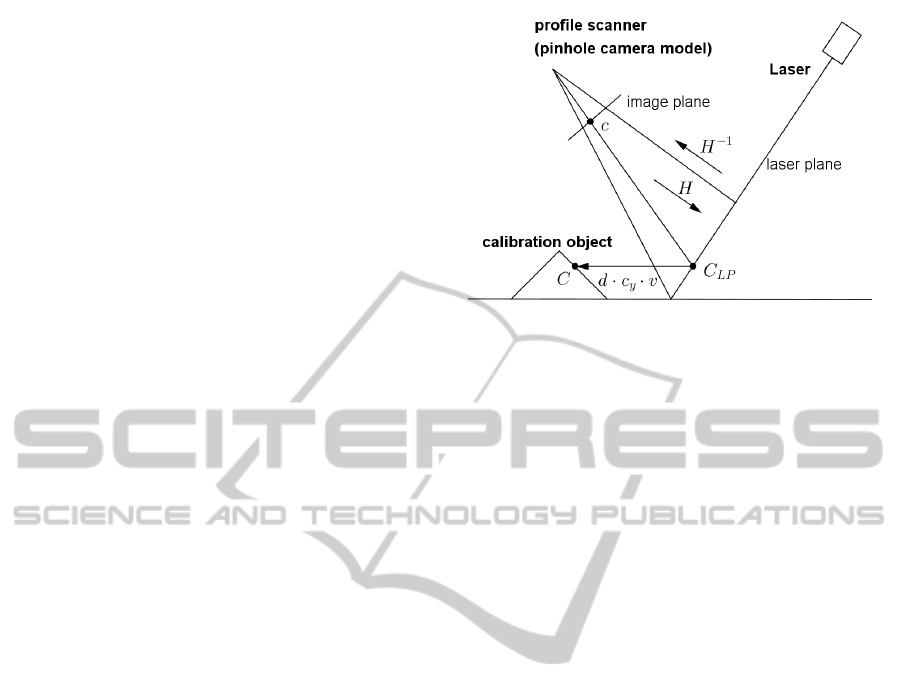
First the position where the corner intersects the
laser plane during a scan is computed. The coordinate
C
LP
of this point of intersection on the laser plane is
received by projecting the corner along the direction
of motion onto the laser plane:
C
LP
= Pr
z
· LP
−1
·C
(1)
where
LP =
v
1
v
2
d
(2)
is a basis of R
3
, with v
1
, v
2
are parallel to the laser
plane, d represents the direction of motion of the pro-
fil scanner and
Pr
z
=
1 0 0
0 1 0
(3)
is the projection matrix along the third coordinate.
When the corner reaches the coordinates C
LP
on the
laser plane, it is illuminated by the laser and therefore
seen by the camera of the sensor.
Since the camera only detects points which inter-
sect the laser plane, its projection matrix is reduced to
a invertible homography H
−1
, which fulfills the fol-
lowing constraint:
c
x
c
z
1
∝ H
−1
·
C
LP
1
(4)
The last unknown pixel coordinate c
y
of the corner
can be computed by dividing the distance of the cor-
ner to the laser plane along the direction of motion
through the distance v.
Figure 2: The mathematical model of the laser triangulation
sensor.
According to this description of mapping the
world coordinates of a corner of the calibration ob-
ject onto its pixel coordinates, the used mathematical
model consists of 14 degrees of freedom (DF):
v . . . distance between two
profiles 1 DF
n . . . normal unit vector of the
laser plane 2 DF
d
LP
. . . the distance of the laser
plane from the origin of
the coordinate system 1 DF
d . . . direction of motion 2 DF
H . . . homography which maps
points from the image
onto the laser plane 8 DF
The aim of the calibration of the laser triangula-
tion sensor is to determine the parameters, which are
needed to transform the data provided by the sensor
into the world coordinate system in which the cali-
bration object is located.
2.3.2 Computing the Range Values of the
Checkerboard Corners
While the scan number c
y
and the x-coordinate on im-
age plane c
x
of the pixel coordinates c are received by
applying a standard image processing algorithm for
corner detection on the range image, we still have to
determine the range value c
z
.
For this reason we do not read out c
z
, but fit a sur-
face into the scanned checkerboard plane in a row-
column-enviroment of c on the range image. The
range value is then determined by the height of the
corresponding surface at the corner coordinates c
x
and
c
y
.
Besides of being more robust against noise, this
method avoids two other problems, which occur dur-
ACombinedCalibrationof2Dand3DSensors-ANovelCalibrationforLaserTriangulationSensorsbasedonPoint
Correspondences
91
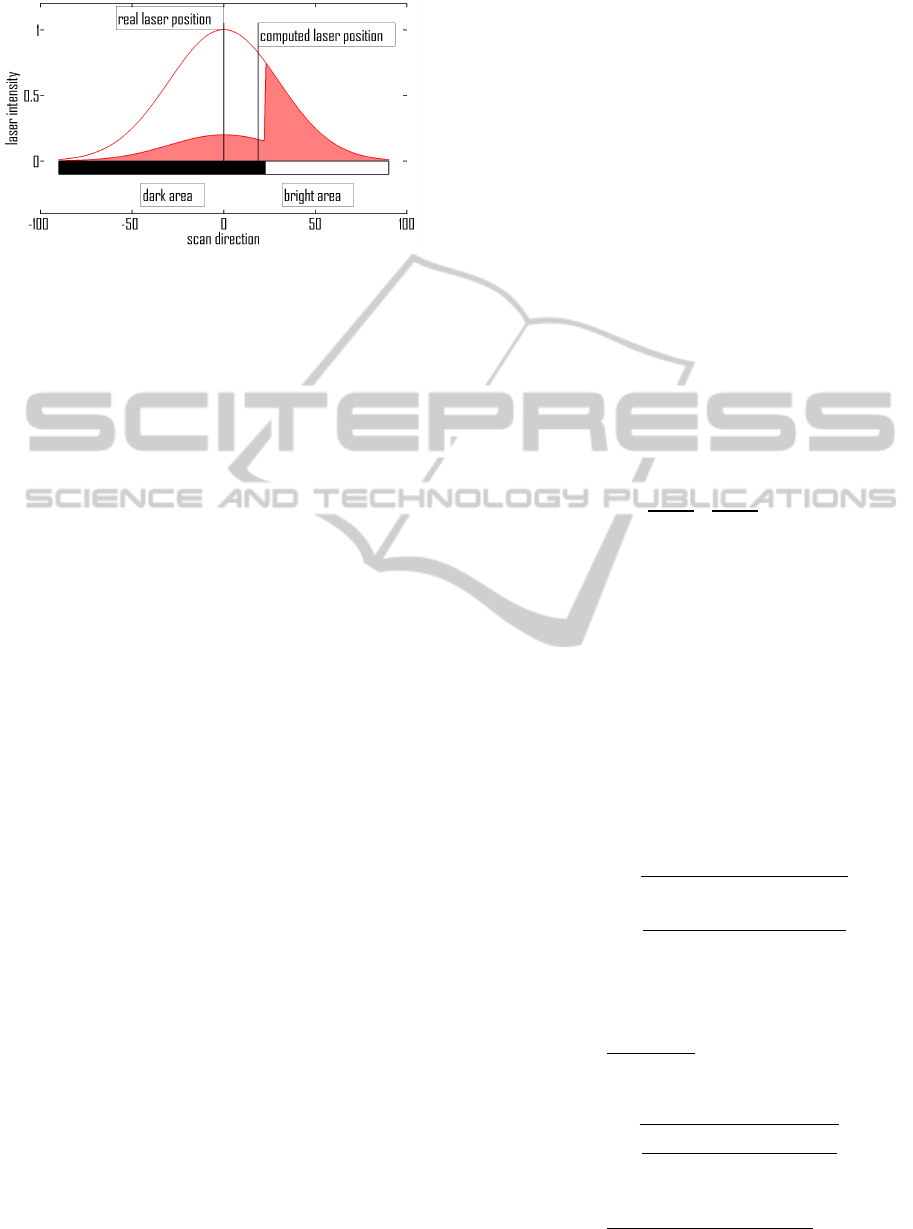
Figure 3: The laser line position above was determined by
computing the center of gravity of the intensity of the re-
flected light. The missing reflections of the laser at the dark
areas cause a wrong estimation of the laser line position.
ing the determination of the range values of the
checkerboard corners:
1. If the corner is found on a black square of the
checkerboard, there might be no range value re-
ceived at its position, because the intensity of the
reflected laser light was too low and the laserline
could not be detected by the laser triangulation
sensor.
2. All corners are located at bright/ dark transitions
of the checkerboard pattern. At those locations the
estimation of the laser stripe position (and con-
sequently the corresponding range values) on the
image plane gets biased, due to the change of the
intensity of the reflected laser light. This situation
is visualized in figure 3.
Since the surfaces are only used to locally describe
the range image, the lens distortion has a negligible
influence on the surface fit.
2.3.3 Computation of the Direction of Motion
The computation of the direction of motion d is based
on the transformation of the world coordinates C of
the corners into pixel coordinates c
x
and c
z
described
in section 2.3.1. Since we are interested only in the
determination of the direction of motion in this part
of the calibration, we can simplify the problem by as-
suming that the laser plane is orthogonal to the direc-
tion of motion.
This rotation of the laserplane causes only a scaling
of the coordinates C
LP
of the projected corners in LP
coordinates, followed by a scaling of the columnes
of the homography H
−1
with the result that the real
world corner coordinates still are mapped onto their
pixel counterparts. We also do not care about the ori-
entation of v
1
and v
2
within the laser plane, because a
transformation of these vectors can be undone in the
same way with no effect on the computation of the di-
rection of motion d.
For this reason we choose LP as an orthonormal ba-
sis, what makes the computation of its inverse easy.
As d should be a unit vector, it only depends on two
angles α, β (spherical coordinates) and can be ex-
pressed as:
d =
cos(α)cos(β)
cos(α)sin(β)
sin(α)
0
(5)
⇒ Depending on d, v
1
and v
2
can be chosen:
v
1
=
−sin(α) cos(β)
−sin(α) sin(β)
cos(α)
0
, v
2
=
−sin(β)
cos(β)
0
0
(6)
The process of mapping a corner from world coordi-
nates can be condensed to one projective transforma-
tion T by using the projective counterparts
f
Pr
z
and
f
LP
−1
of Pr
z
and LP
−1
:
c
x
c
z
1
∝ H
−1
·
f
Pr
z
·
f
LP
−1
|
{z }
T
·
C
1
(7)
The composed matrix T is determined with the help
of the direct linear transformation algorithm.
As a consequence the computation of the vector,
which represents the direction of motion, is reduced to
the decomposition of the matrix T into the two factors
H
−1
and
f
Pr
z
·
f
LP
−1
=
−sin(α) cos(β) −sin(α)sin(β) cos(α) 0
−sin(β) cos(β) 0 0
0 0 0 1
(8)
Calculating this decomposition yields the following
result for the sperical coordinates of the direction of
motion d:
cos(β) = ±
v
u
u
u
u
u
t
T
1,2
T
1,3
T
2,2
T
2,3
2
T
1,2
T
1,3
T
2,2
T
2,3
2
+
T
1,1
T
1,3
T
2,1
T
2,3
2
sin(β) =
T
1,2
T
1,3
T
2,2
T
2,3
T
1,3
T
1,2
T
2,3
T
2,2
· cos(β)
cos(α) = ±
s
T
2
2,3
T
2
2,3
+
(
T
2,2
sin(β)+T
2,1
cos(β)
)
2
sin(α) =
−cos(α)
(
T
2,2
sin(β)+T
2,1
cos(β)
)
T
2,3
(9)
VISAPP2014-InternationalConferenceonComputerVisionTheoryandApplications
92

• The computed vector d is only determined up to a
multiplication with ±1. The correct factor can be
found by considering the order in which the cor-
ners of the checkerboard pattern intersected the
laser plane.
• Permuting the rows on the left repectivly right
side of equation 7 will cause a permutation of
the rows respectively columns of matrix T . With
this strategy the gimbal lock problem, which oc-
curs at α = ±
π
2
, and numerical instabilities can be
avoided.
2.3.4 Computation of the Laser Plane and the
Distance between Two Profiles
The computation of the position of the laser plane is
based on the known number of scanned profiles c
y
,
until a corners of the calibration object intersects the
laser plane. Subtracting the vector v · c
y
· d from C
yields a point, which is located on the laser plane (see
figure 2) and therefore satisfies the following equa-
tion:
h
C − vc
y
d, n
i
= d
LP
(10)
Since every corner of the calibration object must hold
this equation, the unknown parameters v, d
LP
and
n are obtained by solving a non-linear optimization
problem.
Using the normalized data C
n
=
C
1
C
2
C
3
T
respectively c
yn
, related to the coordinates C respec-
tively c
y
and by means of the method of Lagrange
multipliers, a necessary condition for the normal unit
vector n
n
in form of the following eigenvalue problem
is received (For reasons of simplicity there are no in-
dices of summation in the equations, but summation
always relate to the world and pixel coordinates of the
corners 1. . . N):
A · n
n
= λn
n
λ = Lagrange multiplier
A
i, j
=
∑
C
n
C
i
C
j
−
∑
C
n
C
i
c
yn
∑
C
n
C
j
c
yn
N
(11)
The unit eigenvector belonging to the smallest eigen-
value of matrix A is then the normal vector of the laser
plane. Since scaling and shifting the corners has no
influence on the orientation of the laser plane, n
n
is
also the normalvector of the laser plane related to the
original corners coordinates C.
v
n
=
h
∑
C
n
(
C
n
c
yn
)
,n
n
i
N
h
n
n
,d
i
(12)
d
LPn
=
1
N
∑
C
n
(C
n
− v
n
c
yn
d), n
n
(13)
Under taking into account the transformation between
the coordinates C and C
n
, the searched parameters v
and d
LP
can be obtained from v
n
and d
LPn
.
2.3.5 Computation of the Homography
The last parameter to determine is the homography H,
which maps points from the image plane of the laser
triangulation camera onto the laser plane. On the one
hand the coordinates, where the corners appeared on
the image plane are
c
x
c
z
T
, on the other hand their
projections on the laser plane H ·
c
x
c
z
1
T
must
coincide with the coordinates C
LP
(see figure 2).
Since the direction of motion is already known and
also a basis of the laser plane is obtained in the form
of two eigenvectors of equation (11), the coordinates
C
LP
can be computed by means of equation (1).
The searched homography can then be determined
according the following equation system:
C
LP
1
∝ H ·
c
x
c
z
1
(14)
This linear optimization problem can be solved by
means of the direct linear transformation algorithm.
2.4 Calibration of the Color Camera
Because the lens distortion is corrected with a sepa-
rated algorithm, as described in section 2.2, the pin-
hole camera model is used again to describe the color
camera. Due to the 3D calibration object, the direct
linear transformation algorithm can be used to deter-
mine the needed projection matrix. The advantage of
this algorithm is that only one image of the calibration
object is needed, which keeps the calibration process
efficient.
In case of an installation of the 2D/3D sensor
above a conveyor belt it is necessary to take the cir-
cumstance into account that the calibration object,
and therefore also the world coordinate system, is
moved during the calibration process.
However the color camera can be shifted to the
correct position by taking advantage of the direction
of motion vector d and the distance v, which are
gained during the calibration of the laser triangulation
sensor.
ACombinedCalibrationof2Dand3DSensors-ANovelCalibrationforLaserTriangulationSensorsbasedonPoint
Correspondences
93
3 RESULTS
3.1 Combining the 3D Point Cloud with
the Color Information
One possibility to evaluate the precision of the color
mapping is to take advantage of the known positions
of the calibration object corners. Starting in the range
image, provided by the laser triangulation sensor, the
pixel coordinates of the corners are transformed into
world coordinates. The yielded reconstructed corner
coordinates are then mapped, by means of the projec-
tion matrix of the color camera, onto the color im-
age, which was used to calibrate the color camera.
That projected corners should coincide with the cor-
ners of the checkerboards, which are shown in the im-
age. The color mapping error then can be assessed by
computing the Euclidean distance between the pro-
jected corners and the corners on the image, which
are found by a corner detection algorithm.
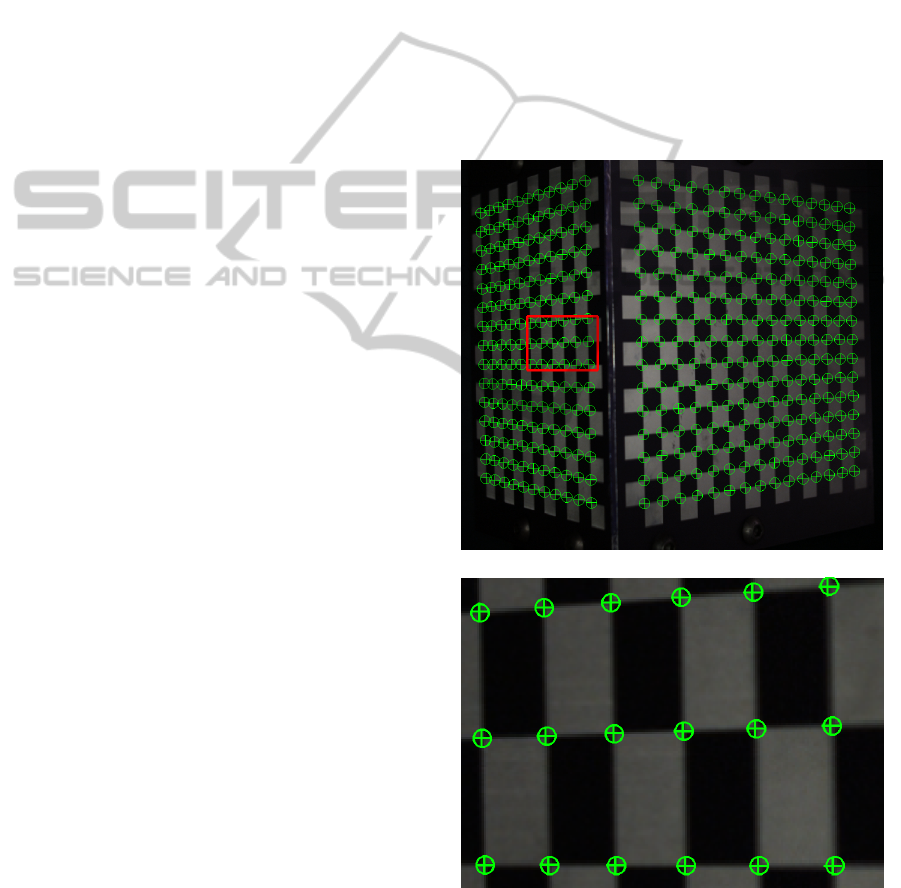
Such an evalution is visualized on the figures 4
with a mean distance between the projected and found
corners of 0.417 pixels and maximum and minimum
distances amounting to 1.475 pixels and 0.012 pixels.
However that evaluation also reflects the errors of the
corner coordinate detection in the range image as well
as in the color image.
3.1.1 An Example of a Colored Point Cloud
In this section we present an example of a colored
point cloud. The scanned object was a multimeter,
whose colored point cloud is visualised in figure 5.
4 CONCLUSIONS AND FUTURE
WORK
The inovation of the presented 2D/3D vision sensor
was the novel calibration of laser triangulation sen-
sors, which does not treat the sensor as matrix camera
with an additional laser, but as one composed sensor.
All needed data are gained through one single scan
of the calibration object and the subsequent computa-
tion of the sensor parameters is based on closed-form
solutions.
A calibration object was proposed and it was de-
scribed how to extract the corner coordinates from its
scan.
The quality of mapping the color onto the 3D
point cloud was examined in section 3.
However in the presented calibration the direct-
linear-transformation algorithm is used, which mini-
mizes an algebraic cost function instead of a geomet-
ric interpretable error. Furthermore the computation
is done in three separated steps, whereby the cali-
bration parameters are not optimized simultaneously
what would be preferable.
For this reason it is planned to add another calibra-
tion step, which minimizes the reconstruction error of
the corners and optimizes all calibration parameters
simultaneously by means of a gradient methode.
The convergence of this algorithm can be ensured
since the outcome of the calibration method presented
above serves as starting guess for this iterative algo-
rithm and the calibration parameters are only refined.
(a) The projections of the reconstructed corners of the calibration object.
(b) An enlarged view of the region within the rectangular.
Figure 4: The circles on the image mark the corners, which
are found with a corner detection algorithm. The projected
3D corners are visualized with the crosses.The projected
corners do not perfectly coincide with the found corners
marked by the circles.
VISAPP2014-InternationalConferenceonComputerVisionTheoryandApplications
94

(a) The raw data provided from a laser triangulation sensor in form of a
range image.
(b) The image of the color camera.
(c) The combined information in form of a 3D point cloud.
Figure 5: An example of a colored point cloud in form of a
scanned multimeter.
ACKNOWLEDGEMENTS
The authors have been supported by the EC project
FP7-ICT-270138 DARWIN.
The presented 2D/3D vision sensor was examined
as a part of the DARWIN project. Moreover we want
to thank our colleagues of the machine
REFERENCES
Abdel-Aziz, Y. and Karara, H. (1971). Direct linear trans-
formation into object space coordinates in close-range
photogrammetry. In Proc. of the Symposium on Close-
Range Photogrammetry.
Bolles, R., Kremers, J., and Cain, R. (1981). A simple sen-
sor to gather three-dimensional data. Technical Report
249, SRI, Stanford University.
McIvor, D. A. M. (2002). Calibration of a laser stripe pro-
filer. Optical Engineering 41.
Munaro, M., Michieletto, S., So, E., Alberton, D., and
Menegatti, E. (2011). Fast 2.5d model reconstruction
of assembled parts with high occlusion for complete-
ness inspection. Fast 2.5D model reconstruction of
assembled parts with high occlusion for completeness
inspection.
Tardif, J.-P., Sturm, P., and Roy, S. (2006). Self-calibration
of a general radially symmetric distortion model. In
Proc. of the 9th European Conference on Computer
Vision, Graz, Austria.
ACombinedCalibrationof2Dand3DSensors-ANovelCalibrationforLaserTriangulationSensorsbasedonPoint
Correspondences
95
