
Finite Element Analysis of Asymmetrical Leg-length in Closed
U-bending Process
Sutasn Thipprakmas
1
, Untika Boochakul
2
and Wiriyakorn Phanitwong
1
1
Dept. of Tool and Materials Engineering, King Mongkut’s University of Technology Thonburi,
PrachaUthit Rd., Bangkok, Thailand
2
Dept. of Tool and Materials Engineering, King Mongkut’s University of Technology Thonburi, PrachaUthit Rd.,
Bangkok, Thailand
Keywords: U-bending Process, Spring-back, Asymmetry, Leg-length, Finite Element Analysis.
Abstract: In almost all industrial fields such as automobile and aerospace industries, in recent years, the precisely
complicated shapes of channel and frame parts are increasingly applied. To fabricate these parts, the U-
bending process being a common sheet-metal forming process is widely employed. However, the
asymmetrical U-bending process lacks researches. Therefore, in this study, the effects of asymmetrical leg-
length on spring-back characteristics in the U-bending process were investigated by using the finite element
method (FEM) and laboratory experiments. Specifically, on the basis of stress distribution analysis, they
were clearly clarified and also compared with those in the symmetrical leg-length case. These results
revealed that, with asymmetrical leg-length in a U-shaped part, the changes in leg-length on one side did not
result in any different spring-back characteristics and the obtained bend angle on the other side compared
with the symmetrical U-shaped parts. Furthermore, the effects of leg-length on the spring-back
characteristics were confirmed that the spring-back slightly increased as the leg-length increased.
Laboratory experiments were performed to validate the accuracy of the FEM simulation results. Based on
the bend angles and bend forces, the FEM simulation showed good agreement with the experiments in terms
of both the bend angles and bending forces.
1 INTRODUCTION
In recent years, the precision requirements on sheet-
metal parts shaped channels, beams, and frames of
various sizes in almost all industrial fields such as
automobile industry, aerospace industry, electronics
industry, and housing-utensil industry are increased.
To fabricate these shapes of channel, beam, and
frame parts, the closed U-die bending process being
a common sheet-metal forming process is employed
(Lange, 1985, Schuler, 1998). With the merits of
closed U-bending process, the thickness at the
corner radius and required corner radius could be
controlled (Lange, 1985, Schuler, 1998). The
secondary operations could be cut off and result in
the increases in productivity as well as the decreases
in a time consuming and a material loss. In the past,
many researches were carried out to focus on the
improvement of quality of U-shaped parts by using
the experiments and the FEM. Those researches,
however, were carried out to investigate the
symmetrical closed U-die bending process (Zhang,
2007, Bakhsi-Jooybari, 2009, Panthi, 2010,
Thipprakmas, 2012, Phanitwong, 2013). Therefore,
the asymmetrical closed U-die bending process has
lacked research and then the basic database of its
information was insufficient to design the suitable
U-bending die (Thipprakmas, 2015). This resulted in
the processing difficulty in the control of spring-
back feature as well as this major problem also is
the main barrier faced in product quality upgrading
in the precision U-bending process. The means
being absolutely need to provide for countering them
is the understanding on process parameter effects on
bending mechanism and spring-back characteristics
in the asymmetrical closed U-die bending process.
In the present research, the FEM simulation was
used as a tool to investigate and clearly identify the
asymmetrical leg-length effects on bending
mechanism and spring-back characteristics, and
laboratory experiments were also performed to
validate the FEM simulation results. The FEM
Thipprakmas, S., Boochakul, U. and Phanitwong, W.
Finite Element Analysis of Asymmetrical Leg-length in Closed U-bending Process.
DOI: 10.5220/0005963902110216
In Proceedings of the 6th International Conference on Simulation and Modeling Methodologies, Technologies and Applications (SIMULTECH 2016), pages 211-216
ISBN: 978-989-758-199-1
Copyright
c
2016 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
211

885.153
20.0
simulation results elucidated that the bending
mechanism and spring-back characteristics were
clearly elucidated via the changes of stress
distribution on the bending allowance zone, the
bottom of bent part, and the leg of the bent part.
Based on these stress distribution analysis, the FEM
simulation clearly revealed the effects of
asymmetrical leg-length on bending mechanism and
spring-back characteristics. The laboratory
experiments confirmed the accuracy of the FEM
simulation results. The FEM simulation results
showed good agreement with the experimental
results with reference to the bend angles and
bending force.
2 THE FEM SIMULATION AND
EXPERIMENTAL
PROCEDURES
In this research, the FEM simulation was used as a
tool to investigate and clearly identify the
asymmetrical leg-length effects on bending
mechanism and spring-back characteristics, and
laboratory experiments were also performed to
validate the FEM simulation results. Therefore, the
FEM simulation and experimental procedures were
consequently explained as the followings.
2.1 FEM Simulation Procedure
In this research, to clearly identify the asymmetrical
leg-length effects in the closed U-bending process,
the models of symmetrical and asymmetrical leg-
length were investigated and shown in Fig. 1. Fig.
1(a) and (b) depicted the symmetrical and
asymmetrical leg-lengths in the closed U-pending
process, respectively. The details of these models
and the process parameter conditions investigated in
the present research were listed in Table 1.
Specifically, the U-die bending model with the die
radius (R
d
) of 8 mm, punch radius (R
p
) of 5 mm, and
U-channel width (W) of 40 mm was investigated.
The three asymmetrical leg-length levels, as listed in
Table 1, were investigated. The 90 bend angle was
used as the U-bending angle model to investigate the
leg-length effects. The FEM simulation model was
a two-dimensional plane strain 3 mm in thickness.
The commercial analytical code for the two-
dimensional implicit quasi-static finite element
method (DEFORM-2D) with the automatic
remeshing generation was used as the FEM
simulation tool. The work piece material was set as
an elasto-plastic type with the rectangular element of
approximately 3,500 elements. The punch and die
were set as a rigid type. As per the past researches
(Thipprakmas, 2012, Phanitwong, 2013), the
material used, in the present study, was aluminum
A1100-O (JIS). The power-law isotropic hardening
model was used and the constitutive equation was
determined from the SS-curve obtained by the
tensile testing experiment. Specifically, the strength
coefficient and strain hardening exponent values
were 153.5 MPa and 0.20, respectively.
(a) Symmetrical leg-length (b) Asymmetrical leg-length
Figure 1: FEM simulation models.
Table 1: FEM simulation and experimental conditions.
Simulation model Plane strain model
Object types Workpiece : Elasto-plastic
Punch/Die : Rigid
Workpiece material A1100-O,
Thickness (t): 3 mm
Friction coefficient (µ) 0.1
Flow curve equation
Leg-length (WP
L
-WP
R
)
(mm-mm)
40-50, 50-50, 70-50
U-die geometries U-channel width (W): 40
mm
Punch radius (R
p
): 5 mm
Die radius (R
d
): 8 mm
Bend angle (θ): 90
Upper die radius (R
ud
): 5
mm
2.2 Experimental Procedure
The laboratory experiments were performed to
validate the FEM simulation results. As per the
experiments of past researches (Thipprakmas, 2012,
Phanitwong, 2013), Fig. 2 shows punch and die sets
used for the closed U-bending experiments. The 5-
ton universal testing machine (Lloyd instruments
Ltd) were used for the laboratory U-die bending
experiments. After unloading a profile projector
(Mitutoyo model PJ-A3000) was used for the bend
angle measurement.The bend angle was observed,
R
d
Die
R
ud
Punch
R
P
WP
L
WP
R
WP
R
R
d
Punch
Die
R
ud
R
P
WP
L
SIMULTECH 2016 - 6th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
212

and the bending force was recorded and compared
with the bending force analysed by the FEM
simulation.
Figure 2: The punch and die components for experiments.
3 RESULTS AND DISCUSSIONS
3.1 Comparison of Bending
Mechanism between Symmetrical
and Asymmetrical Leg-lengths in
Closed U-bending Process
Fig. 3 shows the comparison of stress distribution
analysis during bending phase between symmetrical
and asymmetrical leg-length cases in closed U-
bending process. Fig. 3(a) and (b) show the
symmetrical and asymmetrical leg-length cases,
respectively. With the bending stroke of
approximate 9.5 mm, based on the bending theory,
the workpiece was bent underneath the punch and
the bending moment was generated. This
characteristic resulted in the compressive and tensile
stresses respectively generated on the punch and die
sides, as illustrated in Fig. 3(a-1) and (b-1). These
manners of the stress distribution analysis
corresponded well with the bending theory and the
literature (Lange, 1985, Schuler, 1998,
Thipprakmas, 2012). As the bending stroke
proceeded further, as illustrated in Fig. 3(a-2) and
(b-2), the workpiece was moved downward and
made a contact with die. After that, the reversed
bending stress was initially generated in which the
tensile and compressive stresses generated on the
punch and die sides, respectively. It was observed
that the reversed bending stresses were initially
generated in the legs as well. These manners of the
reversed bending stress distribution analysis again
corresponded well with the bending theory and the
literature (Phanitwong, 2013). Next, as the bending
stroke increased to be 50.0 mm, the workpiece was
again bent and it also made a contact with the punch
again. These manners resulted in the generated
bending and reversed bending stresses as depicted in
Fig. 3(a-3), and (b-3). It was also noted that the
reversed bending stresses were completely generated
in the legs. These manners of the stress distribution
analysis corresponded well with the bending theory
and the literature (Phanitwong, 2013).
Figure 3: Comparison of stress distribution analysis
between symmetrical and asymmetrical leg-length cases.
As per the past researches (Thipprakmas, 2012,
Phanitwong, 2013), with compensating these
bending and reversed bending stresses, the obtained
bend angle could be predicted. After removing
punch, as shown in Fig. 4(a) and (b), the predicted
bend angles were of 89.24° and 89.24°, and 89.16°
and 89.23° in the cases of symmetrical and
asymmetrical leg-lengths, respectively. As these
results, they corresponded well with the bending
theory and the literature (Phanitwong, 2013).
Specifically, the spring-back slightly increased as
the leg-length increased. These results
also confirmed the effects of leg-length on the
(1) Bending stroke 9.5 mm
Punch
Punch
Punch
Die
Workpiece
(a) Symmetrical case (b) Asymmetrical case
Reversed
bending
Reversed
bending
(2) Bending stroke 46.0 mm
Reversed
bending
Reversed
bending
(3) Bending stroke 50.0 mm
-100
Mean stress (MPa)
100
-33 33
0
Finite Element Analysis of Asymmetrical Leg-length in Closed U-bending Process
213
spring-back characteristic.
(a) Symmetrical case
(50-50 mm)
(b) Asymmetrical case
(40-50 mm)
Figure 4: Comparison of the predicted bend angles
between symmetrical and asymmetrical leg-length cases.
3.2 Effects of Leg-length on
Spring-back Characteristics
To clearly understand the effects of leg-length on the
spring-back characteristics, the symmetrical 90°
bend angle was set as the U-bending angle models.
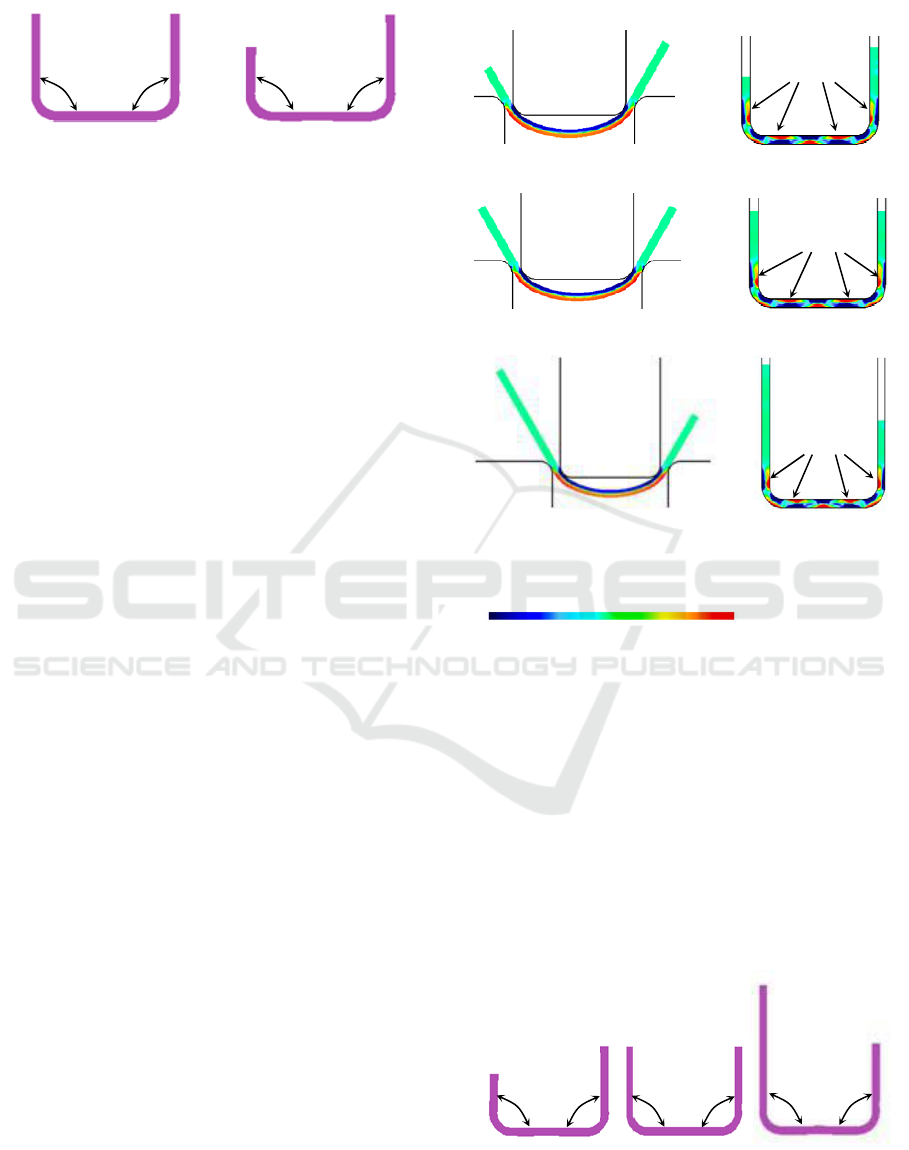
Fig. 5 illustrates the stress distribution analyses in
the leg-length cases of 40-50 mm, 50-50 mm, and
70-50 mm. With the bending stroke of approximate
9.5 mm, the results showed the same manners of
stress distribution analysis in all leg-length cases, as
illustrated in Fig. 5(a-1), (a-2), and (a-3). These
manners corresponded well with the bending theory
and the literature (Thipprakmas, 2012, Phanitwong,
2013). Specifically, the compressive and tensile
stresses respectively generated on the punch and die
sides. Before unloading phase, as shown in Fig. 5(b-
1), (b-2), and (b-3), as aforementioned, the bending
and reversed bending stresses were generated in the
bottom surface as well as the reversed bending stress
was also generated in the leg. The results again
showed the same manners of stress distribution
analysis in all leg-length cases with a little different
scale. These results corresponded well with the
bending theory and the literature (Phanitwong,
2013). Specifically, for the symmetrical leg-length,
the generated stresses on the left and right sides were
equally balanced. In contrast, in the asymmetrical
leg-length, the generated stresses were not balanced.
Specifically, due to the effects of the leg-length
during the bending phase, the generated bending
stress depended upon the leg-length as previously
mentioned. Therefore, after removing punch, these
bending and reversed bending stresses generated in
bottom surface and leg were compensated. As
depicted in Fig. 6, the results revealed the slightly
difference levels of the predicted bend angle being
89.16° and 89.23°, 89.24° and 89.24°, and 89.42°
and 89.26° in the leg-length cases of 40-50 mm, 50-
50 mm, and 70-50 mm, respectively. However, in
the case of too small leg-length as depicted in Fig. 7,
it was observed that the reversed bending stress
generated in the leg was very small.
Figure 5: Illustration of stress distribution analysis with
respect to the various leg-lengths.
In addition, it was also observed that the poor U-
shape was formed. Therefore, these results revealed
that, with asymmetrical leg-length in a U-shaped
part, the changes in leg-length on one side did not
result in any different spring-back characteristics
and the obtained bend angle on the other side
compared with the symmetrical U-shaped parts. As
these results, on practical use, the effect of
asymmetrical leg-length in a U-shaped part on
spring-back characteristics could be ignored for the
design of U-bending die.
Figure 6: Comparison of the predicted bend angles with
respect to the various leg-lengths.
(
a
)
40-50 mm
(
b
)
50-50 m
m
(c) 70-50 mm
89.16
89.33
89.34
89.34
89.48
89.36
Reversed
bending
(
3
)
Le
g
-len
g
th 70-50 mm
Punch
(2) Leg-length 50-50 mm
Punch
Reversed
bending
(1) Leg-length 40-50 mm
Punch
Reversed
bending
(a) Bending str. 9.5 mm (b) Before unloading
-100
Mean stress (MPa)
100
-33 33
0
89.34
89.34
89.16 89.33
SIMULTECH 2016 - 6th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
214

(a) Stress distribution analysis. (b) Predicted bend angle
Figure 7: Illustration of stress distribution analysis and
predicted bend angle in too small leg-length case.
3.3 Validation of FEM Simulation
Results
In this research, the laboratory experiments were
carried out to validate the accuracy of the FEM
simulation results. Fig. 8 shows the comparison of
the bent parts in the case of symmetrical and
asymmetrical leg-length with 90° bend angle and 5
mm in tool radius obtained by the FEM simulation
analyses and the experiments. The FEM simulation
result showed good agreement with the experimental
result, in which the errors in the bend angles as
compared to the experimental results were
Figure 8: Comparison of the bend angles between the
experimental and simulation results.
0
5000
10000
15000
20000
25000
30000
35000
0 102030405060
Bending force / (N)
Bending Stroke / (mm)
EXP FEM
Figure 9: Comparison of the bend forces between the
simulation and the experimental results. (Leg-length 40-50
mm).
approximately 1 %. The analysed bending force was
also compared with that obtained by experiment, as
shown in Fig. 9. The FEM simulation result
illustrated a good agreement with the experimental
result, in which the error was approximately 1 %.
4 CONCLUSIONS
In the present research, the bending mechanism in
the case of asymmetrical leg-length was investigated
by using the FEM simulation to clearly understand
the spring-back characteristics in the closed U-
bending process. Based on the stress distribution
analysis, the bending mechanism was investigated
and clearly identified via the changes of stress
distribution analysis. This bending mechanism was
also compared with that in the symmetrical leg-
length case. The FEM simulation results revealed
that the bending and reversed bending stresses
generated in the corner radius, bottom surface, and
legs. With the different asymmetrical leg-length
cases, the results illustrated that, with asymmetrical
leg-length in a U-shaped part, the changes in leg-
length on one side did not result in any different
spring-back characteristics and the obtained bend
angle on the other side compared with the
symmetrical U-shaped parts. However, the effects of
leg-length on the spring-back characteristic which
corresponded well with the past research were again
confirmed that the spring-back slightly increased as
the leg-length increased. It was also noted that the
application of too small leg-length caused the poor
U-shape part. The FEM simulation results, as
validated by laboratory experiments, showed good
agreement with the experimental results, in which
the errors in both the bend angles and bending forces
compared with the laboratory experimental results
89.48 89.36
89.57
89.49
89.16 89.33 89.29
89.46
(a) Leg-length 50-50 mm
89.34 89.34
89.49
89.49
89.35
Poor
shape
(b) Leg-length 40-50 mm
(c) Leg-length 70-50 mm
Experiment FEM simulation
Finite Element Analysis of Asymmetrical Leg-length in Closed U-bending Process
215

were approximately 1% and 1%, respectively.
ACKNOWLEDGEMENTS
The authors would like to express their gratitude to
the Thailand Research Fund (TRF) (MSD56I0089),
the Diamond Dimension Co., Ltd., and the Higher
Education Research Promotion and National
Research University Project of Thailand, Office of
the Higher Education Commission, under Grant No.
57000618 for their financial assistance to this study.
The authors also thank Mr. Pakkawat Komolruji and
Mr. Arkarapon Sontamino, graduate students, for
their help in this study.
REFERENCES
Bakhsi-Jooybari, M., Rahmani, B., Daeezadeh, V., Gorji,
A., 2009, The study of spring-back of CK67 steel
sheet in V-die and U-die bending processes, Mater.
Design, 30:2410-2419.
Lange K., 1985, Handbook of metal forming. McGraw-
Hill Inc., New York.
Panthi, S.K., Ramakrishnan, N., Ahmed, M., Singh, S. S.,
Goel, M.D., 2010, Finite Element Analysis of sheet
metal bending process to predict the springback,
Mater. Design, 31:657–662.
Phanitwong, W., Sontamino, A., Thipprakmas, S., 2013,
Effects of part geometry on spring-back/spring-go
feature in U-bending process, Key Eng Mater,
549:100-107.
Schuler, 1998, Metal forming handbook. Springer, Berlin.
Thipprakmas, S. and Phanitwong, W., 2012, Finite
element analysis of bending mechanism and spring-
back/spring-go feature in various U-bending
Processes, Steel Res Int., 379-382.
Thipprakmas, S., Boochakul, U., 2015, Comparison of
spring-back characteristics in symmetrical and
asymmetrical U-bending processes, Int J Precis Eng
Manuf, 16(7):1441–1446.
Zhang D., Cui Z., Ruan X., Li Y., 2007, An analytical
model for predicting springback and side wall curl of
sheet after U-bending, Comp Mater Sci, 38:707–715.
APPENDIX
NOMENCLATURES
R
d
= Die radius
R
p
= Punch radius
R
ud
= Upper die radius
t = Workpiece thickness
W = U-channel width
WP
L
= Workpiece length left side
WP
R
= Workpiece length right side
θ = Bend angle
µ = Friction coefficient.
SIMULTECH 2016 - 6th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
216
