
Sensor Monitoring in an Industrial Network
Experimental Tests for Computer Supported Education
Bruna Salles Moreira, Jaidilson Jó da Silva, Angelo Perkusich and José Sérgio da Rocha Neto
Department of Electrical Engineering, Federal University of Campina Grande, Aprigio Veloso Street,
Campina Grande, Paraiba, Brazil
Keywords: Sensor Monitoring, Industrial Network, Computer Supported Education.
Abstract: The integration of field level and higher communication is expanding and ensuring ideal conditions for open
networks in process automation at industry. For a better knowledge on the referred networks, some
experiments were developed to ensure a better comprehension on how they work and application
possibilities. The experimental tests with industrial network using a PLC (Programmable Logic Controller)
based computer education, allows the electrical engineering students perform experiments on-line by a
remote laboratory for the study of industrial automation process.
1 INTRODUCTION
Nowadays with the development of information
technology, communication between devices and the
use of standardized mechanisms, open and
transparent have become key concepts in automation
technology, especially in today's industrial
environment. The integration of field level and
higher communication is expanding and ensuring
ideal conditions for open networks in process
automation at industry, as it happens with the
combination of AS-Interface and PROFIBUS
(PROFIBUS Association, 2006).
For a better knowledge on the referred networks,
some experiments were developed to ensure a better
comprehension on how they work and application
possibilities. For the experiments, were analyzed the
behavior of sensor networks with AS-I, the devices
were linked by the PROFIBUS network and
controlled by the PLC S7-300 from Siemens. The
whole system was configured by the STEP7
software from Siemens as well. A teaching
supervisory platform was implemented in the
software LabVIEW, and it provided students an
online system monitoring.
2 INDUSTRIAL NETWORKS
In Figure 1 is presented the system in study,
illustrating the devices and networks linking them.
For a better comprehension of the networks, their
operation is explained in this section.
Figure 1: Simple diagram scheme of the system in study.
2.1 Profibus
PROFIBUS, an acronym for Process Field Bus, is an
open industrial communication network, used
mainly to make the connection of digital controllers
with sensors/actuators (the field level to cell level)
for both high-speed data transmission and special
communication services. By being an open pattern,
its independence of the manufacturer and of
specification is guaranteed by norms EN50170 and
EN50254. Therefore, devices from different
manufacturers can communicate without any
adjustment in their respective interfaces. Figure 2
374
Salles Moreira B., Jó da Silva J., Perkusich A. and da Rocha Neto J..
Sensor Monitoring in an Industrial Network - Experimental Tests for Computer Supported Education.
DOI: 10.5220/0004930303740379
In Proceedings of the 6th International Conference on Computer Supported Education (CSEDU-2014), pages 374-379
ISBN: 978-989-758-020-8
Copyright
c
2014 SCITEPRESS (Science and Technology Publications, Lda.)

presents a diagram with the PROFIBUS application
areas, emphasizing the communication profile, the
application used and the standard cycle time for each
level.
Figure 2: Diagram showing application areas of
PROFIBUS.
The PROFIBUS-DP (Decentralized Periphery) is
an optimized variation with high-speed connection
and low cost. Suitable for the factory floor, where
there is a large volume of information and the
necessity of high speed communication to events is
quickly treated (PROFIBUS Association, 2006). It
uses a transmission technology RS-485 or optic
fiber, making transmissions at rates from 9.6 kbit/s
to 12 Mbit/s.
2.2 AS-I
AS-I, an acronym for Actuator Sensor Interface, is a
standardized network system (EN 50295) for
industrial communication and open to the lowest
level of automation and came to meet certain
requirements defined from the experience of
members founders and to supply the market which
hierarchical level is the bit-oriented (Siemens,
2010). The AS-I was designed to complement the
others systems and make it easier and faster
connections between sensors and actuators with their
respective controllers (Siemens, 2008).
The AS-I is a master-slave type network with
cyclic data capture. It has a master device, capable
of controlling the entire network, reading by cycle
all other integrated devices to it, called slaves. The
AS-I master performs various tasks such as network
boot, identification and diagnosis of the slaves and
transferred data analysis (Lian, 2003). Also, usually
communicates with a controller (PLC or PC) to
receive control configuration of AS-I, report errors,
to address new slaves, among other tasks (Becker,
2002).
Slaves are passive devices, so they may have
access to the network when the master makes a
request and data transfer from slave to slave is only
possible through the master. Slaves can be
connected to four sensors or actuators, which have
their values read/written cyclically by the master.
There are intelligent sensors that have an AS-I chip
integrated, allowing direct coupling to the cable.
There are also slaves who work with analog values,
but these need four cycles of the network so that a
read/write is complete (Siemens, 2008).
For proper exchange of information between the
master and slave, the slaves receive a unique address
that will identify them (Lian, 2003).
2.3 DP/AS-I Link
The DP/AS-I Link creates an interface between AS-I
and PROFIBUS-DP networks. It operates as a
common DP slave and as the master of AS-I
network. Like others DP slaves, requires a DP
master. It has its principle of operation similar to any
other gateway device, where the protocols of the
systems in question are converted (Siemens, 2000).
The DP/AS-I Link is used to perform the exchange
of the sensors and actuators of AS-I network to the
PROFIBUS-DP network (Siemens, 1995). At the
system analyzed on the experiment, it is used the
DP/AS-I Link from Siemens and its image is
visualized in Figure 3.
Figure 3: Image of the DP/AS-I Link from Siemens.
3 EXPERIMENTAL PLATAFORM
The devices connected by the system networks are
presented in this section. Their data acquisition
procedure is explained as well as their functionality
in the experimental platform.
3.1 PLC S7-300
The Programmable Logic Controller (PLC) S7-300
is a modular system used in centralized or
distributed applications. Its modular nature allows a
SensorMonitoringinanIndustrialNetwork-ExperimentalTestsforComputerSupportedEducation
375

quick and easy expansion, with the possibility of
adding 32 modules of various types, divided into I/O
modules, communication modules and function
modules.
A control system based on a S7-300 is basically
composed by the expansion modules, power supply
and CPU. The CPU is accessed by a Multi Point
Interface (MPI) port, which does the whole setup
and configuration. In addition, some CPUs have a
second communication interface, as PROFIBUS-DP
or serial point-to-point (Siemens, 1998).
3.2 Sensors and Modules
The sensors that were used in the experiment were
inductive and photoelectric.
The photoelectric sensor has a transmitter circuit
responsible for the emission of a light beam and an
infrared receiver circuit responsible for receiving the
beam. Light can be reflected or interrupted by an
object, detecting it and triggering the sensor.
At the system analyzed, it is used one of VF AS-
I OS1K-VF-AS-I series, from Sense, that can be
seen in Figure 4.
Figure 4: Image of the photoelectric sensor VF AS-I from
Sense.
The inductive proximity sensor is an electronic
device that detects the approach of metal parts. The
electromagnetic field generated by a high-frequency
resonant coil installed on the sensing face, suffers
interference when a metal part approaches, and the
signal variation is compared to a standard signal,
enabling the output stage.
Two inductive sensors were used, a Pentakon
PS15 + UI + AS-I series from Sense, illustrated in
Figure 5, and a Bero 3RG4613-3WS00 series from
Siemens illustrated in Figure 6.
Two modules make part of the system, an AS-I
connector module with four outputs, identified by
M12 4AR 3RG9001-0AB00, and an AS-I connector
module with two inputs and two outputs, identified
by M12 2E/2AR 3RG9001-0AC00.
Figure 5: Image of the inductive sensor Pentakon PS15 +
UI + AS-I VF AS-I from Sense.
Figure 6: Image of the inductive sensor Bero 3RG4613-
3WS00 series from Siemens.
4 EXPERIMENTAL RESULTS
By the use of the growing and useful computational
tools to increase the method of learning, students are
experiencing a better integration with the real
platforms. In the developed experiment, some
procedures had been done to reach the desired
results for analysis and a successful comprehension.
The steps taken and the results are presented in this
section.
4.1 Experiments
For a better comprehension of the devices and
networks presented, experiments were made with
some theory explanation and a step guide in order to
monitor the sensors attached to the network and to
analyze the Ladder language program configured in
the PLC by the STEP 7 software, which is
developed by Siemens.
Using the resources of STEP 7 software, it was
possible to see how the network was configured as
well as the devices, sensors and modules were
configured and addressed on the network.
A network scheme with the addressed elements
linked to MPI and PROFIBUS, could be seen on the
NetPro as it appears in the Figure 7.
CSEDU2014-6thInternationalConferenceonComputerSupportedEducation
376
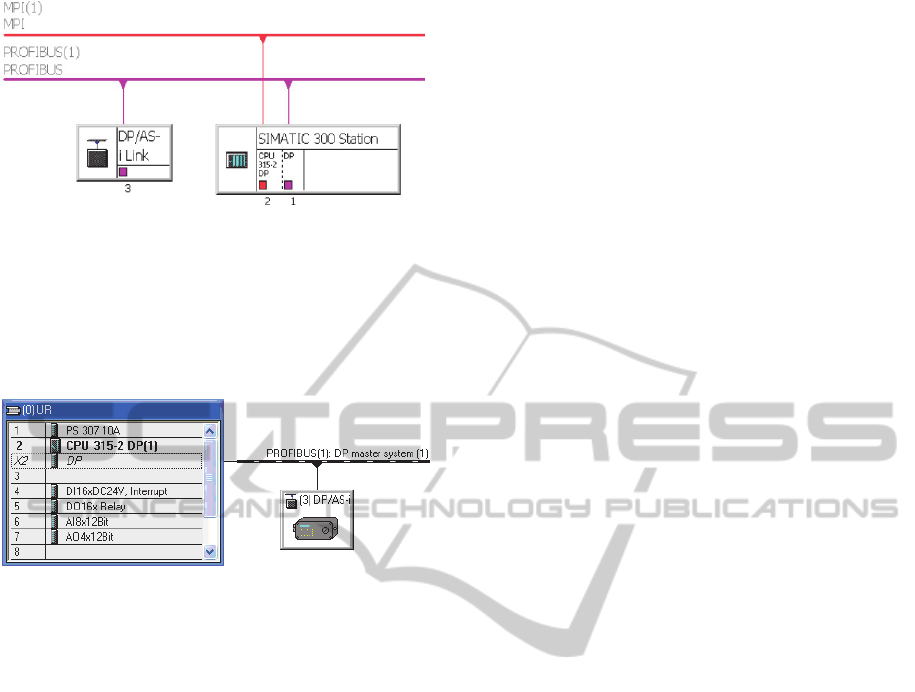
Figure 7: Representation of connections on NetPro.
On HW Config, a list of the hardware
components could be seen with their configuration at
the station and the respective input (I) and output
(Q) address. The image of the hardware address
organization can be seen in Figure 8.
Figure 8: Representation of hardware list on HW Config.
The monitoring is used to identify the condition
of the variables when the device changes of state,
and these states help to understand the logic of
control elaborated in the Ladder code. The
configured code in the PLC is seen in
LAD/STL/FBD Program blocks, where the online
monitoring is also possible, and allows the user to
know which inputs and outputs are activated when
the sensors and modules work, as well as the blocks
data.
The Ladder is a simple programming language
based on blocks. The inputs and outputs of the
sensors are referenced as they are configured. The
code is divided in networks to simplify the
understanding. This implementation eliminates the
necessity of adding new electronic devices to the
hardware.
After the configuration of the system in the
STEP 7, a human/machine interface was
implemented by the software of National
Instruments: LabVIEW, so that it simulates an
industrial environment via the sensors connected to a
hybrid industrial network, originated from the ASI
and PROFIBUS-DP’s networks and using the PLC,
with STEP 7 software.
OPC (OLE for process control) is a standard
interface between numerous data sources and
sensors on a factory floor to HMI/SCADA
applications, application tools, and databases. The
OPC Foundation defines the standards that allow
any client to access any OPC-compatible device.
The OPC Specification was based on the OLE,
COM, and DCOM technologies developed by
Microsoft for the Microsoft Windows operating
system family. The specification defined a standard
set of objects, interfaces and methods for use in
process control and manufacturing automation
applications to facilitate interoperability (Halvorsen,
2012).
In virtue of a network using the OPC server, the
LabVIEW communicates with the PLC. In order to
connect the LabVIEW with the OPC tags, it’s
created an I/O Server, which automatically updates
the LabVIEW with the tag’s values in a specific rate.
It’s required to create shared variables that are
similar to OPC tags and obtain native access in the
LabVIEW to PLC data.
LabVIEW is a platform and development
environment for a visual programming language
from National Instruments. The graphical language
is named "G". The execution is determined by the
structure of a graphical block diagram on which the
programmer connects different function-nodes by
drawing wires. These wires propagate variables and
any node can execute as soon as all its input data
become available. LabVIEW programs/subroutines
are called virtual instruments (VIs). Each VI has
three components: a block diagram, a front panel,
and a connector panel (Halvorsen, 2012).
LabVIEW Remote Panels turns the application
into a remote laboratory, where the created HMI
with the purpose of manage and evaluate the
industrial plant is fully accessible by the remote
user. The interface designed with LabVIEW and
used in a web browser is presented in Figure 9.
4.1.1 Pentakon Inductive Sensor Monitoring
To check the variable values in Pentakon inductive
sensor, a piece of metal was passed in front of it and
the LED associated with this sensor is activate and
metal parts counter is incremented in the interface
implemented in LabVIEW. The code in language G
can be seen in Figure 10.
4.1.2 Photoelectric Sensor Monitoring
With the photoelectric sensor, any object could be
used to test its operation, passing it front and
ensuring no interference from others. On the HMI
built in LabVIEW, the LED associated with this
sensor is activated and total parts counter is incre-
SensorMonitoringinanIndustrialNetwork-ExperimentalTestsforComputerSupportedEducation
377
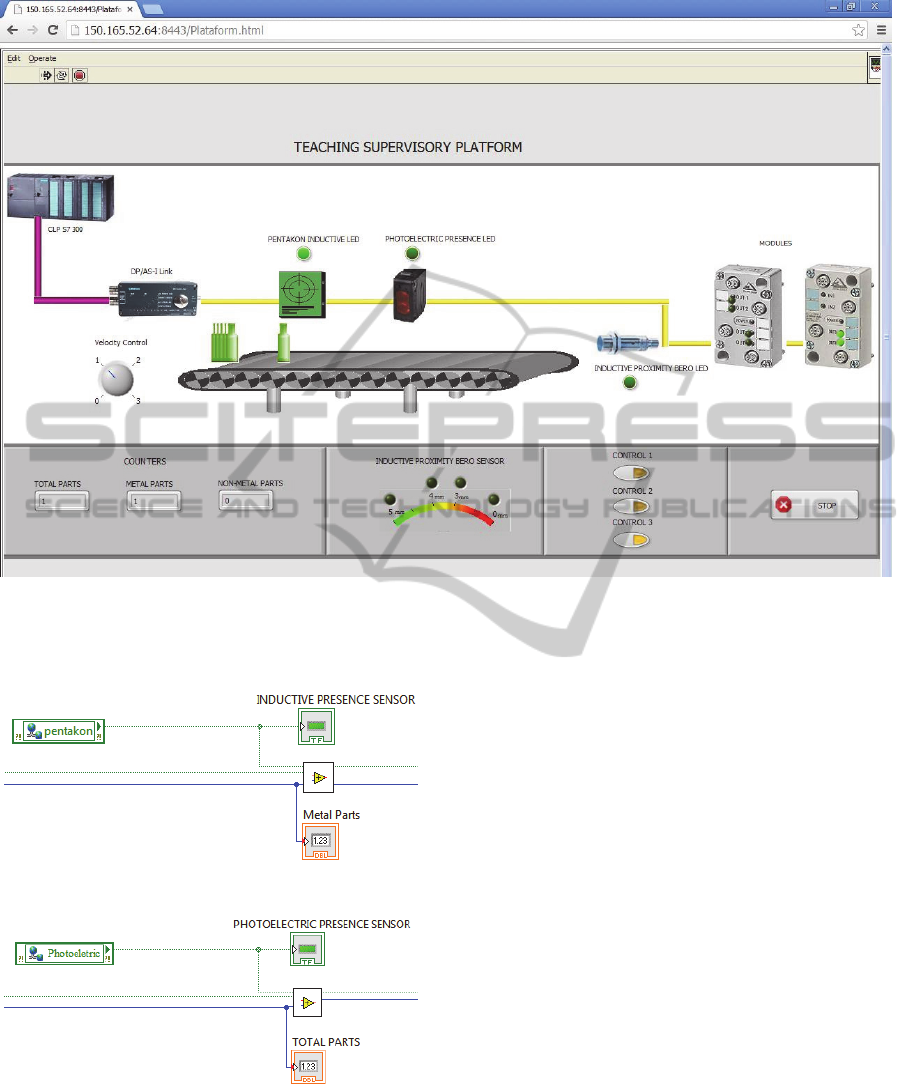
Figure 9: Online monitoring interface.
mented. Figure 11 illustrates it as implemented in
the program.
Figure 10: Code of the increment of metal parts counter.
Figure 11: Code used for the increment of the total parts
counter.
4.1.3 Bero Inductive Sensor Monitoring
The operation of the inductive Bero sensor could be
seen approaching a metal part gradually. According
to the proximity of which a metal object is the
sensor will generate combinations of bits "1" and "0"
which will enable different outputs of the PLC
according to the object proximity.
The inductive Bero sensor is the end of the
conveyor belt and is monitored by the LED panel
located at the bottom center of the VI, indicating the
proximity of a metallic object of this sensor,
progressively completing the lights of LEDs as the
object approaches going Green (5mm) through to
yellow (4mm) and orange (3mm), to red when the
contact part with the sensor occurs.
4.1.4 Remote Laboratory
A remote laboratory is defined as a computer-
controlled laboratory that can be accessed and
controlled externally over some communication
medium (National, 2006). In this paper, a remote
laboratory is an experiment, demonstration, or
process running locally on a LabVIEW platform but
with the ability to be monitored and controlled over
the Internet from within a Web browser using the
interface in Figure 9.
The acquisition is still occurring on the host
computer however the remote user has the total
control. Other users can report their Web browser to
CSEDU2014-6thInternationalConferenceonComputerSupportedEducation
378

the same URL to monitor the application in progress
but only one client can control the application at a
time. At any time during this process, the operator of
the host machine can assume control of the
application back from the client currently in control
functionality.
5 CONCLUSIONS
In this paper are presented the advisability of using
technology tools for auxiliary the process of distance
learning, for example, a hypertext which simulates
(emulates) a virtual laboratory for realization of on-
line experiments.
The discussed experiments attempted to report to
the students the concepts involved in this paper
using the computer as a main tool for performing
and analyzing experiments.
The innovative use of technology applied to
education, and more specifically, the distance
education, must be supported by a philosophy of
learning which provides the students the opportunity
to interact, to develop joint projects, to recognize
and respect different cultures and to build
knowledge.
By the use of the LabVIEW software, students
could follow the progress of sensor’s activity as well
as the network communication process. The code
used the processed data to build control logic to
perform varied tasks and analysis. This showed how
suitable is the system with different applications and
approached the student to the real industrial
automation process.
Also, the flexibility of iteration between students
and teacher provided by technology tools establishes
a new dynamic of teaching. The students can better
organize your questions and subjects under study
and they have the initiative to find their answers.
ACKNOWLEDGEMENTS
The authors would like to thank the CNPq for
financial support and everyone from the LIEC
(Electronic Instrumentation and Control Laboratory-
UFCG) who supported the development of this
work.
REFERENCES
Becker, R.; Müller, B.; Schiff, A.; Schinke, T.; and
Walker, H., 2002. AS-Interface - The Automation
Solution. AS-International Association, Germany.
Halvorsen, P. H. 2012. OPC and Real-Time Systems in
LabVIEW.
Lian, S.C.P. 2003. AS-i Master Bus Controller. Thesis
submitted to the School of Information Technology
and Electrical Engineering, The University of
Queensland, June.
National Instruments, 2006. “Distance-Learning Remote
Laboratories using LabVIEW”; available from <
http://www.ni.com/white-paper/3301/en/> accessed
December, 2013.
PROFIBUS Association, 2006. Profibus – Technical
Desciption.
Siemens, 1995. Distributed I/O System DP/AS-I Link.
Manual. 3
rd
edition.
Siemens, 1998. Manual. S7-300 Programmable Controller
Hardware and Installation. 2
nd
edition.
Siemens, 2000. Manual. SIMATIC NET PROFIBUS
Networks.
Siemens, 2008. System Manual. AS-Interface/AS-Isafe.
Siemens, 2010. Reference Manual. AS-Interface - IO Link
- Profibus. Industrial Controls.
SensorMonitoringinanIndustrialNetwork-ExperimentalTestsforComputerSupportedEducation
379
