
Short-term Production Scheduling in the Soft Drink Industry
Javier Cuzmar Leiva and V
´
ıctor M. Albornoz
Departamento de Industrias, Universidad T
´
ecnica Federico Santa Mar
´
ıa, Campus Santiago Vitacura,
Avda. Santa Mar
´
ıa 6400, Santiago, Chile
Keywords:
Scheduling, Makespan, Mixed Integer Programing, Soft Drink.
Abstract:
In this study, the formulation of a mixed-integer linear programming model applied to production scheduling
in the soft drink industry is addressed. The model considers the production of beverages with different flavors
and formats in two synchronized production stages: preparation of syrup in storage tanks and bottling syrup
in packaging lines. This model defines the order of the products at each stage of production with makespan
minimization, taking into account aspects such as sequence-dependent set-up times, synchronisation between
production stages, several tanks and packaging lines, capacity constraints, time constraints (deadlines). Also
considered is the property of job splitting in first stage, which reduces waiting times in the packaging lines.
We include the method of application in a real-world problem of a beverage bottling company. The results
show that on average the application managed to improve 15.67% the company’s current solution.
1 INTRODUCTION
The soft drink industry is present in every consumer
market with a variety of products, such as carbon-
ated beverages, waters, juices and functional bever-
ages, each in different flavors and formats. Production
plants must submit finished products through a vast
territory to distinct points of sale, so its production
levels are quite high. This situation forces plants to
produce products more effectively. A recurring prob-
lem is how to convert the production plan from macro
planning (medium term) to manufacturing orders that
determine a detailed program (short-term), in which
the order that products are processed in each stage is
specified. Having tools to manage this order can be a
big advantage over competitors.
In the soft drink industry, this aspect is of great
importance mainly due to the existence of sequence-
dependent set-up times, i.e. the set-up time depends
on the product processed before, so the order in which
products are produced has great impact on the overall
production time. Broadly speaking, the production
process of this industry consists of two main stages:
preparation of syrup and packaging. In preparing the
syrup, storage tanks are used to prepared the liquid. In
the packaging step, the liquid is transported from the
storage tanks to packaging lines where the packings
are filled with the corresponding liquid.
This article describes the development of a mixed-
integer programming model representing the above
mentioned manufacturing process, which determines
the order in which the products are produced, in order
to minimize the makespan in a short period of time.
The main features of the model are the incorporation
of sequence-dependent set-up times, synchronisation
between production stages, several tanks and packag-
ing lines, capacity constraints, time constraints (dead-
lines) and job splitting. Controlling these variables
maximizes the use of packaging lines when a job ex-
ceeds the capacity of the tank.
The rest of the paper is organized as follows: A lit-
erature review focused on related work, is addressed
in section 2. In section 3, the production process of
the soft drink industry, its problems, the mathemati-
cal model proposed and methodology for solution are
detailed. In the 4 section, the methodology and its
computational results applied to a real-world problem
of a bottling company are presented. Finally, in sec-
tion 5 the main conclusions are shown, along with a
look at future research.
2 LITERATURE REVIEW
This section briefly describes the work related to this
article. For an introduction to models and methods for
planning and scheduling in manufacturing and service
industries, see (Pinedo, 2005). On the other hand,
(Salomon, 1991) describes sizing models and tech-
416
Leiva, J. and Albornoz, V.
Short-term Production Scheduling in the Soft Drink Industry.
DOI: 10.5220/0005825104160423
In Proceedings of 5th the International Conference on Operations Research and Enterprise Systems (ICORES 2016), pages 416-423
ISBN: 978-989-758-171-7
Copyright
c
2016 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

niques for planning and production scheduling. In
both texts, computational difficulties raised by these
problems are shown, because of its combinatorial
characteristics and, in general are classified as NP-
Hard.
With regard to production scheduling, including
sequence-dependent set-up is a thoroughly researched
topic, see (Allahverdi et al., 2008), where a review of
the literature that addresses this problem is presented.
In (R
´
ıos-Mercado and Bard, 1998), two models of in-
teger linear programming (MIP) with makespan min-
imization are presented for a flow shop environment
with sequence-dependent set-up times, which are then
solved by Branch-and-Cut algorithms. These models
are used in (Kurz and Askin, 2004) and (Karmakar
and Mahanty, 2010), which are extended to Flexible
Flow Shop, with identical parallel machines at each
stage. (Rocha et al., 2008) propose two MIP models
for programming non-parallel machines, considering
sequence-dependent set-up times. In (Yilmaz Eroglu
and Ozmutlu, 2014) MIP programming models for
unrelated parallel machines with job splitting are pre-
sented, where a job can be divided between machines
available for processing separately. The solution of
these models is through hybrid heuristic methods be-
tween genetic algorithms and local search. (Hnaien
et al., 2015) tackle the two-machine flowshop with an
availability constraint on the first machine. Two MIP
models and a branch and bound (B&B) algorithm
based on a set of new lower bounds and heuristics are
presented. In (Jia et al., 2015), a makespan minimiza-
tion in parallel batch machines with non-identical ca-
pacities is solved, through two different heuristics.
The first is based on the First-Fit-Decreasing (FFD)
rule and the second based on Max-Min Ant System
(MMAS).
All these papers have a continuous time MIP
models and the same function objective which is
makespan minimization. With regard to this study, the
method of solution is the same, but when applied to
the soft drink industry additional problems arise, such
as synchronization between production stages, which
will be explained in section 3.
The lot sizing and scheduling problem also pro-
vides solutions to the problem in matter, where a
lot sizing simultaneously exist with the production
scheduling. For more information, see (Drexl and
Kimms, 1997), which presents a survey on this issue
and a literature review. One of the most important
works in this area corresponds to (Fleischmann and
Meyr, 1997), where a model of planning and schedul-
ing with sequence dependent set-up and cost mini-
mization, called The General Lot-Sizing and Schedul-
ing Problem (GLSP), is presented. In that article,
the technique to simultaneously determine lot sizing
and scheduling corresponds to the use of a special
structure of time, which is divided into macro peri-
ods, where each macro period is subdivided into mi-
cro periods. In each macro period, elements that pro-
vide external information to the problem are caught,
such as demand and inventory costs. Micro periods
determine the order in which the products are pro-
duced since each micro period allows the production
of only one product. (Meyr, 2000) extends the GLSP
to include sequence-dependent set-up time, called
GLSPST, where the solution method of the model
corresponds to a dual re-optimization algorithm com-
bined with local search heuristics. In (Seeanner and
Meyr, 2013) a new extension is made, this time to a
multi stage environment and, in addition, properties
that allow better use of production lines are incor-
porated: quantity and splitting set-up, allowing split
quantities and set-up times in consecutive micro pe-
riods. Small instances are solved by standard solver
and relax-and-fix heuristics, before being compared.
(Ferreira et al., 2009) use a model based on the
GLSP, but applied to the soft drink industry, in which
a two-stage model with parallel machines, sequence-
dependent times and synchronization between the two
stages is presented, what fits quite well to the problem
to be solved in this study, except for the difference that
the objective of GLSP is a long-term plan to minimize
inventory costs and set-up. A relaxation approach
and several strategies of the relax-and-fix heuristic are
proposed to solve the model. This same model is
solved in (Toledo et al., 2011), but using tabu search
algorithms. In (Ferreira et al., 2012), 4 formulations
are presented of only one stage to model the problem
of two stages of the soft drink industry addressed in
previous articles, two of them based on GLSP and the
other two on the asymmetric traveling salesman prob-
lem (ATSP). In (Toledo et al., 2014), the model pre-
sented in (Ferreira et al., 2009) is also solved, but in
this case the combination of a genetic algorithm with
mathematical programming techniques is used.
These articles related to the soft drink industry,
have lot sizing models in conjunction with produc-
tion scheduling, in order to minimize costs, which
differs from the model shown here. The main objec-
tive of this paper is to provide a production scheduling
for a short term period with makespan minimization.
Another difference with the previous articles is that
this paper allows the division of a lot to be processed
in different tanks, which reduces waiting time in the
packaging lines. Besides this, this paper incorporates
a solution strategy using the plan currently employed
by the firm as the upper limit for the model solution.
Short-term Production Scheduling in the Soft Drink Industry
417

3 PROBLEM DEVELOPMENT
FOR THE SOFT DRINK
INDUSTRY
3.1 The Productive Process
The production of soft drinks is mainly carried out
in two clearly identifiable interdependent stages. The
first stage of production is in the preparation of syrup,
which serves to produce different types of bever-
ages, whether juices, waters, carbonated and func-
tional beverages. Syrup preparation takes place in the
storage tanks where the ingredients are mixed and the
corresponding quality controls are carried out. Af-
ter the syrup is ready, it proceeds to the second stage
of production for bottling in packaging lines. At this
stage, the syrup is transferred from the storage tanks
to the packaging lines, specifically to the filler, where
the syrup is bottled, inspected, coded, labeled, boxed
and palletized. All these processes are automatically
performed in series in a continuous process by con-
veyor belts, from the accumulation of empty bottles
to creation of pallets of finished products. This series
of machines correspond to the packaging line. Be-
cause of these characteristics, without loss of gener-
ality, packaging lines will be considered in this article
as a single machine.
The first stage of production it has several storage
tanks of different capacities and each tank may store a
subset of the flavors produced by the plant. In the sec-
ond stage of production, there are several packaging
lines, with different speeds, and each production line
can package a subset of the formats produced by the
plant. To supply the syrup to packaging lines, tanks
can be connected to any line. For lines, they may re-
ceive syrup from any tank, but only from one tank at
a time that is, there can not be more than one tank
connected to a line simultaneously.
As mentioned above, during the production pro-
cess, set-up times are sequence-dependent, corre-
sponding to cleaning and machine adjustments, but
it is in the first stage where set-up times are substan-
tially higher, which may vary between 2 and 12 hours.
Besides this, there are types of drinks in batches of a
product that exceed the available capacity of the tank,
so the line is required to wait more syrup after the tank
is empty. This is because in general, bottling plants
have a number of tanks greater than the number of
packaging lines. This feature is taken into account in
the formulation of the model in section 3.2, since the
division of the batch of a product to be accumulated
in more than one tank is allowed, allowing supply part
of the batch from a tank while preparing the rest of the
batch in other tanks. Thus, the packaging lines remain
longer in operation and reduce waiting times.
Despite the existence of two different production
stages, production is carried out simultaneously on
both stages, so synchronization should be considered
between them. The packaging line can not operate
without the tank is ready to provide the appropriate
liquid, and, in the same way, a tank can not supply
syrup without line is ready for packaging, so the pro-
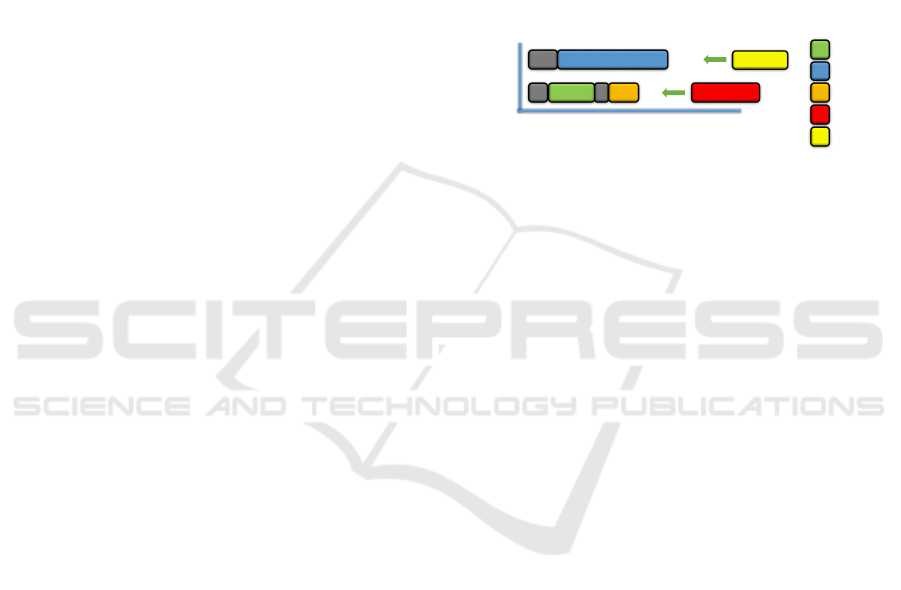
cess must match. An example where you can appre-
ciate the importance of synchronization between the
stages is shown in Figure 1. This feature is particu-
larly in the soft drink industry, unlike flow shop en-
vironment, where the products are processed sequen-
tially at each stage. In Figure 1 also can be appreci-
ated the division of the batch in more than one tank,
which must be synchronized with the line processing
the batch, taking care that the batches not overlap be-
tween tanks, given that as mentioned above, there can
not be more than one tank supplying syrup to a line
simultaneously. To achieve this, the proposed model
assign a position to each tank where the batch was di-
vided, indexed by the subscript “o”. Therefore, the or-
der in which the tanks will provide syrup to the pack-
aging line for that product is given by the assigned
positions.
Tank 2
Tank 1
Tank 3
Line 1
Time
Tank 2
Tank 1
Tank 3
Line 1
Time
Set-up time
Processing time
of product 1
Non-synchronized schedule:
Synchronized schedule:
𝑜 = 1
𝑜 = 2
𝑜 = 3
Figure 1: Synchronization between stages.
Products are identified by two main features, the
syrup flavor and bottling format. The identification
of each product is given by the SKU (Stock Keeping
Unit). To determine the quantity to produce of each
product, the plant generates a production plan in a cer-
tain period of time. Applied to the case in this article,
the plan is carried out for a week. The objective of
the proposed model is to minimize production time,
so if the current plan takes less time, the plant can
plan more products in the same time period, increas-
ing its efficiency.
ICORES 2016 - 5th International Conference on Operations Research and Enterprise Systems
418

3.2 The Model
The proposed model and its features are detailed next.
It is important to mention the considerations taken for
the creation of this model. It is assumed that there is
always availability of raw material for the preparation
of syrup. A product can be assigned to more than one
tank, but must be assigned to only one line. The de-
mand for a product corresponds to the plan generated
by the company, and determines the size of the batch
of the product. The parameters are similar to those in
(Ferreira et al., 2009), and exhibits the characteristics
of the industry here studied.
Model variables are related to the production
stage acting, the index above “T ” refers to the first
stage: Tanks, the index above “L” refers to the second
stage: Lines. The constraints are divided into three
parts, based on the stage acting and synchronization.
Sets:
J Set of products.
J
0
Set of products including a dummy job 0
(J
0
= J ∪ {0}).
α
m
Set of products that can be produced in
tank/line m.
β
j
Set of tanks that can produce product j.
γ
j
Set of lines that can produce product j.
Parameters:
D
j
Demand of product j.
d
j
Deadline of product j.
s
T
i j
Set-up time from product i to j in Tanks.
s
L
i j
Set-up time from product i to j in Lines.
a
jm
Processing time for one unit of product j in
Line m.
r
j
Quantity of liquid necessary to produce one
unit of product j.
K
m
Capacity of Tank m.
G Upper bound for the completion time of a
product.
Variables:
x
T
i jm
1 if product j is processed immediately after
product i in Tank m; 0 otherwise.
x
L
i jm
1 if product j is processed immediately after
product i in Line m; 0 otherwise.
y
T
jmo
1 if product j is processed in Tank m at the oth
position; 0 otherwise.
y
L
jm
1 if product j is processed in Line m;
0 otherwise.
p
T
jmo
Quantity of liquid of product j in Tank m at the
oth position.
C
T
jmo
Completion time of product j in Tank m at the
oth position.
C
L
j
Completion time of product j in Lines.
C
max
Makespan (C
max
= max{C
L
j
}).
v
j
Waiting time of the line while processing
product j.
q
T
jmo
Number of set-up needed from product j to j
in Tank m at the oth position.
R
j
Delay in completion time of product j.
Objective Function:
Min C
max
+
∑
j
R
j
(1)
Constraints:
Tanks:
∑
m∈β
j
|β
j
|
∑
o=1
y
T
jmo
≥ 1 j ∈ J (2)
|β
0
|
∑
o=1
y
T
0mo
= 1 m ∈ β
0
(3)
∑
j∈α
m
x
T
i jm
=
|β
i
|
∑
o=1
y
T
imo
i ∈ J
0
, m ∈ β
i
(4)
∑
i∈α
m
x
T
i jm
=
|β
j
|
∑
o=1
y
T
jmo
, j ∈ J
0
, m ∈ β
j
(5)
|β
j
|
∑
o=1
C
T
jmo
+ G
2 − x
T
i jm
− y
L
jw
≥
|β
i
|
∑
o=1
C
T
imo
+
|β
j
|
∑
o=1
s
T
i j
y
T
jmo
+
|β
j
|
∑
o=1
a
jw
p
T
jmo
r
j
+
|β
j
|
∑
o=1
q
T
jmo
s
T
j j
i ∈ J
0
, j ∈ J, w ∈ γ
j
, m ∈ β
i
∩ β
j
(6)
∑
m∈β
j
|β
j
|
∑
o=1
p
T
jmo
≥ r
j
D
j
j ∈ J (7)
p
T
jmo
≤ r
j
D
j
·y
T
jmo
j ∈ J, m ∈ β
j
, o = 1...|β
j
| (8)
C
T
jmo
≤ G · y
T
jmo
j ∈ J, m ∈ β
j
, o = 1...|β
j
| (9)
|β
j
|
∑
o=1
y
T
jmo
≤ 1 j ∈ J, m ∈ β
j
(10)
∑
m∈β
j
y
T
jmo
≤ 1 j ∈ J, o = 1...|β
j
| (11)
∑
m∈β
j
y
T
jm(o−1)
≥
∑
m∈β
j
y
T
jmo
j ∈ J, o = 2...|β
j
| (12)
q
T
jmo
≤
p
T
jmo
K
m
j ∈ J, m ∈ β
j
, o = 1...|β
j
| (13)
Short-term Production Scheduling in the Soft Drink Industry
419

q
T
jmo
≥
p
T
jmo
K
m
− 1 j ∈ J, m ∈ β
j
, o = 1...|β
j
| (14)
x
T
iim
= 0 i ∈ J, m ∈ β
i
(15)
Lines:
∑
m∈γ
j
y
L
jm
= 1 j ∈ J (16)
y
L
0m
= 1 m ∈ γ
0
(17)
∑
j∈α
m
x
L
i jm
= y
L
im
i ∈ J
0
, m ∈ γ
i
(18)
∑
i∈α
m
x
L
i jm
= y
L
jm
j ∈ J
0
, m ∈ γ
j
(19)
C
L
j
+ G(1 − x
L
i jm
) ≥ C
L
i
+ s
L
i j
+ a
jm
D
j
+ v
j
i ∈ J
0
, j ∈ J, m ∈ γ
i
∩ γ
j
(20)
C
max
≥ C
L
j
j ∈ J
0
(21)
d
j
+ R
j
≥ C
L
j
j ∈ J
0
(22)
x
L
iim
= 0 i ∈ J, m ∈ γ
i
(23)
Synchronization:
C
L
j
− a
jw
D
j
− v
j
≤ G(1 − y
L
jw
)+
∑
m∈β
j
C
T
jm1
−
∑
m∈β
j
a
jw
p
T
jm1
r
j
−
∑
m∈β
j
q
T
jm1
s
T
j j
j ∈ J, w ∈ γ
j
(24)
∑
m∈β
j
C
T
jmo
+ G
2 −
∑
m∈β
j
y
T
jmo
− y
L
jw
≥
∑
m∈β
j
C
T
jm(o−1)
+
∑
m∈β
j
a
jw
p
T
jmo
r
j
+
∑
m∈β
j
q
T
jmo
s
T
j j
j ∈ J, o = 2...|β
j
|, w ∈ γ
j
(25)
C
L
j
≥
|β
j
|
∑
o=1
C
T
jmo
j ∈ J, m ∈ β
j
(26)
x
T
i jm
, y
T
jmo
∈ {0, 1}
i, j ∈ J
0
, m ∈ β
i
∩ β
j
, o = 1...|β
j
| (27)
x
L
i jm
, y
L
jm
∈ {0, 1} i, j ∈ J
0
, m ∈ γ
i
∩ γ
j
(28)
q
T
jmo
∈ Z
+
0
j ∈ J, m ∈ β
j
, o = 1...|β
j
| (29)
C
L
j
, C
T
jmo
, C
max
, R
j
, p
T
jmo
, v
j
≥ 0
j ∈ J
0
, m ∈ β
j
, o = 1...|β
j
| (30)
The objective function (1) corresponds to mini-
mizing the makespan with the sum of the tardiness
for each product. The value of the objective func-
tion are meaningless, but the makespan and delays do
have separately and both are measured in time. By
minimizing the makespan the total time that the prod-
ucts remain in the system is decreased, determining
the time at which the last product is finished. Incor-
poration of the delay allows relax deadline imposed
on some products. Constraints (2) allows the assign-
ment of a product in at least one tank. Subscript “o”
indicates the position where the tank will be used by
the product j. As there is a one to one relationship
between tanks and their position, i.e. each tank can
have only one position and each position is used by
only one tank (constraints (10) and (11)), the sum in
“o” does not affect the result of the constraints that
were not designed for proper allocation of positions
between the tanks. Constraints (3), (4) and (5) cor-
respond to the correct assignment and sequencing of
products in tanks, using the structure of the Travel-
ing Salesman Problem (TSP). The first (3) assigns the
dummy job 0 to all tanks, the second (4) defines that
each product has only one successor for each tank,
only if it has been assigned to that tank, and the third
(5) defines that each product has only one predecessor
in each tank, only if it has been assigned to that tank.
The dummy job is used to create a sequence that the
first and last product will always be the dummy job,
so constraints (4) and (5) are not violated.
Constraints (6) defines the correct relationship be-
tween the completion time of each product in each
tank. The time difference between the completion of
two consecutive products is given by the last three
terms of this constraint: the set-up time from the prod-
uct i to j, the processing time of product j, and possi-
ble refilled set-up time of the same tank for very large
batches if necessary. The latter makes it possible to
use a tank more than once for each product, without
assigning a new position o, as refills are performed
successively, assigning only one position for all pos-
sible refills of the tank. Therefore, q
T
jmo
indicates the
number of set-up time added to fill a tank with liq-
uid of the same product. This constraint is only ac-
tive when the product j is processed immediately af-
ter product i in the tank m (x
T
i jm
= 1) and the product j
is assigned to the line w (y
L
jw
= 1), since the process-
ing time depends on the speed of the line processing
that product. The G parameter can be calculated as:
G =
∑
j∈J
0
max
w∈γ
j
a
jw
D
j
+ max
i∈J
0
s
T
i j
+
r
j
D
j
min
m∈β
j
K
m
s
T
j j
Constraints (7) allows it to meet the demand of
each product. Constraints (8) and (9) define the up-
per bound for the amount of liquid and the comple-
tion time of each product in each tank. As mentioned
ICORES 2016 - 5th International Conference on Operations Research and Enterprise Systems
420
above, constraints (10) and (11) define the one to one
relationship between tanks and positions. Constraints
(12) defines the correct order of the positions of the
tanks for each product, that is, if a position was not
assigned, all subsequent positions are not assigned.
Constraints (13) and (14) defines the minimum and
maximum amount of refills can have a product in a
tank and constraints (15) prevents the scheduling of
same products successively.
With regard to restrictions on lines, constraints
(16) assign products to only one line. Constraints
(17), (18), (19) and (20) are similar to constraints (3),
(4), (5) and (6). Constraints (21) defines makespan as
the maximum completion time in lines. Constraints
(22) enables fulfillment of deadlines for possible de-
lays, and constraints (23) is similar to constraints (15).
With regard to the restrictions of synchronization,
constraints (24) defines the processing of a product in
tanks not start before processing on the line, that is,
the left limits of each product in the tanks and lines
in the Figure 1 match. Constraints (25) defines the
correct sequencing of the positions of the tanks for
each product, that is, avoid overlap between tanks.
Constraints (26) allows the processing of a product
in tanks not exceeding processing on the line, that is,
that the rights limits of each product in the tanks and
lines in Figure 1 match. Finally, constraints (27), (28),
(29) and (30) define the domain of decision variables.
3.3 Model Application Methodology
Due to the complexity of the model and its solu-
tion for very large instances, a special implementation
methodology is used. This methodology includes two
main phases. First, the problem is divided into clus-
ters with certain characteristics in common, enabling
the implementation of the model to smaller instances.
For the cluster division, it is necessary to identify
packaging lines that produce only certain products,
which may be due to the type of syrup or its for-
mat. The products can only be produced in one of
the clusters and each line and tank can be in only one
cluster. Thus, the production plant is divided and the
model is applied to each cluster. However, each clus-
ter could still be difficult to solve for large plants that
produce a variety of products, so the second phase of
this methodology is applied.
In this second phase, before applying the model, a
priori programming of a subset of products to sched-
ule in each cluster is made. This a priori program-
ming is done by fixing the variables that determine
the sequence in each of the lines belonging to a clus-
ter, that is, setting to 1 some of the variables x
L
i jm
to
determine the sequence in each line of the subset of
selected products. The a priori programming criteria
used were: first, a programming in ascending order
of delivery time of products; and second, program-
ming in descending order of processing times of the
products. Both criteria are implemented in order to
minimize the makespan, i.e. programming products
in lines vacate first, as long as that line can process
the product. This is shown in Figure 2 using the cri-
teria in order of delivery. The number of a priori pro-
grammed products is experimentally determined so
as to achieve at least one feasible solution within the
time limit and an acceptable GAP by the programmer.
Line 1
Line 2
Time
Product 1
Product 2
Product 3
Product 4
Product 5
Production
sequence:
Figure 2: A priori programming by delivery order.
With this method of application it is possible ad-
dress the total production and exploit the model in the
scheduling of products in tanks, since it is at this stage
where higher set-up times occur.
4 APPLICATION TO THE STUDY
CASE AND COMPUTATIONAL
RESULTS
This section describes the application of the model
and its methodology to a real-world problem of a bot-
tling company of soft drinks in Chile.
Applying the above methodology, the first phase
corresponds to the division of the plant in clusters. To
do this, the lines that produce products with certain
characteristics in common were pooled. The products
that the company produces can be classified into two
groups: Still beverages and Sparkling beverages. The
set-up time between these two types of products are
quite high, as it should comprehend a rigorous clean-
ing, so the company has packaging lines dedicated to
each of these two groups. Besides this, there are prod-
ucts that can be produced only in a specific line, in this
case, products using tin cans. Given the characteris-
tics listed above, the cluster considered and their sizes
are summarized in Table 1.
The model is solved for each cluster implement-
ing the second phase of the methodology, then these
results are compared with what is currently done by
the company. This methodology was applied to in-
stances spanning three weeks, with data provided by
Short-term Production Scheduling in the Soft Drink Industry
421

Table 1: Cluster division for the study case.
Description Tanks Lines
Cluster 1 Still beverages 3 2
Cluster 2 Sparkling beverages 3 2
Cluster 3 Specific line 3 1
the company. In several weeks, there are lines that
do not work because they are in maintenance, so they
are not necessarily the same lines forming a cluster in
different weeks. Table 2 shows sizes of each instance
solved, along with the amount of products to sched-
ule.
Table 2: Size of the cluster instances for each week.
Week- Products Variables Constraints
Cluster
1-1 21 2907 3910
1-2 15 1933 2926
1-3 11 1049 1245
2-1 9 881 1280
2-2 18 2584 3940
2-3 14 1496 1749
3-1 18 2260 2932
3-2 15 1733 2342
3-3 16 1834 2125
The model was programmed in AMPL language
and solved by CPLEX solver 12.4.0.0 on a computer
with Intel Core i5 and 2.6GHz processor. The stop-
ping criterion is set for solutions with an error (GAP)
less than or equal to 10 %, within the time limit of
18000 seconds (5 hours). In practice, the company
can run the model any longer, because the program-
ming is done every week with several days in ad-
vance. To reduce solution time, the company solu-
tion was used as the upper bound for the solution of
the model in each cluster, i.e. the solver did not divide
the nodes of the Branch-and-Bound containing a solu-
tion greater than company, so every feasible solution
produced by the model is better than the company so-
lution. This was made by changing the upper cut off
parameter in the Cplex options. The results are sum-
marized in Table 3.
Still beverages require a high use of storage tanks,
unlike sparkling beverages, where most of contents
of one bottle corresponds to water, which is added
directly from the lines. This makes the products of
Cluster 1 using largely the division of lots in the tanks,
compared to Cluster 2 and 3, so it was expected that
the Cluster 1 would have higher solution time and
would need to schedule more products a priori. De-
spite this, the results show that the solution is able
to improve the company’s current solution in all in-
stances, which shows the feasibility of using complex
models together with an appropriate implementation
strategy, as presented in this article.
When comparing the two criteria used for a priori
programming of products, the results show that the
processing times criteria exceed in 5 of 9 opportuni-
ties, obtaining an average improvement over the com-
pany of 16.72%, while the delivery times criteria ob-
tained an average of 14.61%, which have similar be-
haviors. Although they are two different criteria, both
are applied to minimize the makespan, as mentioned
in section 3.3, which explains their similar results.
While the methodology improved the company’s
solution, the complexity of the model makes it diffi-
cult to choose the number of products to program a
priori in every instance, where an average of 55.14%
of the products were established a priori, wich proves
the difficulty in solving the model for large instances.
5 CONCLUSIONS
In this paper the programming of short-term produc-
tion for a soft drink plant is addressed. A mixed inte-
ger linear programming model and method of appli-
cation to real instances of a Chilean company is pre-
sented. The model involves minimizing production
time of soft drinks in two synchronized stages.
The proposed methodology allows the use of so-
phisticated optimization models for solving real prob-
lems of a company. The results show that on average
managed to improve 15.67% the company’s previous
solution, which proves the benefits of using optimiza-
tion tools like these. The two criteria used for the a
priori programming of products obtained similar re-
sults, so the application will depend on the priorities
of each company. Despite the fact that on average it
must establish a priori half of the products (55.14%),
we obtained better solutions than what was done in
those weeks, saving almost 30%.
In future research, other ways to solve the model
may be explored, like special heuristics or meta-
heuristics combined with mathematical program-
ming, which could reduce or even eliminate the a pri-
ori programming stage.
ACKNOWLEDGEMENTS
This research was partially supported by DGIP (Grant
USM 28.15.20) and Departamento de Industrias, both
from Universidad T
´
ecnica Federico Santa Mar
´
ıa.
Javier Cuzmar also wishes to acknowledge to DGIP
for the Postgraduate Scholarship.
ICORES 2016 - 5th International Conference on Operations Research and Enterprise Systems
422

Table 3: Computational results for the instances of the study case.
Criteria for A priori Company’s Improvement
a priori Products to scheduled Delayed Makespan GAP Time current over
scheduling schedule products products [%] [min] solution company [%]
Week 1
Cluster 1
Delivery time
21
13 0 10550 8.97 277
10640
0.85
Processing time 15 0 9551 9.81 33.0 10.24
Cluster 2
Delivery time
15
7 0 2695 9.97 11.4
3044
11.47
Processing time 7 0 2684 9.99 26.4 11.83
Cluster 3
Delivery time
11
2 0 1086 9.99 8.4
1535
29.25
Processing time 2 0 1086 9.94 5.4 29.25
Week 2
Cluster 1
Delivery time
9
4 0 7389 9.62 216
9117
18.95
Processing time 4 1 7175 11.83 300 21.30
Cluster 2
Delivery time
18
14 0 4131 9.84 9.0
5411
23.66
Processing time 15 0 4534 9.50 3.0 16.21
Cluster 3
Delivery time
14
7 0 2102 9.98 4.8
2492
15.65
Processing time 6 0 1988 9.94 7.2 20.23
Week 3
Cluster 1
Delivery time
18
15 2 10678 6.15 14.4
10798
1.11
Processing time 15 2 8806 9.70 25.2 18.45
Cluster 2
Delivery time
15
9 0 3691 9.47 3.0
4361
15.36
Processing time 9 0 3775 8.69 4.2 13.44
Cluster 3
Delivery time
16
8 0 2167 10.00 36.0
2555
15.19
Processing time 8 0 2312 9.99 9.6 9.51
REFERENCES
Allahverdi, A., Ng, C., Cheng, T. E., and Kovalyov, M. Y.
(2008). A survey of scheduling problems with setup
times or costs. European Journal of Operational Re-
search, 187(3):985–1032.
Drexl, A. and Kimms, A. (1997). Lot sizing and schedul-
ingsurvey and extensions. European Journal of Oper-
ational Research, 99(2):221–235.
Ferreira, D., Clark, A. R., Almada-Lobo, B., and Mora-
bito, R. (2012). Single-stage formulations for syn-
chronised two-stage lot sizing and scheduling in soft
drink production. International Journal of Production
Economics, 136(2):255–265.
Ferreira, D., Morabito, R., and Rangel, S. (2009). Solution
approaches for the soft drink integrated production lot
sizing and scheduling problem. European Journal of
Operational Research, 196(2):697–706.
Fleischmann, B. and Meyr, H. (1997). The general lotsiz-
ing and scheduling problem. Operations-Research-
Spektrum, 19(1):11–21.
Hnaien, F., Yalaoui, F., and Mhadhbi, A. (2015). Makespan
minimization on a two-machine flowshop with an
availability constraint on the first machine. Interna-
tional Journal of Production Economics, 164:95–104.
Jia, Z.-h., Li, K., and Leung, J. Y.-T. (2015). Effective
heuristic for makespan minimization in parallel batch
machines with non-identical capacities. International
Journal of Production Economics, 169:1–10.
Karmakar, S. and Mahanty, B. (2010). Minimizing
makespan for a flexible flow shop scheduling prob-
lem in a paint company. Industrial Engineering and
Operations Management.
Kurz, M. E. and Askin, R. G. (2004). Scheduling flexible
flow lines with sequence-dependent setup times. Eu-
ropean Journal of Operational Research, 159(1):66–
82.
Meyr, H. (2000). Simultaneous lotsizing and scheduling by
combining local search with dual reoptimization. Eu-
ropean Journal of Operational Research, 120(2):311–
326.
Pinedo, M. (2005). Planning and scheduling in manufac-
turing and services, volume 24. Springer.
R
´
ıos-Mercado, R. Z. and Bard, J. F. (1998). Computational
experience with a branch-and-cut algorithm for flow-
shop scheduling with setups. Computers & Opera-
tions Research, 25(5):351–366.
Rocha, P. L., Ravetti, M. G., Mateus, G. R., and Pardalos,
P. M. (2008). Exact algorithms for a scheduling prob-
lem with unrelated parallel machines and sequence
and machine-dependent setup times. Computers &
Operations Research, 35(4):1250–1264.
Salomon, M. (1991). Deterministic lotsizing models for
production planning, volume 355. Springer.
Seeanner, F. and Meyr, H. (2013). Multi-stage simultaneous
lot-sizing and scheduling for flow line production. OR
spectrum, 35(1):33–73.
Toledo, C. F. M., Arantes, M. d. S., and Franc¸a, P. M.
(2011). Tabu search to solve the synchronized and in-
tegrated two-level lot sizing and scheduling problem.
In Proceedings of the 13th annual conference on Ge-
netic and evolutionary computation, pages 443–448.
ACM.
Toledo, C. F. M., de Oliveira, L., de Freitas Pereira, R.,
Franc¸a, P. M., and Morabito, R. (2014). A ge-
netic algorithm/mathematical programming approach
to solve a two-level soft drink production problem.
Computers & Operations Research, 48:40–52.
Yilmaz Eroglu, D. and Ozmutlu, H. C. (2014). Mip models
and hybrid algorithms for simultaneous job splitting
and scheduling on unrelated parallel machines. The
Scientific World Journal, 2014.
Short-term Production Scheduling in the Soft Drink Industry
423
