
Significance of the Predictive Maintenance Strategies for SMEs
Mincho B. Hadjiski, Lyubka A. Doukovska, Stefan L. Kojnov,
Vladimir V. Monov and Vassil G. Nikov
Institute of Information and Communication Technologies - Bulgarian Academy of Sciences,
Acad. G. Bonchev str., bl. 2, 1113 Sofia, Bulgaria
hadjiski@uctm.edu, {doukovska, vmonov}@iit.bas.bg, slk@iinf.bas.bg, vasilnikov@abv.bg
Keywords: Predictive Maintenance, Advanced Integrated Maintenance Management System (AIMMS), Total
Productive Maintenance (TPM), Reliability Centred Maintenance (RCM).
Abstract: The predictive maintenance is key to long-term profitability of a company in the manufacturing sector
it can have a big impact on the supply, quality and price. The main methods are Total Productive
Maintenance (TPM) and Reliability Centered Maintenance (RCM) and they must satisfy the requirements of
the various small and medium-sized enterprises (SMEs). The paper identifies the barriers to the
implementation of TPM within SMEs. Based upon our analysis a methodology for an integrated
management system for predictive maintenance or the Advanced Integrated Maintenance Management
System (AIMMS) is presented. The results presented in this paper show that AIMMS supports strategic
decisions for predictive maintenance and it helps increase the equipment effectiveness by prioritizing the
criticality of the equipment focusing on specific resources, increasing profits based on the Return On
Investment (ROI).
1 INTRODUCTION
The predictive maintenance includes four stages:
predictive diagnosis, estimation of potential looses,
decision making for device maintenance and
maintenance schedule arrangement. Technological
diagnosis as the basis for predictive maintenance is
established field of scientific and applied invest-
igations. Predictive maintenance based on diagnosis,
prolongs the life of machines and aggregates,
reducing downtime, maintain optimal level of prod-
uction, ensure compliance with the precise timing of
delivery of production (raw materials, energy),
allows for effective management of maintenance of
facilities.
According to the International Standardization
Organization (ISO) “Prognostics is time for est-
imation of damage and risk for one or several future
damages”, (ISO, 13381-I, 2004). Thus technological
diagnosis can be understood as a process of
estimation of Remaining Useful Life (RUL) before
damage occurs, which is estimated based on the
current status of the facility and last operating mode.
In world practice is increasingly accepted that
predictive maintenance can play a key role in the
long-term profitability of a company in the
manufacturing sector with a major impact on timely
delivery, product quality and its ultimate cost. The
importance of maintenance increases in terms of
increasing both the productivity and also the quality
requirements which can only be achieved with a
well-developed and organized maintenance strategy.
In this sense, according to recent advances
in technology there have been developed and tested
many methodologies, tools, techniques and
strategies. The main methods are Total Productive
Maintenance (TPM) and Reliability Centred Main-
tenance (RCM); the developed options are designed
to meet the specific requirements of individual users,
which are usually small and medium-sized
enterprises (SMEs) operating in a very dynamic
business environment. This paper focuses on
identifying difficulties for the implementation of
TPM within SMEs.
In recent years there has been increasing interest
in the operation and management of industrial main-
tenance in a number of organizations. This is due to
the increasing pressure on manufacturing organ-
izations to meet customer and corporate require-
ments; the available equipment and productivity are
central to achieving this goal. According to the
authors’ quote from a paper (Chan, 2005), “Recent
trends show that on the whole many production
276
Hadjiski M., Doukovska L., Kojnov S., V. Monov V. and G. Nikov V.
Significance of the Predictive Maintenance Strategies for SMEs.
DOI: 10.5220/0005427102760281
In Proceedings of the Fourth International Symposium on Business Modeling and Software Design (BMSD 2014), pages 276-281
ISBN: 978-989-758-032-1
Copyright
c
2014 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

systems do not function as expected when it comes
to cost effectiveness in terms of their operation and
maintenance. Lots of companies often operate with
reduced capacities and reduced productivity, while
the prices of their products are high.” A number of
modern maintenance practices for technical support
are designed to allow organizations to target
strategic resources to achieve the maintenance tasks
that are considered crucial for the effective and
efficient operation of the equipment such as the
Total Productive Maintenance (TPM). A number of
organizations announce improvements in existing
equipment, reliability and reduction in the
maintenance costs after the implementation of TPM;
the presented results are published in (Blanchard,
1997; Cooke, 2000). The benefits of TPM are often
defined as an increase in the quality of products,
availability of equipment and reduction of operative
costs, according to the authors of (Cholasuke, 2004;
Bohoris, 1995; Al-Najjar, 1996). In (Nakajima,
1988) it is assumed that TPM is used primarily
because it integrates the functions of production and
maintenance, but more importantly is that it redef-
ines the role of operators and support engineers.
The author of (Nakajima, 1988) Nakajima is
often accepted as the founder of the Total Productive
Maintenance, (TPM); he assumes that the goal of
TPM is to increase the efficiency of the equipment
as well as to maximize the volume of production
from this equipment. This is the result of an effort to
achieve and maintain optimal conditions for the
equipment in order to prevent unexpected failures,
the speed decrease and the qualitative defects during
the manufacturing process according to (Bamber,
1999). Via the application of TPM it is also expected
to be possible to raise the moral of employees and
their satisfaction from the job, suggesting the
integration of workers into every aspect of the
applied TPM. The majority of generally accepted
definitions in TPM, used in (Barnes, 2002; Baglee,
2003; Baglee, 2010), are based on five main pillars
outlined by Nakajima.
2 INTEGRATED MANAGEMENT
SYSTEMS
Since 1996, the management of industrial sites is
aware of the need of implementing systems to
support all business processes (Dochain, 2008; The
ANSVISA 95 Enterprise, 2005). These systems are
known as Enterprise Resource Planning (ERP).
Systems of this type are rapidly moving in large
industrial complexes, but they remain almost
completely cut off from existing DSC or SCADA.
“Islands of automation” appear that are not at all
related informationally and functionally to the
general business management. Since the beginning
of the 21st century this fragmentation begins to be
overcome with the introduction of an intermediate
layer of management – the Manufacturing Execution
Systems (MES) (ISA the Instrumentation, Systems
and Automation Society, 2005). These systems are a
bridge between the technology management and the
business management, so they perform a variety of
roles for the operational management.
The purpose in (Staykov, 2013) is to make an
analysis and assessment of the increasing need of
using sophisticated software systems for managing
business processes. The most important thing is the
information and the success of every business
depends on how fast and effective managers deal
with information.
The structure of the integrated management
systems primarily reflects the functions that must be
implemented in a modern integrated management
system of an industrial enterprise. It does not contain
in itself a generalization of the methods and the tools
for integration. This is essential, especially in the
wide variety of engineering solutions that the world's
leading providers offer. Therefore the accepted in
2005 standard ISA-95 is of great help to overcome
internal fragmentation between control functions,
built most often with different strategies, a specific
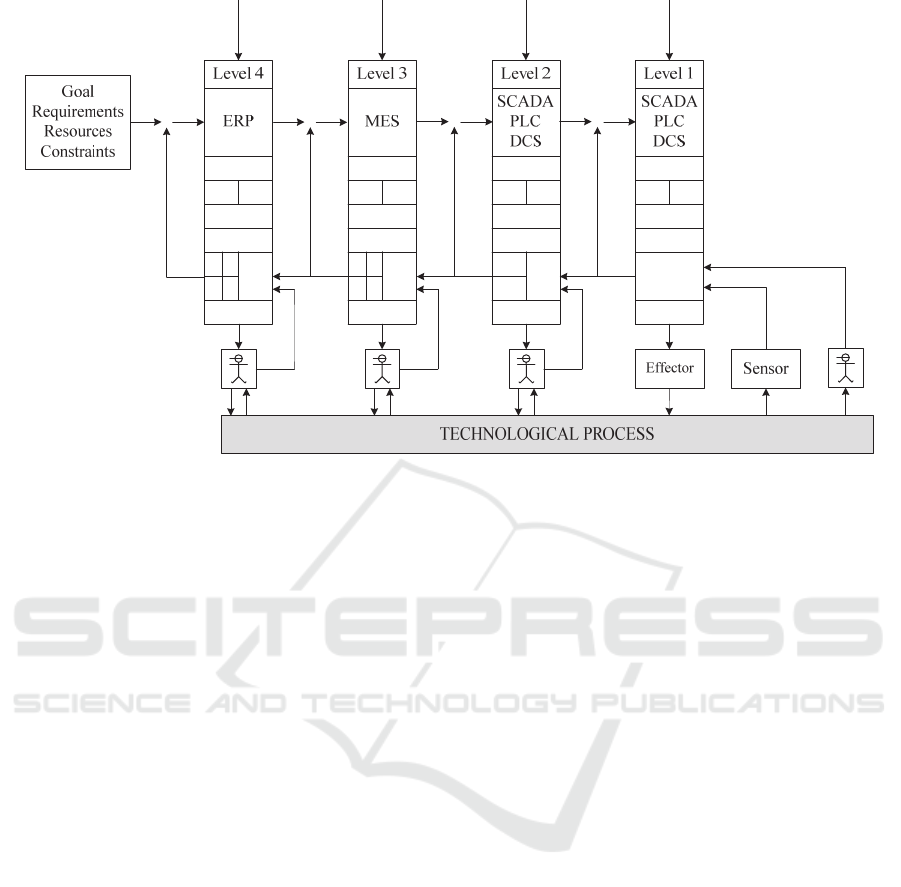
vision and with a different magnitude. This is an
international standard for the integration of business
systems and control systems for the production
processes shown in Figure 1.
This structure is operative and it includes next
four hierarchical levels.
Level 1 and Level 2 are functionally grouped and
comprise the management of individual devices and
parameters. The generic name Process Control
Systems (PCS) is accepted for them. The so formed
block for Technological Management is treated as a
generalized function in the specific problems
(design, operation, adjustment) and it can be seen as
composed of two levels. The timeline of the PCS-
level are hours, minutes and seconds.
Level 3 comprises all tasks of operative manage-
ment and it is accepted to be marked as MES. The
main functions of this level are:
Complete description of the production schedule;
Management of production resources (people,
equipment, materials);
Specific dispatching of production with an
Significance of the Predictive Maintenance Strategies for SMEs
277

already formulated production schedule;
Optimization of the production process;
Monitoring of the overall production process;
Analysis of the production process (quantity,
quality, time schedule);
Reliability and security of production;
Reliable communication, acquisition and
archiving the operational information;
Implementation of the necessary operative
instructions, as well as forming the tasks for 1-2
level (PCS).
The timeline of Level 3 are days, hours and minutes.
Figure 1: Production processes.
Level 4 is the level of business planning and
logistics – ERP. The main functions of this level can
be divided into two groups.
Functions directly related to the formation of the
tasks for Level 3 (MES). These include:
Production planning;
Long-term production schedule;
Define the requirements for manufactured
products;
Determine resource constraints, level of
inventories, material consumption;
Implement the supply chain of raw materials,
production expedition, the overall logistics of the
enterprise.
Functions relating to the overall business
management, to cover:
Financial accounting – books, fixed assets,
payables, receivables, cash management;
Management accounting – define cost and cost
of production, cost control;
Management of the supply chain – planning and
schedule of supply, processing requests,
purchases;
Management of human resources – recruitment,
training, remuneration, dismissal of staff;
Project management – project-and-resources
planning for their implementation, distribution of
work, pricing and payment, timetables,
implementation units, management activities;
Management of customer relationships – sales
and marketing, customer contact, market
analysis;
Comprehensive business analysis.
The timeline of the ERP-level are months, weeks or
days. For purposes of this paper we are interested in
the functionality of the MES-system.
The main merit of the standard ISA-95 is that it
summarizes the experience of the leading academic
institutions and companies worldwide in the way of
overcoming the isolation between the technological
management (PCS) and the business level (ERP) by
creating a level of operative management MES. The
ISA-95 standard defines the conditions for the
integration of ERP and MES, on the one hand, and
MES and PCS, on the other.
Standard ISA-95 decides primarily structural and
information problems of integration. It to some
extent does not repeal or does not replace the
considerable experience in the application of various
features in the specific automation on the four levels,
accumulated for decades.
3 ANALYSIS OF THE BEST
PRACTICES
1. In every industrial enterprise there are potential
opportunities for improvement, which are in the
range 1–10% by economy of energy resources and
raw materials of 3–5%, 2–7% for increased product-
ion (http://www.automation.siemens.com, http://
www.honeywellprocess.com/en-us).
2. Doing good business and in particular industrial
management becomes more and more expensive.
3. Existing SCADA and DCS can not be changed
Fourth International Symposium on Business Modeling and Software Design
278
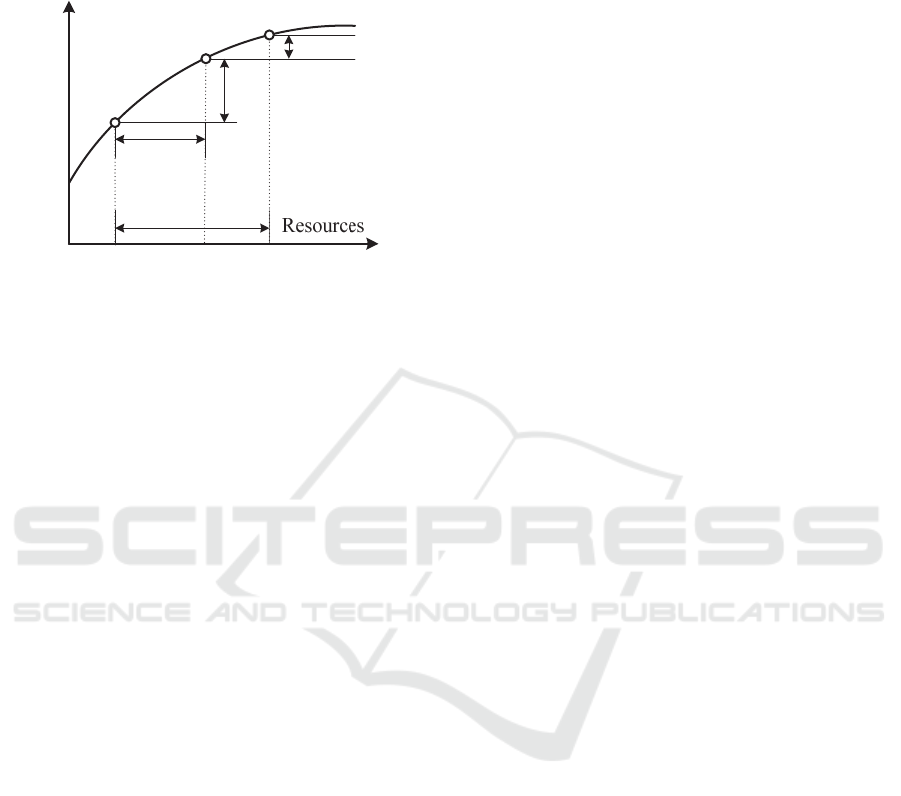
frequently. The best approach is the old control
systems to continue to work, by adding new
technologies of control (Figure 2).
A
B
C
Effect
J
0
J
1
J
2
J
1
R
A
R
B
R
C
R
R
0
J
12
J
2
R
Figure 2: Process control effectiveness.
4. In deciding to develop the management system
one must take into account the influence of many
factors.
The estimated economic impact of flexibility,
quality improvement, increased productivity and
reduced production costs;
Spent money, effort and time;
Reaction of the operating personnel;
Security of humans and also of the facilities;
Satisfy environmental and governmental
regulations.
Unlike the position shown in Figure 2, we have a
multicriteria problem.
5. Reengineering the system must take into account
the specific circumstances:
The degree of automation and information links;
Different final goal to develop the system;
The hardware and software from different
vendors;
Lack of prospects henceforth uses only one
supplier.
6. Only a holistic approach can be effective.
Information integration basically influences its
realization.
7. The human factor is critical to the success of the
integrated system. To do this:
People need to understand the functions of the
system;
They must feel that they are part of the system
with their expertise;
They should not be overloaded by an extra
loading;
They must be sure that the system is safe and
comfortable for them.
8. Outlines of some important drawbacks of private
character:
Monitoring of key industrial indicators –
economic efficiency, safety and reliability is
incomplete and it affects negatively the quality
of decisions;
Underestimated is the use of knowledge,
especially on condition of the unanimous
assessment that skilled and experienced-know-
ledge workers continuously retire without an
equivalent replacement with new footage;
Archival records are used less or not at all
(Castiliio, 2013);
The management of second and third level is
more intuitive than based on online recom-
mendations from DSS;
Security systems (SSMs) are underestimated
from terrorism and from unauthorized access,
especially in terms of increasing wireless
communications.
Figure 3 generalizes the management scheme,
interpreting standard ISA-95 on functional level as
multidimensional multistage system.
Provided, but not addressed in the standard
division of the general part of technology manage-
ment (PCS) at two levels (1 and 2) is considered an
important structural feature. Each level is described
as being of universal attributes, each of which is
multi-dimensional and functionally different for
each of the four levels. The following below
attributes are considered.
Hierarchical level;
Tools for program-technical realization
(SCADA, RLS, DCS, MES, ERP) R;
Used mathematical models М;
Criteria J and restrictions L in the optimization
problem;
Functions performed F;
Control algorithms or decision making А;
Information functions I;
Operative and control actions О, U;
Information disturbances d.
Each level receives its task from the preceding
hierarchical level, including certain requirements in
the form of specifications S
i
, volumes V
i
, criteria J
i
,
limitations L
i
:
iiiii
LJVSr , , ,
(1)
The task is a vector comprising N
i
components to
each i-th level:
iNiijiii
rrrrr , ... , , ... , ,
21
(2)
Significance of the Predictive Maintenance Strategies for SMEs
279
3
M
3
J
3
L
3
F
3
r
3
l
4
M
3
I
1
I
4
I
2
I
4
I
4
F
4
O
4
J
4
L
3
A
4
A
3
O
3
I
1
I
2
I
3
I
2
M
2
J
2
L
2
F
2
A
2
O
1
I
2
I
2
I
2
r
2
l
1
I
2
r
2
l
1
M
1
J
1
L
1
F
1
A
1
O
1
d
2
d
3
d
4
d
4
r
4
l
4
Y
3
Y
2
Y
1
Y
4
u
3
u
2
u
1
u
Figure 3: Generalized scheme.
The feedback y
ij
is an assessment of the operat-
ion of each j-th element of i-th level E
ij
and it has the
same structure as the task r
i
.
The aim of each level is to minimize the error e
i
in terms of the specified criterion J
i
with constraints
S
i
, V
i
, L
i
through controls u
i
:
iii
LVS
i
ueJu
iii
, min arg
,,
(3)
Criteria J
i
and specifications S
i
, volumes V
i
and
limitations L
i
are vector and are different for each
j-th E
ij
element at level i:
iNiijiii
iNiijiii
iNiijiii
iNiijiii
LLLLL
VVVVV
SSSSS
JJJJJ
, ... , , ... , ,
, ... , , ... , ,
, ... , , ... , ,
, ... , , ... , ,
21
21
21
21
(4)
The controls u
i
similarly are vectors, like the
expressions (4), but each element E
ij
may have
several effects due to multidimensionality of the
control:
ijkijijij
uuuu , ... , ,
21
(5)
Operational impacts u
i
can be both automatic
controllers and also the actions of the operating
personnel. A multistage system reflects both the
hierarchical subordination of the lower level with
respect to the upper one and also the inverse
information influence of the lower level at the upper
one. Each level has full access to the information at
a lower level, but it adds also new information in the
information flow upward as a result of the specific
management and information processes at its own
level.
4 CONCLUSIONS
Management of industrial complexes is gaining
acceptance as a functional problem with multiple
criteria the decision of which is possible only via a
holistic approach.
Rapid development and application in DCS and
SCADA receive a number of information techno-
logies. Information integration is a key in building
ERP, MES and PCS joint systems.
The methods of artificial intelligence (neural
networks, fuzzy logic, genetic algorithms) and those
based on knowledge (expert systems, autonomous
agents, CBR) and especially the hybrid systems are
still used only occasionally, but they possess a
significant potential.
Generally ERP-MES-PCS systems are developed
successfully to increase the competitiveness of
industrial complexes in the globalized world.
The successful implementation of an approach to
predictive maintenance taking into account the
nature of activities in SMEs, it must be based on
three main objectives. First, to allow the user to
formulate a strategy of maintenance. Second, to
convert the limited available data into knowledge to
develop a strategy for maintenance. Third, to allow
Fourth International Symposium on Business Modeling and Software Design
280

the user to record and measure the effect of the new
strategy for support, to ensure that future decisions
are based on facts and accurate data. The successful
implementation of the formed in this way model
would lead to the possibility the structure and the
elements of the model to create efficient and
effective strategy to support SMEs.
The main problem in developing a maintenance
strategy is bounded by the lack of appropriate
documentation and the ineffective analysis of
available data. The reasons for this may be the lack
of time for an understanding of the existing
technology, and human relations in general. In
particular, the staff must record their deeds and
actions that relate to the problem; besides there must
be measured the quantifiable, measurable benefits,
which in the short term is difficult to achieve.
Progress is possible if you use a simple system for
recording and analysis that can be easily accessed
and updated. The present research shows that
technology is able to solve emerging needs but it
requires innovative adaptations to solve the existing
problems.
ACKNOWLEDGEMENTS
The research work reported in the paper is partly
supported by the project AComIn “Advanced
Computing for Innovation”, grant 316087, funded
by the FP7 Capacity Programme (Research Potential
of Convergence Regions), partially supported by the
European Social Fund and Republic of Bulgaria,
Operational Programme “Development of Human
Resources” 2007-2013, Grant № BG051PO001-
3.3.06-0048 and partially supported under the
Project № DVU-10-0267/10.
REFERENCES
http://www.automation.siemens.com
http://www.honeywellprocess.com/en-us
Al-Najjar B., 1996. Total Quality Maintenance. In Journal
of Quality in Maintenance Engineering 2 (3), 4–20.
Baglee D., M. Knowles, 2010. Maintenance strategy
development within SMEs: the development of an
integrated approach, In Journal Control and
Cybernetics, 39 (1), 275–303.
Baglee D., R. Trimble, J. MacIntyre, 2003. An invest-
igation into the perceived barriers to total Productive
Maintenance in small and medium enterprises. In
International Conference on Manufacturing Research,
University of Strathclyde, Professional Engineering
Publishing.
Bamber C. J., J. M. Sharp., M. T. Hides, 1999. Factors
affecting successful implementation of TPM: A case
study perspective. In Journal of Quality in
Maintenance Engineering 5 (3), 162–181.
Barnes D., 2002. The complexities of the manufacturing
strategy formation process in practice. In International
Journal of Operations and Production Management
22 (10), 1090–1111.
Blanchard B., 1997. An enhanced approach for
implementing TPM in the manufacturing environment,
In Journal of Quality in Maintenance Engineering 3
(2), 69-80.
Bohoris G. A., C. Vamvalis, W. Trace, K. Ignatiadou,
1995. TPM implementation in Land-Rover with the
assistance of a CMMS. In Journal of Quality in
Maintenance Engineering, 1 (4), 3–16.
Castillio О., P. Melinand, J. Kasprzyk, (Eds), 2013. Recent
Advantages on Hybrid Intelligent Systems, Springer.
Chan F., F. Lau, S. Chan, S. Kong, 2005. Implementation
of Total Productive Maintenance: A case study. In
International Journal of Production Economics 95(1),
71–94.
Cholasuke C. R., R. Bhardwa, A. Jiju, 2004. The status of
maintenance management in UK manufacturing
organisations: results from a pilot survey. In Journal
of Quality in Maintenance Engineering 10 (1), 5–15.
Cooke F. L., 2000. Implementing TPM in plant
maintenance: Some organizational barriers. In
International Journal of Quality & Reliability
Management 17 (9), 1003–1016.
Dochain D., W. Marquardt, S. Won, О. Malik, М.
Kinnaert, J. Lunze, 2008. Monitoring and Control of
Process and Power Systems: Adapting to
Environmental Challenges, Increasing Competitivity
and Changing Customer and Consumer Demands, In
IFAC World Congress, Seoul, Korea, 7160–7171.
ISA the Instrumentation, Systems and Automation
Society, 2005. The ANSVISA 95 Enterprise — Control
System Integration, Research Triangle Park, NC,
USA.
ISO 13381-I, 2004. Condition monitoring and diagnostics
of machines-prognostics – Part: General guidelines.
Int. Standard, ISO.
Nakajima S., 1988. Introduction to TPM: Total Productive
Maintenance
. London, Productivity Press.
Staykov B., T. Atanasova, V. Monov, L. Doukovska,
2013. The ERP Systems in Modern Business and
Corporate Management, In Proceedings of the
International Symposium on Business Modeling and
Software Design – BMSD’13, Noordwijkerhout, The
Netherlands, 281–285.
Significance of the Predictive Maintenance Strategies for SMEs
281
