
Optimization Process for NGL Production in Indonesian Oil & Gas
Field
Sanggono Adisasmito and Ekawati
Chemical Engineering Department, Institut Teknologi Bandung, Bandung 40132, Indonesia
Keywords: Propane, LPG, Emission Reduction, Condensate Stripper Reboiler.
Abstract: A multinational gas company operating at Sumatra Island is processing 260 MMscfd of natural gas to produce
around 110 MMscfd of gas sales and 26,000 bpd of NGL products. The purpose of this study is to optimize
the operation in order to minimize the ratio of C2 / C3 at NGL products not to exceed 2.0%, in accordance
with the technical specifications required for NGL product export. Prior to optimization, the C2 / C3 ratio of
NGL products was more than 4.95%. The constraints to be considered in optimization are high gas flow rate
to LP Inlet Compressor, which is limitted at 260 MMscfd, CO2 removal unit which is limitted at 170 MMscfd,
and high pressure on the Condensate Stripper column which is kept at 270 psig to avoid back pressure to inlet
facilities. Optimization is done by changing the operating pressure on Condensate Stripper column,
temperature on Pre-treatment Chiller and temperature on Condensate Stripper Reboiler. Optimization results
showed that optimum conditions were achieved when the operating pressure on the Condensate Stripper
column was changed from 250 psig to 267 psig, the temperature at Pre-treatment Chiller changed from 65
o
F
to 70
o
F and Condensate Stripper Reboiler changed from 245
o
F to 267
o
F with these optimum conditions, the
C2 / C3 ratio of NGL products has been reduced to 1.38% (simulation), 2.0% (actual). Optimization process
has been succeeded in lowering the flared gas in Fixed Platform Unit from 5 MMscfd to not exceed 1 MMscfd.
1 INTRODUCTION
A company operating in Sumatra engaged in oil and
gas processing with onshore production facilities,
exports of gas using pipelines and exports of oil,
condensate and LPG through marine (Fixed
Processing Unit). The oil and gas resources come
from wells scattering in several locations. These
wells have their respective characteristics, some
wells are oil wells with associated gas and non-
associated gas wells. Currently the existing wells
have been operating for more than 16 years. Some
existing wells decrease production every year. They
cannot be operated anymore because the well
pressure is not sufficient to transport oil, condensate
and gas due to gravity flow. In this condition, the
production can be increased by reducing the
operating pressure in bait facilities, and increasing
the flow of gas and condensate from new wells so
that it is expected that the wells with low pressure
can flow gas and condensate based on gravity.
At new low pressure and the addition of new
sources to the feed facility, this affects overall
process performance of the facility. This study only
discussed the parts of feed facilities, especially the
production of condensate because condensate is a
commodity that has higher economic value than
gas. Moreover, the markets are not as high as in
2016. As a comparison, the natural gas price is set
by the Indonesian presidential regulation about US
$ 6 / MMbtu (Presidential Regulation No. 40 of
2016) while the price of crude oil Indonesia or
Indonesian Crude Price (ICP) reached US $ 63.04 /
barrel for Sumatra type of oil (ESDM, April 2018).
In relation to the change of operating modes at the
process facility from HP (operating pressure at 800
psig) - LP (operating pressure at 400 psig) to LP
(400 psig) – LP (400 psig) and addition of feed gas
capacity, the changing conditions give several
concerns recorded in the production as mentioned
below:
1. NGL production does not meet the technical
specifications due to Ethane content with C2 /
Adisasmito, S. and Ekawati, .
Optimization Process for NGL Production in Indonesian Oil and Gas Field.
DOI: 10.5220/0008886700670072
In Proceedings of the 7th International Conference on Multidisciplinary Research (ICMR 2018) - , pages 67-72
ISBN: 978-989-758-437-4
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
67

C3 ratio exceeds 2% at main production plant
of NGL production.
2. High ethane content from main plant of NGL
product is carried to fractionation plant which
is has no De-euthanizer facility and affecting
Propane product which is LPG product
consisting of Propane and Butane obtained
from Depropanizer and Debutanizer
fractionation unit in which Ethane content at
Propane LPG is exceeding 4.95 %. The LPG
will be sent to marine at Fixed Processing Unit
for export.
3. High Ethane content exceeding 4.95 % in
Propane LPG affects the amount of flared gas
in Fixed Processing Unit which reaches 5
MMscfd.
This study focuses only on NGL production,
with changes in the current operating conditions
from HP-LP operation mode to LP-LP causing
changes in the amount of liquid entering Slug
Catcher (V-201) due to phase change from the raw
gas itself. In this condition, the component content
should be in the liquid phase, and it turns into vapor
phase due to flashing of the well. The vapor phase
is again condensed into a liquid phase in the
Pretreatment unit because the gas is cooled using
Chiller (E-105) at a low temperature of 70
o
F - 65
o
F
range. This causes some of the ethanes initially in
the vapor phase turns into liquid phase and is carried
back to the Inlet Separator (V-202) unit which is
then embedded into the stripping process inside the
Condensate Stripper (C-201). Before the optimized
processing operating parameters in the Condensate
Stripper cause Ethane to be included in the product
under the Condensate Stripper (C-201) column
which causes NGL products to not meet technical
specifications, NGL products must have ethane
content with a C2 / C3 ratio below 2.0 %. By not
complying with the NGL product specifications,
Ethane on the NGL product will be carried out to
the Depropanizer fractionation process to produce
Propane as mentioned above. Propane products are
part of LPG products. When the LPG Propane does
not meet the technical specifications, Ethane will be
carried to export process, and the ethane will be
flared at fixed processing unit (FPU) because
Ethane will disturb exporting transportation.
When C2 / C3 ratio of the NGL product is
around 4.95%, the flared gas in the FPU reaches 5
MMscfd. To reduce the Ethane content in Propane
product and amount of flared gas in FPU, the
Condensate Stripper operation is optimization to
control Ethane content.
2 METHODOLOGY
Optimization process is done by case study
simulation using ASPEN hysys V.10 software.
Variables taken for optimization are to test some
operating conditions:
a. The operating pressure of the Condensate
Stripper column is varied over a range of 245
psig-260 psig,
b. Temperate Condensate Stripper Reboiler (E-
106) is with range 245
0
F-270
0
F and,
c. The temperature of the Pretreatment Chiller
unit is varied in the range 65
o
F-70
o
F.
C‐201
17
E‐106
E‐108
E‐105
ToNGLStorage
InletSeparator
ToOverhead
Compressor
E‐105
Preheater
C‐201
Condensate
Stripper
E‐106
Condensate
Stripper
Reboiler
E‐108
Rundown
Cooler
Figure 1: flow rate diagram of the Condensate Stripper
system (C-201).
The fluid composition used for the simulation in
this study is shown in Table 1.
Table 1: Gas Composition in Slug Catcher.
Component %
mole
Component %
mole
CO2 21,31 Toluene 0,17
Nitrogen 1,53 n-Octane 0,21
Methane 43,64 E-Benzene 0,03
Ethane 4,89 m-Xylene 0,13
Propana 8,59 o-Xylene 0,03
i-Butane 1,67 n-Nonane 0,05
n-Butane 2,49 n-PBenzene 0,01
i-Pentane 1,09 124-
MBenzene
0,02
n-Pentane 0,89 n-Decane 0,04
n-Hexane 0,77 n-C11 0,01
Mcyclopentan 0,20 n-C12 0,01
Benzene 0,06 n-C13 0,01
Cyclohexane 0,16 n-C14 0,01
n-Heptane 0,29 H2O 11,71
ICMR 2018 - International Conference on Multidisciplinary Research
68

The feed at the receiving facility is 104 MMscfd,
liquid hydrocarbon of 9,487 bpd at LP Slug Catcher
(V-219) and 136.5 MMscfd Hydrocarbon on HP
Slug Catcher (V-201) and liquid hydrocarbon of
8,227 bpd with total water production of 4,100 bpd
with maximum ambient temperature condition at
95
0
F and minimum at temperature 73
0
F.
The product under the Condensate Stripper
column (C-201) is referred to as NGL, where NGL
is delivered to the Depropanizer and Debutanizer
fractionation process for Propane and Butane
production which is part of LPG product. Technical
specifications for LPG products as shown in Table
2, where the C 2 / C 3 ratio allowed on Propane LPG
product) is about <= 2%.
Table 1: LPG Technical Specifications.
Com
p
onent Units Pro
p
ane Butane
Ethane vol
%
2,0
(max)
Propane vol
%
96,0
(min)
2,0 (max)
Butane vol
%
2,5
(
max
)
97,0
(
min
)
Pentane
+
vol
%
0,01
(
max
)
1,0 (max)
Olefins vol
%
0,01
(max)
0,01
(max)
Vapour Pressure at
100F
psig 200
(max)
70 (max)
Water Content ppm 10
(max)
10 (max)
3 RESULTS AND DISCUSSION
3.1 Influence of Pressure on
Condensate Stripper Column
After varying the process conditions according to
the above data for the case studies, the selection of
conditions for case studies is based on minimum
and maximum conditions at the time when the
production facility operates.
Figure 2 shows that at higher pressure of the
Condensate Stripper column (C-201), the ratio of
product C2 / C3 content at bottom product of the
Condensate Stripper (C-201) decreases. Ethane will
be reduced around 2% every 5 psi pressure
increment. The total reduction of Ethane at NGL
product is around 6% by increasing the pressure
from 245 psig to 260 psig at a temperature of
Reboiler Condensate Stripper at about 253
0
F.
Column pressure of 260 psig as the minimum
pressure is the reference for further studies. A
pressure of 260 psig is assumed to prevent back
pressure on the Separator Inlet (V-202) unit, where
the operating pressure at overhead compressor is
maintained at 270-275 psig. Based on the study, it
is also seen that the influence of increasing pressure
at Condensate stripper to reduction of NGL Product,
is around 0.04% (7 bpd) feed per 5 psi pressure
increasing, with a total production NGL reduction
around 0.2% (26 bpd). This value is so small that it
does not affect the amount of NGL production on
Condensate Stripper (C-201). This effect is shown
in figure 3.
Figure 2: Effect of Operating Pressure at Column
condensate stipper (C-201) to Ethane (C2) content to
Product NGL at condensate stripper reboiler (E-108)
253
0
F.
Figure 3: NGL production based on effect of pressure at
condensate stripper (C-203) at condensate sripper reboiler
(E-108) 253
0
F.
3.2 Influence of Temperature Chiller
at Pretreatment Unit
Sensitivity analysis of Chiller Temperature
Changes. Ethane content in some Condensate
Optimization Process for NGL Production in Indonesian Oil and Gas Field
69
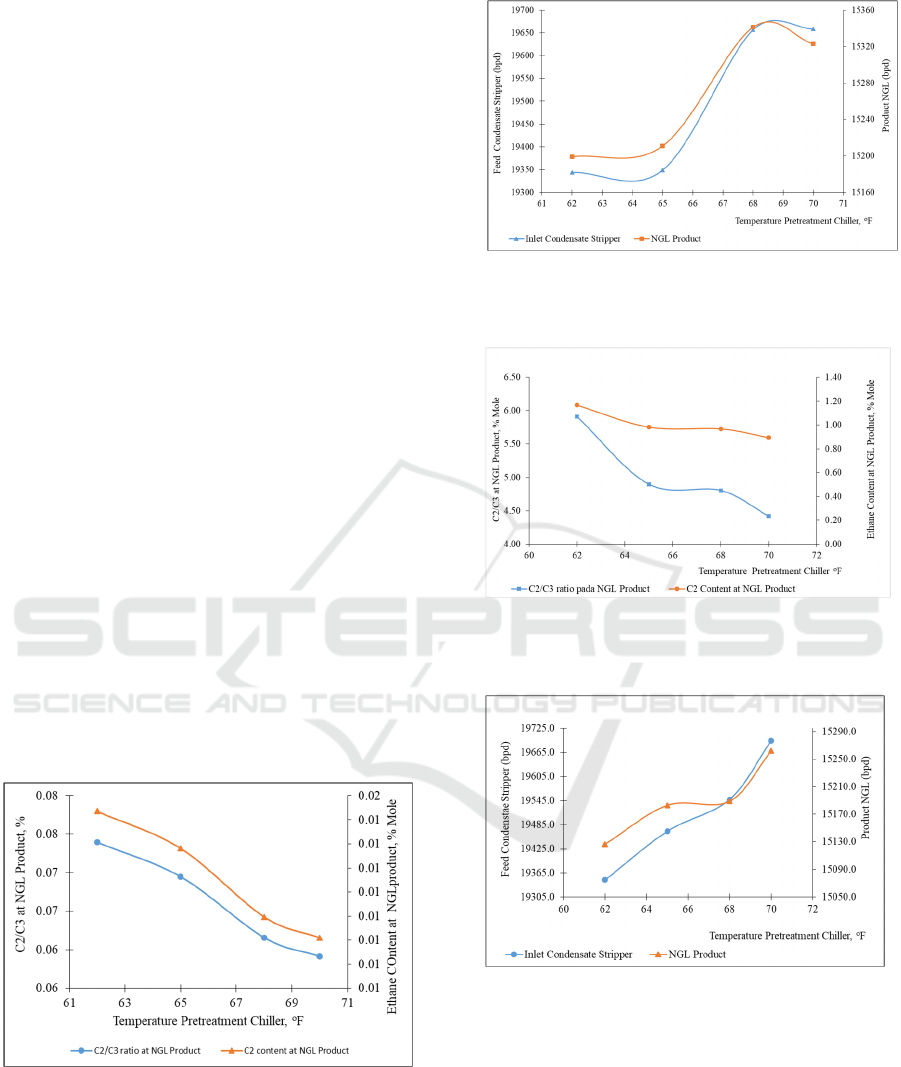
Stripper Reboiler (E-106) temperature drops around
2-3
0
F on Pretreatment Chiller (E-103):
1. Ethane content rises on average about 9% by
reducing Pretreatment Chiller temperature
around 2-3
0
F. Totally Ethane Content on NGL
product increases around 25% at NGL Product
by reducing Pretreatment chiller from 70
0
F to
62
0
F at Condensate Stripper Reboiler (E-103)
temperature 253
0
F.
2. Ethane content rises on average about 10% on
reducing Pretreatment Chiller temperature at 2-
3, Totally Ethane Content on NGL product
increases around 33% at NGL Product by
reducing Pretreatment chiller from 70
0
F to 62
0
F
at Condensate Stripper Reboiler (E-103)
Temperature 255
0
F
3. Ethane content rises on average about 20% on
reducing Pretreatment Chiller temperature at 2-
3
0
F, Totally Ethane Content on NGL product
increases around 80% at NGL Product by
reducing Pretreatment chiller from 70
0
F to 62
0
F
at Condensate Stripper Reboiler (E-103)
Temperature 260
0
F
The Effect of Pretreatment Chiller (E-103)
temperature on various Condensate Stripper
Reboiler can be seen in Figure 4 to Figure 9. Those
figures show some effects of pretreatment chiller
temperature at different condition of Condensate
Stripper Reboiler Temperature, and form
temperature at 253
0
F, 255
0
F, 260
0
F. The
Pretreatment chiller temperature is varied at case
studies from temperature 60
0
F to 70
0
F.
Figure 4: effect of Pretreatment chiller (E-103)
temperature to Ethane Content at Condensate Stripper
reboiler Temperature 253
0
F.
Figure 5: Effect of Pretreatment chiller (E-103)
temperature to NGL Product Flow at Condensate Stripper
reboiler Temperature 253
0
F.
Figure 6: Effect of Pretreatment chiller (E-103)
temperature to Ethane Content at Condensate Stripper
reboiler Temperature 255
0
F.
Figure 7: Effect of Pretreatment chiller (E-103)
temperature to NGL Product Flow at Condensate Stripper
reboiler Temperature 255
0
F.
ICMR 2018 - International Conference on Multidisciplinary Research
70

Figure 8: Effect of Pretreatment chiller (E-103)
temperature to Ethane Content at Condensate Stripper
reboiler Temperature 260
0
F.
Figure 9: effect of Pretreatment chiller (E-103)
temperature to NGL Product Flow at Condensate Stripper
reboiler Temperature 260
0
F.
3.3 Sensitivity Analysis of
Temperature Changes at
Condensate Stripper Reboiler
Change in Condensate Stripper Reboiler
Temperature is shown in Figure 10.
Figure 10: Effect Condensate Stripper Reboiler
Temperature to Ethane Content at NGL Product at
Condensate Stripper Pressure 260 Psig.
At 263
0
F, it produces NGL with lower ethane
content where C2 / C3 is about 0.8% while on
reboiler temperature around 245
0
F, it gives a
considerable ethane content of about 11.62%.
Figure 11: Effect of Condensate Stripper Reboiler
Temperature to NGL Product at Condensate Stripper
Pressure 260 Psig.
At Reboiler temperature 263
0
F, NGL production
is less than when Reboiler Temperature is at 245
0
F,
where NGL production reduces around 3.2% from
(15425 BPD to 14926 BPD).
3.4 Flare Gas Analysis on Fixed
Platform Unit
Figure 12: Gas Flare FPU Capacity.
Figure 12 shows that higher ethane content (C2)
in NGL product. This will increase amount of gas
flares on the FPU.
3.5 Field Testing
Based on the study above, the impact of optimized
operating condition at Condensate Stripper,
Condensate Stripper Reboiler and Pretreatment
Chiller to NGL product specification and capacity
of NGL product has been observed.
Optimization Process for NGL Production in Indonesian Oil and Gas Field
71

Figure 13 shows the condition before
optimization in NGL plant.
Figure 13: Ethane Content (C2) on Ethane Content on
Propane Product Prior to Operation Change.
Figure 13 shows that Ethane content in NGL
reaches 4.5%, with an average ethane content of
about 3.3%. This Condition will affect on high flare
in FPU unit. Quantity of flare at FPU is shown in
Figure 12.
Figure 14: Ethane Content on Propane Products After
Optimization of Operation Process in Plant A (March 31,
2018).
Figure 14 shows that the value of ethane content
decreases although there is still a condition where
content C2 ethane in LPG product is still high.
However, at current condition, flaring in FPU could
be minimized from 24 hours with rate around 5
MMscfd to 5 hours with rate lower than 1 MMscfd
with ethane content at Propane around 2%.
Figure 15: FPU Flare Gas After Optimization.
By performing optimization at Condensate
Stripper, the flare gas can be reduced to 1 MMscfd
or with range 0.4-1.5MMscfd from range 3-5
MMscfd.
4 CONCLUSIONS
This study has succeeded in improving operating
performance as follows:
1. Ratio C2 / C3 in NGL product of 19000 bpd
has dropped to 11.62% to 1.38% by increasing
the reboiler temperature on condensate
stripper (E-1) from 240
0
F to 260
0
F. It actually
increases to 267
0
F, and raises the pressure on
the top of the condensate column stripper (C-
1) from 255 psig to 260 psig.
2. Flare gas in FPU (Fixed Platform Unit) can be
reduced from 5 MMScfd to 1 MMScfd.
3. Ethane's content on Propane LPG which
before being optimized was 4.5% (Maximum
Limit 2%) has been lowered to 1.9% on
average.
REFERENCES
Uwitonze H., Hwan K., Lee I.,( 2017) : Modelling and
improving natural gas condensate process with
stripping and heat integration. Chemical Engineering
& Processing: Process Intensification 118 (2017) 71–
77.
Rahmanian N., Sakinah L., Jusoh Bt., Homayoonfard M.,
Nasrifar K., Moshfeghian M., (2016) : Simulation and
optimization of a condensate stabilisation process,
Journal of Natural Gas Science and Engineering 32
(2016) 453-464.
Esmaeili, A., (2010) : Optimization of effective
Parameters on Reid Vapour Pressure (RVP) in an
Iranian condensate stabilization plant and a back-up
unit, the 13th Asia Pacific Confederation of Chemical
Engineering Congress, APCChE, Taipei
Rahmanian, N., Ilias, I.B., Nasrifar, K., (2015) : Process
simulation and assessment of a back-up condensate
stabilization unit. J. Nat. Gas. Sci. Eng. 26, 730-736.
Benoy, J., Kale, R.N., (2010). Condensate Stabilization,
Offshore World, Chemtech Foundation, India.
Lee J., Jo A., Lee H., Park K., (2015) : Design
considerations for the condensate stabilization and
liquefaction units in LNG FPSO, International
Society of Offshore and Polar Engineers (ISOPE).
ESDM, Indonesian Ministry of Energy and Mineral
Resources. Indonesia Crude Price, March 2018,
available online
https://migas.esdm.go.id/uploads/kumpul-icp/icp-
maret-2018.pdf.
ICMR 2018 - International Conference on Multidisciplinary Research
72
