
Introducing Product Line Engineering in a Bottom-up Approach
Nelufar Ulfat-Bunyadi, Rene Meis, Nazila Gol Mohammadi and Maritta Heisel
Paluno - The Ruhr Institute for Software Technology, University of Duisburg-Essen, Duisburg, Germany
Keywords:
Product Line Engineering, Variability, Control System, Embedded System, Six-Variable Model.
Abstract:
The optimal way for introducing a product line is to set up a completely new product line by developing a
reuse infrastructure for the whole range of products right from the start. However, in practice, product line
engineering is frequently introduced by a company after having developed a number of products separately (i.e.
in single system engineering). The challenge then consists of defining the product line based on these existing
products, i.e. to a certain extent these products have to be re-engineered. More precisely, two problems need
to be solved: first, commonality and variability among the existing products needs to be identified to define a
common set of core assets, and, second, the way in which future systems (i.e. products of the product line)
will be developed based on this common set of assets needs to be defined. The method we suggest in this
paper solves these two problems. Our method focuses on control systems, i.e. systems which monitor/control
certain quantities in their environment.
1 INTRODUCTION
A (software) product line is defined as follows
(Clements and Northrop, 2002): “A software product
line is a set of software-intensive systems sharing a
common, managed set of features that satisfy the spe-
cific needs of a particular market segment and that
are developed from a common set of core assets in a
prescribed way.” The process of developing a prod-
uct line is referred to as product line engineering (Pohl
et al., 2005). Companies introduce product line engi-
neering due to diverse reasons, for example, in order
to improve time-to-market, to improve product qual-
ity, to increase customer satisfaction, to enable mass-
customization, etc. (Clements and Northrop, 2002).
In a nutshell, substantial production economies can
be achieved by developing systems in a product line
instead of separately. Depending on the situation, dif-
ferent strategies may be used to introduce a product
line (Schmid and Verlage, 2002). Ideally, no prede-
cessor products exist and a new product line is set
up right from the start by developing a reuse infras-
tructure for all products of the product line. Yet, in
practice, companies often use a more incremental ap-
proach (Schmid and Verlage, 2002): frequently, pre-
decessor products exist that need to be integrated into
product line development. Therefore, they need to be
re-engineered. In this paper, we present a method
for introducing product line development in such a
situation. Our method supports developers in iden-
tifying commonalities and variability in the existing
products, defining core assets for the product line (re-
stricted to requirements artefacts), and defining how
future products can be derived in the product line. We
focus mainly on control systems.
The paper is structured as follows. In Sect. 2,
we present fundamentals which provide the basis of
our method. In Sect. 3, we describe our method and
the tool support we provide. In Sect. 4, we describe
the application of our method to a real example. In
Sect. 5, we discuss related work. Finally, in Sect. 6,
we provide a conclusion and an outlook on future
work.
2 FUNDAMENTALS
Context and Problem Diagrams. Context and prob-
lem diagrams have been introduced by Jackson (Jack-
son, 2001). He differentiates between the system, the
machine, and the environment. A system is a gen-
eral artefact that might have both, manual and au-
tomatic components. The machine is the computer-
based artefact of the system and is the target of soft-
ware development. The environment is a portion of
the real world that is becoming the environment of the
development project, because its current behaviour
is unsatisfactory. The machine will be connected to
this environment so that the behaviour of the environ-
146
Ulfat-Bunyadi, N., Meis, R., Mohammadi, N. and Heisel, M.
Introducing Product Line Engineering in a Bottom-up Approach.
DOI: 10.5220/0006006001460153
In Proceedings of the 11th International Joint Conference on Software Technologies (ICSOFT 2016) - Volume 2: ICSOFT-PT, pages 146-153
ISBN: 978-989-758-194-6
Copyright
c
2016 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

ment becomes satisfactory. According to Jackson’s
approach (Jackson, 2001), first a context diagram is
created showing the machine in its environment. Then
the overall software development problem is decom-
posed into subproblems and each subproblem is doc-
umented in a problem diagram. A context diagram
usually consists of the following modelling elements:
the machine domain, problem domains, and interfaces
between them (see Fig. 8 for an example). The ma-
chine domain is the software-to-be. A problem do-
main represents a material or immaterial object in the
environment (e.g. people, other systems, a physical
representation of data). An interface expresses that
phenomena (e.g. events, states, values) are shared be-
tween the domains it connects. At the interface, the
shared phenomena are annotated and, by means of
an exclamation mark, the domain controlling them is
indicated. For creating problem diagrams, the same
modelling elements are used. In addition, a problem
diagram contains a requirement which is to be satis-
fied by the machine domain and the problem domains
shown in the problem diagram (see Fig. 9 for an ex-
ample). The requirement is connected to the problem
domains by means of at least one constraining ref-
erence, and optionally a requirement reference. The
latter means that the requirement refers somehow to
the domain phenomena. The former means that the
requirement even constrains the domain phenomena.
In context and problem diagrams, so called connec-
tion domains may be modelled as well. A connec-
tion domain is “a domain that is interposed between
the machine and a problem domain” (Jackson, 2001).
Examples of connection domains are sensors and ac-
tuators. They connect the machine to the environmen-
tal domains that are monitored/controlled. According
to Jackson, they can be omitted in context/problem
diagrams if they are reliable.
The Six-Variable Model. We introduced the Six-
Variable Model in previous work (Ulfat-Bunyadi
et al., 2016). It is based on the famous Four-Variable
Model for control systems defined by Parnas and
Madey (Parnas and Madey, 1995). The four vari-
ables are monitored, controlled, input, and output
variables. Monitored variables m are environmen-
tal quantities the control software monitors through
input devices like sensors. Controlled variables c
are environmental quantities the software controls
through output devices like actuators. Input vari-
ables i are data items that the software needs as in-
put, and output variables o are quantities that the
software produces as output. We made the obser-
vation that in practice it is sometimes not sufficient
to document only the four variables. As require-
ments are refined and the decision is made which sen-
Control
machine
Environmental
domain W
REQ
Environmental
domain Z
SE!i
CM!o
Sensors
EW!m
EW!r
Actuators
EZ!d
AC!c
Legend:
r: environmental properties originally referenced by the requirement
d: environmental properties that shall be as desired by the requirement
m: variables actually monitored by sensors
c: variables actually controlled by actuators
i: input variables
o: output variables
Sensors/actuators/other
systrems connecting
software-to-be to reality
Requirement
in real world
Software-to-be
Remote problem
domains
in real world
Figure 1: Six-Variable Model (Ulfat-Bunyadi et al., 2016).
sors/actuators/other systems to use for monitoring and
controlling, the environmental quantities that have
been relevant in the requirements at first (i.e. before
decision making) are replaced by the environmental
quantities that can actually be monitored/controlled
by the selected sensors/actuators/other systems. Ex-
isting approaches (like the Four-Variable Model) only
call for documenting the environmental quantities
that are finally relevant and that are actually moni-
tored/controlled. The quantities that have been rele-
vant originally, are not documented. This results in
problems when the software shall be reused in an-
other context/environment with slightly different sen-
sors/actuators. Then it is hard for developers to de-
cide, which environmental quantities still need to be
monitored/controlled and which ones not. Therefore,
we argue that six variables should be documented: the
four variables i, o, m, c and additionally r and d (see
Fig. 1). r represents the environmental quantities that
were originally referenced in the requirement and d
represent the environmental quantities that shall be as
desired by the requirement.
In Fig. 2, an example of documenting the six vari-
ables is given. We used the famous patient monitoring
system as an example here. The machine is intended
to notify a nurse if the patient’s heartbeat stops. The
machine is connected to a sensor and an actuator. The
sensor detects the sound in the patient’s chest. If the
patient’s heart has stopped beating, the sound from
the patient’s chest falls below a threshold for a cer-
tain time. Then, the machine raises the sound of the
buzzer to inform the nurse. The referenced variable is
the patient’s heartbeat, the monitored variable is the
sound in the patient’s chest, and the input variable is
the corresponding value measured by the sensor. The
output variable is ‘sound on/off’, the controlled vari-
able is the buzzing of the buzzer, and the desired vari-
able is that the nurse is informed.
Essence versus Incaration. The differentiation be-
tween essence and incarnation of a system was intro-
duced as part of Essential Systems Analsis in 1984
Introducing Product Line Engineering in a Bottom-up Approach
147

Machine
Buzzer
Sensor
S! {measured value}
M! {sound ON,
sound OFF}
Nurse
P! {sound in chest}
B! {buzz}
Inform nurse
when
heartbeat stops
P! {heartbeat}
Patient
N! {informed}
Figure 2: Exemplary documentation of six variables.
(McMenamin and Palmer, 1984). The essence of
a system comprises the capabilities it must possess
to fulfil its purpose, regardless of how it is imple-
mented. The incarnation comprises all implementa-
tion details. For identifying the essence of a system,
the following heuristic is used: One assumes that the
technology within the system is perfect, this means
that processors, for example, are able to do anything
constantly and containers (data stores) are able to hold
an infinite amount of data. The technology outside the
system is not assumed to be perfect.
3 BOTTOM-UP METHOD
3.1 Method Steps
Fig. 3 provides an overview of our method. We ex-
plain each step in the following in more detail. The
main idea is that we model, for each existing system,
the essence on the one hand (Steps 1 and 2) and, in-
dependent of that, the incarnation on the other hand
(Step 3). Creating an incarnation model means that
the corresponding system is modelled as it is. Cre-
ating an essential model is more difficult, since the
information required to create the model is frequently
not documented and existed only at the beginning of
the system development project, in which the corre-
sponding system was developed. Mining this knowl-
edge is therefore more complicated. Confronting the
essential model with the incarnation model helps de-
velopers to reflect on the quantities that are moni-
tored/controlled and on the reasons why this is done,
i.e. which environmental phenomena originally have
been relevant in the real world.
Step 1: Create essential context diagrams. As a
first step, an essential context diagram needs to be
created for each existing system. To focus on the
essence, we use a heuristic: we assume that the tech-
nology outside the machine is perfect. This means
that we assume that all connection domains are reli-
able and we do not model them therefore. A major
challenge in Step 1 consists in identifying the envi-
ronmental domains that are actually relevant in the
real world. Sometimes they are not made explicit in
existing documentations. The main question to be an-
swered is: What shall be monitored/controlled in the
environment? In this step, it is not important how this
is achieved, since we focus on the essence. Therefore,
in the context diagram (see Fig. 4, left hand side),
only the problem domains that are relevant in the real
world are shown and, at the interfaces to the machine,
the r and d variables are annotated that are relevant
from an essential view. We call them r
ess
and d
ess
.
Step 2: Create essential problem diagrams. Based
on the essential context diagrams from Step 1, essen-
tial problem diagrams are created during this step. For
each essential context diagram, usually several essen-
tial problem diagrams are created, since the consid-
ered machine usually has to satisfy several require-
ments and each requirement is modelled in a sepa-
rate problem diagram. The right hand side of Fig. 4
shows the information that needs to be shown in an
essential problem diagram. Note that we still abstract
from connection domains and focus on the r
ess
and
d
ess
variables. Since we assume perfect technology
(i.e. perfect sensors and actuators), the requirement
refers to/constrains the same phenomena as the ones
shared with the machine. Note that the requirement
(Req
ess
) represents an essential requirement, i.e. it de-
scribes what shall be achieved in the real world with-
out being biased by the technology to be used.
Step 3: Create incarnation problem diagrams. In-
dependently of the diagrams from Step 1 and 2, in-
carnation problem diagrams are created during this
step for each system. During this step, we take im-
plementation details into account and, therefore, we
model all connection domains. The diagram on the
left-hand side of Fig. 5 shows which information
needs to be shown in an incarnation problem dia-
gram. At the interfaces between the machine, connec-
tion domains (sensors/actuators), and environmental
domains (monitored/controlled domains), we anno-
tate now the six variables from an incarnation view
(r
inc
,m
inc
,i
inc
,o
inc
,c
inc
,d
inc
). Creating these incarna-
tion diagrams independently of the essential diagrams
has the benefit that we once focus on the r and d vari-
ables from an essential view and the other time we
focus on them from an incarnation view. In this way,
it is more likely that we find differences between r
ess
and r
inc
as well as d
ess
and d
inc
variables. Note that
we welcome such differences. Essence and incarna-
tion are often different. It is only important that the
difference is traceable and therefore we document it
now, i.e. in retrospect.
Step 4: Ensure that r
inc
/d
inc
variables map to
r
ess
/d
ess
variables. During this step, we try to map
the r
inc
/d
inc
variables to the r
ess
/d
ess
variables (see
Fig. 5), i.e. we try to answer the question, why
each r
inc
is monitored and why each d
inc
is effected
by identifying their relations to certain r
ess
/d
ess
vari-
ables. The reasoning explaining, why the variables
ICSOFT-PT 2016 - 11th International Conference on Software Paradigm Trends
148

external
input
method
steps
input
/
output
Step 2:
Create essential
problem diagrams
Step 3: Create
incarnation problem
diagrams
Step 4:
Ensure that r
inc
/d
inc
variables map to
r
ess
/d
ess
variables
Step 5:
Introduce variation
points and variants
Any existing
documentation
Incarnation problem
diagrams for each system
Revised essential
and incarnation
diagrams
Essential problem
diagrams for each
system
Step 1:
Create essential
context diagrams
Domain
expertise
Essential context
diagrams for each
system
OVM with
dependencies
Step 6:
Identify constraint
dependencies
Domain
expertise
Figure 3: Overview of our method.
Control
machine
Monitored
domain
r
ess
Controlled
domain
d
ess
System X
Control
machine
Monitored
domain
Req
ess
Controlled
domain
System X
Information to be shown in an
essential context diagram
Information to be shown in an
essential problem diagram
r
ess
d
ess
r
ess
d
ess
Figure 4: Information in essential diagrams.
Control
machine
Monitored
domain
Controlled
domain
System X
Control
machine
Monitored
domain
Req
inc
r
inc
Controlled
domain
System X
Sensor
Actuator
m
inc
i
inc
o
inc
c
inc
d
inc
r
ess
d
ess
Req
ess
r
ess
d
ess
Figure 5: Mapping essence and incarnation.
map, is documented textually. At the end of this step,
for each r
inc
/d
inc
variable, such a documentation must
exist. Thus, the term mapping does not mean that r
inc
and r
ess
as well as d
inc
and d
ess
variables need to be the
same. Rather, it means that r
inc
needs to reflect actu-
ally r
ess
and that d
inc
needs to result actually in d
ess
.
Even the environmental domains may be different to
a certain extent, e.g. a domain shown in the essential
diagram may be decomposed and shown as two do-
mains in the incarnation diagram. This is allowed but
should be traceable and documented in the reasoning.
If the discrepancy is not traceable, one should con-
sider revising one/both diagrams to identify the cause
and correct the diagrams from Steps 1-3.
Step 5: Introduce variation points and vari-
ants. Based on the (probably revised) diagrams from
Step 4, variants and variation points are introduced.
Usually there are different variants for one r
ess
/d
ess
variable, since different sensors/actuators may be
used. Therefore, we recommend to create incarna-
tion diagram fragments for the variants as shown in
Fig. 6. To depict variation points and variants (i.e.
the choices that can be made), we suggest creating an
OVM (Orthogonal Variability Model) (Pohl, 2010).
The variation points and variants are then related to
the essential and incarnation problem diagram frag-
ments by means of so called artefact dependencies.
Step 6: Identify constraint dependencies. Usually,
OVM
Name
VP X
V1
Name
V2
Name
Name
VP Y
V1
Name
V2
Name
Control
machine
Monitored
domain
Req
ess
r
ess
PD Fragment
Control
machine
Monitored
domains
PD Fragment
Sensor
Control
machine
Controlled
domain
PD Fragment
Actuator
Control
machine
Controlled
domain
PD Fragment
r
ess
Req
inc
r
inc
m
inc
i
inc
Req
ess
Req
inc
d
ess
d
ess
d
inc
c
inc
o
inc
Figure 6: Diagram fragments as variants.
the selection of variants at one variation point may af-
fect the available choices at another variation point: a
variation point may require/exclude another variation
point, a variant may require/exclude another variant,
and a variant may require/exclude a variation point
(cf. (Pohl, 2010)). Such relationships are called con-
straint dependencies. Since we create the OVM based
on the (essential and incarnation) problem diagrams,
it is likely that not all constraint dependencies that ac-
tually exist, will directly be identified. Therefore, we
introduce this step. During this step, the developers
must reflect on constraint dependencies that might ex-
ist and document them.
After Step 6, the product line is defined and initi-
ated. To derive concrete products of the product line,
developers need to select variants and to compose the
related essence and incarnation diagram fragments to
whole context/problem diagrams for their product.
3.2 Tool Support
By means of our method, the OVM as well as core as-
sets for the product line are created (in Steps 5 and 6).
The tool support we present in this section helps de-
velopers in creating and maintaining these core assets
and the OVM together with its artefact and constraint
dependencies. We use the UML4PF profile proposed
by Hatebur and Heisel (Hatebur and Heisel, 2010) as
a basis. This profile allows describing context and
Introducing Product Line Engineering in a Bottom-up Approach
149
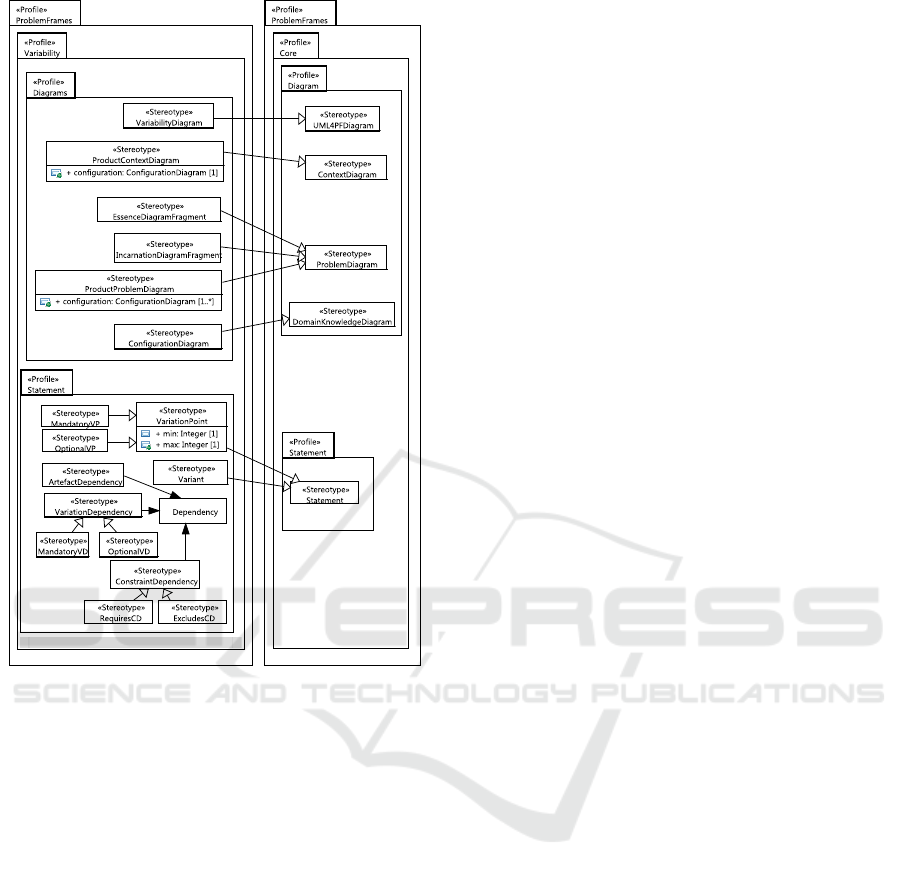
Figure 7: OVM Profile extending UML4PF.
problem diagrams using UML class diagrams. It has
already been extended by Alebrahim et al. to sup-
port variability (cf. (Alebrahim et al., 2014)). Yet,
this variability profile does not support the orthogo-
nal modelling of variability. To support orthogonal
variability modelling, we adapted the variability pro-
file and present the resulting OVM profile (see Fig. 7)
in the following. Due to space limitation, we mainly
explain the adaptations we made.
The variability diagram captures the variation
points and variants (i.e. it represents the OVM). The
essence and incarnation diagram fragments are spe-
cialisations of problem diagrams. The configuration
diagram captures the selected variants for a certain
product of the product line. Product context and prod-
uct problem diagrams are diagrams that are created
when deriving products of the product line. Therein,
essence/incarnation diagram fragments are composed
to build whole context/problem diagrams. An impor-
tant extension that we made, which allows for mod-
elling the variability orthogonally to the other dia-
grams, is that we defined artefact dependency as a
specialisation of dependency. This allows for mod-
elling artefact dependencies between the OVM and
diagram fragments. Furthermore, we maintain vari-
ation points and variants exclusively in the variability
diagram. They are not scattered across various dia-
grams.
4 APPLICATION EXAMPLE
As examples, we use ACC (Adaptive Cruise Con-
trol) systems. Real ACC systems are described
in (Robert Bosch GmbH, 2003) and (Robert Bosch
GmbH, 2006). The description of the three systems
we use in the following is based on these documents.
We assume that they are existent and, based on them,
product line engineering is introduced:
System 1: Simple ACC. System 1 uses a long range
radar (LRR) sensor and ESP (Electronic Stability Pro-
gram) sensors. The LRR provides information about
speed, distance, and lateral offset of objects ahead.
ESP sensors measure the yaw rate, lateral accelera-
tion, steering wheel angle, and wheel speed of the
ACC vehicle. Based on this data, the ACC software
is able to calculate the yaw rate corrected for offset
which is needed to determine the projected course of
the ACC vehicle. Based on the projected course of the
ACC vehicle and the lateral offset of a detected ob-
ject, the lane of the object can be estimated. If the de-
tected object is on the same lane as the ACC vehicle,
it is identified as a target object (for tracking). If it is
not on the same lane, it is considered to be irrelevant.
However, the ACC software (using these sensors) is
not able to decide with sufficient certainty, whether
or not an object is in the same lane as the ACC vehi-
cle. Therefore, stationary objects are ignored by the
ACC constant-gap function, i.e. only moving objects
can be selected as target objects for tracking. Due to
the large number of stationary objects at the roadside,
the likelihood for the ACC software reacting to one of
them by mistake is very high.
System 2: Advanced ACC. System 2 uses an LRR
sensor as well. Instead of the ESP sensors, a stereo
video sensor is used. As in System 1, the LRR pro-
vides information about speed and distance of objects
ahead. Yet, we do not need the lateral offset of de-
tected objects, because the video sensor identifies the
lane of them precisely. In addition, the video sen-
sor recognizes object dimensions and is thus able to
differentiate between vehicles, people, beverage cans,
etc. Due to the precise information about the lane of a
detected object (at the roadside and on the road), the
ACC software is able to take stationary objects into
account in the constant-gap function. Due to the reli-
able information about stationary and moving objects
ICSOFT-PT 2016 - 11th International Conference on Software Paradigm Trends
150
ACC
Software
Driver
ACC vehicle
System 1
Vehicles ahead
ACC
Software
Driver
ACC vehicle
System 2
Vehicles ahead
Pedestrians
D! {activate ACC,
deactivate ACC,
desired speed}
VA! {lane, speed, distance}
ACCV! {lane, speed}
ACC! {adapt speed}
D! {activate ACC,
deactivate ACC,
desired speed}
VA! {lane, speed, distance}
ACCV! {lane, speed}
ACC! {adapt speed}
P! {position, distance}
Figure 8: Essential context diagrams (Step 1).
that is now available, the ACC software in System 2
supports also emergency braking.
System 3: Sophisticated ACC. System 3 is similar
to System 2, except for the short range radar (SRR)
sensors that are used in addition. The SRR sensors
detect vehicles ahead that are close to the ACC vehi-
cle (e.g. vehicles cutting in sharply). Due to this in-
formation, the ACC software supports in addition (to
the capabilities that are also supported by System 2)
stop-and-go in urban traffic.
We now describe how we applied our method to
identify variability and commonality and to define
core assets for our product line of ACC systems.
Step 1: Create essential context diagrams. We
have created an essential context diagram for Sys-
tems 1, 2, and 3 by abstracting from connection do-
mains and identifying the r
ess
and d
ess
variables, i.e.
the environmental quantities that are actually relevant
in the real world regardless of the sensors/actuators
that will be used to monitor/control them. The con-
text diagrams for System 1 and 2 are given in Fig. 8.
The diagram for System 3 is the same as for System 2.
This is possible because, as regards the essence, the
same problem domains in the environment are rele-
vant for System 3. For all three systems the driver, ve-
hicles ahead, and the ACC vehicle are relevant prob-
lem domains in the environment. For System 2 and 3,
in addition, pedestrians are relevant.
Step 2: Create essential problem diagrams. Based
on the essential context diagrams from Step 1, we cre-
ated essential problem diagrams. Note that to each
essential context diagram, several essential problem
diagrams were created because each machine was
decomposed into submachines and each submachine
was modelled in another problem diagram with the
corresponding essential requirement it has to satisfy.
Fig. 9 shows two of these essential problem diagrams
for System 1 and System 2. The essential problem di-
agram for System 3 is again the same as for System 2
due to the same reason as in Step 1. The essential re-
quirement to be satisfied is “adapt speed”. In case of
System 1, the ACC software needs to know the lane,
speed, and distance of vehicles ahead as well as the
lane and the speed of the ACC vehicle. These are the
ACC
Software
ACC
vehicle
System 1
Vehicles
ahead
System 2
Pedestrians
Adapt
speed
ACC
Software
ACC
vehicle
Vehicles
ahead
Adapt
speed
VA! {lane, speed,
distance}
ACCV! {speed
adapted}
VA! {lane, speed,
distance}
ACCV! {speed adapted}
P! {position,
distance}
VA! {lane, speed,
distance}
ACC! {adapt speed}
VA! {lane, speed,
distance}
ACC! {adapt speed}
P! {position,
distance}
ACC
vehicle
ACCV! {lane, speed}
ACCV! {lane, speed}
ACC
vehicle
ACCV! {lane,
speed}
ACCV! {lane,
speed}
Figure 9: Essential problem diagrams (Step 2).
ACC
Software
ACC vehicle
System 1
Vehicles
ahead
Adapt
speed
Engine Mgmt.
System
ESP Sensors
Long Range
Radar
ESP
VA! {relative
position, speed,
distance}
VA! {lateral offset, speed, distance}
LRR! {measured lateral
offset, speed, distance}
ACC vehicle
ACCV! {yaw rate, lateral acceleration,
wheel speed, steering wheel angle }
ESPS! {measured yaw rate, lat. acc.,
wheel speed, steering wheel angle}
ACCV! {course,
current speed}
ACCV! {speed
adapted}
ESP! {decelerate}
EMS! {accelerate}
ACC! {engine-
torque-to-be}
ACC! {braking-torque-to-be}
System 2
Pedestrians
ACC
Software
ACC vehicle
Vehicles
ahead
Adapt
speed
ESP
Video sensor
Engine Mgmt.
System
Long Range
Radar
VS! {lane and distance
of VA, position and
distance of P}
VA! {lane, speed,
distance}
ACCV! {speed
adapted}
ESP! {decelerate}
EMS! {accelerate}
ACC! {engine-
torque-to-be}
ACC! {braking-torque-to-be}
VA! {lane, distance}
P! {position, distance}
VA! {speed, distance}
P! {position, distance}
LRR! {measured speed, distance}
Figure 10: Incarnation problem diagrams (Step 3).
phenomena referred to by the requirement. The phe-
nomenon constrained by the requirement is the speed
of the ACC vehicle indicated by “speed adapted”. In
case of System 2, the same requirement has to be sat-
isfied but there is one more problem domain involved:
pedestrians. The reason is that, in contrast to Sys-
tem 1, the ACC software in Systems 2 and 3 is able to
differentiate between pedestrians and vehicles ahead.
Step 3: Create incarnation problem diagrams. In-
dependent of the diagrams created in Steps 1 and 2,
we modelled the incarnation of the three existent ACC
systems. The incarnation problem diagrams for Sys-
tem 1 and 2 are given in Fig. 10. We omitted the di-
agram for System 3 due to space limitation. The di-
agram for System 3 resembles the one for System 2,
but contains additionally the SRR sensors and the cor-
responding shared phenomena. As Fig. 10 shows, the
diagrams contain now the sensors and actuators they
use for monitoring and controlling problem domains
in the environment. Furthermore, at the interfaces,
the six variables r
inc
,m
inc
,i
inc
,o
inc
,c
inc
,d
inc
are anno-
tated. For example, the incarnation problem diagram
for System 1 shows the LRR and the ESP sensors that
are used for monitoring. The LRR measures lateral
offset, speed, and distance of vehicles ahead. The
ESP sensors measure the yaw rate, lateral accelera-
tion, wheel speed, and steering wheel angle of the
Introducing Product Line Engineering in a Bottom-up Approach
151

Figure 11: Exemplary variants and variation points for ACC product line (Step 5).
ACC vehicle. All these input variables are needed by
the ACC software in order to know the relative po-
sition, speed, and distance of vehicles ahead (refer-
enced variables). This is different in System 2. As the
incarnation problem diagram in Fig. 10 shows, differ-
ent sensors and a different set of input variables are
used.
Step 4: Ensure that r
inc
/d
inc
variables map to
r
ess
/d
ess
variables. During this step, we contrast the
incarnation of each system with the essence of the
system, for example, the incarnation of System 1
shown on in Fig. 10 with its essence shown in Fig. 9.
As stated above, for each r
inc
/d
inc
variable, a reason-
ing must be documented. We illustrate that exemplar-
ily for one r
ess
variable, the lane of vehicles ahead:
Based on the yaw rate, lateral acceleration,
wheel speed, and steering wheel angle of the
ACC vehicle (m
inc
variables), the yaw rate
corrected for offset can be calculated. Based
on this value, the course of the ACC vehicle
(r
inc
variable) can be determined. Based on
the course of the ACC vehicle (r
inc
variable)
as well as the lateral offset of vehicles ahead
(m
inc
variable), the relative position of vehi-
cles ahead can be determined (r
inc
variable).
The relative position is an estimation of the
lane of vehicles ahead (r
ess
variable).
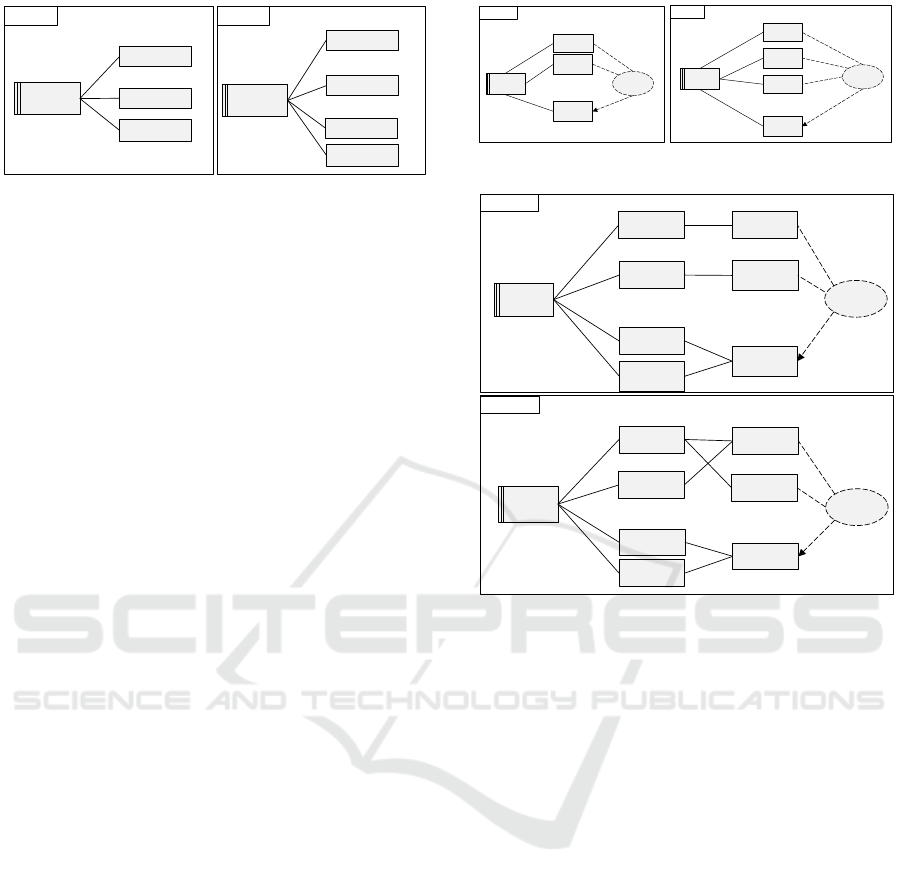
Step 5: Introduce variation points and variants.
During this step, we introduce variants (incarnation
diagram fragments) and variation points (essence di-
agram fragments) and create an OVM. The OVM in
Fig. 11 shows the variation point ‘Identifying vehicles
ahead’ with the three variants V1 to V3. At least one
and at most one of the variants must be selected. The
variation point is related by means of an artefact de-
pendency to the corresponding essence diagram frag-
ment. Each variant is also related by means of an arte-
fact dependency to the corresponding incarnation di-
agram fragment. For creating the diagrams shown in
Fig. 11 and the artefact dependencies between them,
we used our tool that is described in Sect. 3.2.
5 RELATED WORK
There are existing approaches that provide support
in introducing a product line based on existing sys-
tems or legacy systems. Li and Chang (Li and Chang,
2009) describe also a bottom-up approach for initi-
ating product line engineering but they mainly fo-
cus on process-related aspects regarding the com-
pany/organisation (e.g. building teams and insti-
tutionalizing new processes that replace traditional
ones). Kang et al. (Kang et al., 2005) present a
method for feature-oriented re-engineering of legacy
systems into product line assets. Yet, their focus is on
architectural design while we focus on requirements
engineering. Ferber et al. (Ferber et al., 2002) de-
scribe a re-engineering approach for an entire prod-
uct line. They define a method to investigate fea-
ICSOFT-PT 2016 - 11th International Conference on Software Paradigm Trends
152

ture dependencies and interactions, which restrict the
variants that can be derived from the legacy product
line assets. Their approach is interesting, although
they consider a different project situation than we do
(they assume there is legacy product line). Yet, their
approach for investigating feature dependencies and
interactions may probably complement our method
as regards the identification of constraint dependen-
cies (Step 6). We will consider that in future work.
Beyond these approaches, there is one paper of our-
selves (Ulfat-Bunyadi et al., 2016) that has similar-
ities with the work presented in this paper. Never-
theless, the main difference is that we present in this
paper a bottom-up approach for introducing a product
line. The method presented in (Ulfat-Bunyadi et al.,
2016) describes a top-down approach. Furthermore,
the latter solves a different problem: which informa-
tion to document about a control software to enable
later systematic reuse of the software.
6 CONCLUSION
In this paper, we presented a bottom-up approach
for introducing product line engineering by re-
engineering existent systems. To this end, we mod-
elled the essence of each system independent of its
incarnation and confronted the two models. We be-
lieve that reflecting on the essence of similar exist-
ing systems will help developers in identifying com-
monalities and variability among the systems. Our
method provides support in creating the core assets of
the product line and the variability model. We val-
idated our method using real examples and provide
tool support. In future work, we plan to extend our
tool support. We presented here the OVM profile
which enables orthogonal variability modelling. We
would like to add OCL (Object Constraint Language)
constraints to check validation conditions. Further-
more, we plan to analyse how difficult it is to create
an essential model for an existing system. To this end,
we plan experiments in student groups.
REFERENCES
Alebrahim, A., Fassbender, S., Filipczyk, M., Goedicke,
M., Heisel, M., and Konersmann, M. (2014). To-
wards a computer-aided problem-oriented variability
requirements engineering method. In Proc. CAiSE
2014 Workshops, number 178 in LNBIP, pages 136–
147. Springer.
Clements, P. and Northrop, L. (2002). Software Product
Lines - Practices and Patterns. SEI Series in Software
Engineering. Addison-Wesley.
Ferber, S., Haag, J., and Savolainen, J. (2002). Feature
interaction and dependencies: Modeling features for
reengineering a legacy product line. In Proc. SPLC
2002, number 2379 in LNCS, pages 235–256.
Hatebur, D. and Heisel, M. (2010). A uml profile for re-
quirements analysis of dependable software. In Proc.
SAFECOMP 2010, number 6351 in LNCS, pages
317–331. Springer.
Jackson, M. (2001). Problem Frames - Analysing and Struc-
turing Software Development Problems. Addison-
Wesley.
Kang, K., Kim, M., Lee, J., and Kim, B. (2005). Feature-
oriented re-engineering of legacy systems into product
line assets – a case study. In Proc. SPLC 2005, number
3714 in LNCS, pages 45–56.
Li, D. and Chang, C. K. (2009). Initiating and institutional-
izing software product line engineering: from bottom-
up approach to top-down practice. In Proc. Annual
IEEE Intl. Computer Software and Applications Con-
ference, pages 53–60. IEEE Computer Society.
McMenamin, S. M. and Palmer, J. (1984). Essential Sys-
tems Analysis. Prentice Hall, London.
Parnas, D. and Madey, J. (1995). Functional documents
for computer systems. Science of Computer Program-
ming, 25(1):41–61.
Pohl, K. (2010). Requirements Engineering- Fundamentals,
Principles, and Techniques. Springer.
Pohl, K., Böckle, G., and van der Linden, F. (2005). Soft-
ware Product Line Engineering: Foundations, Princi-
ples and Techniques. Springer, 1 edition.
Robert Bosch GmbH (2003). ACC Adaptive Cruise Control
- The Bosch Yellow Jackets. Edition 2003 edition.
Robert Bosch GmbH (2006). Safety, Comfort and Con-
venience Systems. Function, Regulation and Compo-
nents. John Wiley and Sons.
Schmid, K. and Verlage, M. (2002). The economic impact
of product line adoption and evolution. IEEE Soft-
ware, 19(4):50–57.
Ulfat-Bunyadi, N., Meis, R., and Heisel, M. (2016). The
six-variable model – context modelling enabling sys-
tematic reuse. In To be published in Proc. of ICSOFT-
PT 2016.
Introducing Product Line Engineering in a Bottom-up Approach
153
