
Characterization of Repeatability of XY-Theta Platform Held by Robotic
Manipulator Arms using a Camera
Anas Hijazi, Jean-Franc¸ois Brethe and Dimitri Lefebvre
Groupe de Recherche en Electrotechnique et Automatique du Havre (GREAH)
Le Havre University, BP540, 76058 Le Havre, France
Keywords:
Robot Precision, Repeatability, Accuracy, Robotic Manipulator Arm, XY-Theta Platform.
Abstract:
This paper presents a XY-Theta micrometric platform, which is extremely compact and offers a wide 300 x
300 mm workspace. This platform is held by a serial kinematic chain of four revolute joints, constituting a
redundant robot. Each point of the horizontal platform can be positioned under a vertical axis in a two-step
approach: in a coarse positioning mode, the four axes are controlled to position and orientate the object with a
position error less than 7 µm; in a fine mode, two axes are mechanically blocked while two others are controlled
to reduce the final position error below 2 µm. The choice of the blocked and moving axes depends on the lever
arm length and the mechanism is designed to optimize the link lengths to reduce the final position error. The
aim of the paper is to characterize the platform repeatability performances. An estimation of the repeatability
is performed with a camera. These results are then compared to previous results based on the stationary cube
method. The two measurements methods lead to similar results with a repeatability close to 2 µm showing a
significant improvement of the performances.
1 INTRODUCTION
Choosing and designing the adequate robot to per-
form a task is not easy. Manufacturers provide some
performance criteria such as payload, workspace di-
mensions, acceleration and repeatability. Most man-
ufacturers advertise that their robot repeatability per-
formances are close to 10 micrometers. These perfor-
mances are generally sufficient to meet most indus-
trial requirements, but it seems that they are difficult
to improve as far as serial robots are concerned. Some
authors claimed that parallel robots could do better
(Merlet, 2006),(Rauf et al., 2004),(Briot and Bonev,
2007) but for the few industrial parallel robots on the
market, the repeatability performances are not better
and the best repeatability is close to 5 µm. For the
XY-Theta platform hold by a parallel robot built in
(Joubair et al., 2012), the repeatability performance
is estimated between 3 and 30 µm depending on the
workspace location.
The estimation of industrial robot precision is
based on a test where the robot is set up to attain a de-
sired point and come back, this cycle being repeated
several times in the same conditions. Measurements
of the final robot positions show that they are near the
desired point and all the final positions constitute a
cloud of points. Precision is then described in accu-
racy and repeatability as displayed in Fig. 1.
* Accuracy: in the ISO procedure (ISO9283, 1998),
the distance between the mean of the different fi-
nal positions and the target position will character-
ize accuracy. The ANSI definition (Institute, 1990)
is slightly different as it considers different locations
on a standard path.
* Repeatability: the repeatability index estimates the
closeness of the different points to the cloud center.
Many factors have been suspected to influence re-
peatability, as speed, load, workspace location, back-
lash, temperature,... Statistical analysis has been per-
formed to discriminate which factor was the most in-
fluent. For example, it was proved that for two 6-axis
serial robot studied, the load influence was far less im-
portant than the workspace location influence (Breth
´
e
and Dakyo, 2002),(Breth
´
e et al., 2006). Riemer and
Edan were interested in workspace location influence
(Riemer and Edan, 2000), Offodile and Ugwu in load
and speed influence (Offodile and Ugwu, 1991). For
serial robots with revolute joints, it is now clear that
the workspace location is the most important influ-
ence factor. The distance between the target and one
joint axis can show wide variations in the workspace.
The resulting lever arm distance amplifies the joint
421
Hijazi A., Lefebvre D. and Brethe J..
Characterization of Repeatability of XY-Theta Platform Held by Robotic Manipulator Arms using a Camera.
DOI: 10.5220/0005056104210427
In Proceedings of the 11th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2014), pages 421-427
ISBN: 978-989-758-040-6
Copyright
c
2014 SCITEPRESS (Science and Technology Publications, Lda.)

uncertainty.
Industrial solutions to reach high precision require
the integration of vision systems to control the robot.
But to succeed in the fine positioning, the repeata-
bility performances of the robot must be very good.
We developed a planar redundant structure to improve
precision performances in X and Y directions. This
structure is explained in section 2. In (Breth
´
e et al.,
2013), we displayed an innovative XY-Theta platform
built in our laboratory that can greatly improve preci-
sion in the whole workspace. This platform will be
described in section 3. The repeatability of this plat-
form was then measured using a hardened steel cube
attached to the vertical axis and one trihedron sup-
porting two Mitutoyo micrometers, fixed on the plat-
form. It was based on the stationary cube method.
This method has though a disadvantage: the mechan-
ical contact between the Mitutoyo micrometers and
the cube can disturb the measurements. The goal of
this paper is to avoid this problem by estimating the
platform repeatability with a camera. When using the
camera, any short or long trajectory could be realized
in the workspace which is not the case when using
the Mitutoyo micrometers. The procedure is based on
the position estimation of an object lying on the plat-
form. The vision system and the steps necessary to
use the vision system as a metrological tool are de-
scribed in section 4: autofocus setup, camera calibra-
tion, image acquisition and processing through the ge-
ometric model finder toolbox of the Matrox Imaging
Library. In section 5, the platform’s repeatability per-
formances are measured in coarse and fine mode and
the results obtained with the vision system are com-
pared to the stationary cube method. The conclusions
are presented in section 6.
2 INNOVATIVE DISSYMETRICAL
3-LINK ROBOT
2.1 Artificial Isotropy Point
Our laboratory (GREAH) owns a patent of a 3-link
special redundant manipulator designed to obtain
high precision performances in X and Y directions
(Breth
´
e, 2009). This innovative robot is presented in
Fig. 2. It consists of a 3-link serial kinematic chain
with three revolute joints. The 1st link length is 30
mm and the 2nd and 3rd link lengths are 120 mm.
This robot is designed to achieve fine positioning near
a specific point in the workspace. This specific point
will be named PI ”point of interest”. The procedure
used to obtain the high precision performances is the
Figure 1: ISO approach of accuracy and repeatability.
following:
- a fine positioning is demanded around this point,
so the final precision must be fine in two orthogonal
directions. This could be done using two revolute
joints whose rotation centers are as close as possible
to PI. In Fig. 2, it corresponds to the 1st and 2nd axes.
Doing so, an isotropy point is artificially created in
PI.
- To enlarge the workspace, it is necessary to add a
third axis. Consequently, the robot is able to grasp an
object in a wider area.
Let us study the precision performances. In the
design stage, it is considered that the repeatability and
the resolution of the revolute axes are in the same or-
der of magnitude. For instance, the granularity ratio τ
of the axes is set to τ =
σ
∆
=
1
6
where σ is the standard
deviation of the Gaussian distribution of the angular
position and ∆ is the axis resolution. Considering the
robot structure, the repeatability in PI depends on 3
axes. The third axis angular uncertainty is amplified
by the third link length. In Fig.3, the blue hexagon
is the uncertainty area characterizing the repeatability
when the 3 axes are controlled and the red square is
the uncertainty area when the 3rd axis is blocked and
only the 1st and 2nd axes are moving. The hexagon
is much larger than the square. More details can be
found in (Brethe, 2010). The idea is then to propose
an innovative control strategy based on a coarse and a
fine mode.
2.2 Coarse and Fine Mode
The control strategy consists of two steps: in a first
step, the robot endpoint is brought close to the de-
sired target PI using the three axes. Then the 3rd axis
is mechanically blocked by means of a brake. The
position error is estimated from external sensor infor-
mation and the new target is computed. In the second
step, the robot comes closer to PI using only the 1st
and 2nd axes. This fine positioning is still true if the
final point moves away from PI but stays near PI. The
ICINCO2014-11thInternationalConferenceonInformaticsinControl,AutomationandRobotics
422

Figure 2: Innovative planar redundant structure SCARA3
Figure 3: Repeatability depending on moving axes
spatial resolution mesh is slightly changed in orienta-
tion and the square becomes a parallelogram, but the
dimensions of the parallelogram remain small as long
as the final point stays in a disk centered on PI.
3 XY-Theta PLATFORM
We designed and prototyped a XY-Theta platform
consisting of a 300 x 300 mm square platform held
by a redundant kinematic chain of four motorized rev-
olute joints. With this design, it is possible to set
the position (X, Y ) and orientation Ω of a workpiece
situated anywhere on the platform. A vertical linear
axis motorized with a stepper motor can hold various
tools, such as measuring or grinding devices, grip-
pers, camera etc. This axis is fixed on the frame. The
location of the tool center in the XY plane lies exactly
at PI (point of interest) (Breth
´
e, 2011). The prototype
is displayed in Fig. 5.
The platform can be operated in two different
modes as it is explained in section 2:
• The coarse positioning mode uses the four axes.
In this case, the expected repeatability is in the 5-
10 micrometers range, which is equivalent to high
quality industrial SCARA of the same reach.
• The fine positioning mode consists of two steps.
In the first step, the part is moved under the verti-
cal axis to point PI with the correct orientation us-
ing the four axes. The 1st axis θ
1
is set to
π
4
where
the lever arms of the 1st and second axis are mini-
mum and identical at PI so that the final lever arm
length corresponds to L
1
× cos(
π
4
) =
30
√
2
= 20.1
mm and is 6 times shorter than the 2nd or 3rd arm
lengths of 120 mm. Then, in the second step, the
3rd and 4th axes are mechanically blocked using
the brakes and the positioning error can then be
reduced moving only the 1st and 2nd axes. The
choice of the blocked and moving axes depend
on the lever arm length and the mechanism is de-
signed to optimize the link lengths to reduce the
final error. If the platform is considered to be the
entire workspace, all points of the workspace can
benefit from the high precision performance.
Figure 4: Diagram of the XY-Theta platform Kinematics.
4 SETTING UP THE CAMERA TO
ESTIMATE THE
REPEATABILITY
The camera chosen for the vision system is a Basler
acA1600-20gm/gc with a telecentric imaging optics.
This optics is useful to reduce the distortion during
image acquisition. This camera is displayed in Fig. 5.
The connection to the computer is done with Ethernet
protocol. The camera has a high resolution of 1628 ×
CharacterizationofRepeatabilityofXY-ThetaPlatformHeldbyRoboticManipulatorArmsusingaCamera
423

Figure 5: Micropositioning platform: general view.
1236 Pixels, a small vision field dimension of 7.1 ×
5.4 mm, a pixel size of 4.4 ×4.4µm and it is located
approximately 65mm above the platform. The 25 ×
25 mm calibration grid displayed in Fig. 6 is used to
calibrate this camera. It is a grid of small dots with a
0.0625 mm diameter, a inter space of 0.125 mm and a
thickness of 2 mm.
Figure 6: The calibration grid.
Four steps are necessary to use the camera as
a metrological tool to estimate repeatability. These
steps are detailed below.
4.1 Acquisition and Image Processing in
the Matrox Imaging Library (MIL)
MIL (mat, 2008) offers several toolboxes and func-
tions for image processing. First, the MIL is used to
load one image from the camera and store it for fur-
ther processing. A clear image is needed and for this
purpose the focus must be set properly. An autofocus
procedure is implemented as detailed below.
4.2 Autofocus of the Vision System
An autofocus procedure using the MIL functions is
proposed. The goal is to find automatically the opti-
mal distance between the camera and the calibration
grid for optimal contrast. The camera is fixed on a
motorized linear vertical axis as displayed in Fig. 7.
Figure 7: The camera and the calibration grid.
The camera is controlled to move slowly in an in-
terval of 0.25 mm. Meanwhile images are acquired
and stored. The contrast of each image is then com-
puted. The contrast is an intrinsic property of an im-
age that refers to and quantifies the difference be-
tween the light and dark parts of an image. The
contrast is here calculated by the Root Mean Square
(RMS) (Peli, 1990) which is defined as the standard
deviation of pixel intensities:
RMS =
v
u
u
t
1
M.N
.
N−1
∑
i=0
M−1
∑
j=0
(I
i j
−I)
2
(1)
Where:
• Intensities I
i j
are the i
th
and j
th
element of the two
dimensional image of size M by N.
• M ×N is the resolution of the Image.
• I is the average intensity of all pixels values in the
image.
In the experimental setup, 20 images are captured
from several heights and the optimal height corre-
sponding to the maximum contrast is computed.
The image with maximum contrast is obtained but
its unit is in pixel and not in millimeters, so the im-
age has to be calibrated to obtain its coordinates in
millimeters (Tamadazte et al., 2009), (Ammi et al.,
2005), (Zhou and Nelson, 1999).
4.3 Camera Calibration
The objective of camera calibration is to determine all
the parameters necessary to predict the image pixel
coordinates (r, c) of the projection of a point in the
camera’s field of view, given that the coordinates of
that point with respect to the world coordinate frame
are known (Tamadazte et al., 2009),(Ammi et al.,
2005),(Zhou and Nelson, 1999). In other words,
given the coordinates of P relative to the world coordi-
nate frame, the coordinate in mm could be read. After
ICINCO2014-11thInternationalConferenceonInformaticsinControl,AutomationandRobotics
424
performing the calibration, this file could be saved as
a calibration object and stored as a model. To cal-
ibrate another image, it is sufficient to allocate this
model to the calibration object already saved in MIL.
4.4 Geometric Model Finder (GMF)
Before measuring repeatability, we must understand
how to define a pattern in the image and be able to
determine the difference of position of the pattern in
two different images.
MIL includes a tool for performing pattern recog-
nition that it is primarily used to locate complex ob-
jects for guiding a gantry, stage or robot, or for pro-
cessing measurement operations. This tool named
Geometric Model Finder (GMF) tool is based on a
patented technique that uses geometric features and
contours to find an object.
In our case, a pattern of about 1 ×1 mm dimen-
sions is chosen, this pattern is engraved on a metal
sheet and an arbitrary letter (e) is chosen as a model
as displayed in Fig. 8 but it is of course possible to
choose any letter as model. The small square around
the letter shows that it is the model with 130 × 120
Pixels and the large square corresponds to a fraction
of the camera vision field 640 ×480 Pixels.
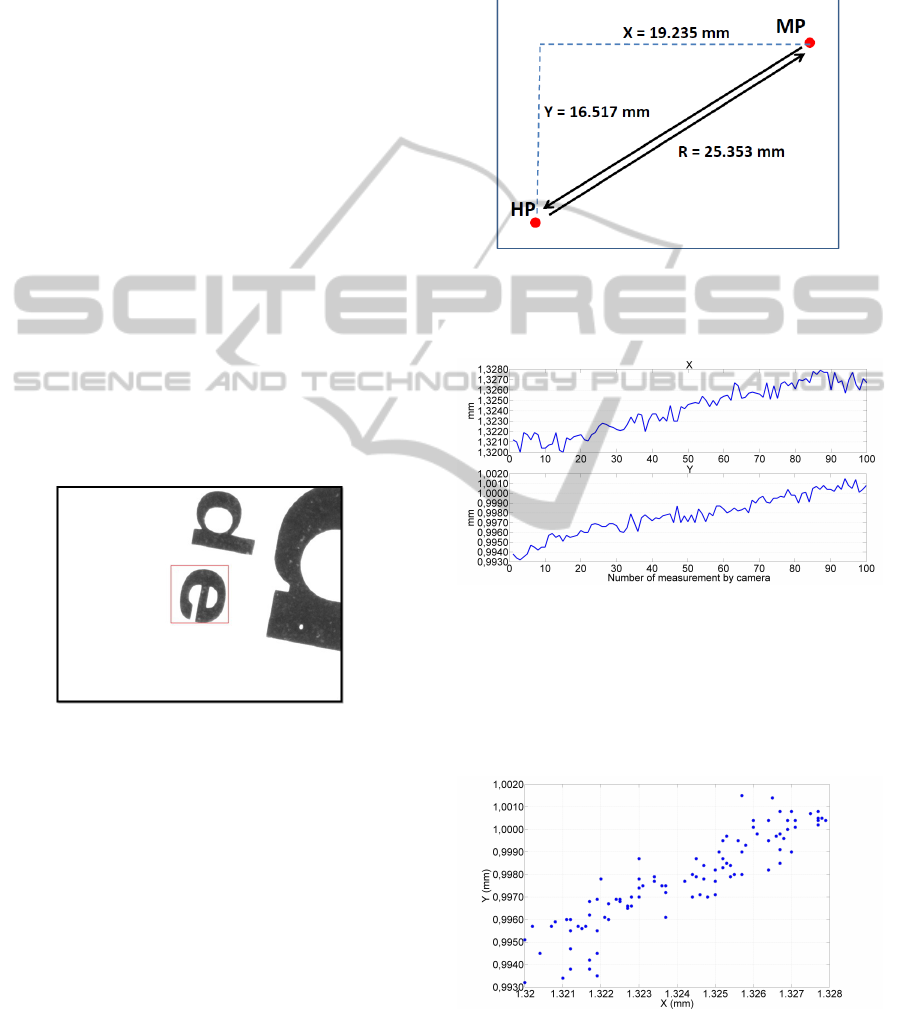
Figure 8: The model chosen to estimate repeatability.
MIL computes directly the coordinates of the cen-
ter of gravity of a selected pattern. Moreover when
the image is calibrated, these coordinates are given in
millimeters.
5 REPEATABILITY
PERFORMANCES AND
DISCUSSION
5.1 Repeatability Performances in
Coarse Mode
In this repeatability estimation, the four axes are mov-
ing. The harmonization point (HP) is set 25.353 mm
away from the measurement point (MP). The target
is brought at the PI (point of interest), the position is
measured, then the tool moves to harmonization point
(HP) and the cycle is repeated 100 times. This trajec-
tory is displayed in the Fig. 9.
Figure 9: Trajectory which is carried out in coarse mode.
The resulting XY positions of the (MP) are dis-
played in Fig. 10.
Figure 10: XY final position at MP when all axes are mov-
ing.
The width of the X and Y final position interval
is between 7 and 8 micrometers. The computation of
the ISO repeatability based on the 100 sample leads
to a performance of 7.0µm. The corresponding cloud
of points is displayed in Fig. 11.
Figure 11: The cloud of points when arriving to MP in
coarse mode.
CharacterizationofRepeatabilityofXY-ThetaPlatformHeldbyRoboticManipulatorArmsusingaCamera
425

5.2 Repeatability Performances in Fine
Mode
The harmonization point (HP) is set 2.331 mm away
from the measured final position. The (MP) is brought
at the PI, the position is measured, then the harmo-
nization point is brought at the PI, and the cycle is
repeated 100 times. In this repeatability estimation,
only the first and second axes can move, the other axes
being mechanically blocked with the brakes. This tra-
jectory is displayed in the Fig. 12.
Figure 12: Trajectory which is carried out in fine mode.
The resulting X and Y final positions at MP in
fine mode when 3rd and 4th axes are blocked are dis-
played in Fig. 13.
Figure 13: XY final positions at MP when 3rd and 4th axes
are blocked.
The maximum width of the X and Y final position
interval is between 2 and 4 micrometers. The compu-
tation of the ISO repeatability based on the 100 sam-
ple leads to a performance of 2.1µm. The correspond-
ing cloud of points is displayed in Fig. 14.
5.3 Discussion
In this paper, the vision system is used to estimate
repeatability, no mechanical contact occurs with the
robot. The repeatability in coarse mode is 7µm and in
fine mode is 2µm.
Figure 14: The cloud of points arrived in X and Y directions
at MP in fine mode.
It is worth mentioning that a larger measuring
campaign has been performed. Ten more trajectories
have been tested all around the workspace of 300 ×
300 mm. The results of these several tests lead to the
same conclusion.
In (Breth
´
e et al., 2013), the platform repeatability
performance was estimated with the stationary cube
method. The measurement device was using two Mi-
tutoyo micrometers with a resolution of one microm-
eter. The hardened steel cube was held by the verti-
cal axis. The Mitutoyo micrometers were on the plat-
form. In this method, there is a mechanical contact
between the micrometers and the hardened steel cube.
A general view of this measurement system is given
in Fig. 15. The repeatability in coarse mode was4µm
and in fine mode it was 2µm.
Figure 15: Measuring with the Mitutoyo micrometers.
When comparing the repeatability estimation with
the two measuring systems, we notice that for the fine
mode, the repeatability performance is nearly identi-
cal. On the other hand concerning the coarse mode,
the non-contact measurement system gives a global
estimation worst than the contact measurement sys-
tem. In fact, when using the Mitutoyo micrometers,
the maximum trajectory length is about 5 mm to keep
a constant contact between the micrometers and the
robot. But, when using the camera, any short or long
ICINCO2014-11thInternationalConferenceonInformaticsinControl,AutomationandRobotics
426

trajectory could be realized in the workspace. So
larger trajectories can be tested, for instance, some
trajectory lengths are about 25 mm. The possibility
to make the platform move along longer trajectories
is a major advantage of the measuring system based
on the camera compared to our previous measuring
method. But if the trajectory is longer, it makes sense
that the repeatability performance is lower. Another
advantage of the camera versus the mechanical mea-
suring system is its flexibility and easy implementa-
tion.
6 CONCLUSIONS
In this paper, the XY-Theta Platform is presented, de-
signed with the same mechanical and control compo-
nents of usual industrial robots. But based on a spe-
cific design and control, this platform improves re-
peatability performances significantly. The repeata-
bility performances of this platform have been previ-
ously estimated using the stationary cube method. In
this paper, another method based on a vision system is
used to compute the repeatability performances. The
results of these two methods all point in the same di-
rection: the repeatability in the fine positioning mode
is close to 2µm when the repeatability in the coarse
positioning mode is close to 4 −7µm.
More studies will be performed on this plat-
form. For instance, the platform performances con-
cerning orientation repeatability of the workpiece are
now been investigating. Another scientific interest-
ing topic is the study of the singularities locations in
the workspace, dealing with redundancy and singu-
larities when planning a trajectory from (X
1
, Y
1
, Ω
1
)
to (X
2
, Y
2
, Ω
2
).
The GREAH laboratory is now looking for part-
ners to develop these concepts in industrial or aca-
demic applications with high precision performances.
REFERENCES
(October 20, 2008). Matrox Imaging Library (MIL).
Ammi, M., Fremont, V., and Ferreira, A. (Barcelona, Spain,
avril, 2005). Flexible microscope calibration using
virtual pattern for 3-d telemicromanipulation. In IEEE
International Conference Robotics and Automation.
Breth
´
e, J.-F. (2009). Manipulator robot and associated
control for fine positioning of the terminal end.
PCT/FR2009/00459, Patent.
Brethe, J.-F. (2010). Innovative kinematics and control
to improve robot spatial resolution. In IROS, pages
3495–3500.
Breth
´
e, J.-F. (2011). High precision motorized micrometric
table. FR2011/02184, Patent.
Breth
´
e, J.-F. and Dakyo, B. (2002). A stochastic ellip-
soid approach to repeatability modelisation of indus-
trial robots. In IROS, pages 1608–1613.
Breth
´
e, J.-F., Hijazi, A., and Lefebvre, D. (2013). Innova-
tive xy-theta platform held by a serial redundant arm.
ECMSM, pages 146–151.
Breth
´
e, J.-F., Vasselin, E., Lefebvre, D., and Dakyo, B.
(2006). Modelling of repeatability phenomena us-
ing the stochastic ellipsoid approach. Robotica,
24(4):477–490.
Briot, S. and Bonev, I. A. (2007). Are parallel robots more
accurate than serial robots ? CSME Transactions,
31(4):445–456.
Institute, A. N. S. (1990). American National Standard for
Industrial Robots and Robot Systems - Point-to-Point
and Static Performance Characteristics -Evaluation,
R15.05-1-1990. ANSI.
ISO9283 (1998). Manipulating Industrial Robots - Perfor-
mance criteria and related test methods. ISO.
Joubair, A., Slamani, M., and Bonev, I. A. (2012). A novel
xy-theta precision table and a geometric procedure for
its kinematic calibration. Robotics and Computer-
Integrated Manufacturing, 28:57–65.
Merlet, J.-P. (2006). Parallel Robots. 2nd Ed. Springer.
Offodile, O. F. and Ugwu, K. (1991). Evaluating the effect
of speed and payload on robot repeatability. Robotics
and Computer-Integrated Manufacturing, 8:27–33.
Peli, E. (1990). Contrast in complex images. Journal of the
Optical Society of America, A 7 (10):20322040.
Rauf, A., Kim, S.-G., and Ryu, J. (2004.). A new measure-
ment device for complete parameter identification of
parallel manipulators with partial pose measurements.
The Chemnitz Parallel Kinematics Seminar, pages 89–
106.
Riemer, R. and Edan, Y. (2000). Evaluation of influence
of target location on robot repeatability. Robotica,
18:443–449.
Tamadazte, B., Dembl, S., and Piat, N. L.-F. (March, 2009).
A multiscale calibration of a photon video microscope
for visual servo control. Application to MEMS Mi-
cromanipulation and Microassembly, In Sensors and
Transducers Journal (special issue in Robotic and
Sensors Environments), 5:37–52.
Zhou, Y. and Nelson, B. J. (september,1999). Calibration of
a parametric model of an optical microscope. Optical
Engeenering, 38 (12).
CharacterizationofRepeatabilityofXY-ThetaPlatformHeldbyRoboticManipulatorArmsusingaCamera
427
