
A Mixed-Integer Mathematical Programming Model for
Integrated Planning of Manufacturing and Remanufacturing Activities
Davide Giglio and Massimo Paolucci
Department of Informatics, Bioengineering, Robotics and Systems Engineering, University of Genova, Genova, Italy
Keywords:
Remanufacturing, Production Planning, Mixed-Integer Programming Modelling.
Abstract:
This paper considers a hybrid remanufacturing and manufacturing system on a closed-loop supply chain.
The system manufactures a set of new products characterized by a multi-level structure through multi-stage
assembly operations. The required raw or basic parts can be acquired new from suppliers or provided as new
by a de-manufacturing facility which performs a remanufacturing process from acquired old products returned
by customers. The quality of returned products has impact on the quantity of recovered basic parts which can
be assumed as good as new, and on the duration of the remanufacturing process. The considered problem
is to determine the production lots for the system machines as well as the quantity of new basic parts and
retuned products to be acquired in order to satisfy a deterministic demand in the time buckets of the planning
period. The performance criterion to be minimized includes the acquisition costs for the new and returned
items, inventory and production costs, recovering and disposal costs, and tardiness costs. A mixed-integer
programming model is proposed and its effectiveness is demonstrated by experiments on a case study.
1 INTRODUCTION
In the recent years, both academic and practitioner
interest has been focused on closed loop or reverse
logistic supply chain management (Guide Jr. and
Van Wassenhove, 2009), due to the increasing atten-
tion given to environmental issues, in particular rel-
evant to the depletion of natural resources, as well
as the new environmental legislations and economic
concerns. In this connection, the increasing aware-
ness of customers for environmentalsustainable prod-
ucts also drives industries to adapt their resource con-
sumption and supply strategies.
For these reasons, product recovery became a rel-
evant factor that must be appropriately managed in
closed loop supply chains, both at planning and op-
erational level (Guide Jr., 2000). In general, product
recovery consists in several alternative options aim-
ing at exploiting end-life finished products returned
from customers, so drastically reducing the flow of
such items to land-fill or incineration (Thierry et al.,
1995). In particular,returned products can be repaired
or refurbished to be reintroduced in the market, as
well as remanufactured (several example can be found
in (Fleischmann et al., 1997)). With remanufactur-
ing, old products are disassembled in order to recover
reusable components and materials so that they can be
used for new product fabrication (Zhang et al., 2004).
In this paper, a remanufacturing and manufac-
turing system is considered. The system produces
several kinds of finished products from the assem-
bly of new or recovered basic parts, which can be
made available from a disassembly process. Specif-
ically, the planning of manufacturing and remanufac-
turing activities must be determined in order to sat-
isfy the demand of finished products over a specified
planning horizon. The production is performed by
a set of machines or production lines that are dedi-
cated to the execution of the different phases of the
production cycle of products, whereas a single de-
manufacturing facility is assumed through which the
returned products are disassembled into raw or basic
parts that are restored to as-new state. Usable raw
parts provided by the disassembly process are stored
in inventory together with new parts that are acquired,
whereas not usable ones are sent to disposal. Re-
turned products can be acquired at a cost depending
on their quality level; this latter, in turn, influences
the number of obtainable recovered raw/basic parts
but not their quality that is assumed equivalent to that
of new parts (Lund, 1985). The planning is performed
at an aggregate level on daily or weekly time buckets,
so that only production capacity restrictions are taken
into account, whereas setups for the machines are not
751
Giglio D. and Paolucci M..
A Mixed-Integer Mathematical Programming Model for Integrated Planning of Manufacturing and Remanufacturing Activities.
DOI: 10.5220/0005118007510759
In Proceedings of the 11th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2014), pages 751-759
ISBN: 978-989-758-040-6
Copyright
c
2014 SCITEPRESS (Science and Technology Publications, Lda.)

RETURNED
PRODUCTS
COLLECTED
PRODUCTS
BASIC
PARTS
FINISHED
PRODUCTS
END USERS /
CONSUMERS
NEW BASIC PARTS
MANUF.REMANUF.
OPERATIONSOPERATIONS
MANUFACTURING SYSTEM
REMANUFACTURING SYSTEM
Figure 1: The system model.
explicitly considered. The demand of finished prod-
ucts in the time buckets of the planning horizon is as-
sumed known and an upper bound on the number of
the available returned products is considered. Plans
should minimize costs due to the inventory of basic
parts, semi-finished and finished products, as well as
costs for basic parts and returned products acquisi-
tion, for disassembly and production, and for late sat-
isfaction of the demand with respect to the due dates.
The problem faced in this paper then consists in
determining the size of the production lots on the con-
sidered machines, together with the quantities of new
basic parts and returned products to be acquired in the
various time buckets. Dynamic lot sizing problems
without considering product returns have been widely
considered in literature. Recently, in (Teunter et al.,
2006) the dynamic lot sizing problem with returns has
been introduced. The problem considered here is a
multi-item, multi-stage lot sizing problem where se-
tups are assumed negligible or included in the pro-
cessing times (similar assumptions with no returns
are made in (Chen and Ji, 2007) or in (Tonelli et al.,
2013)). On the other hand, this problem can be also
considered as a flexible assembly scheduling problem
with component availability constraints (Kolisch and
Hess, 2000), where in general more than a single ma-
chine can be used to perform an operation. In ad-
dition, as the planning decisions that must be taken
include also the quantity of returned products to ac-
quire, this problem is similar to the one in (Shi et al.,
2011), where the authors aim at determining the price
for the returns considering an uncertain demand.
2 THE SYSTEM MODEL
In the considered class of production systems, manu-
facturing activities transform basic parts into finished
products through the execution of transformation or
assembly operations, and remanufacturing activities
recover basic parts from returned products and restore
them to as-new state. The system model is schema-
tized in Figure 1. The finished products are bought
and used by consumers, and, after some time, some of
them are returned for remanufacturing. The remanu-
facturing system collects returned products, if avail-
able, on the basis of its needs, and starts its reman-
ufacturing operations to recover basic parts. It is as-
sumed that each operation which recovers parts lasts
a variable amount of time, depending on the quality
of the returned product. Once recovered, the basic
parts are as new and are inserted into the inventory
of basic parts of the manufacturing system. The sys-
tem produces finished products in accordance with an
external demand to be satisfied.
In this work it is assumed that all the values char-
acterizing the dynamics of the system are determinis-
tic. The external demand, which varies over the time,
is known and deterministic, as well as the maximum
number of products which are returned in the various
periods of time. Moreover, it is assumed that an un-
limited number of new basic parts can be bought in
order to satisfy the production requirements. Never-
theless, the demand could be not promptly satisfied
due to the finite capacity of resources.
2.1 Planning of Activities
The objective of this paper is to define a mathematical
model for integrated planning of manufacturing and
remanufacturing activities. In this respect, a discrete-
time dynamics is taken into account. Let t be the
generic time bucket (or, simply, bucket) where manu-
facturing and remanufacturing operations are accom-
plished (usually, day or week, depending on the kind
of production); t = 1, ...,T, being T the planning
horizon. The planning of activities consists in deter-
mining, for each bucket, the following quantities:
• amount of components and finished products to be
manufactured,
• quantity of new basic parts to be bought,
ICINCO2014-11thInternationalConferenceonInformaticsinControl,AutomationandRobotics
752

• amount of basic parts to be recovered from re-
turned products,
• quantity of returned products to be acquired
so that a performance criterion, which basically takes
into account production, tardiness, and inventory
costs for the manufacturing part and purchasing, re-
covery, and disposal costs for the remanufacturing
part, is minimized. Such an integrated planning prob-
lem is modelled as a mixed-integer mathematical pro-
gramming problem.
2.2 Manufacturing Operations
The structure of the manufacturing operations is de-
fined by the bill of materials (BOM), as the one illus-
trated in Figure 2 in which 3 types of finished prod-
ucts are carried out starting from a set of 8 kinds of
basic parts.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
2
2
3
∆: 0
∆: 0
∆: 2
∆: 2
∆: 0
∆: 0
∆: 0
∆: 1
∆: 0
∆: 0
∆: 0
∆: 0
∆: 0
Figure 2: Bill of materials, with lead times and required
parts (example).
The following sets and values characterizing the
manufacturing system are defined:
• F, C, and B are, respectively, the set of fin-
ished products, the set of intermediate compo-
nents manufactured at various level of the BOM,
and the set of basic parts;
• D
p,t
is the (external) demand of product p ∈ F in
time bucket t ∈ {1,...,T};
• γ
q,p
is the quantity of parts q ∈ B∪C which are
needed to produce one unit of part p ∈ C∪ F;
• ∆
p
is the lead time for the production of compo-
nent or product p ∈ C∪F; ∆
p
= {0, 1,. ..}, where
∆
p
= 0 means that p is available in the same inter-
val in which the production of p starts;
• i
p,0
is the quantity of parts p ∈ B ∪ C ∪ F in the
inventory at the beginning (initial inventory level).
The manufacturing operations are carried out by
machines or production lines with eligibility con-
straints, i.e., a part (both intermediate components
and finished products) can be produced by using one
of a set of compatible machines. Then, the following
sets, parameters and variables are defined:
• M is the set of machines (or production lines);
• M
p
is the set of machines compatible with the
production of component or product p ∈ C ∪ F;
M
p
⊆ M;
• P
m
is the set of components and products that can
be produced on machine m ∈ M; P
m
⊆ C∪F;
• Φ
m,t
is the total production capacity of machine
m ∈ M
p
in time bucket t ∈ {1,. .. ,T}.
The unitary costs to produce components and
products, to store parts, and to buy new basic parts
are the following:
• u
P
p,m,t
is the cost to produce a unit of product
p ∈ C ∪ F on machine m ∈ M
p
in time bucket
t ∈ {1,. .. ,T};
• u
T
p,h,t
is the cost due to a late production of a unit
of product p ∈ F, when it is due at time bucket
t ∈ { 1,. .. ,T} but it is produced in time bucket
h ∈ {t + 1,.. .,T + 1}; in the proposed model it is
assumed:
u
T
p,h,t
= u
L
p
· (h−t)
β
(1)
where
– u
L
p
is the cost paid when a unit of product p ∈ F
which is required in a certain bucket is pro-
duced in the subsequent bucket (it is the unitary
tardiness cost);
– β is a given parameter;
• u
U
p
is the cost for not producing a unit of product
p ∈ F in the planning horizon;
• u
IP
p,t
is the inventory cost which is paid for storing
a unit of part p ∈ B ∪ C ∪ F in time bucket t ∈
{1,...,T};
• u
N
p,t
is the cost for acquiring a unit of new basic
part p ∈ B in time bucket t ∈ {1,...,T}.
Finally, the variables which characterize the man-
ufacturing system are the following:
• x
p,m,t
(integer variable) is the quantity of compo-
nents or products p ∈ C∪ F produced on m ∈ M
p
in the interval from time bucket t ∈ {1,. .. ,T} to
bucket t + ∆
p
(i.e., the quantity of components or
products available at the end of bucket t + ∆
p
);
AMixed-IntegerMathematicalProgrammingModelforIntegratedPlanningofManufacturingandRemanufacturing
Activities
753

• z
p,t
(integer variable) is the quantity of fin-
ished products p ∈ F produced before bucket
t ∈ {1,. .. ,T} (thus available in the inventory) or
completed in t used for (partially) satisfy the de-
mand of p in bucket t;
• l
p,h,t
(integer variable) is the quantity of products
p ∈ F which are produced in a bucket h ∈ {t +
1,. .. ,T +1} (subsequent to buckett ∈ {1,...,T})
and used to (partially) satisfy the demand of p
in bucket t (backorder); the demand produced in
bucket T +1 corresponds to not satisfied demand;
• a
N
p,t
(integer variable) is the quantity of new basic
parts p ∈ B acquired in time bucket t ∈ {1,. ..,T};
• i
p,t
(integer variable) is the quantity of parts p ∈
B ∪ C ∪ F in the inventory at the end of bucket
t ∈ {1,. ..,T}.
2.3 Remanufacturing Operations
The remanufacturing operations are defined by speci-
fying, for each of the products that can be returned,
the list of basic parts that can be retrieved. Thus,
in this work, an inverse BOM is not defined for the
remanufacturing system. A remanufacturing process
for the system characterized by the BOM in Figure 2
can be that illustrated in Figure 3 in which the re-
turned products of type 1 and 2 are disassembled to
provide basic parts of type 11, 16, 19, 20, and 21.
1
2
11
16
16
19
20
21
1
1
1
1
2
2
Figure 3: Remanufacturing process, with retrieved quanti-
ties (example).
The duration of a remanufacturing operation is
a function of the quality of the returned product.
The quality is defined through an integer level v ∈
{1,...,V}, being V the number of different quality
levels that are considered. The best (respectively, the
worst) quality corresponds to level 1 (resp., V). The
quality of a returned product also affects the success-
fulness of the remanufacturing activities: it is here
assumed that the worst is the quality level of the re-
turned product, the higher is the probability of ob-
taining basic parts that cannot be restored to as-new
state (in the current deterministic model, this aspect
is modelled through given percentages of parts that
can be recovered).
The following sets and values characterizing the
remanufacturing system are defined:
• R is set of finished products that can be returned;
R ⊆ F;
• R
p
is the set of returnable finished products from
which the basic part p ∈ B can be recovered; c ∈
IC, R
p
⊆ R
• B
r
is the set of basic parts that can be obtained by
product r ∈ R through a remanufacturing process;
B
r
⊆ B;
• B
R
is the set of initial components that can be ob-
tained through a remanufacturing process; B
R
=
{p ∈ B : ∃r ∈ R : p ∈ B
r
};
• G
v
r,p
is the maximum amount of finished products
r ∈ R with quality v ∈ {1,...,V} that are returned
in time bucket t ∈ {1,. .. ,T};
• δ
r,p
is the quantity of basic part p ∈ B
r
that can be
recovered from one unit of product r ∈ R;
• ρ
v
r,p
is the percentage of component p ∈ B
r
that
can be recovered “as new” from a returned prod-
uct of family r ∈ R with quality v ∈ {1,. .. ,V};
• Γ
v
r,p
is the lead time for recovering basic part
p ∈ B
r
from finished product r ∈ R with quality
v ∈ {1, .. .,V}; Γ
v
r,p
= {0,1,. ..}, where Γ
v
r,p
= 0
means that p is available in the same interval in
which the remanufacturing process recovering p
from r starts.
• i
R,v
r,0
is the quantity of returned products r ∈ R with
quality v ∈ {1, .. .,V} in the inventory at the be-
ginning (initial inventory level).
As regards remanufacturing activities, it is as-
sumed the presence of a single dedicated machine
(i.e., not used for manufacturing operations) charac-
terized by:
• Ψ
t
, the total capacity of the remanufacturing ma-
chine in time bucket t ∈ {1,...,T}.
The unitary costs to purchase returned product, to
recover basic parts, and to disposal bad parts are the
following:
• u
A,v
r,t
is the cost for acquiring a unit of product r ∈
R with quality v ∈ {1, .. .,V} in time bucket t ∈
{1,...,T};
ICINCO2014-11thInternationalConferenceonInformaticsinControl,AutomationandRobotics
754

• u
IR
r,t
is the inventory cost which is paid for storing a
unit of product r ∈ R in time bucket t ∈ {1, .. .,T};
• u
R,v
r,p,t
is the cost for recovering a unit of basic
part p ∈ B
r
from a unit of returned product r ∈ R
with quality v ∈ {1, .. .,V} in time bucket t ∈
{1,...,T};
• u
D,v
r,p,t
is the cost for recovering and disposal parts
for a unit of basic part p ∈ B
r
from a unit of re-
turned product r ∈ R with quality v ∈ {1,...,V}
in time bucket t ∈ {1,. .. ,T};
Finally, the variables which characterize the re-
manufacturing system are the following:
• a
B
p,t
(integer variable) is the quantity of recovered
basic parts p ∈ B
r
∀r ∈ R that become available in
time bucket t ∈ {1,..., T};
• a
A,v
r,t
(integer variable) is the quantity of returned
products r ∈ R with quality v ∈ {1,. .. ,V} ac-
quired in time bucket t ∈ {1,...,T} ;
• s
v
r,t
(integer variable) is the quantity of returned
products r ∈ R with quality v ∈ {1,. .. ,V} that
start the remanufacturing process in time bucket
t ∈ {1,. ..,T};
• i
R,v
r,t
(integer variable) is the quantity of returned
products r ∈ R with quality v ∈ {1, .. .,V} in the
inventory at the end of bucket t ∈ {1,...,T}.
3 THE MATHEMATICAL MODEL
The integrated planning of manufacturing and reman-
ufacturing activities is modelled as a mixed-integer
mathematical programming (MIP) problem and it is
solved through standard methodologies. In the fol-
lowing, the objective function to be minimized and
the constraints of the problem are reported.
3.1 The Mathematical Programming
Problem
Let w
P
, w
T
, w
U
, w
I
, w
N
, w
A
, w
R
, and w
D
be the
weights for the objective function components.
3.1.1 Objective Function
min w
P
C
P
+ w
T
C
T
+ w
U
C
U
+ w
I
C
I
+
+ w
N
C
N
+ w
A
C
A
+ w
R
C
R
+ w
D
C
D
(2)
being
• total cost of production:
C
P
=
∑
p∈C∪F
∑
m∈M
p
T
∑
t=1
u
P
p,m,t
x
p,m,t
(3)
• total cost for late satisfaction of demand:
C
T
=
∑
p∈F
T
∑
t=1
T
∑
h=t+1
u
T
p,h,t
l
p,h,t
=
=
∑
p∈F
T
∑
t=1
T
∑
h=t+1
u
L
p
(h− t)
β
l
p,h,t
(4)
• total cost for demand not satisfied within the plan-
ning period:
C
U
=
∑
p∈F
T
∑
t=1
u
U
p
l
p,T+1,t
(5)
• total inventory cost:
C
I
=
T
∑
t=1
∑
p∈B∪C∪F
u
IP
p,t
i
p,t
+
∑
r∈R
u
IR
r,t
V
∑
v=1
i
R,v
r,t
(6)
• total cost for the acquisition of new parts:
C
N
=
∑
p∈B
T
∑
t=1
u
N
p,t
a
N
p,t
(7)
• total cost for purchasing returned products:
C
A
=
∑
r∈R
T
∑
t=1
V
∑
v=1
u
A,v
r,t
a
A,v
r,t
(8)
• total cost for recovery parts from returned prod-
ucts:
C
R
=
∑
r∈R
T
∑
t=1
V
∑
v=1
∑
p∈B
r
u
R,v
r,p,t
ρ
v
r,p
δ
r,p
s
v
r,t
(9)
• total disposal cost for returned products that can-
not be recovered:
C
D
=
∑
r∈R
T
∑
t=1
V
∑
v=1
∑
p∈B
r
u
D,v
r,p,t
(1− ρ
v
r,p
) δ
r,p
s
v
r,t
(10)
3.1.2 Dynamics of Inventories
• ∀ p ∈ F : ∆
p
> 0, ∀t = 1,.. . ,∆
p
:
i
p,t−1
= z
p,t
+
t−1
∑
h=1
l
p,t,h
+ i
p,t
(11)
• ∀ p ∈ F, ∀t = ∆
p
+ 1,. .. ,T:
∑
m∈M
p
x
p,m,t−∆
p
+ i
p,t−1
= z
p,t
+
t−1
∑
h=1
l
p,t,h
+ i
p,t
(12)
AMixed-IntegerMathematicalProgrammingModelforIntegratedPlanningofManufacturingandRemanufacturing
Activities
755

• ∀ p ∈ F, ∀t = 1, .. . ,T:
z
p,t
+
T+1
∑
h=t+1
l
p,h,t
= D
p,t
(13)
• ∀ p ∈ C : ∆
p
> 0, ∀t = 1,.. ., ∆
p
:
i
p,t−1
=
∑
q∈C∪F
∑
m∈M
q
γ
p,q
x
q,m,t
+ i
p,t
(14)
• ∀ p ∈ C, ∀t = ∆
p
+ 1,. ..,T:
∑
m∈M
p
x
p,m,t−∆
p
+i
p,t−1
=
∑
q∈C∪F
∑
m∈M
q
γ
p,q
x
q,m,t
+i
p,t
(15)
• ∀ p ∈ B, ∀t = 1,...,T:
i
p,t−1
+ a
N
p,t
+ a
B
p,t
=
∑
q∈C∪F
∑
m∈M
q
γ
p,q
x
q,m,t
+ i
p,t
(16)
• ∀ p ∈ B
R
, ∀t = 1,...,T:
a
B
p,t
=
∑
r∈R: p∈B
r
V
∑
v=1
ρ
v
r,p
δ
r,p
s
v
r,t−Γ
v
r,p
(17)
• ∀ p ∈ B, p /∈ B
R
, ∀t = 1,...,T:
a
B
p,t
= 0 (18)
• ∀ r ∈ R, ∀t = 1,...,T, ∀ v = 1,... ,V:
i
R,v
r,t−1
+ a
A,v
r,t
= s
v
r,t
+ i
R,v
r,t
(19)
• ∀ r ∈ R, ∀t = 1,...,T, ∀ v = 1,... ,V:
a
A,v
r,t
≤ G
v
r,t
(20)
3.1.3 Capacity constraints
• ∀ m ∈ M, ∀t = 1,. .. ,T:
∑
p∈P
m
∆
p
∑
h=0
x
p,m,t−h
≤ Φ
m,t
(21)
• ∀t = 1,...,T:
∑
r∈R
∑
p∈B
r
V
∑
v=1
Γ
v
r,p
∑
h=1
ρ
v
r,p
δ
r,p
s
v
r,t−h
≤ Ψ
t
(22)
This problem, in which all the involved quantities
are restricted to integer values, is NP-hard as it gener-
alizes the deterministic capacitated planning problem
with no setup costs which is NP-hard itself, as proved
in (Florian et al., 1980).
4 EXAMPLE
The MIP problem described in the previous section
has been implemented in a C# procedure and solved
by the Cplex 12.5 MIP solver. To test the correct-
ness of the proposed approach, an example which is
reported in the following has been defined.
Consider an integrated manufacturing-
remanufacturing system, whose bill of materials
and remanufacturing process are those reported in
Figures 2 and 3, respectively. The system produces
three types of finished products. Two out of three
types of products can be returned (1 and 2) and the
remanufacturing process can provide five out of eight
types of basic parts (11, 16, 19, 20, and 21; part 16
can be recovered from both products of type 1 and
products of type 2). Four machines are in the system:
machine 1 can produce parts (finished products
and intermediate component) 3, 4, 6, 8, 9, 12, 15;
machine 2 can produce parts 6, 8, 9, 12, 15; machine
3 can produce parts 1, 2, 5, 7; machine 4 can produce
parts 5, 7, 10, 14; the capacity of each machine
varies with time, in the range [200,400] parts/day.
A fifth machine, whose capacity is 100 parts/day,
is dedicated to the remanufacturing activities. The
system must satisfy an external demand over a period
of T = 12 days; the values of such a demand are
reported in Table 1. All inventories are null at the
beginning, even those in which acquired returned
products are stored before they are disassembled.
Table 1: Example – Demand of products.
t → 1 2 3 4 5 6
D
1,t
21 26 31 33 28 37
D
2,t
27 21 16 19 17 19
D
3,t
25 30 18 25 19 25
t → 7 8 9 10 11 12
D
1,t
35 40 31 26 22 32
D
2,t
22 23 22 29 23 30
D
3,t
26 16 19 18 25 28
It is assumed that the quality of the returned prod-
ucts can be discretized in 3 levels (V = 3), being 1 the
better level and 3 the worst one. The lead times for
recovering components are 1, 1, and 2 (respectively
for quality 1, 2, and 3) for products of type 1, and 0,
1, and 1 for products of type 2. Moreover, the per-
centage of components that can be retrieved “as new”
is set to 0.8, 0.6, and 0.4 for products of type 1, and
to 1, 0.75, and 0.5 for products of type 2. The number
of returned products that can be acquired varies with
time and with the quality level; it is here assumed that
all such numbers range in the interval [5,30].
The unitary costs are not reported here due to the
lack of space; it is only mentioned that the cost for
ICINCO2014-11thInternationalConferenceonInformaticsinControl,AutomationandRobotics
756

not producing a (demanded) unit of product is signif-
icantly larger than the other unitary costs, in order to
discourage the non-fulfilment of the external demand.
Besides, in the last part of the example, an analysis
of the sensitiveness of the solution with respect of the
unitary costs will be carried out. Finally, all weights
for the objective function components are unitary.
4.1 Solution of the Problem
The instance of the problem briefly described in the
previous section has been solved by the Cplex 12.5
MIP solver. During the experimentalanalysis the MIP
model was solved with a 120 seconds time limit, gen-
erating solutions with a 0.3-0.4% of optimality gap on
a standard laptop with Intel’s Core i7 processor and 8
Gb RAM.
Tables 2-7 report an example of the obtained so-
lutions, showing in particular the values for the deci-
sion variables x
p,m,t
and a
N
p,t
(relevant to the manufac-
turing operations) and a
A,v
r,t
, s
v
r,t
, and a
B
p,t
(relevant to
the remanufacturing process). In all solutions the de-
mand for the products was satisfied within the plan-
ning horizon with a quite limited tardiness: in partic-
ular, the initial demands for products 1 and 3 were
not satisfied on time due to the lead times involved
in their production processes, having assumed no ini-
tial inventory for basic parts and intermediate compo-
nents; in addition, only 7 units of product 3 due on
bucket 5 and 1 unit of product 2 due on bucket 9 were
delivered with tardiness.
4.2 Sensitivity of the Solution
A first analysis of the sensitiveness of the solution
with respect of the unitary costs has been carried
out. The solution of the problem has been deter-
mined as a function of the rates µ
p
/ν
p
, ∀p ∈ B
R
, be-
ing µ
p
= µ
p
(u
N
p,t
) and ν
p
= ν
p
(u
A,v
r,t
,u
IR
r,t
,u
R,v
r,p,t
,u
D,v
r,p,t
)
two values adopted to estimate the cost to buy and the
cost to recover, respectively, a unit of a basic part of
type p. The quantities µ
p
and ν
p
are computed as:
µ
p
=
1
T
T
∑
t=1
u
N
p,t
(23)
ν
p
=
1
|R
p
|
∑
r∈R
p
1
∑
p
δ
r,p
1
VT
V
∑
v=1
T
∑
t=1
u
A,v
r,t
+
+
1
T
T
∑
t=1
u
IR
r,t
+
1
VT
V
∑
v=1
T
∑
t=1
ρ
v
r,p
u
R,v
r,p,t
+
+
1
VT
V
∑
v=1
T
∑
t=1
1− ρ
v
r,p
u
D,v
r,p,t
(24)
0.1 0.4 0.5 0.6 0.7 0.8 1.5
0
200
400
600
800
1000
Basic part type 11
0.1 0.4 0.5 0.6 0.7 0.8 1.5
0
200
400
600
800
1000
Basic part type 16
0.1 0.4 0.5 0.6 0.7 0.8 1.5
0
200
400
600
800
1000
Basic part type 19
0.1 0.4 0.5 0.6 0.7 0.8 1.5
0
200
400
600
800
1000
Basic part type 20
0.1 0.4 0.5 0.6 0.7 0.8 1.5
0
200
400
600
800
1000
Basic part type 21
Figure 4: Overall number of basic parts acquired new
(straight line) and recovered (dash line) as function of the
rate µ
p
/ν
p
ranging from 0.1 to 1.5.
The analysis has been carried out by considering
a fixed ν
p
and a variable µ
p
. In particular, for any
p ∈ B
R
, µ
p
has been set in accordance with ν
p
in or-
der to obtain, for the rate µ
p
/ν
p
, the values in the in-
terval [0.1,1.5], with step size 0.025 from 0.4 to 0.8
and step size 0.1 elsewhere in the interval. The results
of such analysis are in Figure 4, which shows patterns
that are coherent with the considered class of system.
Besides, such a first analysis can be considered as
a basic validation of the integration of manufactur-
ing and remanufacturing activities. In this connec-
tion, unlimited capacity of the resources (both of the
AMixed-IntegerMathematicalProgrammingModelforIntegratedPlanningofManufacturingandRemanufacturing
Activities
757
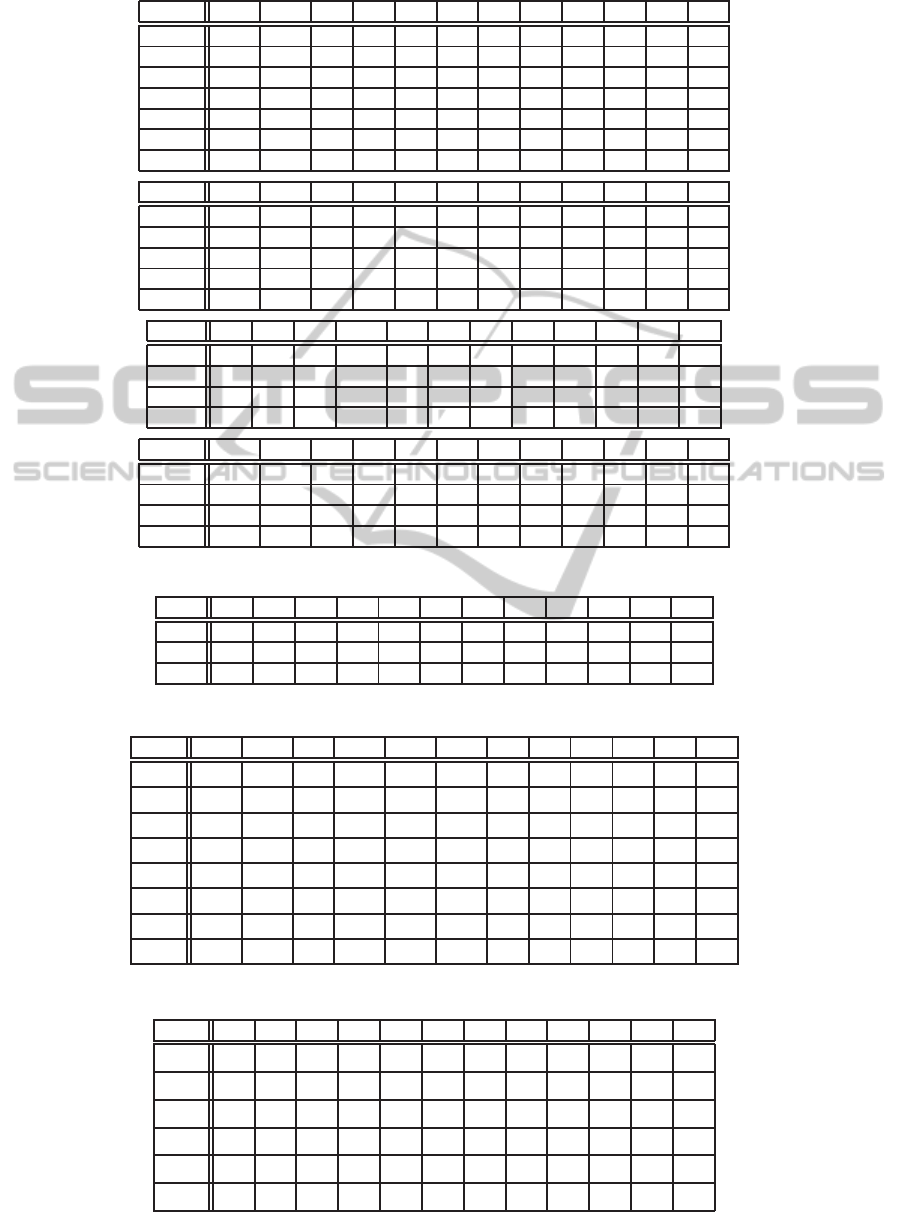
Table 2: Example – Solution variable x
p,m,t
(production plan on the four machines).
t → 1 2 3 4 5 6 7 8 9 10 11 12
x
3,1,t
73 25 12 32 42 0 19 18 25 28 0 0
x
4,1,t
0 111 28 37 35 40 31 26 25 29 0 0
x
6,1,t
100 46 28 51 59 19 43 41 44 58 43 10
x
8,1,t
0 0 0 35 0 0 0 0 0 0 0 0
x
9,1,t
0 0 0 37 0 40 0 26 0 29 0 0
x
12,1,t
73 25 12 0 0 0 19 18 0 28 0 0
x
15,1,t
0 222 56 0 70 0 62 0 0 0 0 0
t → 1 2 3 4 5 6 7 8 9 10 11 12
x
6,2,t
0 0 0 0 0 0 0 0 0 0 0 0
x
8,2,t
111 49 16 0 40 53 4 25 29 0 0 0
x
9,2,t
0 111 28 0 35 0 31 0 25 0 0 0
x
12,2,t
0 0 0 32 42 0 0 0 25 0 0 0
x
15,2,t
0 0 0 74 0 80 0 52 50 58 0 0
t → 1 2 3 4 5 6 7 8 9 10 11 12
x
1,3,t
0 0 0 111 28 37 35 40 31 26 25 29
x
2,3,t
27 21 16 19 17 19 22 23 21 30 23 30
x
5,3,t
27 21 0 0 0 0 0 23 0 30 23 30
x
7,3,t
73 25 0 32 42 0 19 18 0 28 0 0
t → 1 2 3 4 5 6 7 8 9 10 11 12
x
5,4,t
0 0 16 19 17 19 22 0 21 0 0 0
x
7,4,t
0 0 12 0 0 0 0 0 25 0 0 0
x
10,4,t
100 157 56 88 94 59 74 67 69 87 43 10
x
14,4,t
111 49 16 35 40 53 4 25 29 0 0 0
Table 3: Example – Solution variable z
p,t
(demand satisfied on time).
t → 1 2 3 4 5 6 7 8 9 10 11 12
z
1,t
0 0 0 33 28 37 35 40 31 26 22 32
z
2,t
27 21 16 19 17 19 22 23 21 29 23 30
z
3,t
0 0 18 25 12 25 26 16 19 18 25 28
Table 4: Example – Solution variable a
N
p,t
(acquisition plan of new basic parts).
t → 1 2 3 4 5 6 7 8 9 10 11 12
a
N
11,t
68 6 0 0 0 0 0 0 0 0 0 0
a
N
13,t
333 147 48 105 120 171 0 75 87 0 0 0
a
N
16,t
68 68 0 21 40 9 26 10 0 23 0 0
a
N
17,t
146 50 24 64 84 0 38 36 50 56 0 0
a
N
18,t
146 50 24 64 84 0 38 36 50 56 0 0
a
N
19,t
111 0 0 19 33 30 0 0 4 0 0 0
a
N
20,t
0 124 0 66 56 34 36 20 0 46 0 0
a
N
21,t
0 124 0 66 56 34 36 20 0 46 0 0
Table 5: Example – Solution variable a
A,v
r,t
(acquisition plan of returned products for remanufacturing).
t → 1 2 3 4 5 6 7 8 9 10 11 12
a
A,1
1,t
0 0 0 0 0 2 0 0 0 0 0 0
a
A,2
1,t
22 0 0 5 15 3 8 12 0 0 0 0
a
A,3
1,t
13 10 0 0 0 0 2 3 0 0 0 0
a
A,1
2,t
15 3 15 15 6 15 10 0 0 0 0 0
a
A,2
2,t
7 0 1 0 0 0 0 0 4 13 8 0
a
A,3
2,t
10 1 10 11 7 6 1 15 20 15 0 0
ICINCO2014-11thInternationalConferenceonInformaticsinControl,AutomationandRobotics
758
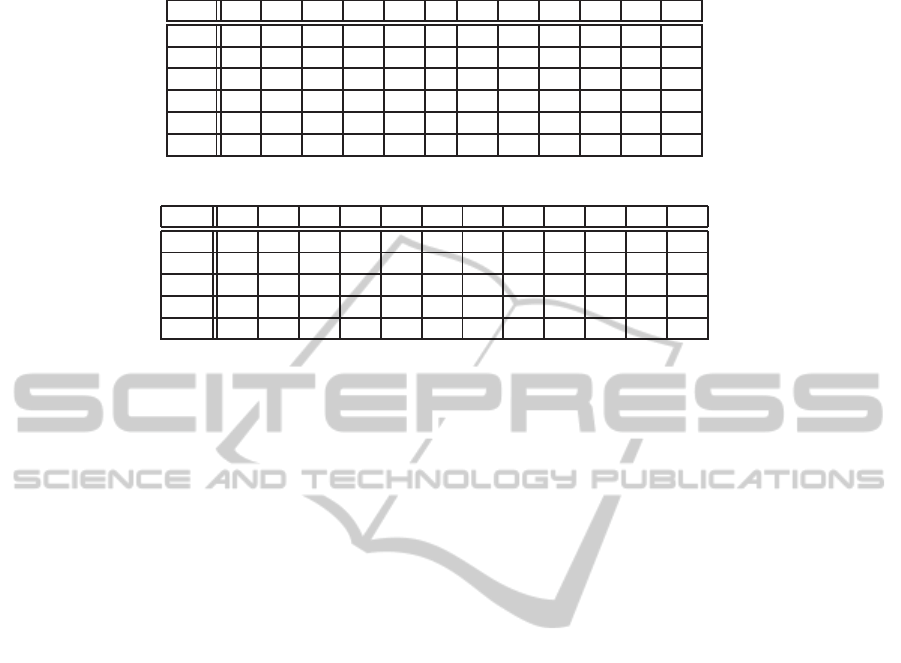
Table 6: Example – Solution variable s
v
r,t
(remanufacturing process).
t → 1 2 3 4 5 6 7 8 9 10 11 12
s
1
1,t
0 0 0 0 0 2 0 0 0 0 0 0
s
2
1,t
22 0 0 5 15 3 8 12 0 0 0 0
s
3
1,t
13 10 0 0 0 0 2 3 0 0 0 0
s
1
2,t
15 0 16 17 5 6 20 0 0 0 0 0
s
2
2,t
7 0 1 0 0 0 0 0 4 13 8 0
s
3
2,t
10 0 11 11 7 6 0 16 20 15 0 0
Table 7: Example – Solution variable a
B
p,t
(basic parts recovered in the remanufacturing process).
t → 1 2 3 4 5 6 7 8 9 10 11 12
a
B
11,t
32 40 28 63 47 27 35 41 44 58 43 10
a
B
16,t
32 89 56 67 54 50 48 57 69 64 43 10
a
B
19,t
0 49 28 4 7 23 13 16 25 6 0 0
a
B
20,t
0 98 56 8 14 46 26 32 50 12 0 0
a
B
21,t
0 98 56 8 14 46 26 32 50 12 0 0
manufacturing part and of the remanufacturing one)
and unlimited availability of returned products have
been assumed in this analysis, in order to make the
sensitiveness independent from the availability of ma-
chines and of products to be disassembled in order to
recover basic parts.
5 CONCLUSIONS
This work proposes a MIP model for planning man-
ufacturing activities in a multi-product, multi-stage
production plant which includes a remanufacturing
facility. The considered model assumes a simplified
aggregate production characterized by deterministic
information on demand and availability of returned
products. The presented experimental analysis points
out the applicability of the model at least for small-
medium size instances (the problem in the consid-
ered example has about 1150 variables and 560 con-
straints), as well as the coherence of the model be-
haviour with respect to the variations of part acquisi-
tion costs. In any case, more extensive testing with
larger instances is on its way. Besides, future im-
provements of this model will focus on the consider-
ation of explicit setups and on the relaxation of some
of the deterministic assumptions.
REFERENCES
Chen, K. and Ji, P. (2007). A mixed integer program-
ming model for advanced planning and scheduling
(aps). European Journal of Operational Research,
181(1):515–522.
Fleischmann, M., Bloemhof-Ruwaard, J. M., Dekker, R.,
van der Laan, E., van Nunen, J. A., and Van Wassen-
hove, L. N. (1997). Quantitative models for reverse
logistics: A review. European Journal of Operational
Rcsearch, 103:1–17.
Florian, M., Lenstra, J., and Rinnooy Kan, A. (1980). De-
terministic production planning: Algorithms and com-
plexity. Management Science, 26(7):669–679.
Guide Jr., V. D. R. (2000). Production planning and control
for remanufacturing: industry practice and research
needs. Journal of Operations Management, 18:467–
483.
Guide Jr., V. D. R. and Van Wassenhove, L. N. (2009). The
evolution of closed-loop supply chain research. Oper-
ations Research, 57(1):10–18.
Kolisch, R. and Hess, K. (2000). Efficient methods for
scheduling make-to-order assemblies under resource,
assembly area and part availability constraints. Inter-
national Journal of Production Research, 38(1):207–
228.
Lund, R. T. (1985). Remanufacturing: The experienceof the
united states and implications for developing coun-
tries. World Bank Technical Paper 31, The World
Bank.
Shi, J., Zhang, G., and Sha, J. (2011). Optimal production
planning for a multi-product closed loop system with
uncertain demand and return. Computers & Opera-
tions Research, 38:641–650.
Teunter, R. H., Bayindir, Z. P., and Van Den Heuvel, W.
(2006). Dynamic lot sizing with product returns and
remanufacturing dynamic lot sizing with product re-
turns and remanufacturing dynamic lot sizing with
product returns and remanufacturing. International
Journal of Production Research, 44(20):4377–4400.
Thierry, M., Salomon, M., Van Nunen, J., and Van Wassen-
hove, L. N. (1995). Strategic issues in product re-
covery management. California Management Review,
37(2):114–135.
Tonelli, F., Paolucci, M., Anghinolfi, D., and Taticchi, P.
(2013). Production planning of mixed-model assem-
bly lines: A heuristic mixed integer programming
based approach. Production Planning and Control,
24(1):110–127.
Zhang, H., Li, J., Shrivastava, P., Whitley, A., and Mer-
chant, M. E. (2004). A web-based system for reverse
manufacturing and product environmental impact as-
sessment considering end-of-life dispositions. CIRP
Annals - Manufacturing Technology, 53(1):5–8.
AMixed-IntegerMathematicalProgrammingModelforIntegratedPlanningofManufacturingandRemanufacturing
Activities
759
