
Development of an Evolutionary Algorithm for Design of Electron
Guns for Material Processing
Colin Ribton
1,2
and Wamadeva Balachandran
1
1
College of Engineering Design and Physical Sciences, Brunel University London, West London, U.K.
2
Electron Beam Section, TWI Ltd, Granta Park, Abington, Cambridge, U.K.
Keywords: Optimisation, Electron, Modelling, Evolution.
Abstract: The design of high quality electron generators is important for a variety of applications including materials
processing systems (including welding, cutting and additive manufacture), X-ray tubes for medical,
scientific and industrial applications, microscopy, and lithography for integrated circuit manufacture. The
many variants of electron gun required, and the increasing demands for highly optimised beam qualities,
demands more systematic optimisation methods than offered by trial and error design approaches. This
article describes the development of evolutionary algorithms to enable the automatic optimisation of the
design of vacuum electron guns. The gun design usually is required to meet specified beam requirements for
the applications of interest, so within this work, beam characteristics from the calculated electron
trajectories, for example brightness, intensity at focus and beam angle, were derived and used as a measure
of the design fitness-for-purpose. Evolutionary parameters were assessed against the efficiency and efficacy
of the optimisation process using an analogous design problem. This novel approach offers great potential
for producing the next generation of electron guns.
1 INTRODUCTION
The design of electron guns is typically carried out
with analysis software tools to test whether
prospective designs will meet the design
requirements. As such, the design of guns is at best
an informed trial-and-error process. Using present
techniques, the final design settled upon may not be
the best available, and may just be a local optimum
for the feature and dimension changes attempted.
Confidence that the best design has been found can
be increased by carrying out further analysis of
different designs, but this can be time consuming
and ultimately not satisfactory.
Requirements for electron guns are generally
specified as beam parameters suitable for the
application (ISO 2008). Typically, this would be a
required intensity at a certain working distance from
the end of the gun column, or a range of required
values – but the beam angle may also be important
too. For example, lower angles are specified for
thick section welding applications so that the beam
is intense through the thickness of the weld, whereas
for thin section welding the beam angle can be
higher, as a more shallow depth of focus can be
tolerated. Normally an electron gun will be designed
to be suitable for a range of applications, so the
beam requirements may be stated as a list of
intensity and power at a working distance. The
accelerating potential is influential on the beam
characteristics but usually this parameter has a fixed
maximum for a particular application, constrained
by the specification of high voltage components and
X-ray shielding. In design optimisation terminology,
electron guns have many variables of geometry and
electrical operation, and are likely to have multiple
objectives in all but the simplest of cases.
The primary challenge addressed by this work is
to assess how automated design evolution
methodologies can be successfully applied to
electron gun designs.
Within this work, techniques have been
developed for quantifying the electron optical
properties of beams produced by analytical
simulations of prospective gun designs. A
methodology has been developed to automatically
generate electron gun models, which give accurate
prediction of electron trajectories. Methods for
encoding the design have been developed and tested
– potentially allowing a variety of optimisation
techniques to be applied.
138
Ribton, C. and Balachandran, W..
Development of an Evolutionary Algorithm for Design of Electron Guns for Material Processing.
In Proceedings of the 7th International Joint Conference on Computational Intelligence (IJCCI 2015) - Volume 1: ECTA, pages 138-148
ISBN: 978-989-758-157-1
Copyright
c
2015 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
The focus of this work was upon an evolutionary
method for optimisation of designs to enable
automatic design of electron guns to meet specified
requirements within defined geometric and electrical
constraints. The aim was to develop a method
whereby a designer can identify beam requirements
and system constraints, which are then used to find
an optimum electron gun geometry.
The aims of the work were as follows.
• To investigate the best way of assessing and
quantifying the beam quality over the operational
range of the gun.
• To develop an optimisation methodology for
design of electron guns – in particular the use of an
evolutionary design technique that will use the
quantified beam characteristics as a quality factor
• To carry out a case study where the
methodology will be applied to an electron gun
design with the aim of demonstrating the viability of
the design process.
2 BACKGROUND
2.1 Meta-heuristic Optimisation
Methods
There are many variants of optimisation techniques
that have been applied to engineering design
(Sykulski, 2008). Design problems typically may be
characterised as having multiple input variables
where no assumptions can be made about their
relationship to the solution, i.e. the solution function
cannot be assumed be of any type, and cannot be
assumed to be continuous. In addition, many
problems will have local optima. The solution is
often found by using computer modelling to
simulate the candidate solution, with quantified
outputs being derived from the model to assess its
suitability. Where no assumptions can be made
regarding the solution function, meta-heuristic
methods are used. Many of these have been
modified to explore the input variables’ ranges more
widely to avoid being ‘trapped’ in local optima.
Optimisation methods include simulated annealing
(Kirkpatrick et al., 1983), particle swarm
optimisation (Clerc, 1999) and ant colony
optimisation (Dorigo et al., 1999).
Where there are multiple objectives (measures of
fitness) it is likely that no one solution will optimise
all of these. Consequently, there are a set of optimal
solutions that are equally weighted. If a
representative sub-set of these is plotted in objective
space, a Pareto front is displayed (Hawe and
Sykulski, 2007). All solutions on the front are
equally optimal and none of them could be improved
in one objective without another objective being
diminished. Selecting one of the solutions can then
only be carried out by applying another measure of
fitness, or by a subjective choice.
Evolutionary algorithms (Denies et al., 2013) use
processes of selection, mutation and reproduction to
attempt to find an optimal design. Variables for the
candidate solutions must be encoded in a set of
genes. The solutions are analysed, scored according
to the design requirements and a sub-set of the best
designs is selected. The processes of inheritance,
genetic cross-over, and mutation are applied to
generate a new population of candidate solutions.
Normally, the population is generated initially as a
random set of solutions and then with each
generation the fittest are selected to parent the next
generation. The process continues until a satisfactory
solution is generated.
For the reported work evolutionary algorithms
were investigated for electron gun design for the
first time. The optimisation process can be formally
stated as follows. Tentative designs are fully
described genetically. The function:
(
)
:Φ
→ℝ
assigns real values to genes, see section 3.2,
where Φ
represents the genotypic search space. The
optimal solution is found from
=max
∈
()
where
(
)
is the objective function to be
maximised (Franz 2006).
In the case of electron guns this is a non-
continuous function with many local maxima. In this
work the objective function is derived from electron
optical characteristics of the beam produced by the
design, and these are calculated by modelling the
tentative solution x in finite element software to find
field and charge distributions, ray tracing and then
electron optical calculation, see section 3.1.
2.2 Electron Gun Design
Successful gun design requires calculation of
electron emission and the focusing of electron beams
that can be achieved as they are accelerated. High
voltage and high power electron beams for material
processing applications were first demonstrated
during the late 1940s and 1950s by Steigerwald in
Germany, Stohr in France and Wyman in the USA
prior to the availability of computer modelling
software.
Development of an Evolutionary Algorithm for Design of Electron Guns for Material Processing
139

The higher current beams required new design
approaches to avoid beam aberration due to the
mutual repulsion of the electrons, particularly as
they are first emitted from the cathode. In particular,
the Pierce gun geometry was developed that used
focusing electrostatic fields to overcome the beam
spreading caused by space charge (Pierce, 1954).
As computing power became available, the first
electron optical software for the design of guns and
optics was developed initially for accelerator
experiments – notably at Stanford University in
USA (SLAC) (Herrmannsfeldt, 1988) and
Rutherford Appleton Laboratories (RAL)
(Biddlecombe and Simkin, 1983). Computer
analysis of electron gun designs allowed production
of higher beam powers. Highlights included
developments during the 1970’s and 1980’s at
Steigerwald, Sciaky and TWI.
The design of electron guns, lenses and
deflection systems has advanced significantly since
the introduction of computer modelling of
electrostatic and electromagnetic systems. In
particular, development of high power guns used for
welding and melting, where space charge plays a
significant role in determining the beam qualities,
has depended upon accurate modelling. The
programs from SLAC and RAL have been
developed further in scope and capacity, taking
advantage of computer hardware developments, and
are now available as EGUN and the Opera software
package respectively. There are now many other
electron gun analysis programs available. An
example of a 2D model solution is given in figure 1.
As the model is axisymmetric, only the right half is
shown. The cathode is positioned at Z=0 and the
beam emerges from the anode at Z=-50. In essence,
the software packages take as inputs the geometry,
the cathode electron emission characteristics and
applied potentials, and produce a set of electron
beamlet trajectories. These trajectories can be
analysed further to derive electron optical properties
of the beam – see section 3.
Mathematical analysis techniques have been
applied to optimise the curvature of cathodes in
electron guns (Lewis et al., 2004), and these have
been shown to be effective. It may be possible to
develop further these techniques to look at the
combined shape of the gun electrodes and cathode,
however the complexity of the problem space, and
the number of possible combinations, may extend
computing times beyond reasonable durations.
Figure 1: Example of a 2D solution of an electron gun
showing the geometry in cross section and the electron
beamlet trajectories.
For highly constrained variables, response
surface modelling techniques such as kriging (Hawe
and Sykulski, 2007), (Lebensztajn et al., 2004) have
been deployed. Kriging is a method originally
developed for geo-statistical modelling. It has been
applied to electromagnetic problems to interpolate
between known values in order to find an optimum
value – for example to optimise the pole piece
profile to produce a required magnetic field
distribution.
This approach is most suitable for investigating
minor changes to geometry, where the variation is
reasonably constrained and where a continuously
variable optimisation function is experienced.
Evolutionary algorithms, by comparison, are far
more flexible in dealing with a more complicated
solution space, and far more capable of searching
across several local maxima for an optimal solution.
Very recently published work has looked at
shape optimisation using evolutionary algorithms for
a magnetron injection gun (Jiang et al., 2015). In this
work the objective function optimised the electron
velocity spread. The reported work differs in using
processing beam characteristics for the objective
function, which takes into account the electron
optics and processing requirements rather than direct
use of the output from an electron gun model.
In summary, many different optimization
techniques are available. Prior to this work, only
kriging has been applied to processing electron gun
design, and this in a limited fashion.
ECTA 2015 - 7th International Conference on Evolutionary Computation Theory and Applications
140

3 AN OPTIMISATION METHOD
FOR ELECTRON GUN DESIGN
3.1 Beam Quality Metrics
Any optimisation method will require a quantified
measure of the suitability of the design to meet the
specified requirements. In the case of electron gun
design, it is important therefore to derive beam
quality metrics as a gauge for the design fitness.
Within this work a space charge solver and electron
trajectory plotting software package has been used to
analyse designs. It was then necessary to derive the
beam characteristics from the electron trajectories
from the analysis. These were required to be in a
form that could then be gauged against
requirements.
It was necessary to analyse any one design over a
number of different operating conditions, e.g.
varying cathode emissivity and accelerating
potentials, to ensure that the design requirements
were met over the working range of the gun. The
scoring system was required to combine assessment
of the operation at all the different conditions.
For materials processing applications there are a
number beam characteristics of particular relevance.
For example, in electron beam welding, where the
beam penetrates into material thicknesses that can be
up to several hundred millimetres, the ability of the
beam to form a vapour filled deep cavity (referred to
as a keyhole) is dependent upon its intensity. In
addition, the depth of focus of the beam, which is
related to the beam angle, typically will be of greater
importance for thicker section welding. Brightness is
an inherent quality of an electron beam, and is
defined as the ratio of the focused spot intensity to
the beam solid angle. High brightness indicates that
an intense and near parallel beam could be formed
by the right electron optical elements. It also
indicates that a very intense spot could be formed for
a high angle beam.
The use of beam brightness alone as a score of
the gun design may lead to impractical designs
where the beam produced was of such high diameter
that the lens and deflection coils became too large.
Consequently, the scoring system needed to combine
a number of factors, such as brightness and beam
width in the lens. These factors were weighted
according to their relative importance. Some of the
additional factors required the electron beam to be
analysed after the focusing lens – for example to
look at the focused beam spot size at the work piece.
Within this work 2-D models of the electron gun
were used and trajectory plotting was carried out in
two dimensions. This is accurate for the vast
majority of electron guns used for materials
processing, which are axi-symmetric. The
trajectories produced by the analysis software were
described by a velocity vector and radial position
when at a specified axial position beyond the anode.
Each trajectory carries a portion of the beam current,
and this information is also extracted. This can be
used in current weighted average calculations of the
beam radius and angle. The solution time for a
single model was typically less than 1 minute.
Although the beam could have been examined
after the lens by modelling the complete gun
column, this would have been computationally
expensive, leading to extended solution times. To
speed up the analysis, algorithms have been
developed that allowed the beam trajectories to be
projected forward and through the focusing lens. For
most materials processing electron beam systems the
lens aberration could be neglected and it was
therefore not necessary to model the magnetic lens
field and plots the trajectories of the beam through
it. In addition, errors accumulate with trajectory
plotting such that plotting overlong path lengths
would be inaccurate. Instead, a mathematical model
of the lens was used and the trajectories calculated
from the gun, through the lens to their focal position
at the work piece. Intensity plots across the focused
beam spot were then calculated which allowed beam
intensity metrics to be derived such as the full width
at half maximum (FWHM), the full width at half
power (FWHP) and the current weighted average
(CWAD) diameter, see for example figure 2. A
useful metric of beam quality is given by the
brightness, defined as
=
Ω
where J is the beam spot intensity and Ω is the
beam solid angle. This quality is invariant, in
practical terms, for material processing type electron
guns, as the electron lens aberration is comparatively
insignificant.
Consequently, a number of beam metrics were
derived from the trajectory files, which could then
be used subsequently as a measure of the gun design
fitness in order to enable selection of better designs
within a population as part of a design evolutionary
algorithm.
Development of an Evolutionary Algorithm for Design of Electron Guns for Material Processing
141

Figure 2(a): Example of a ray diagram after projection of trajectories from the gun model through a mathematical lens to
their focus at the work piece.
Figure 2(b): Example of a beam intensity plot after projection of trajectories from the gun model through a mathematical
lens to their focus at the work piece.
3.2 Genetic Coding of the Design
To apply evolutionary design techniques it is
necessary to include the design into a genome. The
genome is a collection of genes that describe the
design. For an electron gun, designed in 2-D, a
geometry was specified describing the anode, high-
voltage electrodes and the cathode. Each line within
the geometry had a starting and stopping position
and a degree of curvature. These parameters
provided a means of describing the geometry as a
series of genes. An example of the geometric
ECTA 2015 - 7th International Conference on Evolutionary Computation Theory and Applications
142

description is given in Table 1, which could be
directly translated into a model by the simulation
software. Each row in Table 1 described the next
corner of an electrode, cathode or anode shape. The
corner coordinates were given as real values, XP and
YP, and the discretisation of the line, which gave
higher mesh resolution for curved lines for example,
was given by the parameter N. Other parameters that
were not varied by the evolutionary algorithm were
also defined e.g. F, which was the boundary
condition for the model at that face.
Table 1: Example of geometric description of part of an
electrode in an electron gun.
1 CARTESIAN YP=-38.7 CURVATURE=0 N=17
XP=7.95
2 CARTESIAN XP=100 N=93 YP=-38.7
CURVATURE=0.0
3 CARTESIAN YP=-50 N=12 F=NO XP=100.0
CURVATURE=0.0
4 CARTESIAN XP=2.75 N=98 YP=-50.0
CURVATURE=0.0
5 FINISH N=12 F=V
6 QUITDRAW
7 GROUP NAME=ANODE
Each of the shapes within the gun design were
defined in a similar manner to Table 1, and together
these formed the complete genotype.
The special adaptions that have been made to
evolutionary methods to allow them to be
implemented for electron gun designs were:
• A change genome was constructed that
contained only those parts of the design that can be
changed and to which evolutionary processes can be
applied
• A generic genome was constructed that
described the rest of the design, and which when
added to the change genome described a complete
gun design
• The allowable range of any position or line
curvature in the change genome was encoded within
it to (a) constrain solutions within practical limits
and (b) scale any mutation to that range
• Gene splitting was only carried out between
genes so that mutation could be controlled
discretely.
There were a number of constraints on the
geometry that could be accommodated. The
approach taken within this work to recognise these
constraints was to take, in preparation for the design
optimisation algorithm, two geometries which
described the full range of design freedom. These
two geometries were examined by an algorithm to
produce a ‘change genome’ containing just those
parts of the model that were different in the two
geometries. Those parts of the model that were
completely constrained, i.e. the same in the two
geometries were not genetically encoded. These
were described within a template similar to Table 1
and recorded in a single generic genome to be used
for all the designs.
The change genome was used whenever a gene
was mutated. The mutation was constrained within
the limits for that position or line curvature and the
scale of mutation was normalized to the range for
that position or curvature. Combining the new
genome with the generic genome gave a description
of the complete gun design.
The following steps were carried out to
implement the design evolution process:
i. An initial population of electron gun design
variants was generated by producing genomes
made from a randomised set of change
genomes combined with the generic genome.
ii. Each of the electron gun designs was analysed
using a finite element space-charge solver and
electron trajectory vectors for beamlets from
the cathode determined as they left the gun
iii. For each of the electron gun designs, the
electron trajectory data was used to produce
beam quality metrics (brightness, intensity,
angle and beam width) through calculation of
the trajectory path mathematically traced
through an electron lens to the work piece
iv. The beam quality metrics were then used to
derive a fitness score for the design. This score
depended upon the requirements for the gun
e.g. maximise the beam brightness and
minimise the beam angle
v. Those designs with the best fitness score were
selected to produce a ‘parent group’
vi. The next generation of designs was produced
from this group by choosing two designs
randomly and splicing a random section of one
change genome into the other. The genome was
only split between genes to avoid mutations
caused by splits occurring within a gene.
Random mutation of any one of the change
genes was also implemented in this stage. The
new change genomes were combined with the
generic genome to produce the new generation
of gun designs.
vii. The parent group and the new generation
formed a new population, which was then put
through the same process until a preselected
satisfactory fitness score was achieved.
The process therefore was designed to have a
number of features anticipated to be of benefit to the
Development of an Evolutionary Algorithm for Design of Electron Guns for Material Processing
143
particular challenge. A good design genome was
promoted to the population forming the next
generation until its fitness score ranking was not
high enough. This ensured that each generation’s
parent group was at least as good as the last, and is a
process termed elitist selection. This feature has
been investigated, as there was concern that elitism
may allow local maxima of the optimisation function
to dominate.
By splicing the genes from two parents, a section
of the design was copied to the child with the rest
remaining the same as one of the parents. In genetic
algorithm terminology this was a two point
crossover function. The splicing respected the
database structure of the genome to avoid mutation
of the design due to corrupting the database. This
was achieved by using ensuring that the data format
as represented in Table 1 was maintained. However,
some mutation was introduced to a controlled level
to ensure that the design space was adequately
explored.
In summary, the evolutionary process was
implemented with special adaptions to make it
suitable for electron gun design using modelling
software and working within practical physical
constraints.
3.3 Evolution Parameters
The main parameters for the evolution process were
the parent group size, the offspring group size, the
probability of gene mutation and the scale of gene
mutation. These parameters generally determine the
efficiency of the optimisation process, i.e the time
taken for optimisation and the exploration of the
problem space. Although many publications quote
the evolution parameters used, there is little
justification for the choices taken (Karafotias et al.
2014). Within this work, an analogous design
problem to electron guns has been used to examine
the effect of different parameters on the evolutionary
optimisation process.
The analogous problem chosen is one of shape
fitting. The problem is to find the coordinates of the
corners of a target shape. The fitness function is the
inverse of the sum of the distances of mismatch
between the potential solution corners and the target
shape corners.
This problem is useful for examining the effect
of evolutionary parameters because it is dealing with
coordinate values, as in the electron gun
optimisation. It is also scalable in terms of
complexity – so the effect of increasing the number
of corners in the target shape can be examined.
This problem differs from electron gun design
optimisation in that the fitness function has a single
solution and varies smoothly, which would not be
expected for an electron gun being scored on the
electron beam optical qualities. However, tests
carried out with this problem, described in section 4,
give an insight into identifying the best evolutionary
parameters for optimisation.
4 DESIGN TRIALS
4.1 Shape Evolution
The objective of this trial was to determine the most
efficient settings of the evolutionary parameters for
solving a shape fitting optimisation. This has been
carried out for 3, 5, 8 and 10 cornered shapes. For 13
cornered shapes, the individual optimisations were
taking too long to allow practical trials over a wide
range of evolutionary parameters. Efficiency was
measured by recording the total number of calls to
the scoring function for each optimisation – this
must be done for the initial parent group and each
generation of offspring. In the analogous electron
gun design optimisation, a call to the scoring
function would require a model solution and
trajectory analysis, taking up to 1 minute. In this
case, a call to the scoring function took under 1msec,
allowing a large number of trials to be carried out.
For the 3 to 10 cornered shapes, the number of
offspring has been varied from 2 to 100, the parent
group from 2 to 30, the mutation scale from 0.05 to
1 (5% to 100%) and the mutation rate from 0.01 to
0.1 (1% to 10%). In total, the different combination
of parameters led to 42,000 optimisations being
executed for each shape. Each optimisation required
from 338 (fastest 3 cornered) to over 200,000 calls
(slowest 10 cornered) to the scoring function.
The results were analysed by plotting the number
of calls as a function of the number of offspring and
number in the parent group, see figure 3(a) and the
mutation rate and mutation scale, see figure 3(b),
both for 10 cornered shape evolution. Also,
sampling was carried out of the most efficient 1% of
optimisations for each shape and the modal
evolutionary parameter settings were extracted – see
figures 4(a) and (b).
The results show that a small parent group of 2
or 4 is most efficient over all the range of shapes. It
is also clear that as the number of corners increases
the optimum values for mutation rate decreases. For
3 and 5 cornered shapes the optimum mutation scale
is 0.15 dropping to 0.1 for 8 and 10 cornered shapes.
ECTA 2015 - 7th International Conference on Evolutionary Computation Theory and Applications
144
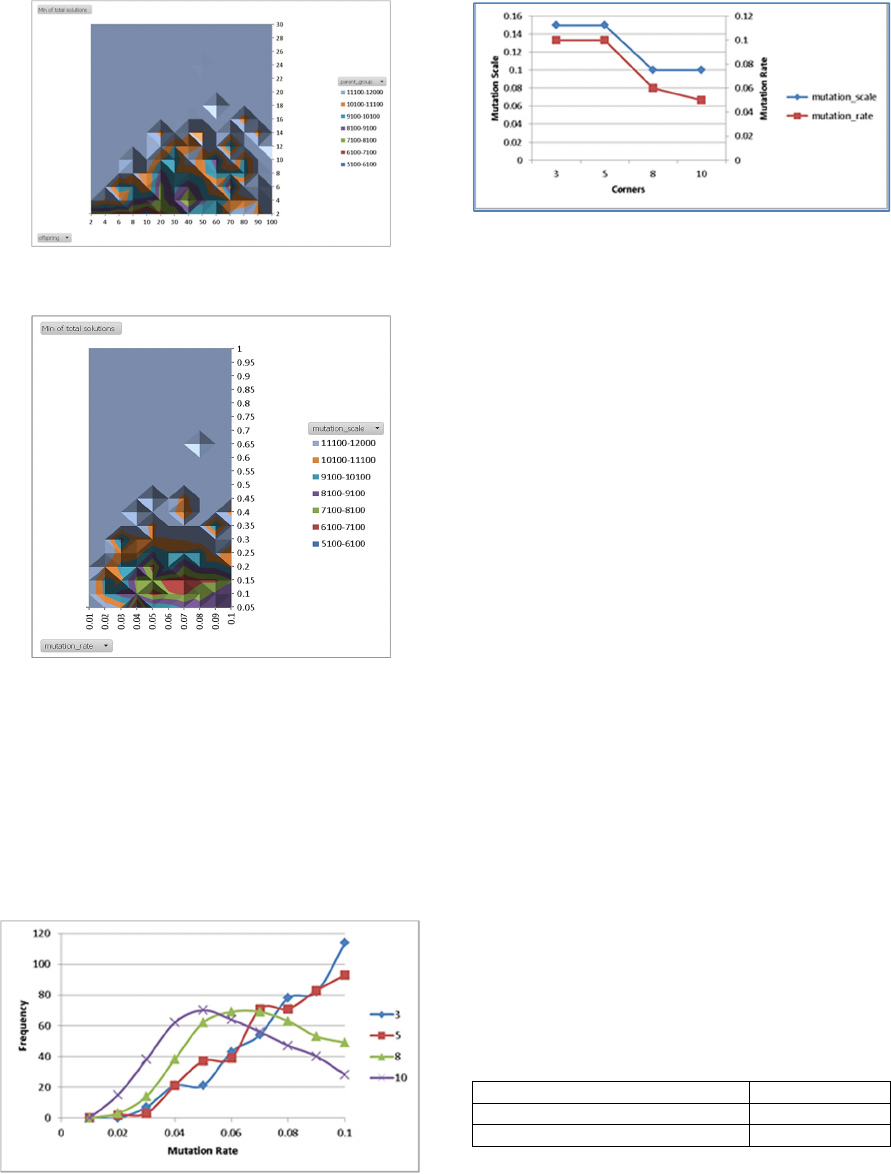
Figure 3(a): The number of score function calls as a
function of the parent group and offspring group sizes.
Figure 3(b): The number of score function calls as a
function of the mutation scale and mutation rate.
For 3 cornered shapes the optimum mutation rate is
0.1, decreasing to 0.06 for 8 cornered shapes and
0.05 for 10 cornered shapes. This is shown in figures
4(a) and (b).
In summary, this trial has shown that as problem
complexity increases the optimum mutation rate and
scale for rapid optimisation will be lower. It
Figure 4(a): Histogram of the top 1% optimisations
showing decreasing mutation rate with increasing problem
complexity.
Figure 4(b): Modal values of mutation scale and mutation
rate of the top 1% efficient optimisations.
indicates that values of mutation rate and scale
should be used of less than 0.05 and 0.1
respectively. Regardless of problem complexity,
parent groups of 2 or 4 are the most efficient, as are
offspring numbers of 10 or less.
These results were then used to determine the
evolutionary parameters for an electron gun design
problem.
4.2 Anode Shape Evolution
The electron gun evolutionary design process was
applied to a novel radio frequency (RF) excited
plasma cathode gun design (del Pozo et al., 2014;
Ribton and Sanderson, 2012). This type of gun
design is a diode having a high-voltage electrode
and cathode at the same potential. The cathode is a
plasma, but for simulation purposes the cathode
surface has been modelled as a lanthanum
hexaboride thermionic emitter over a range of
temperatures and therefore emissivities, producing
electrons with no thermal energy.
The gun design was required to produce an
intense electron beam at focus, therefore of high
brightness, and produce a reasonably low angle
beam so that it could pass through an existing gun
column with a constriction at the electron lens.
However, too low an angle beam would give poor
electron optic magnification so an optimum beam
diameter of 4mm at the lens position (150mm from
the cathode) was chosen. These requirements are
summarised in Table 2.
Table 2: RF plasma gun beam requirements.
Metric Requirement
Diameter at 150mm from cathode Ideally 4mm
Brightness > 5000 Amm
-2
sr
-1
Weighting factors were used for each of the metrics
as the design fitness test needed to look at more than
one requirement in order to allow ranking of the
Development of an Evolutionary Algorithm for Design of Electron Guns for Material Processing
145

design variants in the population. The scoring
function is described in the following pseudo-code:
Over the cathode temperature range
1450 – 1600K and for 30kV and 60kV
accelerating potentials:
score = add Log(brightness)*beam
current
If beam current <20mA
If 1/(beam diameter 150mm from
cathode – 4) >10
Add 10
Else
add abs(1/(beam diameter 150mm from
cathode – 4))
The evolution parameters used in this trial are
presented in Table 3.
Table 3: Evolutionary algorithm parameters.
Parameter Value
Parent group size 4
Offspring group size 6
Mutation scale 0.1
Mutation probability 0.07
Table 4(a): 1st Generation population ranked scores.
Model Score
Gen_0_Pop_1 2.37
Gen_1_Pop_6 2.10
Gen_1_Pop_4 2.10
Gen_0_Pop_3 2.09
Gen_1_Pop_5 2.09
Gen_0_Pop_0 2.03
Gen_1_Pop_7 2.02
Gen_1_Pop_8 2.02
Gen_0_Pop_2 2.01
Gen_1_Pop_9 2.01
Table 4(b): 10th Generation population ranked scores.
Model Score
Gen_10_Pop_4 11.59
Gen
_
6
_
Pop
_
43.57
Gen
_
8
_
Pop
_
63.57
Gen_9_Pop_5 3.57
Gen
_
10
_
Pop
_
63.57
Gen
_
10
_
Pop
_
73.57
Gen_9_Pop_7 3.23
Gen
_
10
_
Pop
_
53.03
Gen
_
10
_
Pop
_
82.89
Gen_10_Pop_9 2.65
The designs were labelled with a generation number
and a population number, e.g. Gen_1_Pop_5 was the
5th offspring produced in the first generation. A log
was kept of the scoring – this is shown for the 1st
generation in Table 4 (a) and for the 10th generation
in Table 4 (b).
The progress of the automatic design algorithm
was monitored through the plotting the best fitness
score of each generation. This is presented in Fig 5.
Figure 5: The best fitness score in successive generations.
The use of an evolutionary algorithm for the
electrode optimisation allowed designs meeting the
requirements to be found within 2 to 3 hours of
computing time without human expert intervention.
This compares well with normal trial and error
design requiring frequent expert intervention over a
period of 10 to 15 hours. The ability to template
constrained parts of the design was useful in
ensuring that the algorithm only explored
mechanically viable designs making it more
efficient. Further comparison with other
optimisation methods will be carried out in the
future as details of solution times for electron gun
optimisation methods are not published at this time
5 CONCLUDING REMARKS
Electron beam gun design is at best a trial and error
process. An evolutionary design algorithm has been
implemented which enables the automatic design of
an electron beam gun to produce electron beam with
characteristics to meet specified requirements. This
algorithm has been trialled on a novel RF excited
plasma cathode gun design and shows promising
results.
Analysing electron guns and deriving electron
beam characteristics is necessary within any
automatic design process in order to assess the
suitability of the design to meet requirements.
However, this is a process that uses substantial
computing resource. Until recently, the solution
times required meant that solving the large number
of designs that necessarily make up a population was
impractical on normal desktop computers and was
ECTA 2015 - 7th International Conference on Evolutionary Computation Theory and Applications
146
expensive if implemented on multicore
supercomputers. Current analysis software for
analysing electron beam guns in 2-D are relatively
fast. For example, a 10,000 element model of an
electron gun will converge to a solution, taking into
account the space charge of the electron beam, in a
time of less than 1 minute running on a desktop PC.
These recent advances in software implementation
and computing hardware have made the
implementation of automatic design algorithms
possible.
There are two key steps in implementing and
evolutionary algorithm for design: the design
features to be evolved must be encoded in a genome,
and the suitability of the design must be able to be
quantified in a fitness score. As such the
implementation of evolutionary algorithms for
design could be applied to a very wide range of
design challenges.
Within this work an evolutionary design
algorithm for electron guns was developed and
tested. As a single optimisation can take several
hours, the evolutionary parameters have been
estimated from an analogous problem of shape
fitting, where many thousands of solutions could be
analysed. In future work, more exploration of tuning
of evolutionary parameters will be carried out, and
automatic adjustment of the parameters at different
stages of the optimisation will be explored.
Monitoring of the score function for the best of
each generation shows incremental improvements
and on one occasion a significant jump going from
one generation to the next. In this work, the
optimisation process has been run several times and
this usually occurs, corresponding to a mutation or
gene spliced combination of features that gives a
near optimum diameter of beam in the lens and a
high brightness.
There are, however, a wide range of meta-
heuristic methods for design optimisation which
could be applied. At this time one of the most
popular and most promising methods is particle
swarm optimisation. The work carried out on
including the design and the software
implementation of an automatic design method will
in the near future be applied using alternative
optimisation techniques. It is also intended to
monitor the design optimisation convergence and
adjust the applied technique to converge at the
highest rate. This offers the tantalising possibility of
being able to optimise the optimisation method, for
example, the evolutionary process could itself
evolve to become ever more efficient.
From the work reported the following
conclusions can be drawn
• A technique has been developed to allow
electron gun designs to be automatically optimised
• Assessment of a gun design against required
electron beam characteristics has been quantified by
deriving key beam qualities from field analysis and
trajectory plotting
• An evolutionary design optimisation method
has been tested
• The design method has been applied to a novel
plasma cathode electron gun.
ACKNOWLEDGEMENTS
This work has been supported by The National
Structural Integrity Research Foundation, TWI Ltd
and Brunel University London.
REFERENCES
Biddlecombe, C. & Simkin, J., 1983. Enhancements to the
PE2D package. Magnetics, IEEE Transactions on,
19(6), pp.2635–2638.
Clerc, M., 1999. The swarm and the queen: towards a
deterministic and adaptive particle swarm
optimization. In Evolutionary Computation, 1999.
CEC 99. Proceedings of the 1999 Congress on.
Denies, J., Ahmed, H.B. & Dehez, B., 2013. Optimal
design of electromagnetic devices: development of an
efficient optimization tool based on smart mutation
operations implemented in a genetic algorithm.
Mathematics and Computers in Simulation.
Dorigo, M., Caro, G.D. & Gambardella, L.M., 1999. Ant
algorithms for discrete optimization. Artificial life,
5(2), pp.137–172.
Franz, R., 2006. Representations for genetic and
evolutionary algorithms. Springer-Verlag Berlin
Heidelberg.
Hawe, G. & Sykulski, J., 2007. Considerations of accuracy
and uncertainty with kriging surrogate models in
single-objective electromagnetic design optimisation.
Science, Measurement \& Technology, IET, 1(1),
pp.37–47.
Hawe, G.I. & Sykulski, J.K., 2008. A Scalarizing One-
Stage Algorithm for Efficient Multi-Objective
Optimization. IEEE Transactions on Magnetics, VOL.
44, NO. 6.
Herrmannsfeldt, W., 1988. EGUN: An electron optics and
gun design program.
ISO, 2008. Welding - Acceptance inspection of electron
beam welding machines - Part 1: Principles and
acceptance conditions.
Jiang, W. et al., 2015. Genetic Algorithm-Based Shape
Optimization of Modulating Anode for Magnetron
Development of an Evolutionary Algorithm for Design of Electron Guns for Material Processing
147
Injection Gun With Low Velocity Spread. IEEE
Transactions On Electron Devices, VOL. 62, NO. 8.
Kirkpatrick, S., Jr., D.G. & Vecchi, M.P., 1983.
Optimization by simulated annealing. Science,
220(4598), pp.671–680.
Karafotias, G., Hoogendoorn, M. & Eiben, A., 2014.
Parameter control in evolutionary algorithms: Trends
and challenges. IEEE Transactions on Evolutionary
Computation, to appear. Lebensztajn, L. et al., 2004.
Kriging: a useful tool for electromagnetic device
optimization. Magnetics, IEEE Transactions on, 40(2),
pp.1196–1199.
Lewis, B.M. et al., 2004. Design of an electron gun using
computer optimization. Plasma Science, IEEE
Transactions on, 32(3), pp.1242–1250.
Pierce, J.R., 1954. Theory and design of electron beams.
Del Pozo, S., Ribton, C. & Smith, D.R., 2014.
Characterisation of an RF excited argon plasma
cathode electron beam gun. In Vacuum Electron
Sources Conference (IVESC), 2014 Tenth
International. pp. 1–2.
Ribton, C. et al 2015. Plasma source apparatus and method
for generating charged particle beams. US Patent
9076626B2.
Sykulski, J.K., 2008. New trends in optimization in
electromagnetics. In Computation in Electromagnetics,
2008. CEM 2008. 2008 IET 7th International
Conference on. pp. 44–49.
ECTA 2015 - 7th International Conference on Evolutionary Computation Theory and Applications
148
