
An Investigation on Punching Process of Circular Hole on
Commercially Pure Titanium Sheet
Yani Kurniawan
1
, Muslim Mahardika
2
, Suyitno
2
, Muhammad Yaser
3
1
Department of Mechanical Engineering, Universitas Pancasila, Jakarta, Indonesia
2
Department of Mechanical and Industrial Engineering, Universitas Gajah Mada, Yogyakarta, Indonesia
3
Department of Electro Engineering, Universitas Pancasila, Jakarta, Indonesia
muhammadyaser@univpancasila.ac.id
Keywords: Titanium, Puching, Circular Hole
Abstract: In this study, an experimental study was carried out to the investigation on punching process of the circular
hole on commercially pure titanium sheet by a hydraulic punch machine. Sheared face geometry and hardness
distribution resulted from punching process were investigated. The commercially pure titanium sheet with
0.4, 0.5 and 0.6 mm thickness were used in the experiment. The diameter of the punch is 1.7 mm and clearance
of punch-die is 7.5%. In the experiment, punch speeds used were 1 and 6.5 mm/s. The results show that
punching process on the CP-Ti sheet can increase surface hardness, however hardness distribution on the
punched hole are uneven. Hardness distribution on punched hole shows as getting closer with a sheared edge,
the surface hardness is bigger. Punch velocity and material thickness increases, burnish height increases, while
fracture height decreases.
1 INTRODUCTION
The punch process on commercially pure titanium
sheets (CP-Ti) is developed to fabricate medical
components and equipment. One of the components
and medical devices that can be fabricated using a
punch process is a jawbone joint plate. In the
manufacture of jawbone joint plates, the punch
process is applied to fabricate bolt holes.
Characteristics of punched holes are influenced by
process parameters. Punch speed and material
thickness will influent the characteristics of punched
holes.
The punch speed increases, surface roughness of
the burnish decrease on commercially pure aluminum
material (M. Gotoh and M. Yamashita, 2001). In
brass material, increase punch speed with ∆v = 47.5
mm/s to decrease surface roughness of 0.16 µm and
increases burnish height of 28% (J. Xu, B. Guo,et all,
2012), while increase punch speed with ∆v = 2400
mm/minute to decrease burr height of 18.2% (I.
Ristiawan & M. Mahardika,2017) In copper material,
increase punch speed with ∆v = 2500 mm/minute to
increase burnish height of 7.3% (D. Z. Lubis & M.
Mahardika, 2016), while according to Meng et al.
(2015) increase punch speed does not always increase
surface hardness (B. Meng, M. W. Fu, C. M. Fu & J.
L. Wang,2015).
The material thickness increase of 0.5 mm
becoming 0.6 mm causing burr height decrease of
0.03% on stainless steel materials, but material
thickness increase of 0.5 mm become 0.6 mm on steel
material causing decrease of 0.05% burr height (E. A.
Momani & I. Rawabdeh,2015). The punching process
on double layer sheet with low temperature co-fired
ceramic (LTCC) and polyethylene terephthalate
(PET) material has been done, the results showed that
punch force in hole manufacture at 40 μm material
thickness smaller than at 100 μm material thickness
(S. H. Rhim, S. W. Baek & S. I. Oh, 2006) causing
the material thickness increase and burr height
decrease (S. H. Rhim, S. Y. Shin, B. Y. Joo & S. I,
2006).
The punch velocity and material thickness have an
influence on the characteristics of different punch
holes on each material. However, in the manufacture
of components and medical equipment especially
jawbone plate, the effect of punch velocity and
material thickness needs to be investigated to produce
the appropriate characteristics of the criteria in the
manufacture of jaw bone plates. This paper aims to
investigate the punching process of the circular hole
Kurniawan, Y., Mahardika, M., Suyitno, . and Yaser, M.
An Investigation on Punching Process of Circular Hole on Commercially Pure Titanium Sheet.
DOI: 10.5220/0009006500670071
In Proceedings of the 7th Engineering International Conference on Education, Concept and Application on Green Technology (EIC 2018), pages 67-71
ISBN: 978-989-758-411-4
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
67

on commercially pure titanium sheet. Effect of the
difference punch velocity and material thickness on
the characteristics of the punched hole in the
commercially pure titanium sheet was investigated.
2 MATERIAL AND METHODE
The testing material used was commercially pure
titanium sheet with hardness of 160 VHN. Material
thickness used were of 0.4, 0.5 and 0.6 mm. Punch
type used was a single shear angle with the shear
angle of 17° and punch diameter 1.7 mm. Punch
material used was high-speed steel (HSS) with
hardness of 63 HRC. Punch tool was manufactured
by grinding machine with a punch-die clearance of
7.5%. The schematic of the testing apparatus used as
shown in Figure 1. Punching machine used was
hydraulic drive with force capacity of 100 ton. Punch
speed for testing was 1 dan 6.5 mm/s.
Figure 1: The schematic of the testing apparatus.
Characteristic of punched hole shown in Figure 2.
Rollover, burnish, fracture and burr height were
measured using dino-lite digital microscope of
AM4515 series. Surface hardness was measured with
BUEHLER Vickers microhardness test with 100-
gram load and 15 s load time. The position of surface
hardness testing shown in Figure 3.
Figure 2: Characteristic of the punched hole.
Figure 3: The position of surface hardness testing,
with unit of µm.
3 RESULTS AND DISCUSSION
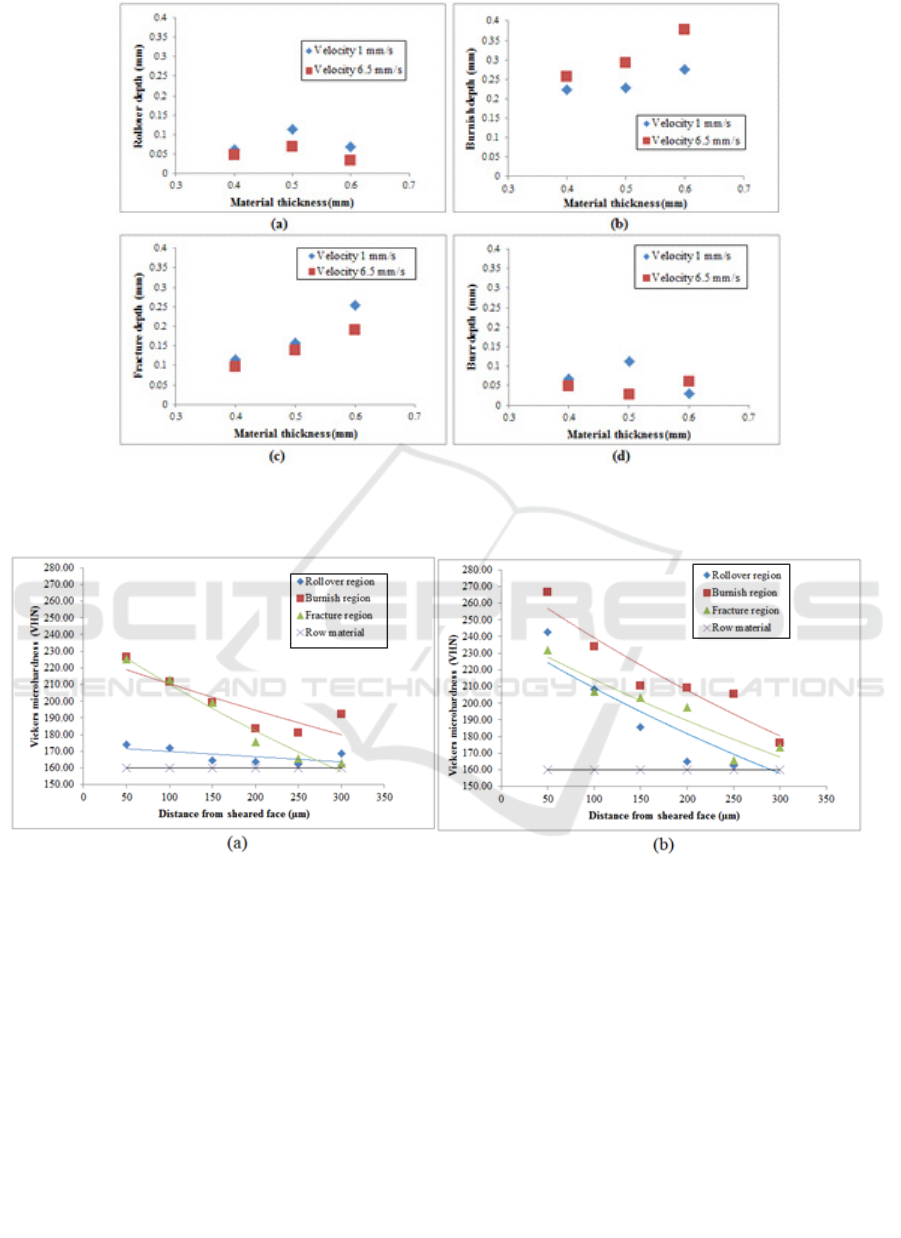
The relationships between material thickness and
punch velocity on the rollover, burnish, fracture and
burr depth are given in Fig. 4. As the material
thickness increases, burnish and fracture depth
increases. As the punch velocity increases, rollover,
fracture and burr depth decreases while burnish depth
increases on the material thickness of 0.4 and 0.5 mm.
However on the 0.6 material thickness, punch
velocity increases, rollover and fracture depth
decreases while burnish and burr depth increases.
This result occurs due to impact load on the 1 mm/s
punch velocity smaller than 6.5 mm/s punch velocity,
where low impact load cause longer elastic
deformation and shorter plastic deformation. As the
elastic deformation increases, rollover depth
increases. As the plastic deformation increases,
burnish depth increases. Thus to increase burnish
depth can increase punch velocity.
The relationships between material thickness and
punch velocity on the surface hardness are given in
Figure 6-7. The result of the punching process on
material thickness 0.4 to 0.6 mm shows the punching
process on the CP-Ti sheet can increase surface
hardness, however hardness distribution on the
punched hole are uneven. Figure 5 shows the
relationships between material thickness and punch
velocity on the surface hardness on 0.4 mm material
thickness. Hardness distribution on punched hole
shows as getting closer with a sheared edge, the
surface hardness was got bigger. As burnish region
experienced the largest increase in surface hardness
compared with rollover and fracture region. The
highest hardness in the rollover region at a distance of
50 µm from the sheared face of 173.96 VHN on the 1
mm/s punch velocity and 243 VHN on the 6.5 mm/s
punch velocity. The highest hardness in the burnish
region at a distance of 50 µm from the sheared face
of 226.7 VHN on the 1 mm/s punch velocity and
266.5 VHN on the 6.5 mm/s punch velocity. The
highest hardness in the fracture region at a distance of
50 µm from the sheared face of 225.13VHN on the 1
EIC 2018 - The 7th Engineering International Conference (EIC), Engineering International Conference on Education, Concept and
Application on Green Technology
68
mm/s punch velocity and 231.8 VHN on the 6.5 mm/s
punch velocity.
Figure 6 shows the relationships between
material thickness and punch velocity on the surface
hardness on 0.5 mm material thickness. As burnish
region experienced the largest increase in surface
hardness compared with rollover and fracture region.
The highest hardness in the rollover region at a
distance of 50 µm from the sheared face of 165.73
VHN on the 1 mm/s punch velocity and 178.30 VHN
on the 6.5 mm/s punch velocity. The highest hardness
in the burnish region at a distance of 50 µm from the
sheared face of 227.51 VHN on the 1 mm/s punch
velocity and a distance of 100 µm from the sheared
face of 248.82 VHN on the 6.5 mm/s punch velocity.
The highest hardness in the fracture region at a
distance of 50 µm from the sheared face of 222.03
VHN on the 1 mm/s punch velocity and 223.57 VHN
on the 6.5 mm/s punch velocity.
Figure 7 shows the relationships between material
thickness and punch velocity on the surface hardness
on 0.5 mm material thickness. As burnish region
experienced the largest increase in surface hardness
compared with rollover and fracture region. The
Figure 4: The relationships between material thickness and punch velocity on the: (a) rollover, (b) burnish, (c)
fracture and (d) burr depth.
Figure 5: Hardness distribution on the rollover, burnish and fracture region on 0.4 mm material thickness with
punch velocity: (a) 1 mm/s dan (b) 6.5 mm/s.
An Investigation on Punching Process of Circular Hole on Commercially Pure Titanium Sheet
69

highest hardness in the rollover region at a distance of
50 µm from the sheared face of 165.73 VHN on the 1
mm/s punch velocity and 178.30 VHN on the 6.5
mm/s punch velocity. The highest hardness in the
burnish region at a distance of 100 µm from the
sheared face of 243.44 VHN on the 1 mm/s punch
velocity and a distance of 50 µm from the sheared
face of 260.12 VHN on the 6.5 mm/s punch velocity.
The highest hardness in the fracture region at a
distance of 50 µm from the sheared face of 213.81
VHN on the 1 mm/s punch velocity and a distance of
100 µm from the sheared face of 200.66 VHN on the
6.5 mm/s punch velocity.
4 CONCLUSION
Punching process on the CP-Ti sheet can increase
surface hardness, however hardness distribution on
the punched hole are uneven. The biggest increase of
surface hardness occurs in the burnish region. Punch
velocity increase, surface hardness and burnish
height increase on the other hand fracture height
decreases. Material thickness increase, burnish height
and fracture height increase.
ACKNOWLEGMENT
This research was supported by Government,
Universitas Gadjah Mada and University of
Pancasila. The machine components were fabricated
in Gadjah Mada laboratory, PT. YPTI and supported
by many staff there. Their help are gratefully
acknowledgment
REFFERENCES
B. Meng, M. W. Fu, C. M. Fu & J. L. Wang, 2015.
Multivariable Analysis Of Micro Shearing
Process Customized For Progressive Forming
Figure 6: Hardness distribution on the rollover, burnish and fracture region on 0.5 mm material thickness with
punch velocity: (a) 1 mm/s dan (b) 6.5 mm/s.
Figure 7: Hardness distribution on the rollover, burnish and fracture region on 0.6 mm material thickness with
punch velocity: (a) 1 mm/s dan (b) 6.5 mm/s.
EIC 2018 - The 7th Engineering International Conference (EIC), Engineering International Conference on Education, Concept and
Application on Green Technology
70

Of Micro-Parts. International Journal of Mec-
hanical Sciences 93, 191–203.
D. Z. Lubis & M. Mahardika, 2016. Influence Of
Clearance And Punch Velocity On The Quality
Of Pure Thin Copper Sheet Blanked Part,
Second International Conference On
Mechanical Engineering And Automation
Science, IOP Conf. Series: Materials Science
and Engineering 157, pp 1-6.
E. A. Momani & I. Rawabdeh, 2008. An Application
of Finite Element Method and Design of
Experiments in the Optimization of Sheet Metal
Blanking Process . Jordan Journal of Mecha-
nical and Industrial Engineering 2(1), 53-63
(2008).
I. Ristiawan & M. Mahardika, 2017. Effect Of
Clearance And Punch Speed On The Cutting
Surface Quality Results Of A Brass Blanking
On The Micro Punch Cnc Machine, AIP
Conference Proceedings 1831, (American
Institute of Physics), pp. 0200541-0200549.
J. Xu, B. Guo, D. Shan, C. Wang, J. Li, Y. Liu & D.
Qu, 2012. Development Of A Micro-Forming
System For Micro-Punching Process Of Micro-
Hole Arrays In Brass Foil. Journal of Materials
Processing Technology 212(11), 2238-2246.
M. Gotoh and M. Yamashita, 2001. A Study Of High-
Rate Shearing Of Commercially Pure Alumi-
num Sheet. Journal of Materials Processing
Technology,110(3), 253-264
S. H. Rhim, S. W. Baek & S. I. Oh, 2006. Micro Via-
Hole Punching of LTCC-PET Double Layer
Sheets. Key Engineering Materials 326-328,
Trans Tech Publications, Switzerland, pp 509-
512.
S. H. Rhim, S. Y. Shin, B. Y. Joo & S. I. Oh, 2006.
Burr Formation During Micro Via-Hole
Punching Process Of Ceramic And Pet Double
Layer Sheet. The International Journal of
Advanced Manufacturing Technology 30 (3–4),
227–232.
An Investigation on Punching Process of Circular Hole on Commercially Pure Titanium Sheet
71
