
Surface Formation of Nano- / Micro- Structures on Titanium Alloy
Composites using Picosecond Laser Scanning Technology
Yi-Cheng Lin, Chih-Chung Yang, Shih-Feng Tseng, Donyau Chiang, Yu-Hsuan Lin,
Kuo-Cheng Huang and Wen-Tse Hsiao
Instrument Technology Research Center, National Applied Research Laboratories, 20,
R&D Rd. VI. Hsinchu Science Park, Hsinchu City, Taiwan
Keywords: Laser Fluence, Laser Material Interaction, Nano- / Micro Surface Structure Formation.
Abstract: This study reports on the development of picosecond laser system to titanium alloy surface treatment
applications. In the picosecond laser-scanning system, that is based on the fiber-optics laser source and
integrated with a designed optics / optical machine design and control technology of scanning system. To
analyze the laser material interaction, the laser fluence, pulse repetition frequency of laser source, position
of focused points, scan speed and pulse duration were adjusted. After laser surface treatment, the surface
roughness and surface morphologies of treated surface were evaluated by using a field emission scanning
electron microscope. Moreover, the contact angle measurement was used to analyze the hydrophilic and
hydrophobic properties of the treatment surface with micro- / nano- structures.
1 INTRODUCTION
Titanium alloy is a strong, anti-corrosive, elastic,
heat-resistant, cold-resistant, highly biocompatible,
lowly thermally conductive, and non-magnetic
material often used in medical supplies. It can be
implanted in vivo to bind to tissue, whose functions
are thus enhanced. The surface of titanium alloy can
be modified to enhance its biocompatibility,
bacterial resistance, surface lubrication, wetness,
durability, corrosion resistance, and service life, as
well as minimize its friction with the tissue.
Common surface modification processes include ion
beam treatment and ultraviolet curing, such as
surface absorption, drug sequestering, ion-assisted
deposition, ion implantation, and physical vapor
deposition. Ultrafast lasers has many properties,
during interaction processing, the ultrafast laser
pulses do not deposit heat in material, the absorption
process in the material can happen via multiphoton
absorption if the intensity is high enough. Therefore,
they can be used to fabricate microstructures or
nanostructures on various materials through laser-
material interaction. (Katahira et al., 2016)
developed the laser-induced surface treatment in
calcium nitrate solution conditions for improving the
biocompatibility of titanium alloys using Yb fiber
pulse laser. (Shen et al., 2017) proposed multi
impact laser shock processing on an orthopaedic Ti-
6Al-7Nb that can enhance the sliding wear and
microhardness by 44 % and 22 %, respectively.
(Kuczyńska et al., 2016) used direct laser
interference lithography method to produce a
periodic structure on titanium surface using two-
channel Q-switched Nd:YAG laser. According to the
laser surface treatment, the created roughness were
ranged from nano- to micro- meters. (Huerta-Murillo
et al., 2017) presented two laser micro-machining
techniques (i.e. based on nanosecond direct Laser
writing and picosecond direct laser interference
patterning) on Ti-6Al-4V alloy. By using the static
contact angle measurements were made to analyze
the wettability behavior of the structures.
Experimental results indicated that a hydrophobic
behavior for the hierarchical structures. (Oliveira et
al., 2009) fabricated microscale/nanoscale periodic
and aperiodic structures on titanium using a pulse
laser between 0.5 and 2 J/cm
2
. The researchers
found that the outward diffusion of laser energy
produced periodic shockwaves and that different
scan speeds produced different periodic shockwave
structures. Subsequently different periodic
microstructures and nanostructures were fabricated
when the laser energy was lower than the threshold
of the material removal. (Angéline et al., 2011)
190
Lin, Y-C., Yang, C-C., Tseng, S-F., Chiang, D., Lin, Y-H., Huang, K-C. and Hsiao, W-T.
Surface Formation of Nano- / Micro- Structures on Titanium Alloy Composites using Picosecond Laser Scanning Technology.
DOI: 10.5220/0006614201900196
In Proceedings of the 6th International Conference on Photonics, Optics and Laser Technology (PHOTOPTICS 2018), pages 190-196
ISBN: 978-989-758-286-8
Copyright © 2018 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
adopted a laser surface processing method to
fabricate microstructures on cast titanium alloy and
analyzed the mechanical properties of these
structures. The researchers used an Nd:YAG laser
and argon as the protective gas. Scanned electron
microscopy, X-ray diffraction (XRD), atomic
emission spectrometry, stretching tests, and hardness
tests were performed for analyses. XRD outcomes
showed significant TiO
2
and Ti
2
N peaks when argon
was absent. A significantly smaller TiO
2
peak and
no Ti
2
N peak were exhibited with the application of
argon. (Coelho et al., 2011) analyzed the
biomechanical performance of three implant surface
processing methods and found that favorable
biocompatibility was achieved in both the 14-day
and 40-day tests. (Bereznai et al., 2003) modified the
surface of titanium alloy implant materials using a
subpicosecond (0.5 ps) argon fluoride (ArF) excimer
laser to enhance biocompatibility after implantation
and fabricate surface with different roughness levels
to reduce surface tarnish. (Yoshinari et al. 2011)
applied different surface chemical processing
methods to achieve quantitative surface bond
strength. The researchers analyzed the
surface/section morphology of the implants and the
materials adhered to the implants and validated that
surface roughness was a key factor affecting the
implants. Biological compatibility of titanium alloy
materials are determined by the properties of the thin
film after surface processing. Surface modification
can improve the compatibility between implants and
organic tissue. (Elias et al., 2008) introduced a
method to examine surface morphology and surface
roughness of processed materials. The method
serves as a tool for in-depth research into titanium
alloy implant materials. (Serap et al., 2012) used a
nanosecond (200-250 ns) fiber laser (1060 nm) to
scan and process the surfaces of four different
titanium alloy structures and obtain different surface
morphology and surface roughness data. Empirical
results indicated that honeycomb-shaped surface
structures facilitated future implant manifestation.
(Milovanović et al., 2013) used a KrCl (222 nm)
laser and a XeCl (308 nm) laser to modify the
surface of titanium alloy material (Ti-6Al-4V). Test
and analysis results showed that the XeCl laser
achieved a rougher surface and higher removal rate
than the KrCl laser. Post-modification oxidation
conditions suggested that excimer lasers with longer
wavelengths are more likely to cause oxidation on
the surface of titanium alloy, roughly 5-8 times more
likely than lasers with short wavelengths.
In this study, a picosecond laser scanner was
adopted to modify the surface of titanium alloy
materials and explore laser-material interaction and
the formation of nanoscale and microscale
structures. Field-emission SEM (FE-SEM) was used
to analyze the microstructures of the modified
materials, specifically, surface roughness and
morphology. In addition, a contact angle meter was
used to measure the surface
hydrophilicity/hydrophobicity of the nanostructures
and microstructures.
2 PICOSECOND PULSED LASER
SCANNING SYSTEM
The picosecond ultrafast laser scanner comprises an
optical configuration, expanded beam collimator,
reflectors, scanner, and a human-machine interface
for system control. The laser beam passes into the
collimator via the first reflector and into the scanner.
The scanner focuses the beam on the titanium alloy
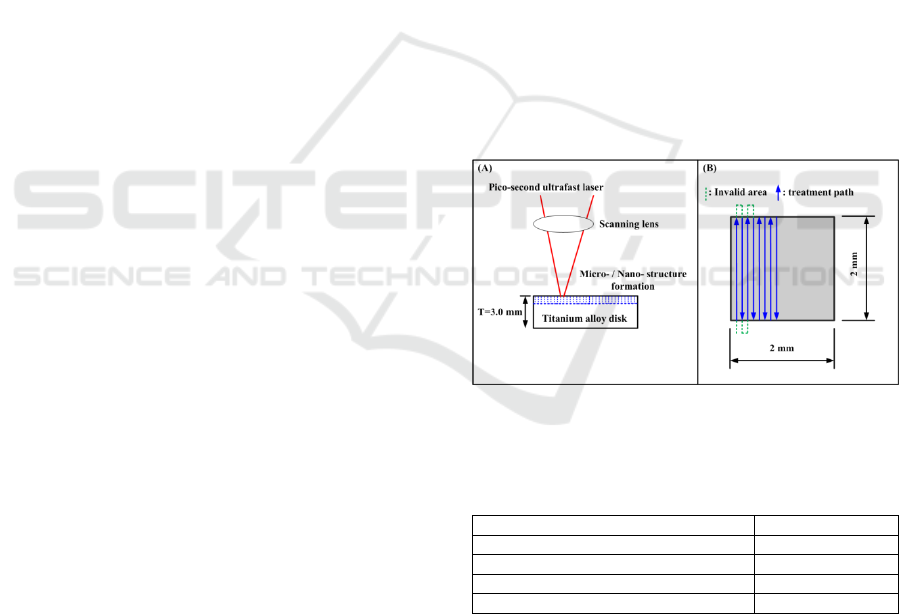
for surface modification. The layout of the
picosecond laser scanner is illustrated in Figure 1.
The specifications of the picosecond ultrafast laser
scanner are tabulated in Table 1.
Figure 1: Schematic diagram of the picosecond laser
scanning system.
Table 1: Specification of the picosecond laser scanning
system.
Item
Parameters
Pulse repetition frequency (kHz)
~1000
Average power (watt)
~14
Laser mode
TEM
00
(M
2
<1.4)
Laser pulse width (FHWM, ps)
<15
2.1 Laser Fluence Calculation
In the laser processing, pulse width refers to the
amount of time required for a single laser beam to
apply a specific number of shots on the workpiece.
Energy density increases concurrently with a
decrease in pulse width, and the absorption energy
on the surface of the workpiece depends on the
Surface Formation of Nano- / Micro- Structures on Titanium Alloy Composites using Picosecond Laser Scanning Technology
191

output power and irradiation time of the laser.
Moreover, the irradiation time of continuous-pulse
laser beams is attributed to scan speed, while that of
single-pulse laser beams is attributed to pulse width.
Therefore, the energy absorbed by the material
increases concurrently with power. The laser fluence
depended on the average laser power, pulse width
and operation pulse frequency, respectively. In this
study, assuming that the average output power of a
laser is (P
a
) and that pulse width affects
instantaneous power (P
p
), the following equation can
be expressed:
T
P
P
a
p
(1)
tPRFT
(2)
tPRF
P
P
a
p
(3)
tPE
pl
(4)
where, P
p
(W) is instantaneous power, P
a
(W) is
average power, and △T is the product of single-pulse
irradiation time and repeat frequency, as expressed
in Eq. (2). △T can be incorporated into Eq. (1) to
derive Eq. (3). Laser fluence (E
l
) can be calculated
using Eq. (4).
2.2 Wettability Characteristics and
Contact Angle Evaluation
By using the droplet experiments analysis were
carried out the wettability behavior of the surface
formation. For the contact angle measurement, the
droplet shapes were captured by a FTA 188 video
contact angle analyzer. In the contact angle
evaluation, (Young 1805) analyzed the contact angle
(θc) of droplets, as illustrated in Figure 2. Contact
angle can be calculated using Eq. (5).
cos
LGSLSG
(5)
where, γ
SG
, γ
SL
, and γ
LG
represent the surface tension
between a solid and gas, between a solid and a
liquid, and between a liquid and gas, respectively.
Figure 2: Schematic diagram of the contact angle
evaluation.
When the contact surface with rough surface, the
contact angle becomes θ
W*
, by (Wenzel 1936) as
illustrated in Figure 3 (middle). The contact angle
can be calculated using Eq. (6).
coscos
*
r
W
(6)
where, r is the projected area to the actual area.
Equation (6) indicates that the surface of the
microstructures increases surface tension.
Hydrophobic surfaces (θ > 90°) become more
hydrophobic when they contain microstructures, and
hydrophilic surfaces (θ < 90°) become more
hydrophilic when they contain microstructures.
Subsequently, the contact angles are smaller with
microstructures than without microstructures, as
illustrated in Figure 3.
Figure 3: Schematic diagram of the contact angle under
different microstructures.
When the contact surface with microstructure,
(Cassie and Baxter 1945) found that the contact
angle at which liquid suspended on the surface of
microstructures became θ
CB*
, as illustrated in Fig. 3
(right). Subsequently, θ
CB*
can be calculated using
Eq. (7). Therefore, Eq. (8) must be true if the Cassie-
Baxter condition exists.
1)1(coscos
*
CB
(7)
)/()1(cos
r
(8)
where φ is the fraction of the solid–liquid interface
below the drop.
3 TITANIUM ALLOY SURFACE
MODIFICATION USING
PICOSECOND ULTRAFAST
LASER SCANNING
To obtain different surface modification outcomes
(incl., surface morphology and nanostructures and
microstructure properties and dimensions), tests
were performed with fluence settings of 5, 10, 15,
20, and 25 µJ and a pulse time settings of 25, 50,
100, 200, and 500 μs (Figure. 4).
PHOTOPTICS 2018 - 6th International Conference on Photonics, Optics and Laser Technology
192

Figure 4: Experiment parameter planning of ultrafast laser
surface treatment on Ti-6Al-4V alloys disk.
3.1 Surface Morphology and
Nanostructure and Microstructure
Properties and Dimensions of
Modified Titanium Alloy
A sample of a titanium ingot (ψ=12.7 mm/t=3-5
mm) modified using a picosecond ultrafast laser is
illustrated in Figure 5. In the figure, the pulse time
settings were 25, 50, 100, 200, and 500 μs from left
to right, and the fluence settings were 5, 10, 15, 20,
and 25 μJ from top to bottom.
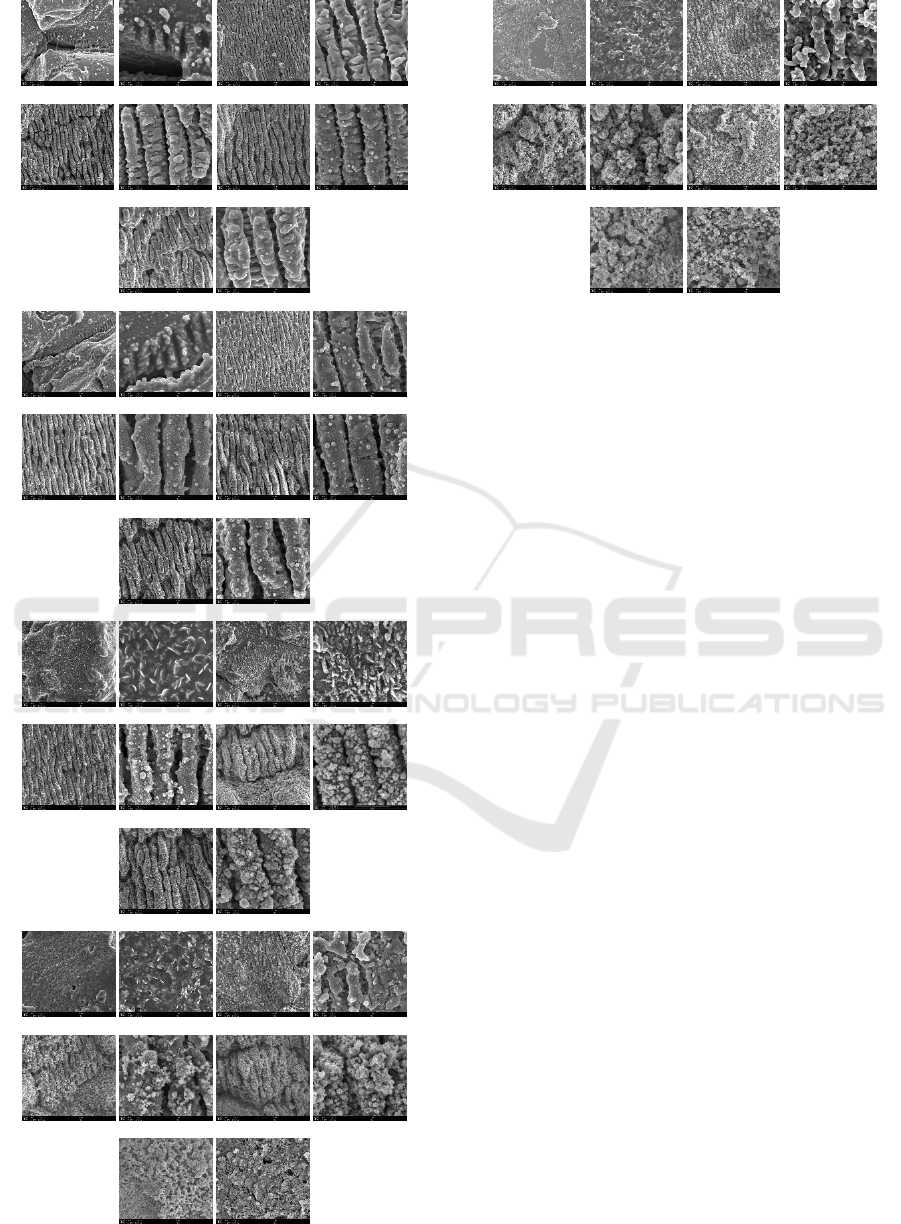
Figure 5: Experiment results of ultrafast laser surface
treatment Ti-6Al-4V disk.
An FE-SEM was performed to analyze the
surface microstructures (Figure 6). Observations
were as follows:
(a) Fixed pulse time of 25 μs (Figure 6(a-1)-(a-
10)): No periodic structures were observed on the
modified surface at a fluence setting of 5 μJ.
Periodic structures with a pitch of roughly 500 nm
were observed when at fluence settings of 10, 15, 20,
and 25 μJ. No obvious nanoparticles were observed
on the structures at a fluence setting of 10 μJ.
Obvious nanoparticles (roughly 100-300 nm) were
observed at fluence settings of 15, 20, and 25 μJ.
However, the size of the nanoparticles decreased
concurrently with an increase in laser fluence.
(b) Fixed pulse time of 50 μs (Figure 6(b-1)-(b-
10)): No periodic structures were observed on the
modified surface at a fluence setting of 5 μJ.
Periodic structures with a pitch of roughly 500 nm
were observed when at fluence settings of 10, 15, 20,
and 25 μJ. Obvious nanoparticles were observed on
the structures at a fluence setting of 10 μJ (~100 nm).
Obvious nanoparticles (roughly 200-300 nm) were
observed at fluence settings of 15, 20, and 25 μJ.
However, the size of the nanoparticles decreased
concurrently with an increase in laser fluence (200-
300 nm).
(c) Fixed pulse time of 100 μs (Figure 6(c-1)-(c-
10)): No periodic structures were observed on the
modified surface at a fluence setting of 5 μJ.
However, flaky lines were observed. Slightly
obvious periodic and filamentary structures were
observed at a fluence setting of 10 μJ. Periodic
structures with a pitch of roughly 500 nm were
observed when at fluence settings of 10, 15, 20, and
25 μJ. Obvious nanoclusters (~300 nm) were
observed on the periodic structures. However, the
nanoclusters decreased concurrently with an increase
in laser fluence (300 nm-100 nm).
(d) Fixed pulse time of 200 μs (Figure 6(d-1)-(d-
10)): No periodic structures were observed on the
modified surface at a fluence setting of 5 μJ. No
obvious periodic microstructures and nanostructures
were observed at a fluence setting of 10 μJ. The
structures were largely remelting structures. No
obvious periodic microstructures and nanostructures
were observed at a fluence setting of 15 μJ. The
structures were largely remelting structures with a
pore size of 20-30 nm. No obvious periodic
microstructures and nanostructures were observed at
a fluence setting of 20 μJ. The structures were
largely remelting structures with a pore size of 200
nm. No obvious periodic microstructures and
nanostructures were observed at a fluence setting of
25 μJ. The structures were largely remelting
structures with a pore size of 50 nm. These
observations show that the structures produced at
this pulse time setting were porous remelting
structures. No obvious periodic structures were
produced.
(e) Fixed pulse time of 500 μs (Figure 6(e-1)-(e-
10)): No periodic structures were observed on the
modified surface at a fluence setting of 5 μJ. The
structures were largely remelting structures. Obvious
periodic microstructures and nanostructures with a
pitch of 500 nm were observed at a fluence setting
of 10 μJ. Obvious remelting structures with a pore
size of ~100 nm were observed at a fluence setting
of 15 μJ. Obvious remelting structures with a pore
size of ~50 nm were observed at a fluence setting of
20 μJ. Obvious remelting structures with a pore size
of 20-30 nm were observed at a fluence setting of 25
μJ.
Surface Formation of Nano- / Micro- Structures on Titanium Alloy Composites using Picosecond Laser Scanning Technology
193
(a-1: 5μJ) (a-2: 5μJ) (a-3:10μJ) (a-4: 10μJ)
(a-5: 15μJ) (a-6: 15μJ) (a-7: 20μJ) (a-8: 20μJ)
(a-9: 25μJ) (a-10: 25μJ)
(b-1: 5μJ) (b-2: 5μJ) (b-3:10μJ) (b-4: 10μJ)
(b-5: 15μJ) (b-6: 15μJ) (b-7: 20μJ) (b-8: 20μJ)
(b-9: 25μJ) (b-10: 25μJ)
(c-1: 5μJ) (c-2: 5μJ) (c-3:10μJ) (c-4: 10μJ)
(c-5: 15μJ) (c-6: 15μJ) (c-7: 20μJ) (c-8: 20μJ)
(c-9: 25μJ) (c-10: 25μJ)
(d-1: 5μJ) (d-2: 5μJ) (d-3:10μJ) (d-4: 10μJ)
(d-5: 15μJ) (d-6: 15μJ) (d-7: 20μJ) (d-8: 20μJ)
(d-9: 25μJ) (d-10: 25μJ)
(e-1: 5μJ) (e-2: 5μJ) (e-3:10μJ) (e-4: 10μJ)
(e-5: 15μJ) (e-6: 15μJ) (e-7: 20μJ) (e-8: 20μJ)
(e-9: 25μJ) (e-10: 25μJ)
Figure 6: SEM images of the nano- / micro- structure
morphologies on ultrafast laser surface treatment Ti-6Al-
4V disk. (a) 25μs, (b)50μs, (c)100μs, (d)200μs, (e)500μs.
3.2 Contact Angle Measurement of
Modified Titanium Alloy
The contact angle of the original (unprocessed)
specimen was 90.66°. The measurement curve of the
contact angle of the modified specimen is illustrated
in Figure 7. The pulse time settings were increased
in increments from 50 to 500 μs at fixed fluence
settings of 5, 10, and 15 μJ. The contact angle
increased concurrently with pulse time, forming
hydrophobic structures. However, the contact angle
decreased concurrently with an increase in pulse
time when fluence was increased from 20 to 25 μJ.
Hydrophilic structures were observed when the
settings were 20 μJ/500 μs and 25 μJ/500 μs.
A comparison of the structures illustrated in
Figure 6 revealed that the dimensions of the
nanostructures and microstructures affected the
specimen’s moisture and droplet-catching ability.
The nanostructures and microstructures fabricated at
all fluence settings and at pulse time settings of 25
and 50 μs achieved a contact angle of >120°.
A contact angle of >140° can be achieved under
appropriate fluence/pulse time combinations. The
parameters and outcomes were: (a) 25 μJ / 25 μs /
141.6°, (b) 20 μJ / 25 μs / 151.4°, (c) 15 μJ / 200 μs /
159.07°, and (d) 10 μJ / 25 μs / 143.98°.
At a fixed fluence setting of 5 μJ, the contact
angle peaked at 132.26° (@50 μs). However,
remelting occurred as pulse time increased,
replacing periodic structures with hydrophilic
structures.
PHOTOPTICS 2018 - 6th International Conference on Photonics, Optics and Laser Technology
194
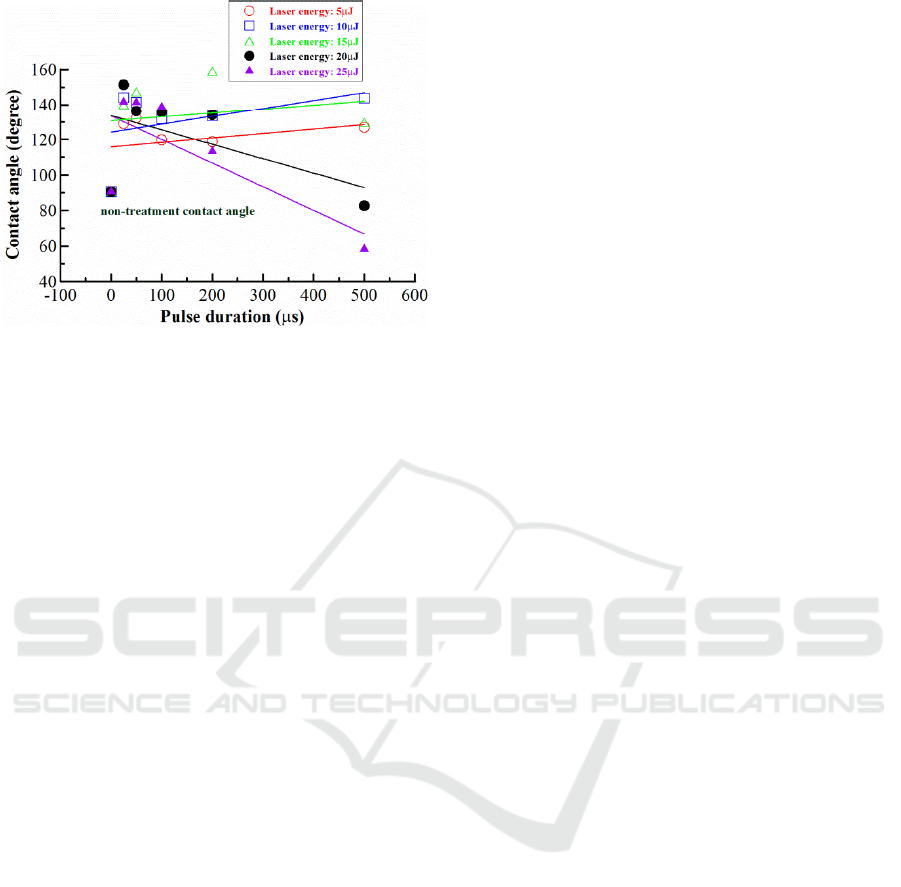
Figure 7: Contact angle measurement results of ultrafast
laser surface treatment Ti-6Al-4V disk.
4 CONCLUSIONS
In this study, a picosecond laser scanner was
successfully used to modify the surface of titanium
alloy.
An experimental analysis was performed to
elucidate the factors affecting periodic structures,
including pulse time and fluence, and the effects that
these factors have on periodic nanostructures and
microstructures and the
hydrophilicity/hydrophobicity of contact angles.
Analysis outcomes were as follows:
(a) A picosecond laser scanner was used to
modify the surface of a titanium ingot ( ψ =12.7
mm/t=3-5 mm). Nanoscale and microscale periodic
structures were observed on the modified surface.
The structures were parallel to the scanning direction
(S) and perpendicular to the electric field direction
(E). The pitch of the periodic structures was roughly
500 nm.
(b) At a fixed pulse time setting of 25 μs,
obvious nanoparticles (roughly 100-300 nm) were
observed at fluence settings of 15, 20, and 25 μJ.
However, the size of the nanoparticles decreased
concurrently with an increase in laser fluence (300-
100 nm).
(c) At a fixed pulse time setting of 50 μs, obvious
nanoparticles (200-300 nm) were observed at
fluence settings of 15, 20, and 25 μJ. However, the
size of the nanoparticles decreased concurrently with
an increase in laser fluence (200-300 nm).
(d) At a fixed pulse time setting of 100 μs,
slightly obvious periodic and filamentary structures
were observed at a fluence setting of 10 μJ. Periodic
structures with a pitch of roughly 500 nm were
observed when at fluence settings of 10, 15, 20, and
25 μJ. Obvious nanoclusters (~300 nm) were
observed on the periodic structures. However, the
nanoclusters decreased concurrently with an increase
in laser fluence (300 nm-100 nm).
(e)At a fixed pulse time setting of 200 μs, no
obvious periodic microstructures and nanostructures
were observed at a fluence setting of 10 μJ. The
structures were largely remelting structures. No
obvious periodic microstructures and nanostructures
were observed at a fluence setting of 15 μJ. The
structures were largely remelting structures with a
pore size of 20-30 nm. No obvious periodic
microstructures and nanostructures were observed at
a fluence setting of 20 μJ. The structures were
largely remelting structures with a pore size of 200
nm. No obvious periodic microstructures and
nanostructures were observed at a fluence setting of
25 μJ. The structures were largely remelting
structures with a pore size of 50 nm. These
observation show that the structures produced at this
pulse time setting were porous remelting structures.
No obvious periodic structures were produced.
(f) At a fixed pulse time setting of 500 μs, no
periodic structures were observed on the modified
surface at a fluence setting of 5 μJ. The structures
were largely remelting structures. Obvious periodic
microstructures and nanostructures with a pitch of
500 nm were observed at a fluence setting of 10 μJ.
Obvious remelting structures with a pore size of
~100 nm were observed at a fluence setting of 15 μJ.
Obvious remelting structures with a pore size of ~50
nm were observed at a fluence setting of 20 μJ.
Obvious remelting structures with a pore size of 20-
30 nm were observed at a fluence setting of 25 μJ.
(g) The contact angle of the hydrophobic
structures fabricated on the surface of the modified
material peaked at 159.07° (@15 μJ/200 μs).
Excessive pulse time and fluence settings (@20
μJ/500 μs and @25 μJ/500 μs) caused the contact
angle to drop below that of the unprocessed material
(90.66°), forming hydrophilic structures. The reason
for the reduction in contact angle was because of the
occurrence of remelting as pulse time increased,
replacing periodic structures with hydrophilic
structures.
ACKNOWLEDGEMENTS
This work was supported in part by the Ministry of
Science and Technology, TAIWAN, numbers
MOST 104-2622-E-492-0008-CC3.
Surface Formation of Nano- / Micro- Structures on Titanium Alloy Composites using Picosecond Laser Scanning Technology
195

REFERENCES
Katahira, K., Ezura, A., Ohkawa, K., Komotori, J.,
Ohmori, H., 2016. Generation of biocompatible
titanium alloy surfaces by laser-induced wet treatment.
CIRP Ann. Manuf. Techn., Vol. 65, pp. 237-240.
Shen, X., Shukla, P., Nath, S., Lawrence, J., 2017.
Improvement in mechanical properties of titanium
alloy (Ti-6Al-7Nb) subject to multiple laser shock
peening. Surf. Coat. Technol., Vol. 327, pp. 101-109.
Kuczyńska, D., Kwaśniak, P., Marczak, J., Bonarski, J.,
Smolik, J., Garbacz, H., 2016. Laser surface treatment
and the resultant hierarchical topography of Ti grade 2
for biomedical application. Appl. Surf. Sci., Vol. 390,
pp.560-569.
Huerta-Murillo, D., Aguilar-Morales, A.I., Alamri, S.,
Cardoso, J.T., Jagdheesh, R., Lasagni, A.F., Ocaña,
J.L., 2017. Fabrication of multi-scale periodic surface
structures on Ti-6Al-4V by direct laser writing and
direct laser interference patterning for modified
wettability applications. Opt. Lasers Eng., Vol. 98,
pp.134-142.
Oliveira, V., Ausset, S., Vilar, R., 2009. Surface
micro/nanostructuring of titanium under stationary and
non-stationary femtosecond laser irradiation. Appl.
Surf. Sci., Vol. 255, pp. 7556-7560.
Angéline, P.Q., Ikuya, W., Etsuko W., Caroline B., 2011.
Microstructure and mechanical properties of surface
treated cast titanium with Nd:YAG laser. Dent. Mater.,
Vol. 28, pp. 945-951.
Coelho, P.G., Granato, R., Marin, C., Teixeira, H.S.,
Suzuki, M., Valverde, G.B., Janal, M.N., Lilin, T.,
Bonfante, E.A., 2011. The effect of different implant
macrogeometries and surface treatment in early
biomechanical fixation: An experimental study in dogs.
J. Mech. Behav. Biomed. Mater., Vol. 284, pp. 1974-
1981.
Bereznai, M., Pelsöczi, I., Tóth, Z., Turzó, K., Radnai, M.,
Bor, Z., Fazekas, A., 2003. Surface modifications
induced by ns and sub-ps excimer laser pulses on
titanium implant material. Biomaterials, Vol. 24, pp.
4197-4203.
Yoshinari, M., Matsuzaka, K., Inoue, T., 2011. Surface
modification by cold-plasma technique for dental
implants– Bio-functionalization with binding
pharmaceuticals. Jpn. Dent. Sci. Rev., Vol. 47, pp. 89-
101.
Elias, C.N., Oshida, Y., Lima, J.H.C., Muller, C.A., 2008.
Relationship between surface properties (roughness,
wettability and morphology) of titanium and dental
implant removal torque. J. Mech. Behav. Biomed.
Mater., Vol. 23. pp. 234-242.
Serap, C., Hüseyin Ö., 2012. Laser-induced novel patterns:
As smart strain actuators for new-age dental implant
surfaces. Appl. Surf. Sci., Vol. 263, pp. 579-585.
Milovanović, D.S., Petrović, S.M., Shulepov, M.A.,
Tarasenko, V.F., Radak, B.B., Miljanić, Š.S., Trtica,
M.S., 2013. Titanium alloy surface modification by
excimer laser irradiation. Opt. Laser Technol., Vol. 54,
pp. 419-427.
Young, T., 1805. An Essay on the Cohesion of Fluids.
Phil. Trans. R. Soc. Lond., Vol. 95, pp. 65-87.
Wenzel, RN., 1936. Resistance of Solid Surfaces to
Wetting by Water. Ind. Eng. Chem., Vol. 28m pp.
988-994.
Cassie, A.B.D., Baxter, S., 1945. The water repellency of
fabrics and a new water repellency test. Tex. Inst. J.,
Vol. 36, pp. 67-90.
PHOTOPTICS 2018 - 6th International Conference on Photonics, Optics and Laser Technology
196
