
Production-Aware Analysis of
Multi-disciplinary Systems Engineering Processes
Lukas Kathrein
1
, Arndt Lüder
2
, Kristof Meixner
1
, Dietmar Winkler
1
and Stefan Biffl
3
1
Christian-Doppler-Laboratory for Security and Quality Improvement in the Produciton System Lifecycle,
Technische Universität Wien, Favoritenstraße 9-11, Vienna, Austria
2
Institute of Factory Automation, Otto-von-Guericke University of Magdeburg, Magdeburg, Germany
3
Institute for Information Systems Engineering, Technische Universität Wien, Vienna, Austria
Keywords: Production Systems Engineering, Product-Process-Resource (PPR) Relationships, Engineering Process
Analysis, Engineering Knowledge Representation.
Abstract: The Industry 4.0 vision of flexible manufacturing systems depends on the collaboration of domain experts
coming from a variety of engineering disciplines and on the explicit representation of knowledge on relation-
ships between products and production systems (PPR knowledge). However, in multi-disciplinary systems
engineering organizations, process analysis and improvement has traditionally focused on one specific disci-
pline rather than on the collaboration of several workgroups and their exchange of knowledge on product/ion,
i.e., product and production processes. In this paper, we investigate requirements for the product/ion-aware
analysis of engineering processes to improve the engineering process across workgroups. We introduce a
product/ion-aware engineering processes analysis (PPR EPA) method, to identify gaps in PPR knowledge
needed and provided. For representing PPR knowledge, we introduce a product/ion-aware data processing
map (PPR DPM) by extending the BPMN 2.0 standard, adding PPR knowledge classification. We evaluate
the contribution in a case study at a large production systems engineering company. The domain experts found
the PPR EPA method using the PPR DPM usable and useful to trace design decisions in the engineering
process as foundation for advanced quality assurance analyses.
1 INTRODUCTION
The goal of production systems engineering (PSE) or-
ganizations is to create automated manufacturing sys-
tems (Biffl et al., 2017). These companies support
achieving this goal by creating their own special in-
formation systems and tools (usually integrating best
purpose tools) and by using them throughout the en-
gineering process, similar to software developers us-
ing a tool chain for code development (Lüder, 2017).
However, in the PSE process insufficient representa-
tion of important relationships between the product,
the production process, and production resources
(PPR) may lead to considerable risk of low quality
and unanticipated costs during production system op-
eration. Although PSE organizations build on pro-
found PPR experience, surprisingly, PPR relation-
ships are not routinely modeled explicitly in the PSE
process. The equivalent in information systems engi-
neering (ISE) would be not to communicate non-
functional operational requirements, e.g., on perfor-
mance or security, to the software developers, making
it costly and risky to fulfill these requirements during
systems operation. To address these challenges, the
ISE and software engineering communities have in-
troduced operation-aware processes and methods
such as SCRUM (Schwaber, 2002), DevOps (Zhu,
2016), or rapid prototyping.
However, the involvement of several disciplines
in PSE and the complexity of productions systems,
which involve risky hardware, make it much harder
to engineer and explore the target system in short
feedback cycles. On the contrary, PSE domain ex-
perts tend to focus on the specific contribution of their
discipline to the overall PSE process without specifi-
cally considering product or production process as-
pects (Biffl, 2018).
In this paper, we focus on the capability for the
analysis and improvement of multi-disciplinary engi-
neering processes that exchange knowledge between
workgroups. We investigate the product/ion (i.e.,
48
Kathrein, L., Lüder, A., Meixner, K., Winkler, D. and Biffl, S.
Production-Aware Analysis of Multi-disciplinary Systems Engineering Processes.
DOI: 10.5220/0007618000480060
In Proceedings of the 21st International Conference on Enterprise Information Systems (ICEIS 2019), pages 48-60
ISBN: 978-989-758-372-8
Copyright
c
2019 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

product and production process) aware analysis of
engineering processes as there is significant potential
for improvement in the collaboration and coordina-
tion of PSE workgroups by considering and explicitly
representing PPR knowledge, like process parameters
or product resilience. Product/ion-awareness in the
context of software engineering, is knowledge on
how to develop and configure a system, the product,
to run ideally in a target environment like a web
server (the process executing the product). In this pa-
per, we use the term PPR knowledge for success-crit-
ical attributes, such as configurations and parameters,
and dependency relationships between products, pro-
duction processes, and production resources.
We illustrate the PSE process with the use case
fragile product. A customer requires a production
system for producing fragile products. In the PSE
company, a basic planner specifies the production
process and system according to the product require-
ments. A team of detail planners derives discipline-
specific detailed plans for constructing and operating
the production system from the specifications, includ-
ing a high-throughput transport system. Unfortu-
nately, during operation of the system, the high accel-
eration of the transport process potentially damages
fragile product parts due to the missing explicit PPR
knowledge of detail planners on product fragility, a
critical product-to-production-process relationship,
in the specifications of the basic planner. From this
use case we derive the following key challenges.
C1. The engineering process between discipline-
specific workgroups is hard to trace and analyze. Tra-
ditionally, the focus of organization in PSE is on one
workgroup. Workgroups collaborate according to
project needs in changing configurations by exchang-
ing engineering artifacts, often inefficiently. How-
ever, there is no formal process or knowledge repre-
sentation to guide or analyze the cooperation of
workgroups in the engineering process.
C2. Unclear benefit of representing PPR
knowledge. For domain engineers, e.g., basic plan-
ners, who have knowledge on the product and design
the production process, it is not clear which roles
would benefit to what extent from sharing their PPR
knowledge. Therefore, they do not take the extra ef-
fort to explicitly represent PPR knowledge that could
be beneficial for detail planners and other roles.
C3. Unclear impact of PPR knowledge. For prod-
uct engineers, it is often not clear which effects their
design decisions have on later phases in production
systems engineering. The domain experts have only
limited overview on the positive or negative impact
their design decisions may have on the achievable
product quality and similar systems planned in the fu-
ture.
To address these challenges, we derive the follow-
ing research questions for improving the product/ion
(i.e., product and production process) aware analysis
of engineering processes of workgroups following
the design science cycle (Wieringa, 2014).
RQ1. PPR EPA Method. What adaptions or combi-
nations of business/engineering process analysis
methods allow overcoming their limitations regard-
ing product/ion-aware engineering process analysis?
Based on existing approaches from business process
analysis (BPA) and PSE, we identify capabilities and
limitations of process and data analysis approaches
for a product/ion-aware engineering process analysis
(PPR EPA) method. Both domains have similarities
that can be used for adapting an EPA method (Biffl et
al., 2017). Based on requirements elicited in work-
shops with domain experts, we introduce a PPR EPA
method. We evaluate the PPR EPA method in a ho-
listic case study (Runeson and Höst, 2009) by con-
ducting process analysis tasks with stakeholders from
workgroups on their exchanged artifacts in order to
classify PPR knowledge in engineering artifacts.
RQ2. PPR DPM Notation. What adaptions or com-
binations of business/engineering process notations
allow overcoming their limitations for representing
stakeholders, processes and documents that may rep-
resent PPR knowledge? Based on requirements com-
ing from the PPR EPA method and on the analysis of
existing notations, we propose an extension of BPMN
2.0 to design and evaluate a product/ion-aware data
processing map (PPR DPM) as foundation for the
analysis of gaps in the PPR knowledge representation
in the engineering process. Following the design sci-
ence approach, we validate the treatments, PPR EPA
method and PPR DPM artifact, in the context of the
case study. The result of RQ2 allows the stakeholders
to express the PPR knowledge needs in the engineer-
ing process as foundation for overcoming identified
shortcomings.
The remainder of the paper is structured as fol-
lows: Section 2 summarizes related work on strengths
and limitations of process analysis approaches. Sec-
tion 3 introduces requirements for the PPR EPA
method and PPR DPM artifact, and the treatment de-
signs. Section 4 presents the case study conducted
with domain experts in a large PSE company. Section
5 evaluates and discusses the case study results. Sec-
tion 6 concludes and proposes future research work.
Production-Aware Analysis of Multi-disciplinary Systems Engineering Processes
49
2 RELATED WORK
This section summarizes related work on production
awareness (PPR), on approaches for engineering pro-
cess analysis, and on notations for representing the
analysis results.
2.1 Production Awareness (PPR) in
Multi-disciplinary Engineering
Technical systems are often distinguished into prod-
ucts and production systems (Biffl et al., 2017). The
product is typically characterized as the reason a com-
pany exists for, i.e., products are created in a value
adding process to make profit by selling them (Stark,
2015). In contrast, a production system provides the
means to create products by the appropriate combina-
tion of production factors (El Maraghy, 2009).
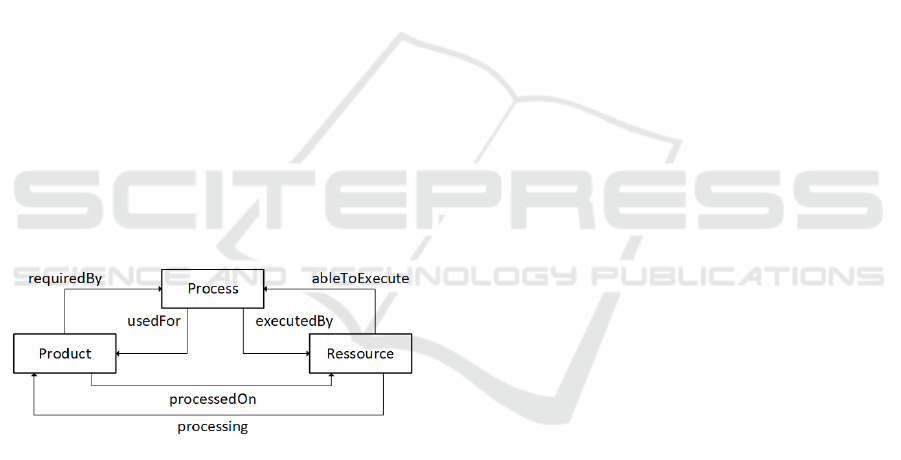
There are strong dependencies between product
and production system. Schleipen (2015) coined the
PPR concept for the relationships between products
and production systems based on the production pro-
cess, illustrated in Figure 1, as foundation for design-
ing and analysing engineering processes. Each prod-
uct requires for its manufacturing processes, which
are executed by production resources. Each produc-
tion resource processes sets of products and is able to
execute processes. Finally, each process is used for
the production of products.
Figure 1: Product, production Process, and production Re-
source (PPR) relationships.
2.2 Engineering Process Analysis
Method
Business process analysis (BPA) methods, like (Ros-
enberger, 2018), determine and define activities
which need a business context and then execute a con-
text elicitation. Santos and Alves (2017), follow the
design science cycle from Wieringa (2014), and pre-
sent a three phase in depth analysis of the business
process, based on interviews. The BPA contributions,
present detailed execution steps on how to represent
the big picture of business processes for analyzing
characteristics of multiple stakeholders and their ac-
tivities, including exchanged documents. Vergidis et
al. (2009), classified BPA methods and concluded
that only few BPA methods allow for more detailed
analyses going beyond the identification of stake-
holders, tasks and input/output artifacts. As a limita-
tion for engineering process analysis, BPA methods,
do not consider individual disciplines, interfaces be-
tween workgroups for cooperation and collaboration
or dependencies regarding knowledge transfers
across an organization. However, the analysis of en-
gineering processes across workgroups requires both
the analysis of the overview on relationships of
workgroups and a more detailed analysis of the ex-
changed engineering artifacts according to the de-
pendencies between workgroups.
In the PSE community, Jäger et al. (2011) identi-
fied the need to “systematically model the engineer-
ing workflow, which would allow a deeper knowledge
of different engineering aspects and to improve the
views of each discipline on the engineering objects.”
To fulfill this need, the authors analyzed engineering
artifacts and their mappings to domain experts as
foundation for creating cause and effect diagrams.
Through these analyses, Jäger et al. (2011) gained in-
sights into the needs of specific workgroups, and on
dependencies between engineering artifacts.
Lüder et al. (2012) investigated a detailed engi-
neering process analysis method focusing on single
workgroups, but did not consider how the overall en-
gineering process of multiple workgroups is con-
structed or could be improved. In a second publica-
tion Lüder et al. (2018) investigate challenges that
arise in multi-disciplinary engineering processes re-
garding data exchanges and highlight the importance
of an engineering process analysis method.
The VDI 3695 standard (VDI, 2009), presents a
more general approach and coined the concepts of en-
gineering organizations, which execute their work in
a project-based manner. The standard, points out pos-
sible improvement areas, but does not consider con-
crete implementation guidelines, this stands out, be-
cause for example the need of a shared data model is
identified, but how an engineering organization can
achieve a unified view of their data is not presented.
Engineering process analysis (EPA) methods
tend to focus more on discipline internal representa-
tions and improvements, whereas BPA methods al-
low representing an overall big picture of business
processes.
Overall, the analyzed literature reveals a gap of
analysis methods regarding workgroups. There are no
considerations on how workgroups collaborate or co-
ICEIS 2019 - 21st International Conference on Enterprise Information Systems
50

ordinate common process tasks with each other. Fur-
thermore, the analysis methods do not consider the
PPR engineering knowledge exchanged as founda-
tion for identifying risks from missing PPR
knowledge in multi-disciplinary engineering tasks.
2.3 PPR Knowledge Representation in
Process Analysis Outcomes
For modeling both process and data flows in business
processes, there are several established methods with
varying strengths and limitations. In the engineering
domain, the IDEF0 system analysis standard (Presley,
1995) is widely used (Zhang, 2010) for providing an
overview on processes, inputs and outputs, stakehold-
ers and mechanisms. However, IDEF0 diagrams do
not allow to easily represent the sequence of a pro-
cess, represent the flow of PPR knowledge and in-
volved stakeholders need to be annotated per process
task, which makes the models cumbersome to work
with.
Lüder et al. (2012) classify identified knowledge
through tables, which allow a representation of the in-
dividual engineering tasks, but the approach does not
scale well, due to the number of different tables and
high level of detailed represented.
In business process modeling there are several op-
tions like: Event-driven process chains (EPCs)
(Scheer, 1998), BPMN 2.0 (Allweyer, 2016), or the
UML standard (Fowler, 2004). Merunka (2017)
pointed out that the UML standard allows modeling
system structure and behavior, but does not consider
the combination of product and process knowledge in
neither one diagram, nor in combinations of related
diagrams.
Both EPCs and BPMN 2.0 are widely used for
modeling business processes, and have similar
strengths and limitations. When modelling multiple
tasks for one stakeholder, the extended EPC is less
efficient by requiring the annotation of each task with
an organizational unit, whereas BPMN 2.0 provides a
compact swim plane concept for parallel processes.
To overcome the limitations of popular BPA lan-
guages, Khabbazi (2013), Huang (2017), and
Merunka (2017) proposed the combination of multi-
ple concepts. Even though these combinations allow
for working with “best-of-breed” approaches, they
also increase the complexity for further analyses. As
the mentioned authors did not coin a term for the com-
bination of process and document flow, we use in this
paper the term data processing map, whenever it is of
importance that the data aspect of a business process
is considered alongside the process aspect.
While the investigated notations do not consider
expressing PPR knowledge and its flow through an
engineering process, the notations provide a good
foundation for closing this gap with an extension,
e.g., in our case by extending BPMN 2.0 diagrams.
3 PRODUCTION AWARE
ANALYSIS OF ENGINEERING
PROCESSES
To address the limitations of general business process
analysis and domain-focused EPA methods, we pro-
pose an approach for multi-disciplinary engineering
environments, driven by uses cases that represent typ-
ical processes and requirements and are well known
to the domain experts.
The goal of the product/ion-aware engineering
process analysis (PPR EPA) method is to represent a
repeatable process, which results in a PPR data pro-
cessing map (PPR DPM) (see Figure 4). The PPR
DPM is a visual representation of the engineering
tasks in a selected scope that allows reasoning about
workgroup interfaces and responsibility hand overs.
In Section 3.1, we present requirements for the
proposed PPR EPA method, as well as for the PPR
DPM notation. Section 3.2 presents the design of the
treatment PPR EPA method. Section 3.3 introduces
the design of the treatment PPR DPM artifact by ex-
tending BPMN2.0 with PPR knowledge elements.
3.1 Requirements
This section presents requirements for the PPR EPA
method and for the PPR DPM notation. We elicited
EPA requirements and illustrating use cases with ar-
tifact and data samples in workshops with stakehold-
ers at a large PSE company.
RQ1 PPR EPA. To address the goal of systematically
collecting data on the use of PPR knowledge for en-
gineering process analysis and improvement, we de-
rived a set of requirements for capabilities of the ini-
tial product/ion-aware engineering process analysis.
We focus on these requirements because they repre-
sent the PPR knowledge aspect missing in approaches
from BPA and PSE literature.
Identification of PPR Knowledge. The PPR EPA
method should be able not only to identify the se-
quence of engineering tasks but should also allow
identifying PPR engineering knowledge, e.g., that
product knowledge is represented in initial product
drawings from the customer.
Production-Aware Analysis of Multi-disciplinary Systems Engineering Processes
51
Identification of PPR Knowledge Flows. The PPR
EPA method should follow the creation of PPR
knowledge and tasks requiring PPR knowledge
throughout the engineering process. An example pro-
cess path is: 1. Create production process sequence
with process knowledge; 2. create production system
layout with resource knowledge, process knowledge
is not carried on; and 3. submit production system of-
fer to the customer with resource knowledge.
Identification of PPR Knowledge in Interdiscipli-
nary Interactions. The PPR EPA method should al-
low identifying where engineering disciplines, typi-
cally workgroups, interact with each other, e.g., hand-
over phases of project responsibility or artifacts, e.g.,
the change from basic to detailed planning where all
artifacts are handed over to a new team.
RQ2 PPR DPM. To support the reasoning of domain
experts on improving the use of PPR knowledge in an
engineering process, we derived the following set of
requirements for concepts capabilities of the PPR
DPM and its visualization. These requirements focus
on representing PPR knowledge and the combination
with process and data flow representations.
PPR-specific Visual Elements. The PPR DPM nota-
tion should provide specific elements for the concepts
used in the PPR EPA, including different visual ele-
ments for: PPR knowledge, tasks with a priority indi-
cation for PPR knowledge, and representing which
PPR knowledge an engineering process currently re-
ceives and what is additionally needed.
Iterative Refinement. The PPR DPM should allow
for starting with a small initial model and for itera-
tively expanding the model to the desired level of de-
tail. This allows representing only the most vital en-
gineering process tasks per discipline in the beginning
as context for collecting workflows that are more de-
tailed.
Process Overview. The PPR DPM should provide an
overview on the involved disciplines with their re-
spective process executions, e.g., which role executes
which sequence of tasks, as foundation for reasoning
on improvements, e.g., where engineering disciplines
would benefit from closer collaborations.
3.2 Design of a Production-Aware
Engineering Process Analysis
Method
To address RQ1, we build on a BPA method pre-
sented from Santos and Alves (2017) and extend it
with perspective investigations from an EPA method
(Lüder et al., 2012). This allows for a combination of
the best approaches of both BPA and EPA.
The proposed PPR EPA method is designed to
work in multi-disciplinary environments where the
process execution involves several domain experts
making it crucial to investigate beyond the boundaries
of a single discipline.
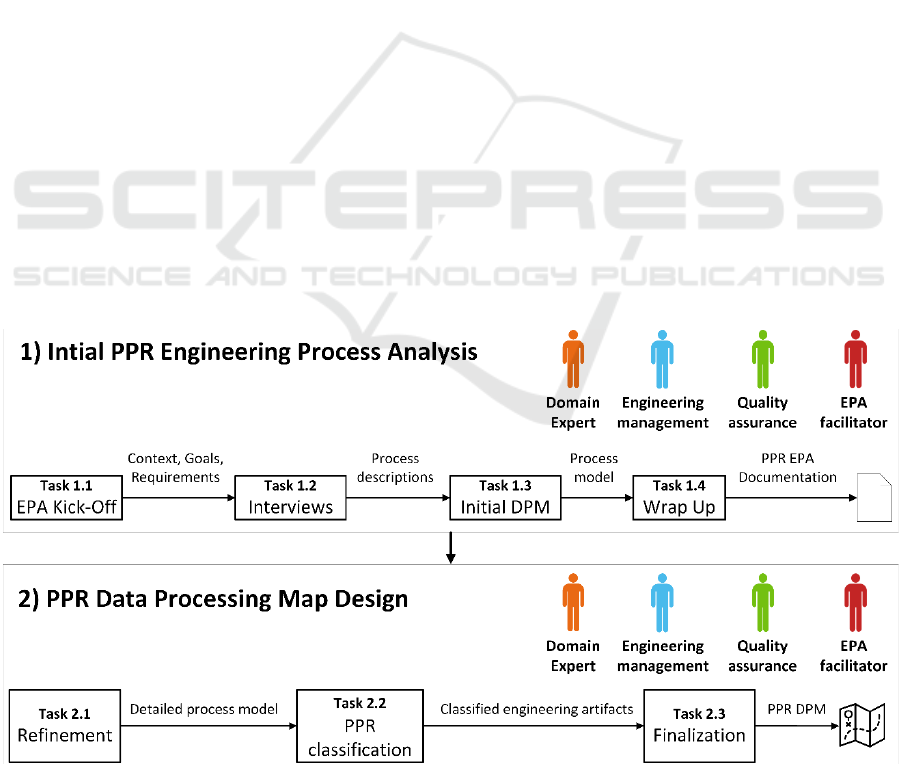
Figure 2 provides an overview on the steps and
tasks of the PPR EPA method. The stakeholders are
engineering domain experts (orange), engineering
management (blue), quality assurance (green), and
the new role EPA facilitator (red). The EPA facilita-
tor
conducts the interviews, draws an initial PPR
Figure 2: Steps of the product/ion-aware EPA method based on (Biffl, 2018).
ICEIS 2019 - 21st International Conference on Enterprise Information Systems
52

DPM, and holds workshops. This role was also iden-
tified in (Fay, 2018) with its importance to the execu-
tion/integration of digital models in an engineering
process. The remaining stakeholders provide infor-
mation and are interested in improving the engineer-
ing process by avoiding rework, such as redrawing ar-
tifacts due to proprietary engineering tool data for-
mats. In addition, the stakeholders are interested in
capturing PPR knowledge in a reusable way for more
efficient exchange of PPR knowledge in the engineer-
ing team.
Phase 1 Initial PPR Engineering Process Analy-
sis elicits the context of the engineering process in the
current state. The investigation already considers PPR
knowledge, but the resulting documentation, includ-
ing an initial DPM, focuses on outlining the context
and not on representing PPR knowledge.
Phase 2 PPR Data Processing Map Design is con-
cerned with the transformation of detailed PPR
knowledge from qualitative interviews into a visual
representation. This step classifies and visually repre-
sents the PPR knowledge in engineering artifacts.
Phase 1. Initial PPR Engineering Process
Analysis starts with initial knowledge about the pro-
ject under investigation. Outcome of this phase are in-
terview documentation, representative engineering
documents and an initial data processing map, which
represents the engineering process and high-level ar-
tifact flows with no PPR knowledge consideration.
Task 1.1. Engineering Process Analysis Kick-
Off outlines the context of the engineering process
with a small team of stakeholders. Outcome of this
task is a document collecting context, goals, and re-
quirements as well as a first sketch of the data process
map providing an overview on stakeholders and their
major tasks building on standard modeling elements
like events, tasks and data flow.
Task 1.2. Interviews with domain experts allow
collecting detailed and diverse data for gaining deeper
insights to the engineering process of the respective
domain expert. The interviewer elicits PPR
knowledge from domain experts, e.g., which PPR
concepts are relevant for a selected process task, as
foundation for an initial PPR classification of engi-
neering artifacts. Outcome of this task is a set of de-
tailed interview notes.
Task 1.3. Initial Data Process Map concerns the
reassessment of the information gathered in the inter-
views with a basic process model of the data flow in
the engineering project. Outcome of this task is a data
processing map consisting of rough process se-
quences and input and output artifacts.
Task 1.4. Wrap Up finishes the first phase of the
PPR EPA by revisiting domain experts to resolve
open issues as it cannot be taken for granted that the
same stakeholders will be available for follow-up in-
terviews in the next phase. Outcome of this task is a
report with an initial draft of the DPM.
Phase 2. PPR Data Processing Map Design
starts off with an initial version of the data processing
map and sets out to detail the current model with PPR
knowledge. Outcome of this phase is the final and re-
fined version of the PPR DPM (see Figure 4).
Task 2.1. Refinement integrates the detail infor-
mation from the interview partners and stakeholders
from Phase 1. Here too, detailed or coarse tasks can
either be split up or be aggregated together. Outcome
of this task is the final basic version of the DPM.
Task 2.2. PPR Classification classifies the input
and output artifacts regarding product, production
process and production resource (PPR) based on the
insights from the interviews regarding the data flow
and concepts represented in the artifacts. Outcome is
a PPR DPM with PPR knowledge classifications for
each artifact and tasks with high or critical need of
PPR knowledge are identified
.
Task 2.3. Finalization. The EPA facilitator cre-
ates the final version of the PPR DPM, with input
from the remaining stakeholders. Outcome of this
step is the PPR DPM, representing all disciplines and
their process tasks, engineering artifacts and their
flow as well as the classification of these artifacts.
3.3 Design of a Production-Aware Data
Processing Map Notation
To address RQ2 and to be able to represent the out-
comes of the PPR EPA, we explored business and en-
gineering process notations and modeling techniques
like UML, BPMN 2.0 or EPC. We extend these ap-
proaches by indicating PPR knowledge, where it is
possible to label document content regarding product
(P), process (P’), or resource (R) information.
In the first phase of the EPA, the kick-off, we ex-
plored several modeling notations, which revealed the
following limitations: IDEF0 did not scale very well
and was hard to analyze for multiple stakeholders and
PPR knowledge. UML did not provide a single con-
cept and would have required combining several.
EPC and BPMN 2.0 provided similar features, but
EPC was more cumbersome for the requirements
needed for the PPR DPM. BPMN 2.0 fulfills many
criteria presented in section 3.1 but has no means to
classify PPR artifacts or knowledge in general. There-
fore, we use from the BPMN 2.0 standard: events,
tasks, documents and gateways and introduce our
own extensions to express PPR knowledge.
Production-Aware Analysis of Multi-disciplinary Systems Engineering Processes
53
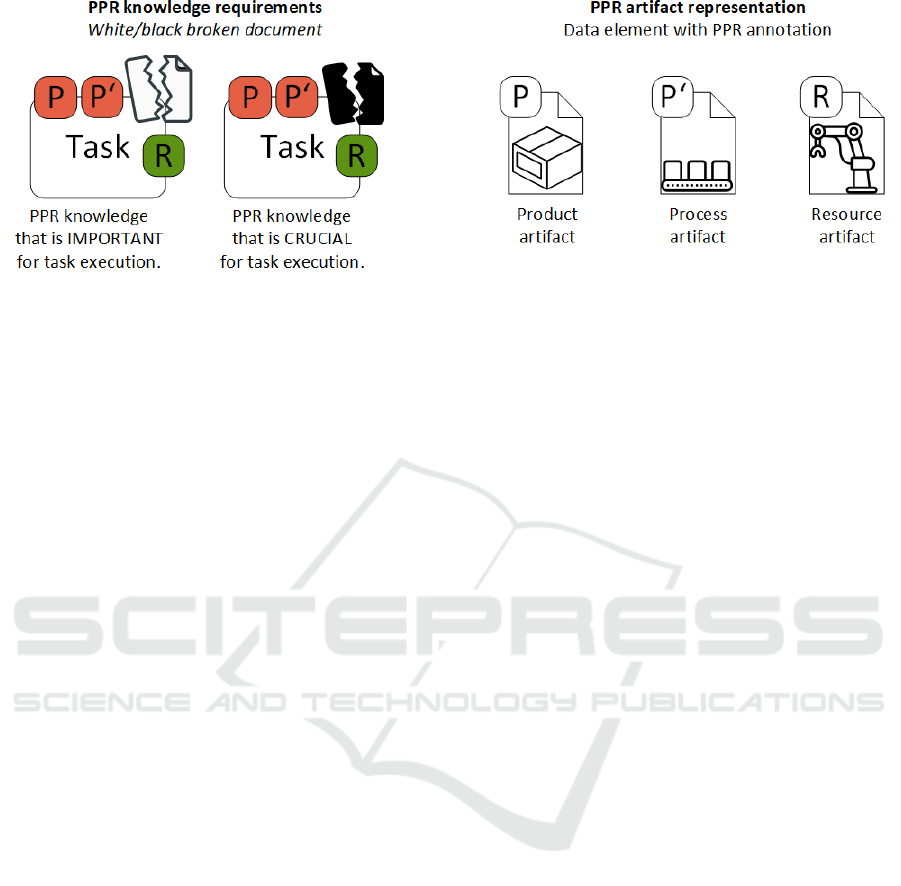
Figure 3: Custom BPMN 2.0 extensions for product/ion-aware (PPR) Data Processing Map based on (Biffl, 2018).
Figure 3 illustrates the extensions that we intro-
duced to the BPMN 2.0 standard. On the left-hand
side, we take the BPMN 2.0 task concept and add
PPR Knowledge Requirements. These require-
ments are expressed by (a) annotations of P, P’ and R
and (b) white/black broken documents, if at least one
PPR aspect is needed but missing. The annotations of
P, P’ and R indicate what information the task cur-
rently receives (coloured in green) and what infor-
mation is missing (coloured in red). The white broken
document expresses that it is important for a task to
receive PPR knowledge, but that the process execu-
tion is not hindered if PPR knowledge is missing, but
could be conducted more efficiently or with better
quality. A black broken document indicates high risk:
it is absolutely crucial for the task to receive the re-
quired PPR knowledge, otherwise the task cannot be
executed properly, reducing the efficiency or quality
of the overall engineering project outcome.
On the right-hand side of Figure 3, we present
PPR Knowledge Classification of Engineering
Documents. We extend the BPMN 2.0 representation
of documents by adding on top an indication whether
the artefact contains product (P), process (P’), or re-
source (R) information. The documents themselves
are also distinguishable through the annotations in the
middle: a package for a product, conveyor belt for a
process, and a robot arm for a resource. In Figure 4,
tag D1 highlights an engineering task receiving prod-
uct- (P) and process-specific (P’) knowledge.
The annotation of engineering documents with
PPR knowledge is the foundation for describing the
flow of PPR knowledge in the engineering process
and for analyzing which tasks create, lose, or trans-
form PPR knowledge in order to identify key gaps in
the engineering process and propose improvements.
To evaluate the proposed PPR EPA method and
PPR DPM notation, Section 4 reports on a case study,
conducted at a large engineering company.
4 CASE STUDY
To evaluate the proposed approaches for RQ1, the
PPR EPA and RQ2, the PPR DPM, we conducted a
case study following (Runeson and Höst, 2009). We
took the role of the PPR EPA facilitator described in
section 3.2 to go through the tasks with the domain
experts. In the case study, we collected data on the
existing engineering process as well as the role and
current representation of PPR knowledge. The inter-
viewed domain experts communicated their needs re-
garding PPR EPA and PPR DPM.
Study Subject. The case study on the proposed prod-
uct/ion-aware engineering process analysis (PPR
EPA) method was conducted with seven domain ex-
perts, one quality assurance stakeholder and one en-
gineering management stakeholder, and three re-
searchers acting as EPA facilitators. The case study
spanned over nearly two months from the initial kick-
off to the final version of the data processing map and
the final feedback from the involved stakeholders.
Study Execution. According to the PPR EPA Phase
1, Initial PPR Engineering Process Analysis, we held
a kickoff, for a project on ultrasonic welding, at the
company. The kickoff presented the context the com-
pany operates in and gave some insights into the cur-
rent engineering workflow and tool landscape.
The nine interview sessions, for each stakeholder
one, took place over the span of two days, where each
interview lasted one hour. Each interview started with
collecting data concerning the interviewee’s field of
work, usual project-specific tasks and responsibili-
ties. More specific questions regarding engineering
process tasks, the sequence of tasks, engineering arti-
facts and their content, as well as questions regarding
the current representation of PPR knowledge fol-
lowed. After each interview, there was a break, which
ICEIS 2019 - 21st International Conference on Enterprise Information Systems
54
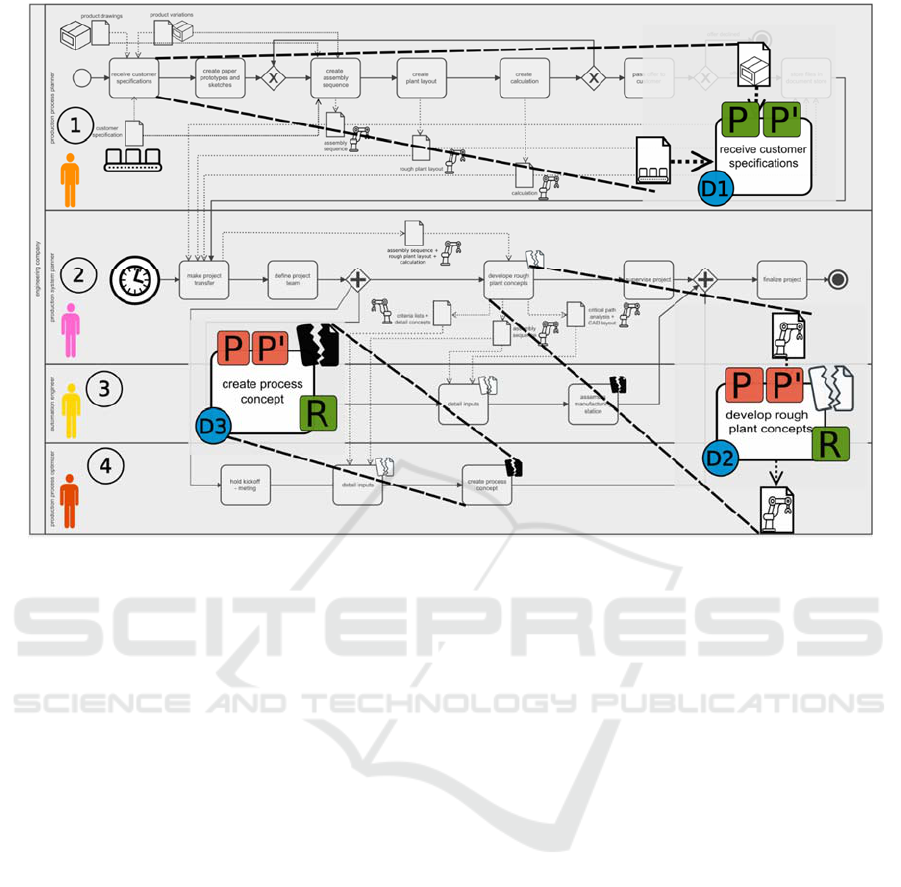
Figure 4: Production-aware (PPR) Data Processing Map based on (Biffl, 2018).
allowed a short modeling cycle to transform the qual-
itative knowledge into a first visual representation.
After the interviews were finished, the researchers
reviewed the information gathered in the interviews,
categorized artifacts and their content for sharing.
Starting from an initial data processing map (DPM),
we designed a more detailed DPM with information
from the interviews. We discussed the more detailed
DPM with the stakeholders involved, getting their ap-
proval and feedback for improvement as input to the
wrap up step of PPR EPA method.
According to PPR EPA Phase 2, PPR Data Pro-
cessing Map Design, we reexamined the gathered in-
put carefully regarding PPR knowledge aspects and
hidden implications that allowed for some refine-
ments of the engineering tasks. The PPR DPM allows
for a good overview analysis of an engineering pro-
cess, but also linking represented artifacts to concrete
associated files and examples in a separate document
store. In cooperation with domain experts, we exam-
ined and classified the exchanged representations of
engineering data artifacts for information regarding
the product, production process or production re-
source. The classification builds on a mapping by
Hundt (2012) between engineering phases and engi-
neering artifacts, such as electrical or mechanical
plans. In addition, we reexamined the identified engi-
neering tasks and expressed their requirements for
PPR knowledge as no need, important need or crucial
need. Figure 4 illustrates a representative part of the
final version of the PPR DPM.
In Figure 4, the production process planner, in the
BPMN swim lane number one (light orange), starts
each project and receives product and production pro-
cess information, indicated by tag D1: product draw-
ings, product variations, and the customer specifica-
tion. With these input artifacts the production process
planner creates new resource knowledge in the tasks
sketching, plant layout creation, and cost calculation.
A production system planner, see BPMN swim
lane number two (purple), starts working after the
production process planner finishes with the hand-
over of relevant documents, and when all team mem-
bers from different disciplines find the time for a pro-
ject kickoff, indicated by the timer event (clock sym-
bol). The production system planner receives as input
all the output artifacts from the previous role, the pro-
duction process planner, and develops a rough plant
concept, indicated by tag D2, where only resource
knowledge is present, but it would also be important
to receive product and process information.
The work of the automation engineer, see BPMN
swim lane number three (yellow), runs in parallel to
the production system planner and the production
process optimizer, see BPMN swim lane number four
Production-Aware Analysis of Multi-disciplinary Systems Engineering Processes
55
(dark orange). The automation engineer is responsi-
ble for detailing the electrical point of view of the sys-
tem under construction, whereas the production pro-
cess optimizer aims at minimizing production system
cycle times to maximize the overall production
throughput. Both roles receive resource knowledge
from the production system planner. However, as can
be seen in Figure 4, tag D3, product and process in-
formation is crucial for their engineering tasks. In the
current situation, the domain experts try to get a hold
of the person responsible for a design decision to start
personal, unplanned communication, which takes ad-
ditional time, is very inefficient, and bears the risk of
taking wrong decisions due to insufficient PPR
knowledge.
We evaluate the findings of the case study for the
PPR EPA method and PPR DPM in the next section.
5 EVALUATION AND
DISCUSSION
This section reports on (a) a comparison between the
outcomes of different data processing map notations
in an initial feasibility case study (Runeson and Höst,
2009) with domain experts at a large multi-discipli-
nary systems engineering company and (b) a discus-
sion of the overall process execution, observations,
and lessons learned.
5.1 Evaluation
The conducted evaluation for the PPR DPM uses dif-
ferent requirements than in section 3.1. This is be-
cause the evaluation focuses on the non-functional
parts of the designed artifact. We compare (a) the vis-
ualization of engineering processes with EPC cur-
rently used at the company, (b) a standard BPMN 2.0
model, and (c) an adapted BPMN 2.0 model, accord-
ing to the notation adaptations introduced in Section
3.3.
The evaluation was conducted in an engineering
company that creates custom, project-based, automa-
tion systems.
To evaluate the proposed PPR DPM artifact, we
interviewed the engineering manager, the quality as-
surance stakeholder at the company and received
feedback from domain experts regarding the parts that
were most relevant for them. The stakeholders evalu-
ated the PPR DPM regarding the following ISO
25010 (Bevan, 2009) metrics: functional appropriate-
ness, learnability, performance efficiency, and ana-
lyzability.
Functional appropriateness measures to what ex-
tent the designed artifact allows expressing the engi-
neering environment appropriately. Learnability
measures how easy domain experts and stakeholders
are likely to be able to understand and use the con-
cepts represented in the data processing map. Perfor-
mance efficiency measures the level of time and re-
sources required to use the PPR DPM notation as part
of the PPR EPA method. Analyzability measures to
what extent future analyses can be conducted based
on the PPR DPM.
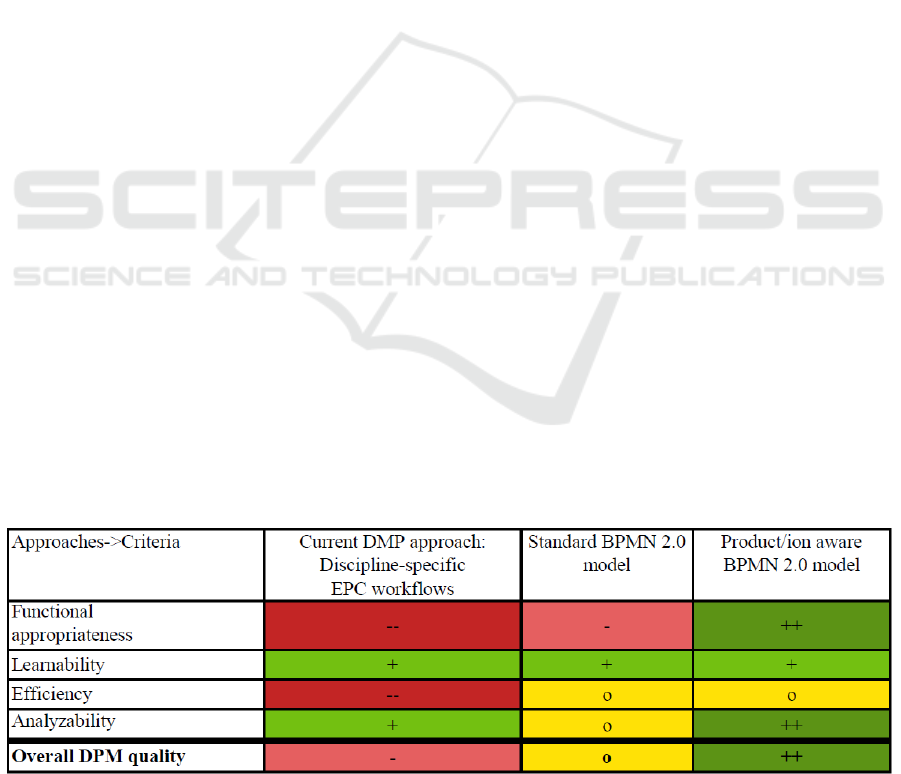
Table 1 summarizes the results of the evaluation.
The scores are based on a 5-point Likert scale (++, +,
o, -, --), where “++” indicates high fulfilment of the
criterion, “+” indicates good fulfilment of the crite-
rion, “o” represents neutral fulfilment of the criterion,
“-“ indicates disagreement that the approach fulfills
the criterion and “--” indicates strong disagreement
that the approach fulfills the criterion .
The PPR DPM was effective for providing an
overview on the engineering process, including stake-
holder, their tasks and communication, as well as
tasks that require PPR knowledge and engineering ar-
tifacts
that may bear PPR knowledge aspects with
Table 1: Evaluation results for Data Processing Map visualizations based on (Biffl, 2018).
ICEIS 2019 - 21st International Conference on Enterprise Information Systems
56

new PPR-specific visual elements that extended the
traditional BPMN 2.0 notation.
The case study results reveal that the current state
of domain-specific isolated engineering “silos” bears
significant risk for each new project and that the cur-
rent representation form is not sufficient for any kind
of analysis involving multiple disciplines and their in-
teractions.
5.2 Discussion
This section discusses results regarding the research
questions introduced in Section 1.
RQ1. PPR EPA Method. What adaptions or combi-
nations of business/engineering process analysis
methods allow overcoming their limitations regard-
ing product/ion-aware engineering process analysis?
Section 3.2 introduced the PPR EPA method adapted
from (Santos and Alves, 2017;) and from production
systems engineering (Lüder, 2012). Our adaptations
follow the design science cycle from Wieringa
(2014), as presented in (Santos and Alves, 2017), and
introduce production systems engineering aspects as
presented in (Lüder, 2012) to overcome, the limita-
tions of individual fields regarding product/ion-aware
engineering process analysis. The resulting PPR EPA
method, allows individual disciplines to focus on
their work tasks of and on engineering artifacts that
they receive, create, and exchange with related
workgroups and was evaluated in a case study with
real-world use cases. The new role of the EPA facili-
tator mediates the interests of the EPA in the EPA
process. In the feasibility study, a member of the re-
search team took this role.
The PPR EPA method facilitates identifying and
collecting data on the engineering process to analyze
where relevant PPR knowledge is required, created,
or lost. The domain experts found the PPR EPA
method usable and useful for better understanding is-
sues in the engineering process that were hard to trace
with the traditional focus on production systems,
leaving out considerations of product and production
process factors. The PPR EPA approach facilitates
both, the independent investigation in workgroups for
improving their local capabilities, and the analysis
and improvement of cooperating workgroups by
identifying interfaces and interactions between disci-
plines that may benefit from the explicit representa-
tion of PPR knowledge. Further, allows the PPR EPA
method allows to introduce well-established concepts
from software engineering in a new production sys-
tems engineering context.
RQ2. PPR DPM Notation. What adaptions or com-
binations of business/engineering process analysis
notations allow overcoming their limitations for rep-
resenting processes and documents that may repre-
sent PPR knowledge? Section 3.3 introduced the PPR
DPM notation based on adaptations to the BPMN 2.0
standard as a foundation for representing PPR
knowledge in a data processing map, resulting in a
PPR DPM. The PPR DPM notation elements repre-
sent the necessary PPR knowledge on engineering
tasks and documents for the use cases explored in the
feasibility case study. The introduction of new ele-
ments, such as PPR knowledge requirements and PPR
knowledge aspects in engineering documents, to a
well-established standard allowed minimizing the
number of newly introduced concepts , in comparison
to alternative approaches (Khabbazi, 2013; Huang,
2017; Merunka, 2017). The interviewed domain ex-
perts required some instructions and training to move
from their well-known EPC models to the BPMN 2.0
notation but found the PPR DPM notation easy to un-
derstand, usable, and useful. The PPR DPM concepts
can be easily added to tools that support the BPMN
2.0 standard.
Limitations. The presented research in this paper en-
tails some limitations that need further research.
Feasibility Study. We evaluated the PPR EPA pro-
cess and the PPR DPM in cooperation with domain
experts in a typical large company in PSE of discrete
manufacturing systems. The company can be seen as
representative for systems engineering enterprises,
where business is conducted on a project basis focus-
ing on the engineering of production systems, but
without integrated consideration of PPR knowledge
management. The evaluation results are based on ob-
servations from a limited sample of projects. To over-
come these limitations, we plan a more detailed in-
vestigation in a broader selection of domains and ap-
plication contexts. A lesson we learned was that it is
very important to define a particular scope of the
problem because it is easy to get lost in details of a
complex engineering process, as the domain experts
are very versatile in their field and can express deep
insights into their work. In addition, it became evident
that the quality of the researched process model
strongly depends on the qualification of the EPA fa-
cilitator related to the aims of the EPA organization
(production system to be engineered) and the engi-
neering disciplines involved.
Expressiveness of the PPR DPM Notation. The
DPM PPR notation enabled the beneficial representa-
tion of PPR knowledge aspects for engineering docu-
ments in the use cases of the feasibility study. How-
ever, the stakeholders foresee advanced applications
based on a more detailed modeling of PPR aspects
and relationships, e.g., for constraint modeling, which
Production-Aware Analysis of Multi-disciplinary Systems Engineering Processes
57

would require extending the expressiveness of the
PPR DPM notation potentially exploiting basic con-
cepts of ISA 95 (International Electrotechnical Com-
mission, 2003) or formal process specification given
in VDI Guideline 3682 (VDI, 2005). However, these
aspects go beyond the scope of this paper. Working
with PPR DPM revealed that it is common in engi-
neering to exchange artifacts that are difficult to pro-
cess for machines rather than data or knowledge.
6 CONCLUSION AND FUTURE
WORK
In a multi-disciplinary system engineering environ-
ment with workgroups collaborating in varying pro-
ject-specific teams, challenges and risks may go un-
detected, if the workgroups mainly focus on improv-
ing their internal processes, tools, and outcomes. This
risk is amplified with the absence of a role that opti-
mizes the collaboration and coordination between
workgroups. Further, in systems engineering there is
a tendency to focus on the properties of the system
design, often with (too) little awareness of the product
that the system should be able to produce in the pro-
duction process.
In this paper, we introduced and investigated sys-
tems engineering use cases for product/ion-aware en-
gineering process analysis (PPR EPA) and a notation
for a product/ion-aware data processing map (PPR
DPM). These contributions provide domain experts
and the new role of an EPA facilitator with a system-
atic approach to represent PPR knowledge in EPA. It
also facilitates pinpointing tasks that require PPR
knowledge and engineering artifacts that contain PPR
knowledge aspects as a foundation for analyzing and
closing PPR knowledge gaps in the engineering pro-
cess.
C1. The engineering process between discipline-
specific workgroups is hard to trace and analyze. The
PPR EPA method results in a graph of engineering
tasks, which potentially require PPR knowledge,
linked by the exchanged engineering artifacts, which
possibly contain PPR knowledge aspects. The net-
work allows effectively and efficiently tracing the en-
gineering process tasks and documents across
workgroups. Therefore, the PPR EPA method re-
duces the risk of low product and production process
quality.
C2. Unclear benefit of representing PPR
knowledge. The product/ion-aware data processing
map (PPR DPM) can be analyzed for assessing the
risk at engineering tasks from insufficient availability
of PPR knowledge and for estimating the extra effort
and cost to represent PPR knowledge in engineering
artifacts explicitly. Consequently, the PPR DPM ena-
bles prioritizing and planning improvement candi-
dates according to their expected cost and benefits.
C3. Unclear impact of PPR knowledge. The PPR
DPM can provide the foundation for assessing the im-
pact of specified PPR knowledge aspects in order to
consider which PPR knowledge to model first. The
PPR DPM further allows maximizing the benefits of
an explicitly represented PPR knowledge element, by
identifying all engineering tasks that potentially ben-
efit from the awareness of this knowledge element.
An example would be using PPR knowledge as a pre-
requisite for introducing Industry 4.0 applications,
such as reasoning on the impact of production process
changes on production systems engineering and oper-
ation.
The PPR DPM is the basis for research on ad-
vanced engineering process analysis and improve-
ment methods. Future methods could, e.g., allow re-
ducing the impact of risks in the engineering process
from important PPR knowledge, such as low product
and process quality. An advanced analysis would also
provide machine-understandable PPR knowledge as a
foundation for reasoning on capabilities, e.g., self-
adaptive processes, during engineering and operation.
Future Work. Advanced PPR knowledge represen-
tation. Following the annotation of PPR knowledge
aspects in engineering artifacts, there is a need to rep-
resent PPR knowledge explicitly in sufficient detail
and to find ways on how to store this knowledge for
efficient processing. This would allow the shift from
engineering artifacts to data and knowledge that can
be accessed for reasoning under the Industry 4.0 vi-
sion.
Traceable design decisions. The explicit repre-
sentation of PPR knowledge is the foundation for rea-
soning about relationships between design decisions
taken on product, production process, or production
system levels. These relationships allow systems en-
gineers to better understand the reason, e.g., for value
ranges of system parameters that depend on charac-
teristics of the product or of the production process.
Generation of system design aspects. In addition,
explicitly modeled dependencies between design de-
cisions may enable the efficient derivation of system
design parameters from product/ion design decisions.
While the efficient derivation of system design pa-
rameters is already beneficial for one system, the re-
use in a production system family is a considerable
business advantage for a PSE company.
IT Security considerations.
The PPR EPA method
enables the collection of PPR knowledge and the
ICEIS 2019 - 21st International Conference on Enterprise Information Systems
58

analysis of data flows across workgroups. This
knowledge could be interesting to a potential IT secu-
rity attacker and will require research on threats to the
integrity of the collected PPR knowledge and indus-
trial espionage.
Finally, future work will include the application
and evaluation of the PPR EPA method and the PPR
DPM notation in various engineering domains and
application areas.
ACKNOWLEDGEMENT
The financial support by the Christian Doppler Re-
search Association, the Austrian Federal Ministry for
Digital & Economic Affairs and the National Foun-
dation for Research, Technology and Development is
gratefully acknowledged.
REFERENCES
Allweyer, T. (2016). BPMN 2.0: introduction to the stand-
ard for business process modeling. BoD–Books on De-
mand.
Bevan, N. (2009). International standards for usability
should be more widely used. Journal of Usability Stud-
ies, 4(3), 106-113.
Biffl, S., Gerhard, D., & Lüder, A. (2017). Introduction to
the Multi-Disciplinary Engineering for Cyber-Physical
Production Systems. In Multi-Disciplinary Engineering
for Cyber-Physical Production Systems (pp. 1-24).
Springer, Cham.
Biffl, S., Kathrein, L., Lüder, A., Meixner, K. & Winkler,
D. (2018) Secure Refactoring and Reuse of Engineering
Data and Knowledge - Case Study for Ultrasonic Weld-
ing. Technical report, CDL-SQI, TU Wien
ElMaraghy, H. A. (2009). Changing and evolving products
and systems–models and enablers. In Changeable and
reconfigurable manufacturing systems (pp. 25-45).
Springer, London.
Fay, A., Löwen, U., Schertl, A., Runde, S., Schleipen, M.,
& El Sakka, F. (2018). Zusätzliche Wertschöpfung mit
digitalem Modell. Atp Magazin, 60(06-07), 58-69.
Fowler, M., Kobryn, C., & Scott, K. (2004). UML distilled:
a brief guide to the standard object modeling language.
Addison-Wesley Professional.
Huang, Yuze, Huang, Jiwei, Wu, Budan, & Chen, Junliang.
(2017). Modeling and analysis of data dependencies in
business process for data-intensive services. Communi-
cations, China, 14(10), 151-163.
International Electrotechnical Commission. (2003). IEC
62264-1 Enterprise-control system integration–Part 1:
Models and terminology. IEC, Genf.
Jager, T., Fay, A., Wagner, T., & Lowen, U. (2011). Mining
technical dependencies throughout engineering process
knowledge. Emerging Technologies & Factory Auto-
mation (ETFA), 2011 IEEE 16th Conference on, 1-7.
Khabbazi, M. R., Hasan, M. K., Sulaiman, R., & Shapi'i, A.
(2013). Business Process Modeling in Production Lo-
gistics: Complementary Use of BPMN and UML. Mid-
dle East Journal of Scientific Research, 15(4), 516-529.
Lüder, A., Foehr, M., Köhlein, A., & Böhm, B. (2012). Ap-
plication of engineering processes analysis to evaluate
benefits of mechatronic engineering. In Emerging
Technologies & Factory Automation (ETFA), 2012
IEEE 17th Conference on (pp. 1-4). IEEE.
Lüder, A., Schmidt, N., Hell, K., Röpke, H., & Zawisza, J.
(2017). Fundamentals of Artifact Reuse in CPPS. In
Multi-Disciplinary Engineering for Cyber-Physical
Production Systems (pp. 113-138). Springer, Cham.
Arndt Lüder, Johanna-Lisa Pauly, Konstantin Kirchheim,
Felix Rinker, Stefan Biffl. (2018). Migration to Auto-
mationML based Tool Chains –incrementally overcom-
ingEngineering NetworkChallenges. [ONLINE] Avail-
able at: https://www.automationml.org/o.red/up-
loads/dateien/1548668540-17_Lueder_Migration-
ToolChains_Paper.pdf. [Accessed 2 January 2019].
Merunka, V. (2017). Symmetries of Modelling Concepts
and Relationships in UML -Advances and Opportuni-
ties. Lecture Notes in Business Information Processing,
298, 100-110.
Presley, A., & Liles, D. H. (1995). The use of IDEF0 for the
design and specification of methodologies. In Proceed-
ings of the 4th industrial engineering research confer-
ence.
Rosenberger, P., Gerhard, D., & Rosenberger, P. (2018).
Context-Aware System Analysis: Introduction of a Pro-
cess Model for Industrial Applications. In ICEIS (2)
(pp. 368-375).
Runeson, P., & Höst, M. (2009). Guidelines for conducting
and reporting case study research in software engineer-
ing. Empirical Software Engineering, 14(2), 131-164.
Santos, H., & Alves, C. (2017). Exploring the Ambidex-
trous Analysis of Business Processes: A Design Science
Research. In International Conference on Enterprise
Information Systems (pp. 543-566). Springer, Cham
Scheer, August-Wilhelm. (1998). ARIS: Vom Geschäfts-
prozeß zum Anwendungssystem / August-Wilhelm
Scheer (3., völlig neubearb. u. erw. Aufl. ed.). Berlin
[u.a.]: Springer.
Schleipen, M., Lüder, A., Sauer, O., Flatt, H., &
Jasperneite, J. (2015). Requirements and concept for
plug-and-work. at-Automatisierungstechnik, 63(10),
801-820.
Stark, J. (2015). Product lifecycle management. In Product
Lifecycle Management (Volume 1) (pp. 1-29).
Springer, Cham.
VDI 3682 (2005). Formalised process descriptions, Beuth
Verlag, Berlin
VDI 3695 (2010). Engineering of industrial Plants, Evalua-
tion and Optimization, Part 1. Beuth Verlag, Berlin
Vergidis, K., Tiwari, A., & Majeed, B. (2008). Business
Process Analysis and Optimization: Beyond Reengi-
Production-Aware Analysis of Multi-disciplinary Systems Engineering Processes
59

neering. Systems, Man, and Cybernetics, Part C: Appli-
cations and Reviews, IEEE Transactions on, 38(1), 69-
82.
Wieringa, Roel. (2014). Design science methodology for
information systems and software engineering. Berlin
[u.a.]: Springer.
Zhang, C., Chen, X., Feng, Y., & Luo, R. (2010, June).
Modeling and functional design of logistic park using
IDEF0 method. In Service Systems and Service Man-
agement (ICSSSM), 2010 7th International Conference
on (pp. 1-5). IEEE.
Schwaber, K., & Beedle, M. (2002). Agile software devel-
opment with Scrum (Vol. 1). Upper Saddle River: Pren-
tice Hall.
Zhu, L., Bass, L., & Champlin-Scharff, G. (2016). Devops
and its practices. IEEE Software, 33(3), 32-34.
ICEIS 2019 - 21st International Conference on Enterprise Information Systems
60
