
Machinability Study: Low Variation and High Repetitive Case
Abdul Haris Nasution, Muksin Rasyid Harahap, Suhardi Napid, Muhammad Rafiq Yanhar
Mechanichal Engineering, Faculty of Engineering, UISU, Medan
Keywords: Machinability, Mass Product, small and medium enterprise.
Abstract: Machining proses or metal cutting process is a main activity practised by small and medium metal
enterprise by using conventional machines. This machining process is directed to produce the mass products
(low variation and high repetition), such as components of machine or another equipments, but often also
the macining process is made inappropriately, or even in total false methode, such as false selection of tool,
thus the worn-out fastly, over cutting speed, thus surface is rougher, and etc. In this paper, the machinability
on cast iron cutting is assessed (the material usually worked in small and medium metal industries), i.e., by
making some experiment to obtain the most optimal cutting condition (v, f ,and a) to have the short cutting
time, big cutting volume, lower surface roghness and longer tool life .
1 INTRODUCTION
1.1 Background
Information on the mechinability of a product is
needed to find out the quality and quantity of the
product to be produced as well as the tool wear
information (Cerce and Pusavec, 2016). This
information is very important to know the level of
productivity that will be achieved in the
implementation of a production. Based on this
information, it can be determined the type of tool
and the right cutting conditions so that productivity
is better which affects the increase of the income of
small and medium industries (Nayyar et al., 2012).
Usually, small and medium industries carry out
the production process based on technology that is
usually carried out from generation to generation,
this results in difficult production quality to compete
in the local market and export markets.
To solve these problems, the machinability study
is very important to be done so that productivity
from the aspect of quality and quantity can be
increased.(Nasution et al., 2005)
1.2 Formulation of Problem
Problems commonly found in small and medium
me-tal industries in cast iron machining are as
follows:
Inconsistent cutting condition include the depth
of cut, tool geometry, cutting speed and feeding,
contributes to inconsistency of product geometry
produced, or in other word accuracy and precision of
product produced is poor. The cutting condition also
contributes to surface roughness, that feed is very
influential factor on surface roughness.
1.3 Purpose of Research
The purpose of this research are:
a. To investigate machinability of pulley from
cast iron materials.
b. To give input and suggestions to Small and
Medium Metal Enterprise to increase
productivity through study of machinability
factor.
2 MATERIAL, EQUIPMENTS
AND METHODOLOGY
2.1 Material
The material of pulley is cast iron with chemical
composition C = 3.04 %, S = 0.11 % Cr = 0.07 %,
Mn = 0.42 %, Cu = 0.05 %, Mo = 0.05 %, Ni =
0.02 %, P = 0.068 %, Si = 2.58 %, and mechanical
properties : Brinnel Hardness = 1500 HB, Tensile
Nasution, A., Harahap, M., Napid, S. and Yanhar, M.
Machinability Study: Low Variation and High Repetitive Case.
DOI: 10.5220/0008881500050010
In Proceedings of the 7th International Conference on Multidisciplinary Research (ICMR 2018) - , pages 5-10
ISBN: 978-989-758-437-4
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
5

Strength = Min 365 Mpa, Elongation Break = 10 %,
Modulus elasticity=300 GPa
2.2 Equipments
CNC Emcoturn 242 was used on cutting condition
research, uncoated carbide insert tools with complex
chipbreaker (CNMG 120412 EN – TM) was used on
cutting condition research. Insert tool chemical
properties: Co= 6,0 %, composite carbides = 0,6 %,
WC rest and mechanical properties: HV=1550
(Tiziloque, CERATIZIT cutting tool catalogues,
2003). Tool holder PCLN/R 2525 M12-T with Kr =
95
o
.
2.3 Methodology
The method of data collection was by Collecting the
data in cutting process of 15 samples, i.e.: cutting
time, product dimension, surface roughness (Kir et
al., 2016). The data collected was then analyzed to
see the performance of Small and Medium Metall
Enterprise from quality and quantity side by using
conventional machine, and then a testing was made
against several variation of cutting condition to
obtain the data as follows: machining time (t), tool
wear (VB), length of machining (L), material
removal rate (MRR), surface roughness (Ra) of
machining workpiece (Lin et al., 2016)
3 RESULT AND DISCUSSION
3.1 Cutting Condition in Small and
Medium Enterprise
The cutting process toward 15 samples obtained data
that average cutting time per product = 6.78 minute s
with lower control limit LCL = 6.32 minute dan
upper control limit UCL = 7.25 minute and deviation
standard = 0.16. Based in figure 1, shown with
clearly the significant variation cutting time found in
conventional machining process, and even there is
some data staying out of control limit. This
indicated inconsistency of machining time to
complete a product because the machining process is
largely effected by performance of machine operator
(Steel, Potong and Hss, no date).
Figure 1: Machining time of 15 product with
conventional lathe.
From the result of measurement of surface
roughness by using Surface Roughnes Profillometer
in figure 2. it was informed that the value of surface
roughness in conventional machine is also very
variuos with a verage = 4.00 and deviation
standard = 1.55. The reason of the coarse surface
finish is possible by:
1. Cutting tool factor ( geometry and material)
2. Feeding (f)
3. Cutting speed (V)
This case also indicates the inconsistency of
surface roghness that obtained of conventional
machining (Teknik et al., no date).
Figure 2: Product surface measured.
5.00
5.50
6.00
6.50
7.00
7.50
8.00
8.50
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Product (Σ)
Time (min)
produk UCL LCL
P
1
P
2
P
3
P
4
P
6
P
5
ICMR 2018 - International Conference on Multidisciplinary Research
6

Figure 3: Surface Roughness by Conventional Machining.
The measuring data result of product dimension
in table 1. shown inconsistency dimension that
obtained by conventional machining.
Figure 4: Product Dimension Expected.
Figure 5. Product Dimension.
3.2 Cutting Condition used Uncoated
Carbide Insert
Below is the new Cutting Condition test toward 9
(nine) variation of cutting condition variation, i.e :
CC1: v = 50 m/min ; f =0.04 mm/rev ; a =0.5 mm;
CC2: v = 50 m/min ; f = 0.1 mm/rev ; a = 0.5 mm;
CC3: v = 100 m/min ; f = 0.1 mm/rev ; a = 0.5 m;
CC4: v = 250 m/min ; f = 0.1 mm/rev ; a = 0.5 mm;
CC5: v = 300 m/min ; f = 0.1 mm/rev ; a = 0.5 mm;
CC6: v = 400 m/min ; f = 0.1 mm/rev ; a = 0.5 mm[
CC7: v = 500 m/min ; f = 0.1 mm/rev; a = 0.5 mm;
CC8: v = 300 m/min ; f = 0.2 mm/rev ; a = 0.5 mm;
CC9: v = 400 m/min ; f = 0.2 mm/rev ; a = 0.5 mm
3.2.1 Tool Wear
Figure 6 shows that each cutting process is done
about five minutes, and the faster worn-out occur on
the tool with cutting condition of CC5, CC6 and
CC7, but the resulting worn-out is still under 0.3
mm, it means it is still in allowable condition.
Figure 6: Machining Time and Tool Wear.
From figure 7, it shows that length of machining
done on Small and Medium Enterprise , CC1, is very
short, it means the productivity is very low
compared to CC2,CC3,CC4, CC5, CC6, CC8 and
CC9.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
10.00
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90
Measurement (Σ)
Ra (μm)
Ra
UCL
LCL
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
0.2
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0
VB (um)
t (menit)
CC1 CC2 CC3
CC4 CC5 CC6
Machinability Study: Low Variation and High Repetitive Case
7
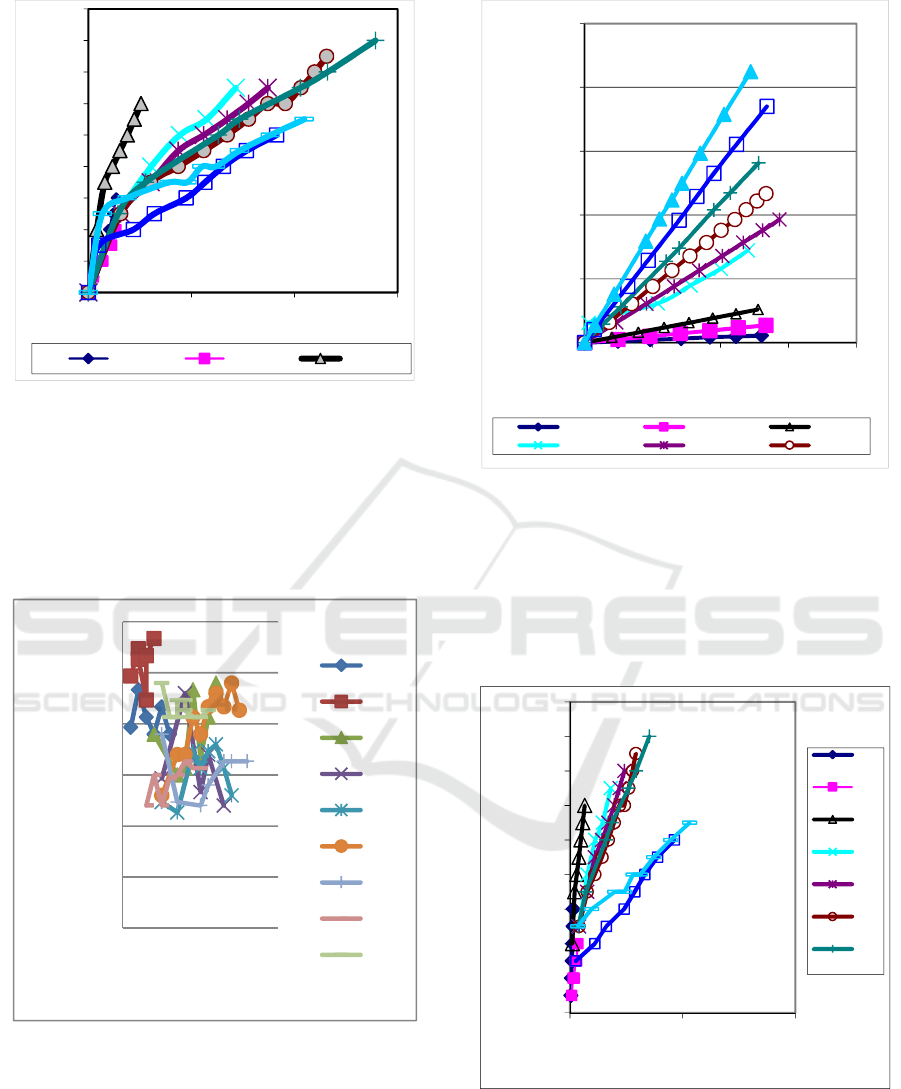
Figure 7: Length of Machining VS Tool Wear.
3.2.2 Surface Roughness
The expected limit of Surface Roughness is 2.4 µm,
from graph of Surface Roughness in figure 8, that
all of cutting conditions obtained athe suitable
surface roughness as expected, except cutting
condition of CC2.
Figure 8: Tool Wear VS Surface Roughness.
3.2.3 The Removal Material
From figure 9. it can be seen that the most
machining volume is in CC9, with v = 400 m /
min, f= 0.2 mm/ rad ; a = 0.5 mm, however the
lower machining volume on CC1, CC2, CC3 and
CC4.
Figure 9: Relationship Between Cutting Time VS
Machining Volume.
In perspective of tool wear, it can be seen clearly
in figure 10 that the cutting volume obtained of
CC1, CC2, CC3, CC4, CC5, CC6 and CC7 are
lower than CC8 and CC9. However, tool wear on
CC8 and CC9 is still permitted because it is below
0.3 mm
Figure 10: Cutting Volume VS Tool Wear.
Figure 11 Shows that Material Removal Rate
(MRR) on Small and Medium Enterprise (CC1) is
very low, about 1 cm
3
/menit, and then the significant
MRR increase from CC4 to CC9. This means that
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
0 1 2 3
VB (mm)
Lt (km)
CC1 CC2 CC3
0.00
0.50
1.00
1.50
2.00
2.50
3.00
0 0.1 0.2
Ra (µm)
VB (mm)
CC1
CC2
CC3
CC4
CC5
CC6
CC7
CC8
CC9
0
50000
100000
150000
200000
250000
0 2 4 6 8
Volume(mm
3
)
t (menit)
CC1 CC2 CC3
CC4 CC5 CC6
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
0 200,000 400,000
VB (mm)
Cutting Volume (mm
3
)
CC
1
CC
2
CC
3
CC
4
CC
5
CC
6
CC
7
ICMR 2018 - International Conference on Multidisciplinary Research
8

the best productivity in terms of quantity is the CC9
cutting condition.
Figure 11: MRR VS Cutting Condition.
4 CONCLUSIONS
4.1 Product Quality Produced by Using
Earlier Technology
1. The conventional lathe and the old
machining process technology obtained the
machining time in wide because of
machining process with conventional
machining process depends on operator and
lowest cutting velocity.
2. Surface roughness is not as expected
(average 4,00 μm).
3. Product dimensions are not consistent.
4. Material Removal Rate (MRR) is lowest
i.e: 1 cm
3
/menit, thus machining time is
slower than new cuting conditon.
4.2 Expected Product Quality by New
Technology and New Cutting
Condition
New cutting conditions is obtained from the result of
analysis on machining process of cast iron by using
carbida insert tool. Those cutting conditions
produced the far higher productivity and better
machining quality, i.e. cutting condition of CC7,
CC8, CC9.
In relation to presentation above, the cutting
conditon recomended from the result of data analysis
above will be:
V= (300 - 500) m/min ; f = (0.1 – 0.2) mm/rad ; a =
0.5 mm
Thus, Quantity and quality of products expected
have been achieved, including as follows:
1. The shorter machining time.
This is seen clearly from figure 11, in which
material removal rate (MRR) in CC9 is 40
times as speed as of CC1, it is relevant to
cutting volume produced by CC9 more than
another cutting conditions.
2. In perspective of tool wear shown that the wear
occurs on CC7, CC8 dan CC9 still in allowable
limit.
3. The average surface roughness is under 2.5
µm.
4. Together with to increase in quality and
quantity of machining process by new
technology, it will be increase the profit of
enterprise.
ACKNOWLEDGEMENTS
The authors wish to acknowledge the Lembaga
Penelitian Universitas Islam Sumatera Utara.
REFERENCES
Cerce, L. and Pusavec, F. (2016) ‘Increasing
machinability of grey cast iron using cubic boron
nitride tools: Evaluation of wear mechanisms’, Indian
Journal of Engineering and Materials Sciences, 23(1),
pp. 65–78.
Kir, D. et al. (2016) ‘Determination of the cutting-tool
performance of high-alloyed white cast iron (Ni-Hard
4) using the Taguchi method’, Materiali in
Tehnologije, 50(2), pp. 239–246. doi:
10.17222/mit.2014.270.
Lin, Y. et al. (2016) ‘Optimal Machining Parameters of
EDM in Gas Based on Response Surface
Methodology’, 5(6), pp. 241–247. doi:
10.11648/j.ijmsa.20160506.12.
Nasution, A. H. et al. (2005) ‘Analisa parameter
pemotongan terhadap peningkatan produktivitas
industri logam kecil menengah’, 9(52).
Nayyar, V. et al. (2012) ‘An experimental investigation of
machinability of graphitic cast iron grades; Flake,
compacted and spheroidal graphite iron in continuous
machining operations’, Procedia CIRP, 1(1), pp. 488–
493. doi: 10.1016/j.procir.2012.04.087.
0
5
10
15
20
25
30
35
40
45
Kondisi Pemotongan
MRR (cm
3
/menit)
CC1 CC2 CC3 CC4 CC5
CC6 CC7 CC8 CC9
Machinability Study: Low Variation and High Repetitive Case
9

Steel, H. S., Potong, K. and Hss, P. (no date) ‘Ruslan
Dalimunthe: Pengaruh Kecepaatan Potong Terhadap
Umur Pahat HSS Pada Proses Pembubutan AISI 4340
139’, pp. 139–145.
Teknik, J. et al. (no date) ‘Analisis keausan pahat terhadap
kualitas permukaan benda kerja pada proses
pembubutan’, pp. 26–34.
ICMR 2018 - International Conference on Multidisciplinary Research
10
