
Multi-agent Manufacturing Execution System (MES): Concept,
Architecture & ML Algorithm for a Smart Factory Case
Soujanya Mantravadi
a
, Chen Li
b
and Charles Møller
c
Department of Materials & Production, Aalborg University, Fibigestræde 16, Aalborg, Denmark
Keywords: AI Applications, Industry 4.0, Intelligent Manufacturing, Manufacturing Operations Management (MOM),
Multi-Agent Systems, Enterprise Information Systems, Architectural Solution, Automated Reasoning,
Uncertainty, Work-in-Progress (WIP).
Abstract: Smart factory of the future is expected to support interoperability on the shop floor, where information systems
are pivotal in enabling interconnectivity between its physical assets. In this era of digital transformation,
manufacturing execution system (MES) is emerging as a critical software tool to support production planning
and control while accessing the shop floor data. However, application of MES as an enterprise information
system still lacks the decision support capabilities on the shop floor. As an attempt to design intelligent MES,
this paper demonstrates one of the artificial intelligence (AI) applications in the manufacturing domain by
presenting a decision support mechanism for MES aimed at production coordination. Machine learning (ML)
was used to develop an anomaly detection algorithm for multi-agent based MES to facilitate autonomous
production execution and process optimization (in this paper switching the machine off after anomaly
detection on the production line). Thus, MES executes the ‘turning off’ of the machine without human
intervention. The contribution of the paper includes a concept of next-generation MES that has embedded AI,
i.e., a MES system architecture combined with machine learning (ML) technique for multi-agent MES. Future
research directions are also put forward in this position paper.
1 INTRODUCTION
Context-aware Manufacturing Systems.
Automated operations in a manufacturing enterprise
require both plant control systems as well as
enterprise software. In the era of digital
transformation, smart factories can automate
manufacturing operations by being context-aware.
Given that smart factories are key components of
Industry 4.0 (Kagermann et al., 2013), it is essential
to develop manufacturing information systems that
can assist humans and machines in the execution of
their tasks on the shop floor. Manufacturing
execution system (MES) is an information system and
a real-time compliant software, which is identified to
enable smart factories due to its ability to act as a
digital twin (Mantravadi and Møller, 2019). It
supports shop floor as well as the supply chain level
a
https://orcid.org/0000-0001-9382-8314
b
https://orcid.org/0000-0001-6249-8957
c
https://orcid.org/0000-0003-0251-3419
activities of a manufacturing enterprise (Mantravadi
et al., 2018) (Mantravadi et al., 2018).
The revolutionary wave of computing (Internet of
Things, IoT) which is the phenomenon of connecting
objects over the internet, has enabled us to have
intelligent manufacturing systems. As a core of any
manufacturing system, MES controls production
process that involves the physically connected
production units/physical assets/equipment. Modern
factories generate massive amounts of production
data during the production process, where MES faces
certain challenges such as:
• Make best use of ever-increasing amounts of
logged production data to find meaning,
dependencies, relations and problems in
production which are not apparent upfront
Mantravadi, S., Li, C. and Møller, C.
Multi-agent Manufacturing Execution System (MES): Concept, Architecture ML Algorithm for a Smart Factory Case.
DOI: 10.5220/0007768904770482
In Proceedings of the 21st International Conference on Enterprise Information Systems (ICEIS 2019), pages 477-482
ISBN: 978-989-758-372-8
Copyright
c
2019 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
477

• Possess analytical solutions to support
extracting, storing and analyzing the data to
obtain an optimized decision for MES
This paper is motivated by the need on how to
share and process valuable information in a much
more efficient and flexible way to solve the above two
challenges and fill the gap of lacking decision support
capability of MES (Li, 2012).
Machine Learning for Manufacturing Execution
System. Machine learning (ML) is an important
toolbox which can be used to make sense of the data
generated from the production and ML is already
known to serve the purpose of knowledge synthesis
in engineering automation (Lu, 1990). MES can
perform learning to apply on a wide range of
production processes, including optimization of
individual module behavior, optimization across each
module or one or more production lines (Gröger et al.,
2012). ML can help MES to export valuable
information from the production modules and feed it
to the modern computing power and learning
algorithms. This will consequently result in exploring
new opportunities, business models and solving the
challenges that were not possible before.
Some examples from the literature that apply ML
for manufacturing problems:
1. For optimizing the process to achieve energy
efficiency, Palensky P et.al. suggested that time
periods need to be around 15-30 minutes to
switch off the equipment if the energy
consumption beyond the upper bound according
to the production scheduling of MES (Palensky
and Dietrich, 2011).
2. Vieira et al. proposed an analytical model that
can predict the performance of rescheduling
strategies and quantify the trade-offs between
different performance measures for
manufacturing system (Vieira et al., 2003).
3. In order to build prediction models to increase
sustainability performance in machining
operations, Woo et al. developed a big data
analytics platform for manufacturing system
(Woo et al., 2016).
ML is also able to identify the anomaly behavior
in a production line, which has been a hot topic in
recent years, i.e., anomaly detection. It has become a
manufacturing imperative for high velocity real-time
production to analyze patterns of data streams and
look for anomalies that can reveal something
unexpected on the production line. Ko et al., use ML
based anomaly detection to estimate the products’
quality by integrating manufacturing, inspection and
after-sales service data (Ko et al., 2017). Liu J et al.,
developed a structured neural networks which
efficiently reduces anomaly detection
misclassification for a manufacturing system (Liu et
al., 2018). Van Stein et al., proposed a GLOSS
anomaly detection algorithm which helps to detect
anomalies in high dimensional mixed data sets of
manufacturing process (Van Stein et al., 2017).
Vodencarevic et al. presented anomaly detection
algorithm, AN-ODA, to detect anomalies in the
cyber-physical systems (Asmir Vodencarevic et al.,
2011). Windmann et al. identify the abnormal
behavior, OTALA and QRM were developed for
modeling learning of discrete states and continuous
behavior (Windmann et al., 2015).
There are several other studies that also show how
ML was used for solving/improving a specific task on
the shop floor. All these studies also indicate the fact
that using ML in manufacturing has been studied
extensively and that it is a well-established research
line. However, not many studies address the benefit
utilization aspect of existing manufacturing informa-
tion systems that could use toolboxes such as ML.
Against this backdrop, we argue that larger impact
is created for a manufacturing enterprise when
researchers can maximize the value of existing MES
with systems thinking approach to address a bigger
problem for the enterprise. Such approach can be
realized by deploying MES with collaborating
technologies. A collaboration system, which is a
combination of different elements such as hardware,
software, organizational practices and other tool
boxes like ML could include MES software as a main
actor. Such a collaborating system, designed based on
an information system (MES) can derive significant
benefit for the overall enterprise. Whereas a single
task solving approach might not derive maximum
value from the existing IT assets in a factory. A
similar concept of ‘Work System Theory’ proposed
by Alter also advocates linking people, processes and
IT tools for improving business performance (Alter,
2011).
In this paper, a smart factory scenario of detecting
anamoly using multi-agent MES is outlined as an
example. It supports the enquiry on how to provide
decision making for MES using ML techniques to
detect the abnormal behaviors on the production line;
a question that was not widely researched before.
Section 2 introduces the theoretical framing to the
MES research, section 3 describes the approach
followed by a proposal of a system architecture and
an algorithm to support the concept. Section 4
concludes the position and presents the future work.
ICEIS 2019 - 21st International Conference on Enterprise Information Systems
478

2 CONCEPT OF ‘AI EMBEDDED
MES FOR A SMART FACTORY’
The Intelligent Manufacturing Systems (IMS) were
first outlined in 1978 (Hatvany and Nemes, 1978). AI
research results are highlighted as promising tools for
managing complexity, uncertainty, unforeseen
problems, dynamic changes and disturbances in
manufacturing systems (Hatvany and Lettner, 1983)
(Monostori and Prohaszka, 1993) (Shen et al., 2000).
Holonic manufacturing and multi-agent based
manufacturing control are two popular approaches for
distributed intelligent manufacturing control. Since
multi-agent based control systems are pure software
environments unlike holonic manufacturing systems
(McFarlane et al., 2003), an agent based approach is
more suitable for implementation on a software like
MES to improve process performance.
Requirements of Future Factories. Two of the few
design principles of Industry 4.0 are ‘interconnection’
and ‘decentralized decisions’ (Hermann et al., 2016)
that require smart factories to use MES to implement
production scheduling in real-time via intelligent data
acquisition and analysis (Chen et al., 2017). For this,
OPC UA based interaction in multi-agent systems is
a recommended technology (Chen et al., 2017). With
the changing manufacturing requirements, MES too
needs rethinking and MES research needs to combine
the aspects of AI.
3 APPROACH
The proposed multi-agent MES consists sub-agents
(that run on Raspberry pi platform) and central agent
(a middle-ware running on MES server). The agent is
designed as a virtual digital shell of each physical
asset of the production line. The main idea behind this
agent-based approach is to use a sub-agent as an
assistant to collect the data which is generated by the
asset during the production, and leverage central
agent to identify the abnormal behavior and aid MES
to execute. The extension of this work would be to
test and implement such software system. The
proposed software falls under the category of
centralized multi-agent system (Kamdar et al., 2018).
For this paper the problem is chosen to be the
anomaly behavior on current production line of AAU
Smart lab (Madsen and Møller, 2017) where the two
anomalies are identified as:
(1) Unusual drilling speeds (too high or too low)
and (2) Unusual number of parts finished per minute
The main approach can be described in the
following steps:
Monitoring - This step is performed by the sub-
agent of each asset. The data is generated during
the production process monitored by the sub-
agent.
Data Collection - The production data will be
collected and stored by sub-agent during the
production. The selected features of the data will
be used for building the behavior model.
Modelling - In order to learn the behavior model
of the system, the sub-agents push the data
sample to the central agent that is running on
server. Based on the above identified two
features, the data on drilling speed and the
processing time will be extracted from the
production data. The extracted data will be fed
into the formulae (see the following formula in
section 4) to obtain the mean and variance for
building the normal behavior model. To
distinguish an abnormal behavior, a statistical
model is used to detect the normal behavior of
the system based on the collected data metrics.
Anomaly Detection - The central agent applies
a statistical test to detect whether it is a normal or
abnormal behavior according to the data point.
Group Decision Making - If the anomaly is
detected, the central agent needs to quickly
identify the cause of the abnormal behavior, flag
the corresponding sub-agent(s) and generate a
new decision for adjusting the behavior of the
physical assets through the sub-agent(s). The
server also holds a repository for storing the
system topology. If the decision requires
reconstructing the system topology, the topology
repository also needs to be updated.
Behavior Adjustment - The central agent will
send the commands to the sub-agent which is
involved in causing the anomaly. The current
behavior adjustment considered in this case is
switching the machine off if the abnormal
behavior is detected.
This approach to the situation helps us in presenting
the architecture and an algorithm in section 4.
4 SYSTEM ARCHITECTURE
AND ALGORITHM
The system architecture can be represented as Fig.1.
Multi-agent Manufacturing Execution System (MES): Concept, Architecture ML Algorithm for a Smart Factory Case
479
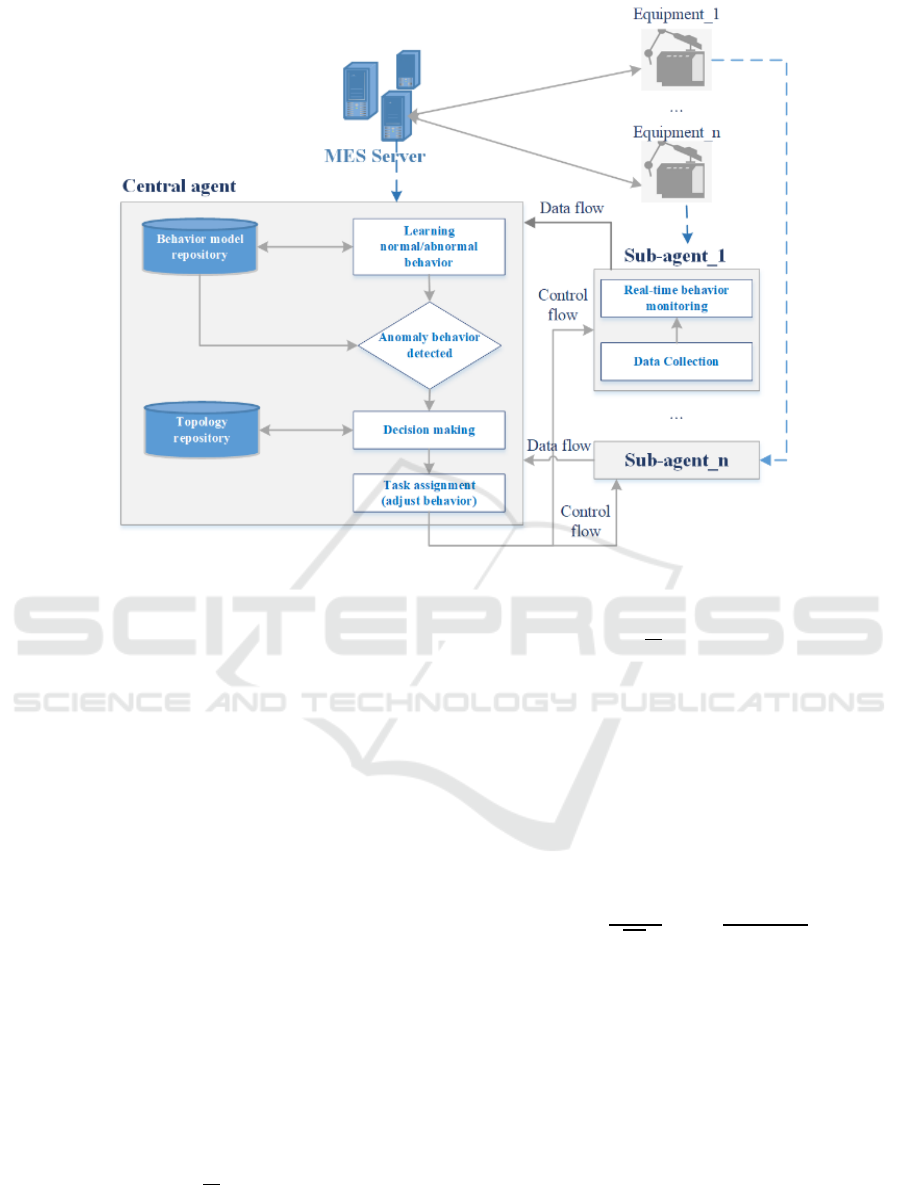
Figure 1: System architecture of ML based multi-agent manufacturing execution system.
The purpose of this work is to integrate the ML
into multi-agent MES for detecting the anomaly
behaviors in a supervised fashion. In order to achieve
that, we chose the client-server (CS) style
architecture.
Anomaly detection algorithm helps central agent
to distinguish the abnormal behavior from the normal
production activities of the production. We assume
that the features of the production data follow the
Gaussian (Normal) distribution. The main algorithm
is described as:
Feature Selection. Two features are selected for our
example, drilling speed (x1) and number of parts
finished per minute (x2).
Fit Parameters. Given the number m sample data
where µ1 and µ2 represent the mean of the feature x1
and x2 of sample data separately, and σ1 and σ2
stands for the variance of the feature x1 and x2 of
sample data separately.
=
1
=
1
−
Calculating p(x): Calculating the probability p(x) of
the new production data x to see if it is lower than the
predefined lower bound ε, where the anomaly is
detected if p(x) < ε (predefined as a threshold).
p
(
x
)
=
;
,
=
1
√
2
exp(−
(
−
)
2
)
Below is the partial python code to calculate the mean
µ, co-variance σ and probability density p:
i
mport numpy as np
from scipy.stats import
multivariate_normal
from sklearn.metrics import f1_score
# This function estimates the
parameters: mu and sigma
# input: X - data sample X
# output: mu: the mean of the data
ICEIS 2019 - 21st International Conference on Enterprise Information Systems
480

# set X; sigma: Covariance
def estimate_gaussian(X):
mu = np.mean(X, axis=0)
sigma = np.cov(X.T)
return mu, sigma
# This function is to calculate the
probability density function
def multivariateGaussian(X, mu,
sigma):
pro =
multivariate_normal(X,mean=mu,
cov=sigma)
return pro
5 CONCLUSIONS & FUTURE
WORK
The following contribution of the paper is directed to
improve MES by combining its deployment with AI
techniques:
• A perspective on carrying out high impact
research for a manufacturing enterprise is put
forward. Given that information systems
research concerns socio-technical and
organizational aspects, a position was taken
that future research on benefit utilization of
MES and deploying it with collaborating
systems (such as agent-based systems or
prediction systems etc.) can improve business
performance of a manufacturing enterprise,
which ultimately aligns with strategic and
functional objectives of a smart factory.
• The study inferred that existing MES
literature lacked attention on its benefit
realization using decision support
mechanisms. It established the potential in
applying AI to the factory floor to leverage
the existing manufacturing IT tools of
MOM layer (as per ISA 95 standard).
• Agent based approach is suitable for MES
implementation in the smart factory context.
• A concept was developed to establish the
future research agenda on the topic of
combining AI with MES. To verify the
concept, system architecture and anomaly
detection algorithm that can run on top of
MES to execute decision on the production
line, were proposed. Based on this proposal,
an artifact: a smart factory with multi-agent
MES could be designed in the future.
As far as we know, it is the first time combining
the anomaly detection machine learning algorithm
with agent based MES in manufacturing.
Currently, the authors’ team is working on
implementing this approach at AAU Smart lab’s
production line. The project “AAU Open Source
MES Framework” undertaken by the authors’, aims
to design and develop an open platform (an open
source software stack) for smart factory solutions.
The project contributes to the manufacturing
digitalization using “Odoo” open source enterprise
resource planning (ERP) system to achieve
interoperability through vertical integration of the
factory floor.
The future work intends to develop a toolchain
that builds the communication channel for
exchanging the operational commands and
production data between MES and sub agents that run
on programmable logic controllers and raspberry-pi.
This multi-agent setup works in real-time to improve
the process performance in the factories.
ACKNOWLEDGEMENTS
This research work is partially funded by the
Manufacturing Academy of Denmark.
REFERENCES
Alter, S. (2011) ‘USF Scholarship: a digital repository @
Gleeson Library | Geschke Center The Work System
Method: Systems Thinking for Business Professionals
The Work System Method: Systems Thinking for
Business Professionals’. Available at: http://repository.
usfca.edu/at%5Cnhttp://repository.usfca.edu/at/32.
Asmir Vodencarevic, H. K. B., Niggemann, O. and Maier,
A. (2011) ‘Identifying behavior models for process
plants’, IEEE International Conference on Emerging
Technologies and Factory Automation, ETFA. doi:
10.1109/ETFA.2011.6059080.
Chen, B. et al. (2017) ‘Smart Factory of Industry 4.0: Key
Technologies, Application Case, and Challenges’,
IEEE Access. IEEE, 6, pp. 6505–6519. doi: 10.1109/
ACCESS.2017.2783682.
Gröger, C., Niedermann, F. and Mitschang, B. (2012) ‘Data
Mining-driven Manufacturing Process Optimization’,
Proceedings of the World Congress on Engineering
2012 Vol III , III, p. 7. doi: 10.1016/j.cplett.2005.
06.119.
Hatvany, J. and Lettner, F. J. (1983) ‘The Efficient Use of
Deficient Knowledge’, CIRP Annals - Manufacturing
Technology, 32(1), pp. 423–425. doi: 10.1016/S0007-
8506(07)63433-7.
Multi-agent Manufacturing Execution System (MES): Concept, Architecture ML Algorithm for a Smart Factory Case
481

Hatvany, J. and Nemes, L. (1978) ‘Intelligent
Manufacturing Systems— A Tentative Forecast’, IFAC
Proceedings Volumes. Elsevier, 11(1), pp. 895–899.
doi: 10.1016/S1474-6670(17)66031-2.
Hermann, M., Pentek, T. and Otto, B. (2016) ‘Design
principles for industrie 4.0 scenarios’, Proceedings of
the Annual Hawaii International Conference on System
Sciences, 2016–March, pp. 3928–3937. doi:
10.1109/HICSS.2016.488.
Kagermann, H., Wahlster, W. and Helbig, J. (2013)
‘Recommendations for implementing the strategic
initiative INDUSTRIE 4.0: Final report of the Industrie
4.0 Working Group’, Final report of the Industrie 4.0
WG, (April), p. 82. doi: 10.13140/RG.2.2.14480.20485.
Kamdar, R., Paliwal, P. and Kumar, Y. (2018) ‘A State of
Art Review on Various Aspects of Multi-Agent
System’, Journal of Circuits, Systems and Computers,
27(11), p. 1830006. doi: 10.1142/S02181266183000
64.
Ko, T. et al. (2017) ‘Machine learning-based anomaly
detection via integration of manufacturing, inspection
and after-sales service data’, Industrial Management &
Data Systems, 117(5), pp. 927–945. doi:
10.1108/IMDS-06-2016-0195.
Li, F. (2012) ‘Study of Multi-Agent Based Integratable
Manufacturing Execution System Model’, Advanced
Materials Research. Trans Tech Publications, 366, pp.
268–271. doi: 10.4028/www.scientific.net/AMR.366.
268.
Liu, J.; Guo, J.; Orlik, P.V.; Shibata, M.; Nakahara, D.; Mii,
S.; Takac, M. (2018) Anomaly Detection in
Manufacturing Systems Using Structured Neural
Networks. Available at: https://www.merl.com/
publications/docs/TR2018-097.pdf.
Lu, S. C. Y. (1990) ‘Machine learning approaches to
knowledge synthesis and integration tasks for advanced
engineering automation’, Computers in Industry, 15(1–
2), pp. 105–120. doi: 10.1016/0166-3615(90)90088-7.
Madsen, O. and Møller, C. (2017) ‘The AAU Smart
Production Laboratory for Teaching and Research in
Emerging Digital Manufacturing Technologies’,
Procedia Manufacturing. The Author(s), 9, pp. 106–
112. doi: 10.1016/j.promfg.2017.04.036.
Mantravadi, S., Cheng, Y. and Møller, C. (2018)
‘MES/MOM systems for Manufacturing Networks : An
exploratory study from operations in India’, 22nd
Cambridge International Manufacturing Symposium,
(September), pp. 27–28.
Mantravadi, S. and Møller, C. (2019) ‘An Overview of
Next-generation Manufacturing Execution Systems :
How important is MES for Industry 4.0 ?’, Elsevier
Procedia Manufacturing.
Mantravadi, S., Moller, C. and Christensen, F. M. M.
(2018) ‘Perspectives on Real-Time Information
Sharing through Smart Factories: Visibility via
Enterprise Integration’, in 2018 International
Conference on Smart Systems and Technologies (SST).
IEEE, pp. 133–137. doi: 10.1109/SST.2018.8564617.
McFarlane, D. et al. (2003) ‘Auto ID systems and
intelligent manufacturing control’, Engineering
Applications of Artificial Intelligence, 16(4), pp. 365–
376. doi: 10.1016/S0952-1976(03)00077-0.
Monostori, L. and Prohaszka, J. (1993) ‘A Step towards
Intelligent Manufacturing: Modelling and Monitoring
of Manufacturing Processes through Artificial Neural
Networks’, CIRP Annals - Manufacturing Technology,
42(1), pp. 485–488. doi: 10.1016/S0007-8506(07)62
491-3.
Palensky, P. and Dietrich, D. (2011) ‘Demand side
management: Demand response, intelligent energy
systems, and smart loads’, IEEE Transactions on
Industrial Informatics. IEEE, 7(3), pp. 381–388. doi:
10.1109/TII.2011.2158841.
Shen, W., Maturana, F. and Norrie, D. H. (2000)
‘Enhancing the performance of an agent-based
manufacturing system through learning and
forecasting’, Journal of Intelligent Manufacturing,
11(4), pp. 365–380. doi: 10.1023/A:1008926202597.
Van Stein, B. et al. (2017) ‘Towards data driven process
control in manufacturing car body parts’, Proceedings
- 2016 International Conference on Computational
Science and Computational Intelligence, CSCI 2016,
pp. 459–462. doi: 10.1109/CSCI.2016.0093.
Vieira, G. E., Herrmann, J. W. and Lin, E. (2003)
‘Rescheduling Manufacturing Systems: a Framework
of Strategies, Policies, and Methods’, Journal of
Scheduling, 6, pp. 39–62. Available at: https://link-
springer-com.ezproxy2.utwente.nl/content/pdf/10.102
3%2FA%3A1022235519958.pdf.
Windmann, S., Niggemann, O. and Stichweh, H. (2015)
‘Energy efficiency optimization by automatic
coordination of motor speeds in conveying systems’,
Proceedings of the IEEE International Conference on
Industrial Technology. IEEE, 2015–June(June), pp.
731–737. doi: 10.1109/ICIT.2015.7125185.
Woo, J., Shin, S.-J. and Seo, W. (2016) ‘Developing a Big
Data Analytics Platform for Increasing Sustainability
Performance in Machining Operations’, Flexible
Automation and Intelligent Manufacturing, (June), pp.
1–8. Available at: https://www.researchgate.net/
publication/305222784_Developing_a_Big_Data_Ana
lytics_Platform_for_Increasing_Sustainability_Perfor
mance_in_Machining_Operations.
ICEIS 2019 - 21st International Conference on Enterprise Information Systems
482
