Mathematical Modeling Approaches to Solve the Line Balancing
Problem
Shady Salama
1
, Alyaa Abdelhalim
2
and Amr B. Eltawil
1
1
Industrial Engineering and Systems Management, Egypt-Japan University of Science and Technology (E-JUST),
New Borg Elarab City, Alexandria 21934, Egypt
2
Production Engineering Department, Industrial Engineering Division, Alexandria University 21544, Alexandria, Egypt
Keywords: Framework, Review, Survey, Assembly Line, Line Balancing, Mathematical Model.
Abstract: The assembly line balancing problem belongs to the class of NP-hard combinatorial optimisation problem.
For several decades’ line balancing took attention of researchers who are trying to find the solutions for real
world applications. Although tremendous works have been done, the gap still exists between the research and
the real problems. This paper provides analysis of about 50 papers that used mathematical modeling in solving
line balancing problems. Thereafter, a framework is proposed for future work.
1 INTRODUCTION
Assembly lines consist of a number of workstations
that are arranged through a material handling
equipment where tasks are assigned, and the
workpieces are moving from one station to another
until the final product is produced. The workstations
are equipped with all required machines and skilled
operators to perform specific tasks without violating
cycle time, which represents the time between two
consecutive units produced from the assembly line
based on specific production plan. From the first day
that Henry Ford introduced assembly line for a mass
production in this company, the researchers are
seeking for the optimal way to assign all tasks to
workstations that is called Assembly Line Balancing
Problem (ALBP) without violating assignment
constraints (such as precedence constraints). (Dolgui
& Battaı 2013). For instance, when we increase the
balance of workload among workstations that will
lead to increase productivity by removing bottlenecks
and reducing idle time. Each task has a particular time
to perform called processing time and the workstation
time is the sum of all processing times for all assigned
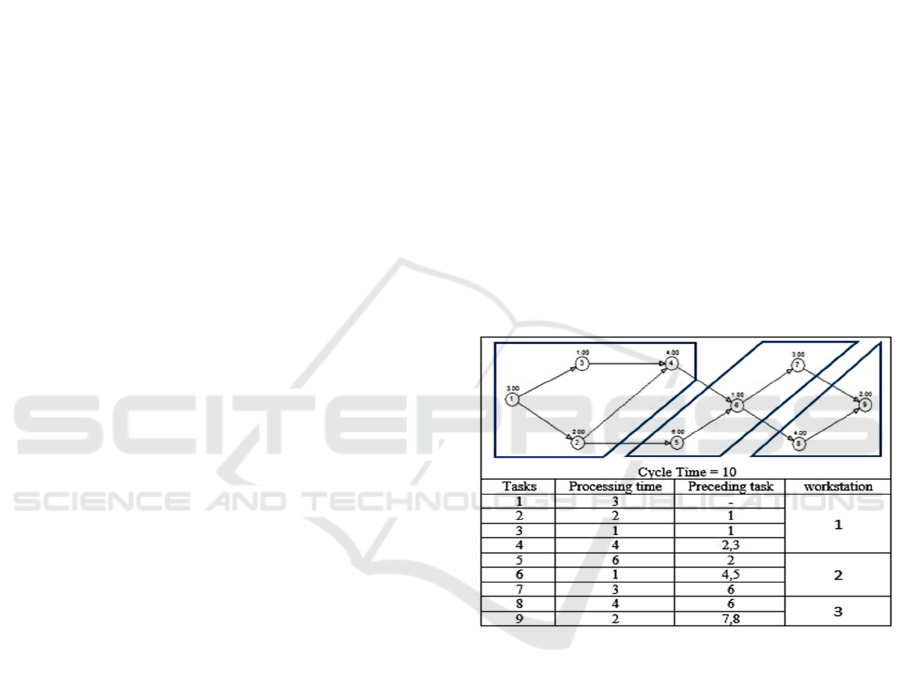
tasks. Figure (1): An illustrative example for
assembly line balancing problem.
Salveson made the first mathematical model
formulation for assembly line balancing problem
(Salveson 1955), and from this day the ALBP has
become an attractive topic for more research.
Figure 1: Assembly line balancing problem.
The ALBP is an NP-hard combinatorial optimisation
problem (Gutjahr & Nemhauser 1964) and the widely
used objective functions are to minimise the number
of workstations with fixed cycle time (SALBP-1),
minimise the cycle time with fixed number of
workstations (SALBP-2) and maximize line
efficiency (SALBP-E). The ALBP can be classified
based on Industrial environment (Machining,
Assembly, Disassembly). Another classification
considers the number of product models in the line
(Single model, Mixed model, Multi-model). The line
layout is also a different theme of classification
(Basic straight line, Straight lines with multiple
workplaces, U-shaped lines, Lines with the circular
transfer, Asymmetric lines). Last but not least the
nature of task times (Deterministic – Stochastic)
Salama S., Abdelhalim A. and B. Eltawil A.
Mathematical Modeling Approaches to Solve the Line Balancing Problem.
DOI: 10.5220/0006199404010408
In Proceedings of the 6th International Conference on Operations Research and Enterprise Systems (ICORES 2017), pages 401-408
ISBN: 978-989-758-218-9
Copyright
c
2017 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
401

(Dolgui & Battaı 2013) (Sivasankaran &
Shahabudeen 2014a).
In the past, the single-model lines were commonly
used for producing large and homogeneous products,
so it was a daunting task to provide any customized
products. Nowadays, due to the increasing demand
and competition for creating customised products, a
large number of traditional lines are replaced by
mixed-model lines to keep up with current market
trends (Vilarinho & Simaria 2002) (Dong et al. 2014).
On the other hand, the multi-model lines produce
batches of different products that requires setup time
to Initialize the machines between different batches.
The difference between single model, mixed-model
and multi-model are illustrated in figure (2).
Figure 2: Different line configurations based on a number
of models.
Additionally, there are many assumptions used to
reduce the level of complexity of the ALBP such as
deterministic processing time, fixed cycle time, etc.
Consequently, the challenges facing researchers is to
reduce these assumptions as possible to simulate the
real-life problems. The U-shaped lines have been
introduced for the first time by the Japanese Factories
where high experience workers were hired to increase
variability and quality of products. However, the
balancing for U-lines is more complicated compared
to traditional lines. Nevertheless, it can provide many
advantages such as; less work-in-process, less worker
movement, increase line efficiency and increase
flexibility in production rate. The straight line and U-
shaped line are illustrated in figure (3).
Figure 3: Different line layouts.
The ALBP has been intensively discussed in the
literature. As a result, many recent reviews have been
published (Boysen et al. 2007), (Battaïa & Dolgui
2013) and (Sivasankaran & Shahabudeen 2014b). In
this paper, we focus on analysing published articles
that formulated mathematical models to solve
different configurations of assembly line balancing
problems. Furthermore, a framework with
improvements in the model formulations is proposed
to tackle ALBP.
The remainder of this paper is organised as follows:
The second section presents the classification of
assembly line balancing problems as well as
reviewing and analysing the articles published in each
category. The third section is dedicated to providing
further research areas and concludes remarks of this
study. The last section explains the proposed
framework.
2 REVIEW ON MATHEMATICAL
MODELS
This section represents a taxonomy of the
mathematical models used in describing a wide range
of different assembly lines configurations:
Figure 4: Assembly Lines Configurations.
2.1 Single-Model and Straight Type
Assembly Lines with Deterministic
Processing Times
The first formulation for SALBP by (Bowman 1960)
used linear programming by using two different linear
program forms. Also, Some modifications were
introduced by (White 1961). Additionally,
(Thangavelu & Shetty 1971) developed an improved
0-1 integer programming version of Bowman-White
model by simplifying certain steps in (Geoffrion
1967) 0-1 integer programming algorithm. Moreover,
ICORES 2017 - 6th International Conference on Operations Research and Enterprise Systems
402

(Patterson & Albracht 1975) formulated an improved
0-1 integer-programming model draws heavily on the
work done by (Bowman 1960) taking into
consideration to determine feasibility and reduce
computational time by reducing the required number
of variables. Furthermore, (Talbot & Patterson 1984)
presented an integer programming formulation for
defining all feasible assignments for each task to a
workstation with upper and lower bounds. Thereafter,
they solved it by using a modified Balas algorithm
(Balas et al. 1965). In (Vitria 2004) the authors
analysed different ways for modelling precedence
and incompatibility constraints in ALBP to obtain the
best modelling formulation and solving procedure.
(Pastor & Ferrer 2009) used the two efficient models
of (Vitria 2004) for both SALBP-1 and SALBP-2
besides introducing additional constraints based on
the upper bound of the number of workstations or the
cycle time that belongs to the branch and bound
technique. The research carried by (Özcan & Toklu
2009) presented mathematical model used a goal
programming and a fuzzy goal programming for a
two-sided assembly line to minimise the number of
mated workstations at first and then minimise the
number of the workstations as a secondary goal.
(Esmaeilbeigi et al. 2015) presented the mixed integer
programming for maximizing the line efficiency
(SALBP-E) as well as providing secondary objectives
(SALPB-1, SALBP-2, minimizing smoothness
index) for the problem. Their proposed model is
considered as the first MILP model for getting an
exact solution directly in SALBP-E.
2.2 Single-Model and U-type Assembly
Lines with Deterministic Processing
Times
(Miltenburg & Wijngaard 1994) proposed the first
model for the simple U-line balancing and used a
dynamic programming procedure for obtaining the
optimal solution. In (Urban 1998) the authors
formulated an integer programming model for
optimally solving UALBP-1. (Gökçen & Aǧpak
2006) introduced the first multi-criteria for decision-
making technique for U-shaped lines. They
formulated a mathematical model using a goal
programming for a UALBP based on the IP model
proposed by (Urban 1998). Furthermore, their model
was used by (Toklu & özcan 2008) as a base for
formulating the first fuzzy goal programming model
with multi-objectives aiming at optimising the
conflicting goals as well as helping the decision
maker to determine goals in the fuzzy environment.
(Kara et al. 2009) proposed binary fuzzy goal
programming models for each of the traditional and
U-shaped assembly lines. They extended the linear
programming model of (Urban 1998) in developing
their BFGP for balancing U-lines. The improved
version of the previous model in (Urban 1998)
addressed in the work of (Fattahi et al. 2014), They
formulated an integer programming model for
UALBP-1 that was able to reduce the binary variables
to half by increasing the efficiency of LP relaxation.
2.3 Single-Model and Straight Type
Assembly Lines with Stochastic
Processing Times
The processing times in deterministic assembly line
(AL) are assumed to take constant values.
Nonetheless in real life, it takes values based on
probability distribution resulting from machine
breakdowns, the difference in skills between
operators, complex tasks, environment, and so forth.
(Moodie 1964) The first research work that addressed
the stochastic nature to the ALBP. (Carraway 1989)
proposed two dynamic programming approaches for
minimising the number of workstations. The task
times assumed to be independent and normally
distributed. (Aǧpak & Gökçen 2007) formulated a
chance-constrained 0-1 integer programming model
for balancing stochastic traditional assembly line.
Additionally, a goal programming has been proposed
for increasing the reliability of the assembly line.
(Özcan 2010) presented the first study of two-sided
assembly lines with variation in task time and
formulated a chance-constrained, piecewise-linear
and mixed integer programming for solving this
problem. In two-sided assembly lines, the workers are
assigned in both sides of the production line (left and
right) and used in parallel. (Hamta et al. 2013) They
formulated a mixed integer non-linear programming
model. Their model considered multi-objectives to
simultaneously minimise the cycle time, equipment
cost and the smoothness index. Finally, they
developed a solution method based on the
combination of particle swarm optimisation and
variable neighbourhood search to solve the problem
in reasonable time. (Hazır & Dolgui 2013) proposed
robust optimisation models for SALBP-2 considering
uncertainty through operations time and they
developed an exact decomposition algorithm. They
developed two mathematical models in addition to
decomposition based algorithm to find the optimal
solution for large problems. (Ritt et al. 2016) did not
consider the variability in task times rather, they
considered it indirectly by representing the variability
of the workforce due to absenteeism. They proposed
Mathematical Modeling Approaches to Solve the Line Balancing Problem
403

a two-stage mixed integer models to minimise the
cycle time. Furthermore, they presented a local search
heuristic procedure based on simulated annealing for
solving large instances.
2.4 Single-Model and U-type Assembly
Lines with Stochastic Processing
Times
The research done by (Nakade et al. 1997) is
considered the first work in balancing U-lines taking
stochastic nature results from manual work into
consideration. They proposed approximate
formulation for the upper and lower bound of the
expected cycle time. (Guerriero & Miltenburg 2003)
They used dynamic programming in balancing U-
lines and the recursive algorithm for determining the
optimal solution. (Urban & Chiang 2006) formulated
a chance constraint programming model for U-line
balancing problem, then they used piecewise linear,
integer programming for solving the model optimally.
The further investigations are to develop an efficient
heuristic for solving large problems. (Aǧpak &
Gökçen 2007) formulated 0-1 integer programming
model by using a chance-constrained procedure for
balancing stochastic traditional and U-shaped lines.
They used the model of (Urban 1998) as the base for
their work; also they presented two linear
transformations (pure and approximate) to enable the
model to solve large problems. Lastly, they
introduced goal programming for smoothing the
workload among workstations. Most of the researches
done in the U-type assembly line problems focused
on deterministic processing times comparing to the
stochastic time.
2.5 Multi or Mixed Model and Straight
Type Assembly Lines with
Deterministic Processing Times
(Gökċen & Erel 1998) introduced a binary integer
programming model for the Mixed-Model Assembly
Line (MMAL). Flexibility ratio has also been
presented that is used to compute the computational
and storage requirements for solving the problem by
measuring the number of possible sequences for the
precedence diagram. (Vilarinho & Simaria 2002)
developed a mathematical model for balancing
mixed-model assembly lines that gives the decision
maker the ability to define the limit number of parallel
workstations and zoning constraints. (Simaria &
Vilarinho 2009) formulated a mathematical model for
balancing two-sided mixed-model assembly lines.
Moreover, they proposed an ant colony optimisation
algorithm for optimally solving the model. (Fattahi &
Salehi 2009) developed a mixed-integer linear
programming model to minimise the total utility and
idle costs. They tried to solve the problem using
branch and bound method, but it was very time-
consuming so, they used simulated annealing to
resolve this issue. (Mosadegh et al. 2012) formulated
a mixed-integer linear programming model to provide
the exact solution of both balancing and sequencing
problems simultaneously for mixed model assembly
lines. For solving the problem, they developed a
simulated annealing algorithm as well as Taguchi
method for calibrating the algorithm parameters.
(Kucukkoc & Zhang 2014) proposed a mixed integer
programming model to investigate both sequencing
and balancing problems simultaneously in mixed
model parallel two-sided assembly lines. The
objectives of their model were to minimise the
number of workstations, reduce the length of
production lines and maximise workload smoothness.
Furthermore, they presented an agent based ant
colony optimisation algorithm for solving the
problem. (Zhao et al. 2016) formulated a
mathematical model for MMAL focused on the effect
of mental workload and the complexity of the
operations on balancing the line. They concluded that,
the mental workload considered as an essential rule
when minimising cycle time also, the mental
workload was influenced by the level of experience
of the operator.
2.6 Multi or Mixed Model and U-type
Assembly Lines with Deterministic
Processing Times
(Sparling & Miltenburg 1998) are considered the
pioneers in studying MMUL. They presented a model
for U-line balancing problem for assigning a set of
tasks in a minimum number of workstations.
Furthermore, they presented an approximation
algorithm to solve large size problems. (Miltenburg
2002) formulated a mixed, zero-one integer, non-
linear programming model then used a genetic
algorithm for searching for a good solution in a
reasonable computational time. (Kara 2008)
formulated a non-linear mathematical model to solve
balancing and sequencing problem simultaneously
for MMUL. The objective of their model was to
minimise deviation of workloads among
workstations. Due to the complexity so, they
proposed simulated annealing algorithm to solve
large-scale problems. (Kara & Tekin 2009) proposed
a mixed integer linear programming model for
optimally balancing mixed-model U-lines. The goal
ICORES 2017 - 6th International Conference on Operations Research and Enterprise Systems
404

of their model was to minimise the number of
workstations for a given cycle time. (Kazemi et al.
2011) introduced an integer linear programming
model. The objective of their presented model was to
minimise the number of stations. Furthermore, they
developed a two-stage genetic algorithm approach for
the large-scale problem. (Rabbani et al. 2012)
formulated a multi-objective mixed integer linear
programming model for two-sided Als. Finally, they
introduced a heuristic based on the genetic algorithm
for solving this problem. (Rabbani et al. 2016)
formulated a mixed-integer linear programming
model for robotic mixed-model assembly lines. The
model aimed to minimise the cycle time, robot
purchasing and setup costs.
2.7 Multi or Mixed Model and Straight
Type Assembly Lines with
Stochastic Processing Times
(Paternina-Arboleda & Montoya-Torres 2006)
proposed a mathematical model for balancing and
sequencing MMAL. The model included multi-
objective function aimed to minimise the number of
workstations, increase throughput and find the
appropriate sequence of models to remove
bottlenecks through an assembly line. (Al-e-hashem
2009) formulated a mixed integer robust optimization
model to minimize the total costs that include the cost
of workstations and duplicated tasks.
2.8 Multi or Mixed Model and U-type
Assembly Lines with Stochastic
Processing Times
(Agrawal & Tiwari 2008) proposed a model for
balancing and sequencing mixed-model U-
disassembly lines where the processing times are
different depending on the structure of the products
and the human factor. The objective function was to
minimise the variation of workload and maximise the
line efficiency. They solved this problem by using
collaborative Ant Colony Optimization, and they
tested the results on benchmarks using a design of
experiment and analysis of variance to determine
which factor is significant in the objective. (Dong et
al. 2014) formulated a 0-1 stochastic programming
model to solve balancing and sequencing problem
simultaneously for MMUL with independently and
normally distributed task times. They proposed a
simulated annealing algorithm to resolve the issue
into both situations (Deterministic and stochastic).
3 DISCUSSIONS AND FUTURE
RESEARCH
Although researchers have contributed in various
configurations and application of assembly line
balancing, the gap still exists between research and
real life problems. To the best of our knowledge, only
two papers have been published using a mathematical
model in each branch of MMAL with stochastic
processing times, so the further research may be
carried out in developing multi-objective
mathematical models including more constraints such
as zoning and distance constraints. It is clear that the
majority of authors neglected the use of statistical
methods in comparing the results to clarify the
significant improvement between their proposed
methods and previous research in the literature. Also,
statistical studies are useful in determining the effect
of each variable on the objective function and
calibrating algorithm parameters. It is clear that more
studies are applied in SLs comparing to U-lines.
Thus, further work can be done in a different
configuration of U-lines such as two-sided, multi
lines, disassembly and rebalancing U-lines. Most of
the articles neglect the human factors (skills,
experience, learning effect) and working environment
that directly affects the operator’s performance and
productivity. Consequently, it is very crucial to
enhance existing mathematical models to consider
these aspects in further work. Further work may be
directed to consider other objective functions such as
maximise the line efficiency, minimising smoothness
index and minimise total costs (equipment-
duplication-setup). Enhance current meta-heuristics
such as simulated annealing algorithm, genetic
algorithm, practical swarm optimisation, etc. That
will help in solving large instances of ALBP in less
computational time and provide better results
especially in the case of mixed-models. In MMAL it
is important to handle both ALB and ALS problems
jointly. Formulate a mathematical model for multi-
optimization problems such as the incorporation of
line design and balancing problems.
4 THE PROPOSED SOLUTION
FRAMEWORK
The objective of the ALBP-2 is to minimise the cycle
time as a result of minimising the workload of the
bottleneck workstation. Nevertheless, it is also
important to consider the second heavily loaded
workstation, the third one and so on, to improve the
Mathematical Modeling Approaches to Solve the Line Balancing Problem
405

reliability and the quality of the balance through the
line. The proposed solution approach is to modify the
model formulated by (Kucukkoc et al. 2015) to
include the objective of increasing balance between
and within workstations to ensure that all
workstations through the line have an equal amount
of work also all the workers within the workstations
have the same workload. Moreover, the zoning
constraints will be added to the model to increase the
ability to solve real-life problems with fewer
assumptions as possible. The proposed mathematical
model will be coded using LINGO optimisation
modelling software to solve small-sized problems.
The solution from the solver will be utilised as an
input to a DES model to test the robustness of
solutions when introducing the real-world variability
such as stochastic times, breakdowns, etc. Then a
comparison will be made between the initial solution
and the proposed solution from the model using the
performance indicators of the simulation. Finally,
statistical analysis will be implemented to evaluate
the significant improvement in the assembly line.
5 CONCLUSIONS
The research on ALBP is crucial because it affects the
productivity and the competitiveness of the company.
This paper surveyed studies of ALBP within the area
of mathematical modeling that were published in the
eight branches of ALBP. The goal of this analysis was
to discover the research gaps in line balancing
problems. Furthermore, a proposed framework is
introduced to enhance the solution of the MMAL by
modifying the objective function and adding more
constraints that represent realistic world problems.
ACKNOWLEDGEMENTS
This research project is sponsored by the Mitsubishi
Corporation Graduate Scholarship to the Egypt-Japan
University of Science and Technology (E-JUST) and
support of the Japanese International Cooperation
Agency (JICA).
REFERENCES
Aǧpak, K. & Gökçen, H., 2007. A chance-constrained
approach to stochastic line balancing problem.
European Journal of Operational Research, 180(3),
pp.1098–1115.
Agrawal, S. & Tiwari, M.K., 2008. A collaborative ant
colony algorithm to stochastic mixed-model U-shaped
disassembly line balancing and sequencing problem.
International Journal of Production Research, 46(6),
pp.1405–1429.
Al-e-hashem, S.M., 2009. Mixed model assembly line
balancing problem under uncertainty. , 2009. CIE 2009.
…. Available at: http://ieeexplore.ieee.org/xpls/
abs_all.jsp?arnumber=5223925 [Accessed September
27, 2016].
Balas, E., Glover, F. & Zionts, S., 1965. An Additive
Algorithm for Solving Linear Programs with Zero-One
Variables Author(s): Operations Research, 13(4),
pp.517–549.
Battaïa, O. & Dolgui, A., 2013. A taxonomy of line
balancing problems and their solutionapproaches.
International Journal of Production Economics,
142(2), pp.259–277.
Bowman, E.H., 1960. Assembly-Line Balancing by Linear
Programming. Operations Research, 8(3), pp.385–389.
Boysen, N., Fliedner, M. & Scholl, A., 2007. A
classification of assembly line balancing problems.
European Journal of Operational Research, 183(2),
pp.674–693.
Carraway, R.L., 1989. A Dynamic Programming Approach
to Stochastic Assembly Line Balancing. Management
Science, 35(4), pp.459–471. Available at:
http://pubsonline.informs.org/doi/abs/10.1287/mnsc.3
5.4.459 [Accessed September 24, 2016].
Dolgui, A. & Battaı, O., 2013. Int . J . Production
Economics A taxonomy of line balancing problems and
their solution approaches. , 142, pp.259–277.
Dong, J. et al., 2014. Balancing and sequencing of
stochastic mixed-model assembly U-lines to minimise
the expectation of work overload time. International
Journal of Production Research, 52(24), pp.7529–
7548. Available at: http://www.tandfonline.com/
doi/abs/10.1080/00207543.2014.944280 [Accessed
September 28, 2016].
Esmaeilbeigi, R., Naderi, B. & Charkhgard, P., 2015. The
type E simple assembly line balancing problem: A
mixed integer linear programming formulation.
Computers & Operations Research, 64, pp.168–177.
Available at: http://linkinghub.elsevier.com/retrieve
/pii/S0305054815001446.
Fattahi, A. et al., 2014. A novel integer programming
formulation with logic cuts for the U-shaped assembly
line balancing problem. International Journal of
Production Research, 52(5), pp.1318–1333. Available
at: http://www.tandfonline.com/doi/abs/10.1080/
00207543.2013.832489 [Accessed September 21,
2016].
Fattahi, P. & Salehi, M., 2009. Sequencing the mixed-
model assembly line to minimize the total utility and
idle costs with variable launching interval. The
International Journal of Advanced Manufacturing.
Available at: http://link.springer.com/article/
10.1007/s00170-009-2020-0 [Accessed September 25,
2016].
ICORES 2017 - 6th International Conference on Operations Research and Enterprise Systems
406

Geoffrion, A.M., 1967. Integer Programming by Implicit
Enumeration and Balas’ Method. SIAM Review, 9(2),
pp.178–190. Available at: http://epubs.siam.org/doi/
abs/10.1137/1009031 [Accessed October 16, 2016].
Gökçen, H. & Aǧpak, K., 2006. A goal programming
approach to simple U-line balancing problem.
European Journal of Operational Research, 171(2),
pp.577–585.
Gökċen, H. & Erel, E., 1998. Binary Integer Formulation
for Mixed-Model Assembly Line Balancing Problem.
Computers & Industrial Engineering, 34(2), pp.451–
461. Available at: http://www.sciencedirect.com/
science/article/pii/S0360835297001423.
Guerriero, F. & Miltenburg, J., 2003. The stochastic U-line
balancing problem. Naval Research Logistics, 50(1),
pp.31–57. Available at: http://doi.wiley.com/10.1002
/nav.10043 [Accessed September 22, 2016].
Gutjahr, A.L. & Nemhauser, G.L., 1964. An Algorithm for
the Line Balancing Problem. , (August 2015).
Hamta, N. et al., 2013. A hybrid PSO algorithm for a multi-
objective assembly line balancing problem with
flexible operation times, sequence-dependent setup
times and learning effect. International Journal of
Production Economics, 141(1), pp.99–111.
Hazır, Ö. & Dolgui, A., 2013. Assembly line balancing
under uncertainty: Robust optimization models and
exact solution method. Computers & Industrial
Engineering, 65(2), pp.261–267. Available at:
http://www.sciencedirect.com/science/article/pii/S036
0835213000934.
Kara, Y., 2008. Line balancing and model sequencing to
reduce work overload in mixed-model U-line
production environments. Engineering Optimization,
40(7), pp.669–684. Available at:
http://www.tandfonline.com/doi/abs/10.1080/0305215
0801982509 [Accessed September 26, 2016].
Kara, Y., Paksoy, T. & Chang, C.-T., 2009. Binary fuzzy
goal programming approach to single model straight
and U-shaped assembly line balancing. European
Journal of Operational Research, 195(2), pp.335–347.
Kara, Y. & Tekin, M., 2009. A mixed integer linear
programming formulation for optimal balancing of
mixed-model U-lines. International Journal of
Production Research, 47(15), pp.4201–4233. Available
at: http://www.tandfonline.com/doi/abs/10.1080/
00207540801905486 [Accessed September 26, 2016].
Kazemi, S.M. et al., 2011. A novel two-stage genetic
algorithm for a mixed-model U-line balancing problem
with duplicated tasks. The International Journal of
Advanced Manufacturing Technology, 55(9–12),
pp.1111–1122. Available at: http://link.springer.com/
10.1007/s00170-010-3120-6 [Accessed September 26,
2016].
Kucukkoc, I. et al., 2015. A mathematical model and
artificial bee colony algorithm for the lexicographic
bottleneck mixed-model assembly line balancing
problem. Journal of Intelligent Manufacturing, pp.1–
13. Available at: http://link.springer.com/10.1007/
s10845-015-1150-5 [Accessed October 24, 2016].
Kucukkoc, I. & Zhang, D.Z., 2014. Mathematical model
and agent based solution approach for the simultaneous
balancing and sequencing of mixed-model parallel two-
sided assembly lines. International Journal of
Production Economics, 158, pp.314–333.
Miltenburg, G.J. & Wijngaard, J., 1994. The U-line Line
Balancing Problem. Management Science, 40(10),
pp.1378–1388. Available at:
http://pubsonline.informs.org/doi/abs/10.1287/mnsc.4
0.10.1378 [Accessed September 21, 2016].
Miltenburg, J., 2002. Balancing and Scheduling Mixed-
Model U-Shaped Production Lines. International
Journal of Flexible Manufacturing Systems, 14(2),
pp.119–151. Available at: http://link.springer.com/
10.1023/A:1014434117888 [Accessed September 26,
2016].
Moodie, C., 1964. A Heuristic Method of Assembly Line
Balancing for Assumptions of Constantor Variable
Work Element Times. Available at:
http://docs.lib.purdue.edu/dissertations/AAI6408691/
[Accessed September 23, 2016].
Mosadegh, H., Zandieh, M. & Ghomi, S.M.T.F., 2012.
Simultaneous solving of balancing and sequencing
problems with station-dependent assembly times for
mixed-model assembly lines. Applied Soft Computing,
12(4), pp.1359–1370.
Nakade, K., Ohno, K. & George Shanthikumar, J., 1997.
Bounds and approximations for cycle times of a U-
shaped production line. Operations Research Letters,
21(4), pp.191–200.
Özcan, U., 2010. Balancing stochastic two-sided assembly
lines: A chance-constrained, piecewise-linear, mixed
integer program and a simulated annealing algorithm.
European Journal of Operational Research, 205(1),
pp.81–97.
Özcan, U. & Toklu, B., 2009. Multiple-criteria decision-
making in two-sided assembly line balancing: A goal
programming and a fuzzy goal programming models.
Computers and Operations Research, 36(6), pp.1955–
1965.
Pastor, R. & Ferrer, L., 2009. An improved mathematical
program to solve the simple assembly line balancing
problem. International Journal of Production
Research, 47(11), pp.2943–2959.
Paternina-Arboleda, C. & Montoya-Torres, J.,
Mathematical formulation for a mixed-model assembly
line balancing problem with stochastic processing
times. laccei.org. Available at: http://www.laccei.org/
LACCEI2006-PuertoRico/Copyright
Pending/IT240_PaterninaArboleda.pdf [Accessed
September 27, 2016].
Patterson, J.H. & Albracht, J.J., 1975. Technical Note--
Assembly-Line Balancing: Zero-One Programming
with Fibonacci Search. Operations Research, 23(1),
pp.166–172.
Rabbani, M., Moghaddam, M. & Manavizadeh, N., 2012.
Balancing of mixed-Model two-Sided assembly lines
with multiple u-Shaped layout. International Journal of
Advanced Manufacturing Technology, 59(9–12),
pp.1191–1210.
Mathematical Modeling Approaches to Solve the Line Balancing Problem
407

Rabbani, M., Mousavi, Z. & Farrokhi-Asl, H., 2016. Multi-
objective metaheuristics for solving a type II robotic
mixed-model assembly line balancing problem.
Journal of Industrial and Production Engineering,
33(7), pp.472–484. Available at:
https://www.tandfonline.com/doi/full/10.1080/216810
15.2015.1126656 [Accessed September 27, 2016].
Ritt, M., Costa, A.M. & Miralles, C., 2016. The assembly
line worker assignment and balancing problem with
stochastic worker availability. International Journal of
Production Research, 54(3), pp.907–922. Available at:
http://www.tandfonline.com/doi/full/10.1080/0020754
3.2015.1108534 [Accessed September 25, 2016].
Salveson, M.E., 1955. The assembly line balancing
problem. Journal of Industrial Engineering, 6(3),
pp.18–25.
Simaria, A.S. & Vilarinho, P.M., 2009. 2-ANTBAL: An ant
colony optimisation algorithm for balancing two-sided
assembly lines. Computers & Industrial Engineering,
56(2), pp.489–506.
Sivasankaran, P. & Shahabudeen, P., 2014a. Literature
review of assembly line balancing problems. The
International Journal of Advanced Manufacturing
Technology, 73(9–12), pp.1665–1694. Available at:
http://link.springer.com/10.1007/s00170-014-5944-y
[Accessed August 20, 2016].
Sivasankaran, P. & Shahabudeen, P., 2014b. Literature
review of assembly line balancing problems. The
International Journal of Advanced Manufacturing
Technology, 73(9–12), pp.1665–1694. Available at:
http://link.springer.com/10.1007/s00170-014-5944-y
[Accessed September 29, 2016].
Sparling, D. & Miltenburg, J., 1998. The mixed-model U-
line balancing problem. International Journal of
Production Research, 36(2), pp.485–501.
Talbot, F.B. & Patterson, J.H., 1984. an Integer
Programming Algorithm With Network Cuts for
Solving the Assembly Line Balancing Problem.
Management Science, 30(1), pp.85–99. Available at:
http://search.ebscohost.com/login.aspx?direct=true&d
b=bth&AN=7357463&site=ehost-live&scope=site.
Thangavelu, S.R. & Shetty, C.M., 1971. Assembly Line
Balancing by Zero-One Integer Programming. AIIE
Transactions, 3(1), pp.61–68.
Toklu, B. & özcan, U., 2008. A fuzzy goal programming
model for the simple U-line balancing problem with
multiple objectives. Engineering Optimization, 40(3),
pp.191–204. Available at:
http://www.tandfonline.com/doi/abs/10.1080/0305215
0701651642 [Accessed September 21, 2016].
Urban, T.L., 1998. Note. Optimal Balancing of U-Shaped
Assembly Lines. Management Science, 44(5), pp.738–
741. Available at: http://pubsonline.informs.org/
doi/abs/10.1287/mnsc.44.5.738 [Accessed September
21, 2016].
Urban, T.L. & Chiang, W.C., 2006. An optimal piecewise-
linear program for the U-line balancing problem with
stochastic task times. European Journal of Operational
Research, 168(3), pp.771–782.
Vilarinho, P.M. & Simaria, A.S., 2002. A two-stage
heuristic method for balancing mixed-model assembly
lines with parallel workstations. International Journal
of Production Research, 40(6), pp.1405–1420.
Available at: http://www.tandfonline.com/doi/abs/
10.1080/00207540110116273 [Accessed September
25, 2016].
Vitria, J., 2004. Different ways of modelling and solving
precedence and incompatibility constraints in the
Assembly Line Balancing Problem. Recent Advances in
Artificial Intelligence Research. Available at:
https://www.google.com/books?hl=en&lr=&id=P7FY
s0IvbpoC&oi=fnd&pg=PA359&dq=Pastor,+R.,+Coro
minas,+A.+and+Lusa,+A.,+2004.+Different+ways+of
+modelling+and+solving+precedence+and+incompati
bility+constraints+in+the+assembly+line+balancing+p
roblem.+Frontiers+in.
White, W.W., 1961. Comments on a Paper by Bowman.
Operations Research, 9(August 2015), pp.274–276.
Zhao, X. et al., 2016. A genetic algorithm for the multi-
objective optimization of mixed-model assembly line
based on the mental workload. Engineering
Applications of Artificial Intelligence, 47, pp.140–146.
ICORES 2017 - 6th International Conference on Operations Research and Enterprise Systems
408
