
Neural Network for Fretting Wear Modeling
Laura Haviez
1,2,3
, Rosario Toscano
2
, Siegfried Fourvy
1
and Ghislain Yantio
3
1
LTDS, UMR 5513, Ecole Centrale de Lyon, Ecully, France
2
LTDS, UMR 5513, ENISE, Saint-Etienne, France
3
SAGEM, Boulogne-Billancourt Cedex, France
Keywords: Fretting Wear Modeling, Artificial Intelligence, Artificial Neural Networks.
Abstract: Materials wear is a very complex, only partially-formalized phenomenon involving numerous parameters
and damage mechanisms. The need to characterize wear in many industrial applications prompted the
present research. The study concerns an original strategy investigating the effect of contact conditions on
the wear behavior of carburized stainless steels under fretting and reciprocating sliding motion. A physical
model was constructed, and pre-treated experimental data were incorporated in a neural network to model
wear volume. Three models are proposed and compared, according to input.
1 INTRODUCTION
Wear is generally defined as loss of surface material
from contact surfaces subjected to relative motion.
Tribologic issue must therefore be taken into
consideration, and several models have been
developed in recent years (Kolodziejczyk, 2010;
Zhang, 2003). These models usually correlate wear
volume with physical and geometrical quantities
such as load, sliding distance, coefficient of friction,
hardness, materials (Anand Kumar, 2013; Genel,
2003; Sahraoui, 2004), and physical laws such as the
Archard wear criterion (Archard, 1953). Many
parameters influence wear. To identify one relevant
parameter, we chose a neural network to model
wear, creating an experimental database: the great
advantage of Artificial Neural Networks (ANNs) is
their ability to be used as an arbitrary function
approximation mechanism which ‘learns’ from
observed data. Fretting damage was used as a case
study. Small oscillatory movements may induce
interface fretting, shortening predicted lifetime. The
interface wear response was modeled and empirical
models were created based on data from fretting
tests. The Artificial Intelligence model was validated
against the physical description of fretting wear
behavior.
2 EXPERIMENTAL PROCEDURE
2.1 Material and Contact Type
Tests were performed on two chromium-
molybdenum stainless steels: one carburized
stainless steel (M1) and one stainless steel with mass
quenching (M2). The M1 specimen comprised 3
layers: the external layer was hard and decarburized
layer (white layer: WL); the second was the
carburized phase (CL), with hardness gradient
between 760 HV and 550HV (Figure 1a); the third
was the bulk, with 500 HV hardness. These
materials were studied to determine the wear
kinetics of a two cross-cylinder configuration.
According to Hertz, this configuration is equivalent
to a sphere/plane configuration where M1 is mobile
and M2 fixed. The two cylinders had the same
radius (7.5 mm) and the same length (20 mm). The
normal force was adjusted to reach 2,200 MPa
Hertzian maximum contact pressure. Surface
roughness was Ra=0.4µm for both materials.
2.2 Test System
Figure 1b shows a diagram of the fretting wear test.
An MTS hydraulic tension-compression machine
regulated displacement between cylinders (further
details of this setup and experimental method used
can be found in (Fouvry, 1996)). During the test,
normal force P was kept constant by a feedback
617
Haviez L., Toscano R., Fourvy S. and Yantio G..
Neural Network for Fretting Wear Modeling.
DOI: 10.5220/0004908506170621
In Proceedings of the 6th International Conference on Agents and Artificial Intelligence (ICAART-2014), pages 617-621
ISBN: 978-989-758-015-4
Copyright
c
2014 SCITEPRESS (Science and Technology Publications, Lda.)
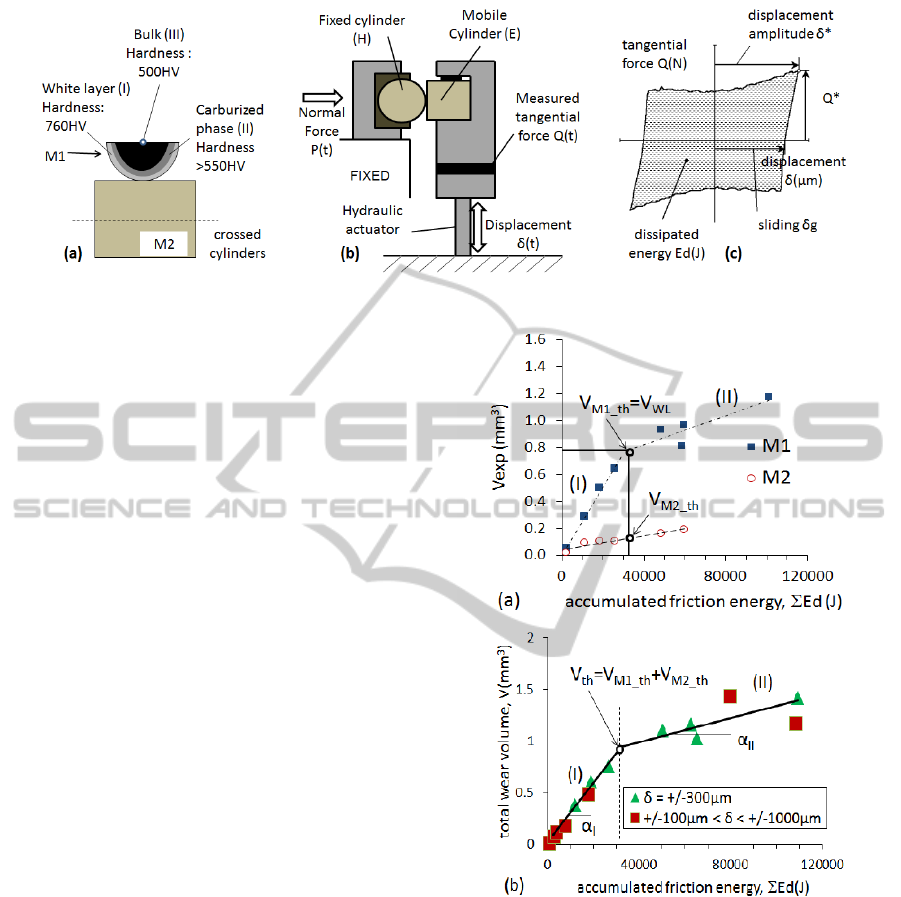
Figure 1: (a) Contact configuration (crossed cylinders); (b) Fretting setup; (c) Fretting cycle analysis.
system, and the cyclic sinusoidal displacement δ*
was applied to generate an alternating tangential
load Q* on the contact. All tests were performed
with a constant frequency of 3 Hz, at room
temperature. This enabled the fretting loop Q-δ to be
plotted for chosen cycles (Figure 1c). During tests,
displacement amplitude was fixed between ±100µm
and ±1000µm, leading to two generalized slip
regimes: gross slip in fretting, and reciprocating. The
first tests were performed with ±300µm
displacement and different numbers of cycles, and
the second with different displacement amplitudes
δ* and numbers of cycles N. Because of system
stiffness, the sliding amplitude δg was not always
the same for a given displacement amplitude. For
each test, slip was generalized in the interface, and
the ratio Q*/P was supposed to be constant for any
displacement amplitude.
The ratio Q*/P was then defined as the
coefficient of friction µ, and the dissipated energy
Ed during the fretting cycle was given by the area of
the corresponding hysteresis cycle (see Figure 1c).
The accumulated friction energy was determined by
summing friction loop energy over the whole test
duration:
4...μ.
(1)
Wear volume (V) after testing was measured on a
3D scan. Wear rate was established from wear
volume versus accumulated friction energy
(Archard, 1953). Figure 2a compares evolution of
wear volume in M1 and M2 specimens versus
accumulated friction energy. Wear volume evolution
was linear in M2 but showed a bilinear tendency in
M1, linked to the structure of the M1 interface
(Figure 1a): wears initially involved the brittle white
layer of M1 (WL) before reaching the subsurface
carburized layer (CL), the wear rate was lower. It is
noteworthy that, while the wear rate in the counter-
Figure 2: (a) Evolution of wear volume VM1 and VM2;
(b) Total wear volume evolution (V=VM1 + VM2) versus
accumulated friction energy (Vth; αI and αII are defined
from the δ=±300µm experiments).
body was equivalent to that of the M1
CL
layer (II),
that of the M1 top WL layer (I) displayed
significantly (approx. 10-fold) higher wear kinetics.
Total wear volume V = V
M1
+ V
M2
is related to
total accumulated friction energy (Figure 2b).
Considering the difference between the top WL
response and sub-carburized layer, a bilinear energy
wear model can be introduced as follows:
If V < V
th
, the interface involves the M1
WL
domain, and V
Ed
= α
I
. ΣEd
ICAART2014-InternationalConferenceonAgentsandArtificialIntelligence
618
If V > V
th
, all the M1
WL
phase has been
worn out and the interface involves only the
M1
CL
sub-carburized layer, and V
Ed
= α
II
.
(ΣEd-Ed
th
) + V
th
where Ed
th
=V
th
/ α
I
, V
th
is the threshold wear volume
related to M1 white layer elimination (V
WL
) plus
associated M2 wear. V
WL
can be expressed as a
function of the contact area A
f
and the white layer
thickness (h
WL
) (i.e., V
WL
=h
WL
. Af), where α
I
is the
energy wear rate of the M2/M1
WL
interface, and α
II
is the energy wear rate of the M2/M1
CL
interface.
Using this very simple physical model involving
only 3 material parameters (V
th
, α
I,
and
α
II
), it is
possible to express the total wear kinetics of the
interface. The theoretical description is compared
with the experimental results in Figure 3. The results
related to δ*=+/-300µm fretting sliding are also
compared with other results for fretting and large
reciprocating sliding conditions. The regression
coefficient is about R²=0.9045, which confirms the
stability of the energy approach to formalizing wear
rate even for a complex interface like that
investigated here.
3 MODELING WEAR
EVOLUTION
This wear behavior could not be predicted or
expected initially, because of the bi-linear
phenomenon, for which a static Neural Network was
used to estimate wear evolution as a function of
dissipated energy Ed with respect to mechanical
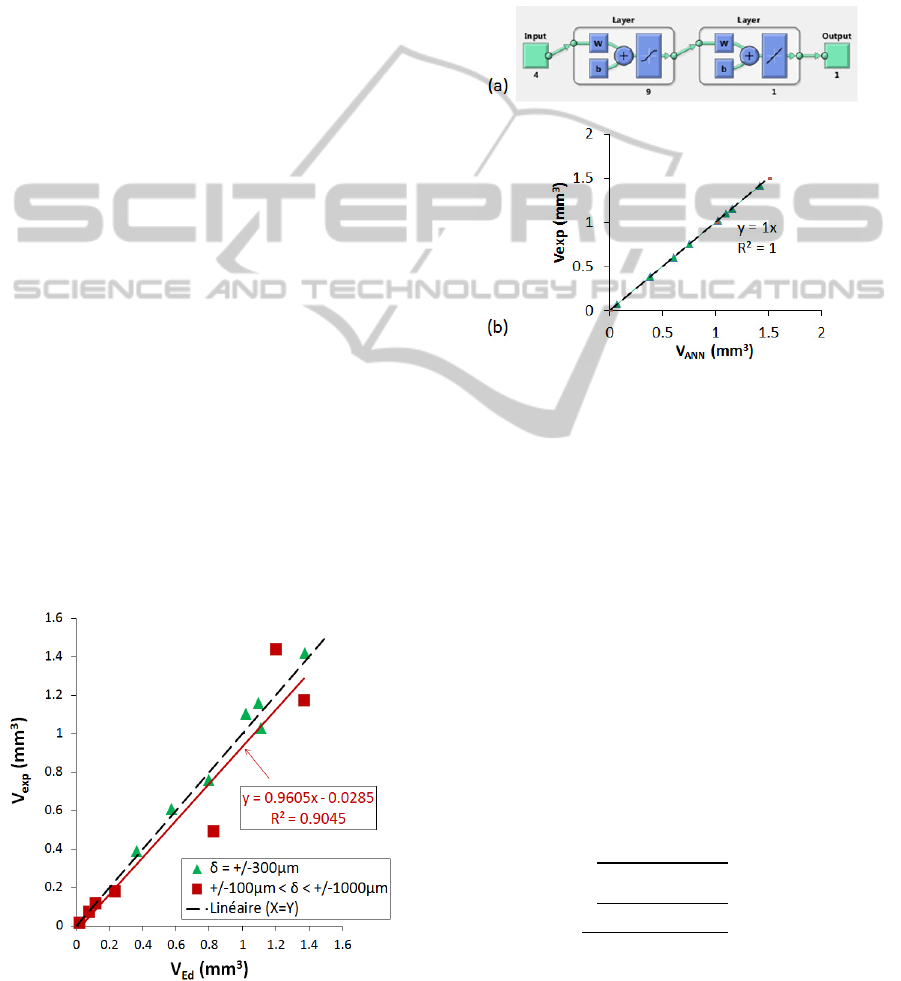
variables and environmental conditions (Figure 4). A
Figure 3: Comparison of experimental (Vexp) and
theoretical (VEd) wear volume.
dynamic Neural Network could not be used because
of the poor database. We propose 3 models with
different key input parameters. The input data are P,
δg, µ and N for the first network (Model_A), only
Ed for the second (Model_B) and a combination of
all 5 parameters for the third (Model_C). Model_A
and Model_B could be expected to give the same
results, as Ed can be approximated by the inputs of
Model_A as shown in Eq.1.
Figure 4: (a) Schematic description of the network
structure; (b) Network training results.
The structure adopted was a two layer network with
9 neurons in the hidden layer and 1 in the output
layer (Figure 4a). For the input layer, the transfer
function was a sigmoidal tangent (tansig), and for
the last layer a linear function (purelin).
The three models were assessed by comparing
experimental and predicted wear volume. The
experiments performed with ±300µm displacement
amplitude with different numbers of cycles
constituted training data, and the other experiments
(±100µm to ±1,000µm with different numbers of
cycles) represent the test data. Simulation could be
expected to be difficult, as the network could not be
trained on the variable δg. Figure 4b, however,
shows excellent network training, with R²=1 for
each model. To compare the models, the percentage
square root of normalized variance was defined as
follows:
%
∑
∗
(2)
where Xi is the experimental wear data, Ui the
predicted wear data, Z the number of samples, and
V
max
the maximum experimental wear volume.
NeuralNetworkforFrettingWearModeling
619
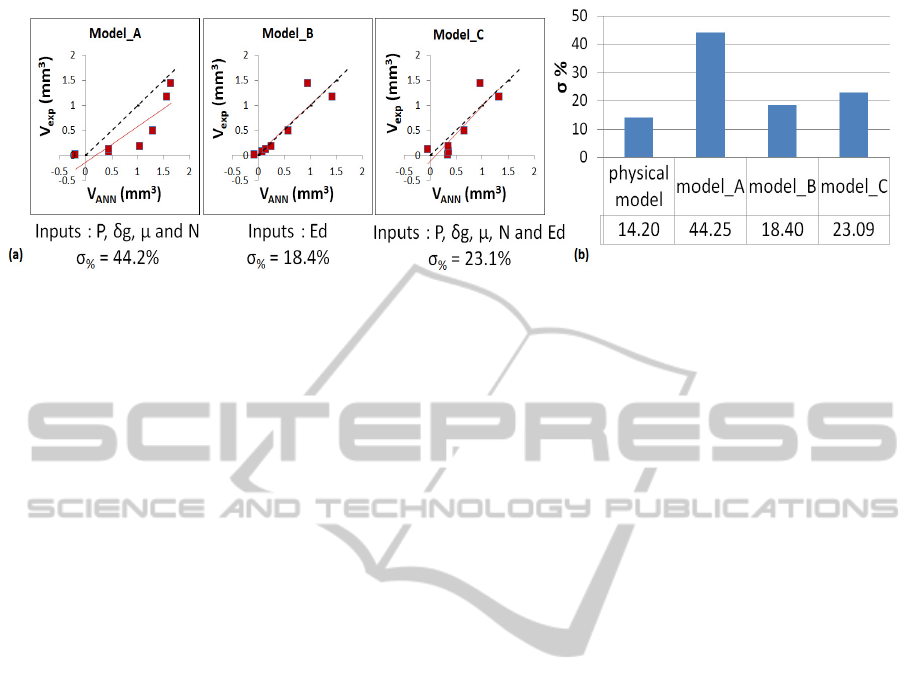
Figure 5: (a) Test results of the three Neural Networks; (b) Variance results of the physical model and the three ANN
models.
4 RESULTS AND DISCUSSION
The variance σ of the physical energy wear model
was about 14.2 % (Figure 3). All simulated wear
volume results for the 3 models are presented in
Figure 5a.
Model_A was unable to predict wear volume, as
the correlation was poor (σ = 44.2%). Model_B had
only Ed input, the key parameter in this study;
correlation was excellent (σ = 18.4%) and only 4.2%
different from the experimental correlation. The
input variables used in Model_A could be used to
calculate the dissipated energy Ed (Eq.1), whereas
the neural network could not achieve this internally
to give a good estimate of wear volume, probably
due to the small amount of data available for
network training. Model_B was more reliable than
Model_A. In Model_C, all the parameters are
considered as inputs; the linear regression R² was
better than in the other models, but the dispersion
was greater (σ = 23.1%); wear prediction for low
accumulated dissipated energy was poorer than in
Model_A, but for higher energy the results were
similar to those of Model_B.
5 CONCLUSIONS
A static Artificial Neural Network was built and
validated for variable fretting and reciprocating
conditions. In-situ wear volume measurement
enabled a model describing wear behavior to be
created, providing reliable simulation of wear. The
ANN model assessed wear volume almost as well as
the physical model (Figure 5b) in spite of the small
amount of experimental data. At this point in the
study, it is difficult to choose between Model_B and
Model_C: one had a better correlation factor,
whereas the other had less dispersion. Model_B
provided better wear prediction for low accumulated
dissipated energy. However, this issue needs more
investigation. Another crucial issue is the size of the
database used for the training and the test; this is a
recurrent problem in many industrial applications,
where the amount of data is insufficient for effective
parameterization of standard neural structures. In
such situations, one possible approach is to consider
the hidden layer as “simply” a projection operator,
given which learning could be performed on the
output layer alone. These aspects (projection
operator and output learning) need to be investigated
more precisely to optimize estimation of wear
volume.
REFERENCES
Anand Kumar S., Ganesh Sundara Raman S., Sankara
Narayanan T. S. N., Gnanamoorthy R., 2013.
Materials and Design. Prediction of fretting wear
behavior of surface mechanical attrition treated Ti–
6Al–4V using artificial neural network. Volume 49,
Pages 992–999.
Archard J. F., 1953, Journal of Applied Physics. Contact
and Rubbing of Flat Surfaces. Volume 24(8), Pages
981-988.
Fouvry S., Kapsa Ph., Vincent L., 1996. Wear.
Quantification of fretting damage. Volume 200, Pages
186-205.
Genel K., Kurnaz S. C., Durman M., 2003, Materials
Science and Engineering. Modeling of tribological
properties of alumina fiber reinforced zinc–aluminum
composites using artificial neural network. Volume
A363, Pages 203–210.
Kolodziejczyk T., Toscano R., Fouvry S., Morales-Espejel
G., 2010. Wear. Artificial intelligence as efficient
ICAART2014-InternationalConferenceonAgentsandArtificialIntelligence
620

technique for ball bearing fretting wear damage
prediction. Volume 268, Issues 1–2, Pages 309-315.
Sahraoui T., Guessasma S., Fenineche N.E., Montavon G.,
Coddet C., 2004. Materials Letters. Friction and wear
behaviour prediction of HVOF coatings and
electroplated hard chromium using neural
computation. Volume 48, Pages 654– 660.
Zhang Z., Barkoula N.-M., Karger-Kocsis J., Friedrich K.,
2003. Wear. Artificial neural network predictions on
erosive wear of polymers. Volume 255, Pages708–
713.
NeuralNetworkforFrettingWearModeling
621
