
Micromachining of Materials using Femtosecond Laser Pulses
A Parametric Study
K. Garasz
1
, M. Tański
1
and J. Mizeraczyk
1,2
1
Institute of Fluid-Flow Machinery Polish Academy of Sciences, Gdansk, Poland
2
Faculty of Electrical Engineering, Gdynia Maritime University, Gdynia, Poland
1 RESEARCH PROBLEM
In the presented research, I have undertaken the
problem of femtosecond laser interactions with
matter, under various laser pulse parameters and
considering a wide group of materials, i.e. metals,
plastics, graphene, silicon. There is a considerable
interest in the precise material micro and
nanomachining with ultrashort laser pulses. It is well
established, that the quality of ablation process with
femtosecond laser is much better than when using
long pulse lasers. The use of femtosecond laser
pulses creates an attractive opportunity for high
quality micromachining of many groups of materials
and opens an interesting field in fundamental
research. The objective of the fundamental research
proposed within this research is a complex study of
the physical phenomena occurring during short-
pulsed (femtosecond) laser interactions with matter.
Although the research topic itself is very popular in
the scientific community, it is relatively little
elucidated. A better examination of the effects of
electromagnetic irradiation on the materials in the
femtosecond regime will provide a better
understanding of the subject. The experimental
results obtained from this project and theoretical
considerations will provide a verification of the
existing theories on laser-matter interactions.
Additionally, the experimental investigations will be
carried out on novel materials, i.e. graphene.
I have specifically taken under investigation the
laser ablation phenomena, which occurs during
a highly energetic laser irradiation of the material
and results in detachment of microparticles from the
material. The physics of the ablation process in an
ultrashort laser pulses regime differs from the
ablation caused by the long (nanosecond and
picoseconds) laser pulses. The nature of the process
is more complex with the short pulses and the
complete, research based understanding of the
phenomena is not available yet.
2 STATE OF THE ART
Since the development of mode-locked lasers,
ultrashort pulse durations became available,
allowing measurements in the femtosecond range.
The next significant advance in laser technology was
the development of chirped pulse amplification
(CPA) technique (Strickland and Mourou, 1985;
Mourou, 1997). Pulse energies in the mJ range are
easily obtained via CPA. The CPA technique also
allows the pulse duration to be varied from a few
femtoseconds to even nanoseconds, while keeping
all other beam parameters constant. Through this
technique, (Liu et al., 1997), studied the ablation
dynamics with pulse width varying from 10 ns to
100 fs and observed a decrease in the ablation
threshold with decreasing pulse duration. However,
the details of the physical mechanisms behind
femtosecond laser ablation were still far from
complete understanding.
A numerous groups studied the ablation
processes analytically and numerically. Many
models have been proposed to explain various
aspects of the femtosecond ablation process
including: ultrafast laser pulse absorption by solid
targets, femtosecond heating, expansion, stress
generation, defect capture and formation of periodic
surface structures on surfaces (Anisimov et al.,
1999; Peterlongo et al. 1994, Emelyanov and Babak,
2002).
The experimental and theoretical investigations
lead to some improvement in the physical
understanding of the ultrafast laser ablation process.
The dynamics of the ablation process can be roughly
divided into several stages: energy absorption,
energy transfer to the lattice and subsequent material
removal. The first step of the ablation process is
deposition of energy into the material. The primary
absorption mechanism involves excitation of
electrons from the valance to the conduction band
and free carrier absorption. The interband excitation
can occur through nonlinear processes, such as
3
Garasz K., Ta
´
nski M. and Mizeraczyk J..
Micromachining of Materials using Femtosecond Laser Pulses - A Parametric Study.
Copyright
c
2015 SCITEPRESS (Science and Technology Publications, Lda.)

multiphoton and avalanche ionization, with high
enough laser intensity. Nonlinear absorption is very
important in femtosecond interaction due to the high
intensity of the incoming radiation (Sokolowski-
Tinten and Von der Linde 2000). During the laser-
mater interaction all of the processes occur
simultaneously and it is difficult to estimate the
contribution of each one. Due to the complexity of
the process, it is also difficult to calculate or
measure the effective penetration depth of the
radiation.
The energy transfer from electrons to the lattice
occurs via carrier-phonon scattering on a timescale
estimated from several hundred femtoseconds to
a few picoseconds, depending on the material. Since
the electrons and lattice are not in equilibrium, this
situation is often described by a two temperature
model, where a distinction is made between the
electron and the lattice temperature (Chichkov et al,
1996). The energy transferred to the lattice leads to
rapid thermal or nonthermal melting (Tom et al.,
1988). Since the timescale for mass transport is
significantly longer than for non-thermal or even
thermal melting, the melted material is left at near
solid state densities and a high initial temperature.
The subsequent processes of material removal have
been described in terms of transient thermal
processes. Following melting, the hydrodynamic
expansion of the ablated material begins a few 100
ps after the initial excitation (Sokolowski-Tinten et
al., 1998). In spite of numerous investigations the
fundamental mechanisms leading to the material
removal are still rather poorly understood. Several
different ablation mechanisms were identified in
theoretical investigations including: spallation,
explosive boiling and vaporization (Zhigilei and
Garrison, 2000; Perez and Lewis, 2002; Shafer et al.,
2002, Ivanov and Zhigilei, 2003).
Spallation occurs at a fluence slightly exceeding
the ablation threshold, and refers to ejection of
a complete layer of material induced by material
fracture due to internal stress buildup brought on by
constant volume heating. At a higher fluence, or in
materials where spallation might not apply, the
expansion of material can occur through phase
explosion. In phase explosion, the melted material
enters a liquid-gas metastable state during expansion
and homogenous nucleation of gas bubbles sets in,
leading to formation of a heterogeneous phase of gas
and liquid droplets. Phase explosion is believed to be
the primary mechanism in femtosecond ablation
below the threshold for plasma formation (Perez and
Lewis, 2003). At a high enough excitation fluence
the surface layer of the material can be completely
atomized and material removal proceeds by process
vaporization.
The entire ablation process occurs on time scales
of several tens ns. Ablation experiments are usually
performed with laser beams that have a near
Gaussian spatial profile, therefore energy deposition
varies across sample surface.
The ablation process mechanisms briefly
described above depends, on the one hand, on the
laser radiation parameters, such as pulse duration,
wavelength, pulse energy, repetition rate or
irradiation time, and on the other hand – material
properties, i.e. absorption coefficient or thermal
conductivity (Chichkov et al, 1996).
In laser – irradiated material sample, a various
features, such as crater profiles, ablated volume,
local changes in crystallography and chemistry,
surface modifications can be related to various
dynamical mechanisms and the ablation threshold
and ablation rates can be readily obtained from the
analysis of the final state of material. Together with
a detailed observation of the laser generated plasma
plume during ablation, the results of the proposed
research project will provide a complex
understanding of the laser-matter interaction
mechanisms in the ultrashort pulse region.
3 OUTLINE OF OBJECTIVES
As previously mentioned, the physics of laser
ablation is strongly dependant on the material type
and is still an object of interest of many research
groups worldwide. It has been established, that the
character of the physical mechanisms occurring
during the laser ablation is different for the typical,
often investigated materials, such as plastics or thin
metal foils, and different in case of specific or novel
materials, such as graphene or silicon. With these
non-typical materials, the character of laser-matter
interactions doesn’t match the theoretical
explanations found in the literature.
Exploring the physical mechanisms during laser
irradiation is crucial for the full understanding of the
laser ablation phenomena. In the ultrashort pulse
region, the most significant mechanisms are: liquid
phase explosion due to the heterogenic and
homogenic heating, due to the subsurface heating
and the ablation plasma interactions with the
material surface in so called Knudsen layer. Apart
from the liquid phase ablation, the phenomena can
also occur through direct sublimation. In that case,
the most important ablation mechanisms are:
spallation, fragmentation, charge separation due to
PHOTOPTICS2015-DoctoralConsortium
4

avalanche and multiphoton ionization and coulomb
explosion. The contribution of these particular
mechanisms depends on the laser radiation
parameters and material properties. Because of the
complexity of the ablation process, a complete
theory describing the laser-matter interactions in
ultrashort pulse region has not been developed yet.
The results of this research project will provide a
deeper knowledge about the contribution of the
different ablation mechanisms in the ablation
process and their dependence on laser radiation
parameters, which will contribute in a coherent
theory of ultrashort pulse laser-matter interactions.
We will also expand the existing knowledge base
with novel materials. The conditions of the ablation
process, such as pulse energy, wavelength or
repetition rate need to be determined separetly for
each of the investigated materials. The main
difference from the nanosecond ablation sums up in
a fact, that the radiation energy absorbed by the
material remains stored in a very shallow layer,
predefined by the optical absorptive properties
(Chichkov et al, 1996; Dowden 2009).
Femtosecond lasers of high repetition rates have
not yet been fully examined for interactions with
materials. One of the experiments were carried out
by [17], taking into consideration a few significant
parameters at once, i.e. pulse repetition rate, limited
to megahertz range, at an average laser power level
and fixed wavelength. During these studies,
numerous problems have appeared, such as
instability of the laser pulse energy and power
fluctuations. Although the fiber solid state laser was
used, so far the researchers have failed to take full
advantage of CPA amplified lasers laser-matter
interactions investigations, mostly because of the
low repetition rates used (Dowden 2009; Tan and
Dalili, 2009).
A femtosecond laser in our laboratory, not only
provides the opportunity to achieve a wide range of
repetition rates, but also can offer a stable output
power at different levels. Very strong focusing of the
laser beam by an advanced optical system will
provide a high pulse energy and will eliminate the
problem of power fluctuations. Furthermore, the
possibility of generating three different wavelengths
of UV, VIS, IR range will allow to perform the
research using a single laser, while the other
radiation parameters will remind constant. Whereas
most of the short pulse lasers applied in the research
offers a pulse duration in the range of several tens of
femtoseconds, our laser generates 500 fs pulses,
what places it in the subpicosecond range, a range
which we find a far more interesting from the
scientific point of view. Working with a several
hundred femtosecond pulses creates an unique
opportunity to observes the ablation mechanisms in
the border area between long and ultrashort laser
pulses.
4 METHODOLOGY
The laser micromachining of materials will be
carried out using a prototype diode-pumped
Yb:KYW fiber laser, developed within a research
project by prof. Radzewicz’s Laser Centre group
from Institute of Physical Chemistry PAS (Fig. 1).
The use of fiber laser technology among other
femtosecond laser technologies is very beneficial.
No thermal problems within the active medium
occur, high average power and temporal stability is
obtained.
Figure 1: Yb:KYW laser construction.
The source of a high power femtosecond pulses
in our laser is the Yb:KYW crystal-based oscillator
with a z-type resonator. A passive mode-locking
technique is used for pulse synchronization, which is
implemented with a semiconductor saturable
absorber mirror (SESAM). In a SESAM-type
construction the absorber mirror is a periodic
structure (diffraction grating), reflecting light due to
Bragg diffraction phenomenon. The Yb:KYW
crystal is pumped with a single-mode laser diode
with a 980 nm wavelength. The fundamental
wavelength of the output beam generated by the
oscillator is 1030 nm (3 nm FWHM), but also
second (515 nm) and third (343 nm) harmonic can
be generated. From the oscillator output,
femtosecond pulses go directly to the amplifier. Due
to the high peak power values in a single pulse,
significant damages of the optical elements can be
caused during the amplification process. Therefore,
chirped pulse amplification (CPA) technique needs
to be applied. Stretched pulses pass through the
electro-optic modulator (Pockels cell) that reduces
the repetition frequency. This allows us to modulate
pulse repetition rate from kilo to megahertz range.
The typical operating range of the laser is 100 – 900
MicromachiningofMaterialsusingFemtosecondLaserPulses-AParametricStudy
5

kHz. At the Pockels cell output, the beam is
amplified in two stages, which provides a better
efficiency of the pumping process. The photonic
fiber with a large diameter ytterbium doped core is
used in both stages. Laser diode pumping to the core
is continuous at a wavelength of 976 nm. At
maximum power of the laser diode we obtain the
amplified beam power at the level of 50 W in the
fundamental beam. M
2
factor, an important measure
of beam quality is at maximum power, 1.27. These
parameters are proved to be very promising in the
laser material processing. The output pulse length of
the laser is 500 fs, which is close to the so-called
subpicosecond region, which opens a new,
interesting field of research for the short-pulsed
laser-matter interactions.
From the laser output, the beam is passing
through the optical collimator and focusing system,
containing of mirrors and lenses adequate for the
applied laser wavelength. Microscopic lenses can be
applied to obtain a higher laser fluence. The concept
of the micromachining implies, that the output
femtosecond laser beam, after passing through the
optical collimator, will be directed into the
positioning system. To move and focus the UV laser
beam on the surface of the workpiece, an optical
scanner with focusing lens is used. The scanner is
equipped with two galvanometric mirrors that
deflect the laser beam, making it possible to move
according to a given pattern in the XY plane.
A dedicated control software, supporting HPGL files
is provided to create patterns. A telecentric lens is
used to focus the beam as it provides a uniform
beam interaction with material in the whole scanning
area. The samples are put on the z-axis adjustable
table, directly beneath the scanning area, on the
exact level of the laser beam focus (Fig.2).
Figure 2: The experimental setup.
A Yb:KYW femtosecond laser offers high
repetition rates and stable power level, as long as the
possibility of generating three different wavelengths
of UV, VIS, IR range, which allows the
micromachining processes at full spectrum of laser
radiation. For the IR and VIS experiments, the
galvo-scanner cannot be applied. Instead, two high-
precision linear motors are provided to move the
sample in the XY plane and a separate focusing
optics, dedicated for the given wavelength range, is
used.
The presented micromachining setup provides
a 2 μm micromachining accuracy and allows to
perform a wide variety of the machining processes:
cutting, scribing, engraving, structuring, drilling and
dicing.
The laser, together with the optical focusing
system and high precision positioning setup are the
most important tools to achieve our research goals
and have already proven a very high-quality of the
results.
Evaluation of the experiment results is based
mostly on the microscopic images. The stereoscopic
metallographic microscope (up to 200x
magnification) and Carl Zeiss Scanning Electron
Microscope (magnification up to 1000x) are used for
crater dimensions, line width, HAZ range and derbis
measurement for most of the materials. These tools
are adequate, but not sufficient for the detailed
sample analysis, especially when it comes to
transparent or nonconductive materials, the exact
crater depth measurements or investigating changes
in the inner structure of the material. Additionally,
a confocal laser Olympus LEXT microscope or the
Optical Coherence Tomography System (OCT) is
used. The confocal laser microscope is a powerful
tool for sample diagnostics with a < 1 µm resolution,
performing non-contact 3D observations and a fast
image acquisition.
The OCT system I am using, was build and
designed at the faculty of Electronics,
Telecommunications and Informatics, Gdańsk
University of Technology. This diagnostics tool is
available to us due to the collaboration with the
GUT’s Optoelectronic department. This is still a rare
used and an innovative approach to research
methodology, when it comes to laser-matter
interaction diagnostics. The microscopic images
Figure 3: A PS-OCT image of the microcraters after
Nd:YAG nanosecond laser micromachining of alundum
ceramics.
Shift [μm]
Depth [μm]
0
50
100
150
200
0 100 200 300 400 500 600 700 800 900
PHOTOPTICS2015-DoctoralConsortium
6
allows the observation of the surface modifications,
roughness or derbis, as well as crater size, line width
or aspect ratio of the material. Using the OCT
technique, it is also possible to cross-examine the
material, thus resulting changes in its structure at the
full penetration depth of laser radiation (Fig. 3).
5 STAGE OF THE RESEARCH
On an early stage of the research, laser beam
characteristics were carefully measured, in order to
ensure the best knowledge of the laser beam
parameter range, accuracy and stability and to
provide the maximum quality of the laser
micromachining processes. During this experiments,
spatial and temporal characteristics of both, focused
and unfocused laser beam were examined, as long as
the Rayleigh range and minimum spot diameter.
These values are crucial for accuracy of the further
experiments. The stability of the spatial position of
the laser beam will was determined. In order to
perform the parameter examination, a Spiricon
SP620U beam analyzer was used, together with a set
of adequate filters and lenses. The output power
level and the temporal power stability of the laser
beam was measured using Thorlabs PM200 power
meter with a S350C probe (measurement range:
10mW – 40W). Additionally, a spectroscopic study
of the laser beam was performed. The spectral
characteristics of the femtosecond laser beam were
measured using MAYA11734 spectrometer and
Andor Mechelle spectrometer. To maintain the
optimal laser parameters, measurements were taken
on the laser output and inside the laser, on the
oscillator output, with the fundamental beam and
both of the harmonics.
The most important aim of the research is to
investigate femtosecond laser interactions with a
variety of materials under a wide range of laser
irradiation parameters, and to determine laser
ablation mechanisms. Thus, the next step in the
work plan is irradiating the material samples with
single and multiple laser pulses with different
variables, such us: pulse energy (laser output power
is up to 50 W in the fundamental beam), pulse
repetition rate (100 kHz to 900 kHz), wavelength
(1030 nm / 515 nm / 343 nm), irradiation time, etc.
All the experiments are to be carried out with
a single femtosecond laser (detailed description can
be found in the methodology chapter), which
ensures a complexity of the research and guarantees
constancy of the invariable parameters in each step.
As a reference, I also plan to use a long pulsed
(nanosecond) laser, available in our laboratory and a
short pulsed femtosecond laser from the Institute of
Solid State Physics, available through our research
collaboration with the Bulgarian Academy of
Sciences. Especially the latter can bring a significant
contribution to the research, providing a 35 fs and
120 fs pulse width and low repetition rates (1 – 10
kHz), with a wavelength in the close IR range.
So far, the laser micromachining experiments
were carried out in the UV and IR range. For the 343
nm beam, a various scanning velocities, number of
repetitions, output power levels and different
radiation time were tested, while performing cutting,
scribing and drilling. For the 1030 nm, laser scribing
and drilling was examined with variable power,
repetition rate and radiation time. Not only the laser
radiation parameters, but also material properties
have strong effect on laser micromachining and
ablation mechanisms, therefore all of the
experiments were carried out on metals (stainless
steel with different surface finish, aluminum of
various thickness, nickel, copper, bronze, zinc,
titanium) and plastics (PTFE, polypropylene,
polycarbonate, acetal, nylon). A closer attention was
given to silicon wafers, graphene on copper and
ceramic pieces.
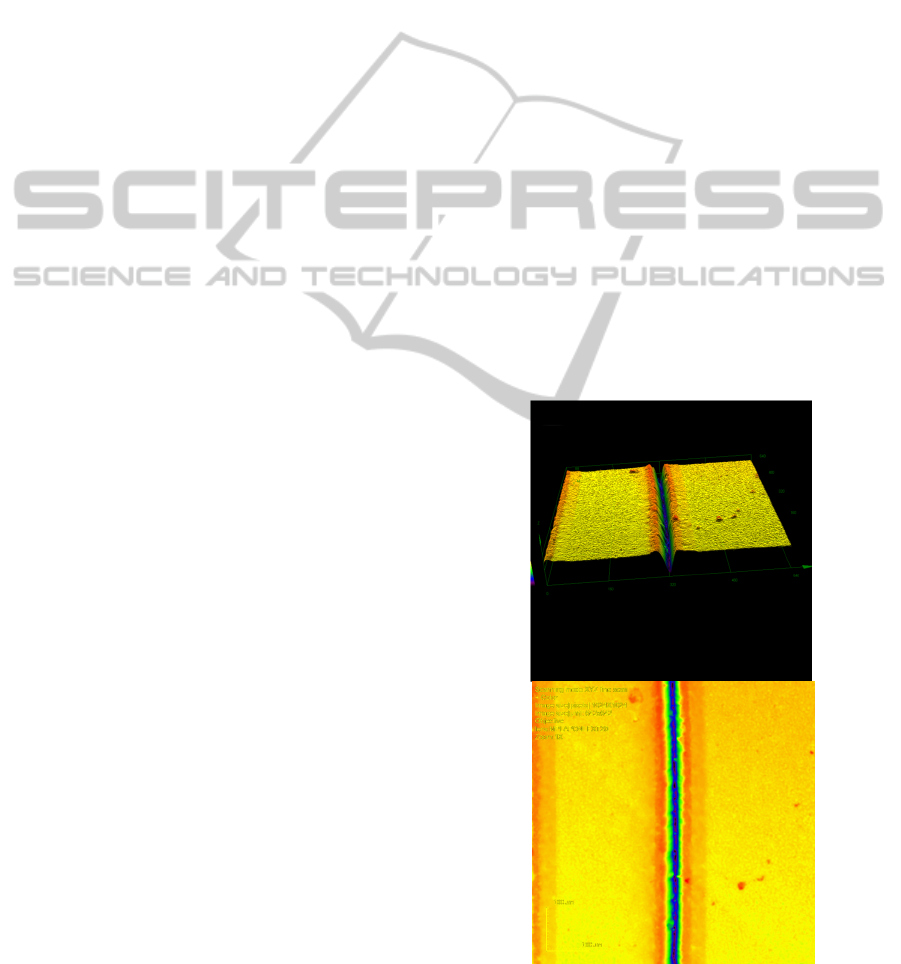
Figure 4a: Si wafers sample after laser scribing, images
from the confocal Olympus LEXT microscope.
MicromachiningofMaterialsusingFemtosecondLaserPulses-AParametricStudy
7

Figure 4b: Si wafers sample after laser cutting,images
from the Zeiss SEM microscope.
Pre diagnostics of the of the micromachining results
was performed using the metallographic microscope.
The crater diameter, depth and aspect ratio, the heat
affected zone range and debris were measured. For
more advanced result analysis, the confocal laser
microscope, SEM and OCT will be used. These
techniques will provide the ability to measure such
features, as: measurement of transparent layers,
micro roughness profiles, sample thickness or
measurements of micro areas and surface analysis
with high resolution. The results for some of the
measurement methods are represented by a silicon
sample after laser cutting on Fig.4.
With the collected data, the laser fluence [J/cm
2
]
is calculated for each experiment and the
dependence of crater measurements, HAZ, line
width, etc. on laser and material parameters is
investigated.
The effects of the laser pulse parameters on
ablation threshold, heat accumulation, ablation
efficiency, cold and hot ablation mechanisms and
the amount of liquid phase occurring during the laser
irradiation will be studied for materials mentioned
above. The specific material parameters, like
absorption rate or heat conductivity will be included
as a significant variables. The results will be
discussed against theoretical models and other
experimental results, in order to determine most
probable physical phenomena during laser-matter
interactions for short pulse irradiation.
For the complex understanding of the laser
ablation mechanism, the next work plan step is an
investigation of the laser generated plasma plume.
The plasma plume consists of particles, atoms,
clusters, ions and electrons, detached from the
material surface during laser irradiation. A time-
resolved spectroscopic study of the ablation plasma
and the dynamics of the expansion of ablation
plasma will be performed. The spectroscopic study
will be carried out with a Mechelle spectrometer,
whereas the expansion dynamics observation will be
done with an Intensified CCD (ICCD) camera with a
very short time of exposure. The use of the ICCD
camera will allow us to observe the formation and
the evolution of the plasma with a very high
temporal resolution (Fig.5).
The experimental results will provide
a knowledge about the shape of the plasma plume on
an early stage of development (plasma onset) and
the velocity of the plasma front expansion. The
spectroscopic study will allow to determine an
excitation time of atoms and ions forming a plasma
plume. Based on this results, an electron temperature
of plasma and its ionization degree can be
concluded.
Figure 5: The evolution of the laser generated plasma
plume in ambient air at the early stage of its expansion.
Images recorded using an ICCD camera.
6 EXPECTED OUTCOME
The research results will contribute to the deeper
understanding of the laser-matter interaction theory.
I believe that the overall results obtained in this
research will enhance the knowledge of fundamental
phenomena in scientific field of interaction of laser
pulses with matter in ultrashort timescales, in
particular of the ablation mechanisms that take place
in this regime. Based on the experimental results it
will be possible to find the answers to various
problems in this field that are still opened for
academic discussion. I expect that those result will
allow to verify the existing models of ultrafast laser-
matter interactions and extend its applicability for
PHOTOPTICS2015-DoctoralConsortium
8

some materials, which will consequently lead to
progress in the field of micro and nanotechnology.
At present, the potential of creating micro and
nanoscale layers and elements is not fully used and
the lack of knowledge about the interactions of the
electromagnetic radiation with many types of
technologically significant materials is one of the
reasons for this. The practical application of
femtosecond micromachining opens the door to an
entirely new generation of micro device
development, such as MEMS (micro-electro-
mechanical sensors) or Lab-on-a-chip (size of a
credit card micro-chemical laboratory - the latest
trend in medical diagnostics). There is also a number
of candidates for the application area which might
drive femtosecond laser technology into mainstream
industrial use. Some of the sectors include
biomedical devices (stent manufacturing), micro-
optics (micro-lenses, diffractive elements) and
photonics devices (optical waveguides,
telecommunications devices). Non-systemized
knowledge of the optimal micromachining
parameters for a specific material and machining
type (cutting, dicing, engraving, etc.), makes
implementing to the industrial level very difficult
and ineffective and solving this problems might be
one of the outcomes of the proposed research.
REFERENCES
Strickland D., Mourou G., 1985, The Dawn of Ultrafast
Science and Technology at the University of
Rochester, Opt. Commun. 56, 219.
Mourou G., 1997, The Ultrahigh-Peak-Power Laser:
Present and Future, Appl. Phys. B 65.
Liu X., Du. D., Gourou G., 1997, Thermophysical effects
in laser processing of materials with picosecond and
femtosecond pulses , IEEE 1. Quantum Electron. 33,
1706.
Anisimov S. I., Inogamov N. A., Oparin A. M., Rethfeld
B., Yabe T., Ogawa M., Fortov V. E., 1999, Pulsed
laser evaporation: equation-of-state effects, : Appl.
Phys. A, 69, 617.
Peterlongo A., Miotello A., Kelly R., 1994, Laser-pulse
sputtering of aluminum: Vaporization, boiling,
superheating, and gas-dynamic effects, Phys. Rev. E
50, 4716.
Emelyanov V.I., Babak D.V., 2002, Defect capture under
rapid solidification of the melt induced by the action of
femtosecond laser pulses and formation of periodic
surface structures on a semiconductor surface, Appl.
Phys. A 74, 797.
Sokolowski-Tinten, K. Von der Linde D., 2000,
Generation of dense electron-hole plasmas in silicon,
Phys. Rev. B 61, 2643.
Chichkov B. N., Momma C., Nolte S., Van Alvensleben
F., Tunnerman A., 1996, Femtosecond, picosecond
and nanosecond laser ablation of solids, Appl. Phys.
A, 63.
Tom H. W. K., Aumiller G. D., Brito-Cruz C. H., 1988,
Time-Resolved Study of Laser-Induced Disorder of Si
Surfaces, Phys. Rev. Lett. 60, 1438.
Sokolowski-Tinten K., Bialkowski L., Doing M., Cavalieri
A., Von der Linde D., Oparin. A., Mayer-ter-Vehn J.,
Anisimov S. I.,1998, Transient States of Matter during
Short Pulse Laser Ablation, Phys. Rev. Lett. 81, 224,
Zhigilei L. V., Garrison B. J., 2000, Microscopic
mechanisms of laser ablation of organic solids in the
thermal and stress confinement irradiation regimes,
Appl. Phys. 88, 1281.
Perez D., Lewis L. J., 2002, Ablation of solids under
femtosecond laser pulses, Phys. Rev. Lett. 89, 255504.
Shafer C., Urbassek H. M., Zhigilei L. V., 2002, Metal
ablation by picosecond laser pulses: A hybrid
simulation, Phys. Rev. B 66, 115404.
lvanov D. S., Zhigilei L. V., 2003, Effect of Pressure
Relaxation on the Mechanisms of Short-Pulse Laser
Melting, Phys. Rev. Lett. 91, 105701.
Perez D., Lewis L. J., 2003, Molecular dynamics study of
ablation of solids under femtosecond laser pulses,
Phys. Rev. B 67, 184102.
Dowden J. M., 2009, The Theory of Laser Materials
Processing: Heat and Mass Transfer in Modern
Technology, Springer.
Tan B., Dalili A., Venkatakrishnan K.,2009, High
repetition rate femtosecond laser nano-machining of
thin films, Appl. Phys. A: Materials Science &
Processing, 95, 2.
MicromachiningofMaterialsusingFemtosecondLaserPulses-AParametricStudy
9
