
Approaches to Identify Relevant Process Variables in Injection Moulding
using Beta Regression and SVM
Shailesh Tripathi
1
, Sonja Strasser
1
, Christian Mittermayr
2
, Matthias Dehmer
1
and Herbert Jodlbauer
1
1
Production and Operations Management, University of Applied Sciences Upper Austria,
Wehrgrabengasse 1-3, Steyr, Austria
2
Greiner Packaging International GmbH, Greinerstrasse 70, 4550 Kremsmuenster, Austria
Keywords:
Injection Moulding, Beta Regression, SVM, Scrap Rate Prediction.
Abstract:
In this paper, we analyze data from an injection moulding process to identify key process variables which
influence the quality of the production output. The available data from the injection moulding machines
provide information about the run-time, setup parameters of the machines and the measurements of different
process variables through sensors. Additionally, we have data about the total output produced and the number
of scrap parts. In the first step of the analysis, we preprocessed the data by combining the different sets of
data for a whole process. Then we extracted different features, which we used as input variables for modeling
the scrap rate. For the predictive modeling, we employed three different models, beta regression with the
backward selection, beta boosting with regularization and SVM regression with the radial kernel. All these
models provide a set of common key features which affect the scrap rates.
1 INTRODUCTION
Injection moulding is regarded as the most important
process to produce all kind of plastic products. Sim-
ply put, a melted polymer is injected into a mold cav-
ity, packed under pressure and cooled until it has so-
lidified enough. This is performed by an injection
molding machine using an appropriate injection mold.
During the whole process, the material, the mold de-
sign and the processing parameters of the injection
molding machine interact with each other and deter-
mine the quality of the plastic product (Chang and
Faison III, 2001). Since there is a huge variety of dif-
ferent processing parameters, the complexity of the
process creates a very high effort to keep the quality
characteristics under control. If the necessary quality
characteristics cannot be achieved, the parts are dis-
carded as scrap. Quality problems can be of differ-
ent types, such as shrinkage, warpage, color and burn
marks, surface texture quality, shape distortion, and
other aesthetic defects (Kashyap and Datta, 2015). In
a real world industrial production the scrap rate varies
in different proportions during the production pro-
cess. Variation in scrap rate depends on many process
variables which are machine specific, product specific
and material specific. The main objective of the qual-
ity control is to minimize the scrap rate during a pro-
duction process. The scraps rate can be higher due
to many uncontrolled process variables or their com-
binations. Most of the studies are based on control-
ling fewer variables through an experimental design
and then estimating the quality of the products. How-
ever, in our analysis, we analyze data from the real-
world injection molding process, which is recorded
during the production process through different sen-
sors which consist of > 75 process variables. The re-
sponse variable is the proportion of the scraps which
are produced during the injection molding process.
The input variables are the statistical features of dif-
ferent process variables recorded during the produc-
tion process. In this analysis, we do not distinguish
between different types of scrap.
The main objective of the paper is to identify key
features of process variables which affect the prod-
uct quality for the purpose of monitoring in future to
control the production quality of different products at
different machines.
This paper contributes to the application of ma-
chine learning methods to identify common key pro-
cess variables, which affect the quality of the produc-
tion output represented by the scrap rate. The Struc-
ture of the paper is as follows: In Section 2 we pro-
vide a brief overview of the related work. In Sec-
tion 3 we describe the details about the methods for
Tripathi, S., Strasser, S., Mittermayr, C., Dehmer, M. and Jodlbauer, H.
Approaches to Identify Relevant Process Variables in Injection Moulding using Beta Regression and SVM.
DOI: 10.5220/0007926502330242
In Proceedings of the 8th International Conference on Data Science, Technology and Applications (DATA 2019), pages 233-242
ISBN: 978-989-758-377-3
Copyright
c
2019 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
233

the data preprocessing, filtering and normalization. In
Section 4, we present details about the modeling and
variable selection. In Section 5, we evaluate the pro-
posed methods on recorded data and compare the re-
sults. Additionally, we compare our approach with
two other methods (Ribeiro, 2005; Mao et al., 2018)
which utilize SVM and a deep-learning approach to
classify the product quality into different categories.
In the final Section 6 we provide the concluding re-
marks about the results and our analysis.
2 LITERATURE REVIEW
A large number of studies have been performed for
the quality optimization of the injection molding pro-
cess. Many studies of quality optimization are based
on Taguchi experimentation with a fewer number
of key process variables, which are responsible for
the product quality (Taguchi et al., 1987; Taguchi
et al., 1989; Unal and Dean, 1991; Chang and Fai-
son III, 2001; Barghash and Alkaabneh, 2014; Pack-
ianather et al., 2015; Chen et al., 2016; Oliaei et al.,
2016; Jahan and El-Mounayri, 2016). Several com-
putational approaches have been studied to optimize
product quality. These computational techniques are
based on gradient-based approaches, evolutionary al-
gorithms and mixed approaches utilizing gradient-
based approaches with evolutionary algorithms (Yin
et al., 2011b; Zafo
ˇ
snik et al., 2015; Oliaei et al., 2016;
Yin et al., 2011a; Chen et al., 2016). Reviews of the
frameworks for the optimization of injection mould-
ing methods are described by (Kashyap and Datta,
2015; Dang, 2014; Singh and Verma, 2017; Fernan-
des et al., 2018).
3 METHODOLOGY
In this section, we provide a brief overview of the
methods we used for preprocessing, feature extrac-
tion, and the regression models. First, we describe the
available data for our analysis and the major prepro-
cessing steps. After splitting the data into different
production lots (segments), we extract relevant fea-
tures for the subsequent regression models. The aim
is to train prediction models for the scrap rates to get
information about the various setup parameters and
process variables which have the highest impact on
the scrap rates.
3.1 Data Collection
The data collection process starts by collecting raw
data from 33 injection molding machines which are
recorded into different files during a production pro-
cess. Additionally, we use data from the enterprise
resource planning (ERP) system. The relevant files
for our analysis are the production files, the process
files and an export file from the ERP system, which
have the following information:
Production file: provides time stamps, cycle
counter, tool-name, raw-material information,
cavities and set cycle time.
Process data: provides time stamps, cycle counter,
set cycle time and > 75 different process variables
such as actual cycle time, temperature, pressure,
volumes, positions, rotational speed, etc.
ERP data: provides the order number, material
number, number of produced parts and number of
scrap parts
The production and process data files contain data
from a certain time period where multiple product
types are produced. However, in the process data it-
self, there is no information about the product types.
So we used the production data and the ERP data to
split the process data into different segments accord-
ing to the product type and order number these differ-
ent segments based on product types and order num-
bers are described as process segments. Each pro-
cess segment contains information about > 75 differ-
ent process variables for the production process of a
product type between the start time and the end time
of production order. So the segment data file is a
multivariate time series data file, where columns are
the process variables and the rows are their respective
measures at different time points.
Relevant meta information about each production
order is collected in a separate master data file, includ-
ing start and end time of production, order number,
machine number, raw material number, total produc-
tion output in units and the number of scrap parts in
units.
3.2 Feature Extraction
For our analysis we extracted 6 statistical features of
each process variable due to following reasons:
– The values recorded for different process vari-
ables are not recorded for fixed time intervals and
not all process variables are recorded at the same
time stamp.
DATA 2019 - 8th International Conference on Data Science, Technology and Applications
234

– For the predictive modelling we want to make our
results interpretable for the machine operators so
that they can tune the key process variables appro-
priately.
Let us assume that X is a process variable which
have values X = {x
t
1
,x
t
2
,...x
t
n
} between time point
t
1
and time point t
n
. We extract common statistical
features: mean, standard deviation, maximum, min-
imum, M
1
(X) and M
2
(X) in each process segment
data file for each process variable. These statistical
features are described in Appendix section 6.1. Thus
for each process variables, we have six features. We
store all the extracted features for each process seg-
ment data file in a data set, D.
3.3 Scrap Rate
The extracted features are the predictor variables for
the prediction of the scrap rate. We add the scrap rate
as the response variable in the data file D and calculate
it, for each process segment p
i
, from the masterdata
file we extract the scraps samples and scaled the value
of the scrap between 0 and 1, r
p
i
∈ (0,1). The r
p
i
is
the new rescaled scrap rate for each process segment.
3.4 Data Filtering
For our analysis, we filter out those process segments
which are running longer than 120 hours and shorter
than 20 minutes. This information is extracted from
the master data file. After this filtering step, D con-
tains 1996 observations and 558 features.
Since we collected data from different injection
molding machines, we do not have the same set of
process variables for each machine and therefore de-
viating features for the process segments. In order to
find a common set of features, we analyzed the fre-
quency of observations of the extracted features. The
result is shown in Figure 1. Then we select those fea-
tures which appear in common at least in ≥ 600 obser-
vations. Thus we obtained 639 common observations
for 327 features.
In the next step of filtering, we filter out highly
correlated variables which have a high correlation of
ρ > .95 with any of the other feature variables. Our
approach to filter out such variables is described in
Algorithm 3 in Appendix section 6.1. After this step,
we have a |L| = 66 features. The correlation between
these different features is shown in Figure 2
3.5 Data Normalization
We normalized each feature independently as follows:
Suppose a feature V
i
= {v
1
,v
2
,v
3
,...,v
n
} has n sam-
663
180
843
633
651
581
564
521
520
411
380
235
156
57
# features
0
50
100
150
200
250
300
# Observations
Figure 1: The Frequency of Observations of Different Fea-
ture Variables.
extracted features
extracted features
10
20
30
40
50
60
10 20 30 40 50 60
−0.5
0.0
0.5
1.0
Figure 2: Correlation between Different Features of Process
Variables after Filtering.
ples. We convert samples of each features into stan-
dard scores as follows:
V
normalized
i
=
V
i
−
¯
V
i
ˆ
σ
V
i
. (1)
The distributions of normalized features are shown in
Figure 3. These features in the Figure 3 are ordered
as per the Table 7 in the Appendix.
1 3 5 7 9 12 15 18 21 24 27 30 33 36 39 42 45 48 51 54 57 60 63 66
−5 0 5 10 15 20 25
features
distribution of normalized data
Figure 3: Distributions of Normalized Features.
Approaches to Identify Relevant Process Variables in Injection Moulding using Beta Regression and SVM
235

4 MODEL AND VARIABLE
SELECTION
For the selection of the most important features from
our data, we applied three different models, which are
beta regression with a backward selection procedure,
beta boosting approach with regularization and SVM
regression with the radial kernel. The details of the
methods are provided below.
4.1 Beta Regression Model
This model is proposed by Ferrari and Cribari-Neto
(Ferrari and Cribari-Neto, 2004). The beta regression
model is used to predict rates and proportions where
the prediction variables y ∈ (0, 1). The underlying as-
sumption of the beta regression model is that the re-
sponse variable is beta distributed. In such cases, the
linear models are not useful for two reasons:
– The model parameters are interepreted with re-
spect to the transformed response ˜y = log(y/(1 −
y)) and not with the real response y.
– The heteroskedastic nature of the data.
The beta distribution in terms of µ and φ is ex-
pressed as follows:
f (y; µ,φ) =
Γ(φ)
Γ(µφ)Γ((1 − µ)φ)
y
µφ−1
(1 − y)
(1−µ)(φ−1)
(2)
where, µ = p/(p + q) and φ = p + q (p,q > 0 real pa-
rameters of the distribution, Γ(x) Gamma function).
The expected value and variance are E(y) = µ and
Var(y) = µ(1 − µ)/(1 + φ). φ is a precision param-
eter.
In the beta regression model, we suppose to have
y
1
,y
2
,...,y
n
random samples where y
i
∼ B(µ
i
,φ), i =
1,2,...,n. The beta regression model is described as
follows:
g(µ
i
) = x
T
i
β (3)
with a link function g(x), which can be logit, probit
or log − log link. The expected value µ
i
is described
as follows:
µ
i
= g
−1
(x
T
i
β) (4)
In order to remove the bias of maximum likeli-
hood estimates of parameters an extension by intro-
ducing a regression structure on the precision param-
eter φ can be used (Simas et al., 2010):
g
1
(µ
i
) = x
T
i
β (5)
g
2
(φ
i
) = z
T
i
γ (6)
The logit, probit and log-log link function are de-
fined as follows:
logit: g(µ) = log(
µ
1 − µ
) (7)
probit: g(µ) = Φ
−1
(µ) (8)
The Φ(.) is a standard normal distribution function
log-log: g(µ) = −log(−log(µ)) (9)
The improved beta regression model allows non
linear predictors for g
1
(µ
i
) and g
2
(φ
i
) and also gives
the bias corrected estimate of maximum likelihood.
For our data analysis we used the betareg R package
(Cribari-Neto and Zeileis, 2010).
4.2 Beta Boosting Model
The boosting approach of beta regression model
(Schmid et al., 2013) is based on generalized addi-
tive models for location, scale and shape (GAMLSS)
approach (Thomas et al., 2018; Buehlmann and
Hothorn, 2007; Rigby and Stasinopoulos, 2005). The
beta boosting model uses the gamboostLSS boosting
algorithm for the variable selection (Hofner et al.,
2016). The brief explanation of beta boosting regres-
sion is described in Algorithm 1.
Algorithm 1: Betaboosting Algorithm.
B = 10000
Set iterator itr = 1
Set the initial parameter, β = 0 and γ = 0 (values
for g
1
(µ) and g
2
(φ)).
repeat
Keep the γ fixed and select predictor variables
by considering the mean model described in Equa-
tion 5.
Update β
i
coefficient for which the predictor
variable, X
i
, improves the beta log likelihood es-
timate.
Keep β fixed and select predictor variables con-
sidering precision model described in Equation 6.
Update γ
i
coefficient for which the predictor
variable, Z
i
, improves the beta log likelihood es-
timate.
itr = itr +1
until itr = B
4.3 SVM Regression
The support vector regression is based on the support
vector machine concept (Drucker et al., 1996; Vapnik,
1995). In SVM regression the input data is mapped
DATA 2019 - 8th International Conference on Data Science, Technology and Applications
236

to the the high dimensional feature space using non-
linear mapping, which is described as follows: Let
f : X → R
f (x) =< w,φ(x) > +b (10)
The φ(x) is a high dimensional feature space. By us-
ing a kernel trick, a kernel function can be used to
calculate the inner product in feature space, which is
described as follows:
ˆ
f (x) =
n
∑
i=1
α
i
k(x
i
,x) + b (11)
Where α = (K + λI)
−1
y. In our regression model we
use the radial kernel function, which is described as
follows:
k(x, x
0
) = exp(
||x − x
0
||
2σ
2
) (12)
4.4 Backward Feature Selection for
Beta Regression
For the backward feature selection in beta regres-
sion model, we followed a bootstrapped approach
where we generate 500 bootstrapped datasets, D =
D
1
,D
2
...,D
B=500
. For each bootstrap data, we model
the beta regression model M
b
, where b = 1,2,...,500.
We estimate the parameters and compute the weight
of each parameter in the model as follows:
w
i
=
B
∑
b=1
I(p(M
b
i
)) <= α) (13)
where i = 1,2,...n. The function p(M
b
i
) returns the
p-value for parameter i from model M
b
and α is the
defined significance level. We discard the variable
which is least weighted and repeat the analysis un-
til the weights of remaining variables are greater then
a certain threshold. In our analysis we set this thresh-
old, thr = 0.9. The detailed description of feature se-
lection is shown in Algorithm 2.
4.5 Feature Selection in SVM
Regression
For the feature selection in SVM regression, we ap-
plied the recursive feature elimination (RFE) method
to find the most important features which predict
the outcome with higher accuracy. We applied the
RFE algorithm with resampling, which iteratively re-
jects the weakest predictor variable. In our anal-
ysis, for each iteration we first tune hyperparame-
ters σ = {.01,.05, .1 . . . , 1} and box constraint C =
{0.01,.1,.5,1,2,4,8,...,512,1024} and then we per-
form the RFE on the best model by tuning hyperpa-
rameters.
Algorithm 2: Backward Selection using Beta Regression.
Set B = 500
Set thr = 0.9
Set α = 0.05
Set D is the training dataset of n × m dimension.
repeat
D
1
,D
2
,...,D
500
are 500 bootstrapped datasets.
M
1
,M
2
...M
500
beta regression models for the
bootstrapped datasets.
Let p(M
b
i
) be a function that returns the p −
value of the parameter i in the model M
b
.
A is a vector of size m.
for t = 1 to m do
k =
∑
B
b=1
I(p(M
b
i
) <= α)
A[t] = k/B
end for
Let i = r (A) returns the lowest rank index of
parameter
if A[i] < thr then
D = D
\i
Discard the variable i in data D
else
i = NULL
until i = NULL
return A index of selected parameters.
5 RESULTS
5.1 Betaregression Model
By applying Algorithm 2, we obtained eight impor-
tant features which are significant consistently in the
backward selection. In Figure 4 we show the boxplots
of R
2
measures as we discard the weakest variables in
each step. The x-axis displays the number of variables
in different models, and the y-axis shows the distribu-
tion of R
2
values from different models built on the
bootstrapped datasets. The R
2
results show gradually
decrease as we discard a variable in each step. The av-
erage R-square is
¯
R
2
= 0.562 with finally eight vari-
ables. Figure 5 visualizes the validation errors and
test errors. The validation and test errors decrease as
we discard the weakest variable. The error is lowest
when there are only eight variables in the model.
5.2 Betaboosting Model
For the betaboosting model we analyze the
same training data for different step lengths
S = {.001,.01, .05, , 0.1, 0.2, 0.5, 1} with 10,000
iterations. Table 1 shows the results for each step
length. As performance measures R
2
and the RMSE
are calculated. The beta boosting model detects
Approaches to Identify Relevant Process Variables in Injection Moulding using Beta Regression and SVM
237

62 58 54 50 46 42 38 34 30 26 22 18 14 10
0.5 0.6 0.7 0.8
# number of variables
R
2
− (r − squared)
Figure 4: Distribution of R
2
Measures for Different Beta
Regression Models using Bootstrapped Samples.
0.09
0.11
0.13
62 53 43 33 23 13 8
variables
error
error
test error
validation error
Figure 5: RMSE of Different Beta regression Models using
Bootstrapped Samples.
different number of features for µ and φ which are
shown in Table 1. The best model have higher
R
2
= 0.616 measure compare to the beta regression
model.
5.3 SVM Regression Model
In the first step of the analysis, we train our model
with SVM regression using all the feature variables.
This model provides improved accuracy in terms of
R
2
measure and RMSE. The higher accuracy indi-
cates a non-linear relationship between the scrap rate
and the input feature variables. We further applied
the RFE algorithm and tuned the model with ten-fold
cross-validation with various combinations of hyper-
parameters. The results of the best performing models
are shown in Table 2. The SVM model recognizes 42
feature variables as important variables.
5.4 Comparison of Models
The three different models identify a different number
of features as important predictors for the scrap rate.
The simplest beta regression model predicts 8 feature
Table 1: R
2
measure and number of significant features for
µ and φ in Betaboosting regression models using different
step lengths.
Step
length
R
2
# of fea-
tures for
µ
# of fea-
tures for
φ
RMSE
0.001 0.51 11 7 0.103
0.01 0.58 27 17 0.0885
0.05 0.605 40 36 0.0857
0.1 0.616 45 54 0.0846
0.2 0.607 42 36 0.0856
0.5 0.613 27 39 0.0847
1.0 0.597 14 19 0.090
Table 2: The results of best performing SVM models with
different combinations of hyper-parameters.
SVM
Models
Sigma C Rsquared RMSE
1 0.050 4 0.675 0.0758
2 0.010 32 0.671 0.0757
3 0.010 16 0.667 0.0774
4 0.010 64 0.657 0.0775
5 0.100 4 0.655 0.0778
6 0.050 16 0.654 0.0777
7 0.005 64 0.653 0.0790
8 0.050 2 0.649 0.0809
9 0.100 2 0.646 0.0798
10 0.005 32 0.646 0.0808
variables; the beta boosting model predicts 45 feature
variables and SVM regression detects 42 important
feature variables. 6 feature variables are common in
all three models, 7 feature variables are common in
the beta regression model, and the SVM model. The
31 feature variables are common in the beta boost-
ing model and SVM regression. The common 6 vari-
ables, which are present all three models, are shown
in Table 3. Apart from the common features, different
features are ranked high by the beta boosting model
and SVM model. These top features are shown in
Table 5 for each approach. The reason for different
feature weights depends on the underlying assump-
tions of different models; therefore different features
are weighted high by different models.
We further test these three models on the test-
ing data, which consists of 160 testing samples, the
RMSE of the different models are shown in Table
4. The predicted scrap rates for the testing data are
shown in Figure 6 for each applied model. By ana-
lyzing these three models, we found that up to 65%
of the variance in scrap can be described by at least ∼
42 features of process variables as shown by the SVM
model. However, a large percentage of variance in the
output is described by 8 feature variables resulting in
the beta regression model.
DATA 2019 - 8th International Conference on Data Science, Technology and Applications
238

Table 3: Common Process Variables and their most Impor-
tant Features.
Process variables Features
Screw volume (end
of holding-pressure
phase)
¯
X,S(X ),M
1
(x)
Torque peak value max(x)
Temperature zone 7 max(x)
Temperature zone 11 max(x)
Table 4: RMSE on Testing Data for Different Models.
Models Beta Re-
gression
Beta
Boosting
SVM
Regression
RMSE 0.0792 0.0793 0.0764
The nonlinear models do not add more value to
the results, which leads to the conclusion that a small
number of variables are linearly related to the scrap
rate. Also, the processed data do not explain the re-
maining variance in the data. The RMSE of the test-
ing data suggests that the SV M model leads to the
lowest prediction error. However, the testing error
of the Beta regression model is only slightly higher
than the SV M model. The testing data show a higher
variance for some of the process segments, and this is
common in all models for different scrap rates. The
high variance in the prediction when scrap is higher
can be due to some technical faults, which are unno-
ticed or not recorded. Similarly, an unexplained vari-
ance in the scrap rate prediction by predictive models
also have a dependency on other features such as ma-
terial type, product shape, and other external factors.
5.5 Comparison with Related Studies
We compare our approach with two other approaches
shown in Table 6. The first difference is that the
data in these two approaches is generated from an
experimental design by controlling fewer (≤ 6) pro-
cess variables on a single machine. The data is gen-
erated by controlling fewer process variables of dif-
ferent categories of products quality. These meth-
ods utilize machine learning approaches for the clas-
sification of product quality using SVM and deep-
learning approaches. In our analysis, we predict the
scrap rate as an output of the whole production pro-
cess by using statistical features of process variables,
which is a high dimensional data of ∼ 65 feature vari-
ables. Also, we do not differentiate between different
types of scraps. The results in both the studies pre-
dict scrap class with higher accuracy, but they are not
directly comparable with our results due to the nature
of the data and the output. However, our models pre-
r(p
i
) - predicted
0.0
0.2
0.4
0.6
0 50 100 150
testing data index (ordered)
Models
Testing data
Beta boosting
Beta regression
SVM regression
Figure 6: Predicted r
p
i
by different models on testing data.
Table 5: Top Process Variables ranked by Different Models.
Beta Regression
Process variables Features
Screw volume (end of holding-
pressure phase)
M
1
(X),S(X),
¯
X
Discharge end 1 max(X),M
1
(X)
Torque peak value max(X)
Temperature zone 7 max(X)
Temperature zone 11 max(X)
Beta boosting
Screw volume (end of holding-
pressure phase)
S(X)
Torque peak value max(X),min(X )
Temperature zone 6 max(X)
Shot volume max(X)
discharge end 1 S(X)
Integral monitoring micrograph max(X)
Temperature zone 7 M
1
(X)
Hydraulic pressure at switch
point
M
1
(X)
Idle time before cycle start M
1
(X)
SVM Regression
Screw volume (end of holding-
pressure phase)
S(X)
Shot volume max(X)
Temperature zone 7 min(X)
Temperature zone 8 max(X)
Torque peak value max(X),min(X )
Actual value pressure pump M
1
(X)
Cycle time M
1
(X),max(X )
Actual value injection time min(X)
Idle time before cycle start M
1
(X)
Temperature zone 6 max(X)
dict some common features which show importance
in previous studies such as cycle time, screw volume,
torque, different temperature zones and pressure pa-
rameters (Singh and Verma, 2017).
Approaches to Identify Relevant Process Variables in Injection Moulding using Beta Regression and SVM
239

6 CONCLUSIONS
In this paper, we analyzed production data from an in-
jection molding process, which contains ∼ 70 process
variables from different machines. We start our analy-
sis by preprocessing, cleaning and filtering of relevant
information from the raw data. We extracted impor-
tant statistical features of different process variables.
After filtering using Algorithm 3, we selected 66 of
them. These 66 features are used for scrap rate pre-
diction using linear and non-linear models. We first
applied the beta regression model with a backward
feature selection method, which provides a signifi-
cant estimate of the scrap rate. We extend it for the
non-linear models to explore the non-linear relation-
ship between the scrap rate and the feature variables.
The non-linear models provide a slight improvement
in prediction, but due to a large number of selected
features, the models become more complex.
In this analysis, we try to understand more gen-
eral, which feature variables affect the quality of the
production process. A simple beta regression model
provides a good prediction for the scrap rate with
fewer feature variables than the non-linear models.
However, the unexplained variance of the response
variable also depends on many other aspects of the
product such as the material type, size, volume and
many other product specific features, which are not
the part of the analysis. Additionally, there are many
machine-specific features which have been discarded
in our prepossessing due to not having enough sam-
ples and variance. The product and machine spe-
cific features which are absent in the model can be
the reason for the unexplained variance of the predic-
tive models. The features of the process variables,
identified by different methods, are general features
which affect the product quality of different product
types. Particular attention should be paid to tuning of
these process parameters for a better production qual-
ity. However, the product quality also depends on ma-
terial types, volume and size, and other product and
machine specific parameters. Therefore, in our future
work, for the product-specific quality control, we will
look into the data in more details by exploring more
product and machine specific details which affect the
production output. We want to extend our data mod-
eling for the different type of product specific quality
measures.
COPYRIGHT FORM
The Authors have no competing interest.
Table 6: Comparison of three different approaches for the
prediction of product quality.
Methods
proposed by
Objective and
Methodology
Data genera-
tion
Input variables and Out-
put
(Ribeiro,
2005)
Product qual-
ity prediction
using Sup-
port vector
machine
based ap-
proaches
by tuning
different
hyperparam-
eters for error
classification
Data is gen-
erated by an
experimental
set up on
Demag injec-
tion molding
machine with
Hostacom
DM2 T06
polymer and
with mold
DN502
Input variables: cycle
time, dosage time,
injection time, cushion,
peak melt temperature
and, ram velocity
Output: Product quality
of different categories
which are Streak,
Strains, Burn marks,
Edges, Unfilled parts
and Warped parts
(Mao et al.,
2018)
Feature
learning
and process
monitoring
using Deep
learning
approach of
Convolution-
deconvolution
auto encoder
Data is gen-
erated by an
experimental
set up on
on a JSW
J110ADC-
180H electric
injection
molding
machine by
tuning differ-
ent process
conditions
to generate
different
batches
of good
and faulty
quality.
The data is in the form
of 4D input Tensor,
χ(B × V × T × C),
where, V is the number
of variables, B is the
batch size of a product
quality class, C is the
number of feature chan-
nels, and T is the set
of time instances where
the values of different
process variables are
measured. V={screw
displacement, injection
pressure, cavity pres-
sure }
Output: Different
conditions of product
quality
Our ap-
proach
Identification
of key pro-
cess variables
which affect
the prod-
uct quality
(scrap rate)
using Beta
regression,
beta boosting
and SVM
regression
methods
Observational
data from
real time
production
of different
products of
shape, size
and material
type pro-
duced by
33 different
machines in
the company.
65 Statistical features
extracted from different
process variables
Output: Scrap rate
which is the proportion
of total scraps and the
total output produced.
ACKNOWLEDGEMENTS
This paper was funded through the project ADAPT by
the Government of Upper Austria in their programme
”Innovative Upper Austria 2020”.
REFERENCES
Barghash, M. A. and Alkaabneh, F. A. (2014). Shrinkage
and warpage detailed analysis and optimization for
DATA 2019 - 8th International Conference on Data Science, Technology and Applications
240

the injection molding process using multistage exper-
imental design. Quality Engineering, 26(3):319–334.
Buehlmann, P. and Hothorn, T. (2007). Boosting algo-
rithms: Regularization, prediction and model fitting.
Statist. Sci., 22(4):477–505.
Chang, T. C. and Faison III, E. (2001). Shrinkage behavior
and optimization of injection molded parts studied by
the taguchi method. Polymer Engineering & Science,
41(5):703–710.
Chen, W.-C., Nguyen, M.-H., Chiu, W.-H., Chen, T.-N.,
and Tai, P.-H. (2016). Optimization of the plastic
injection molding process using the taguchi method,
rsm, and hybrid ga-pso. The International Journal
of Advanced Manufacturing Technology, 83(9):1873–
1886.
Cribari-Neto, F. and Zeileis, A. (2010). Beta regression in r.
Journal of Statistical Software, Articles, 34(2):1–24.
Dang, X.-P. (2014). General frameworks for optimization
of plastic injection molding process parameters. Sim-
ulation Modelling Practice and Theory, 41:15 – 27.
Drucker, H., Burges, C. J. C., Kaufman, L., Smola, A.,
and Vapnik, V. (1996). Support vector regression ma-
chines. In Proceedings of the 9th International Con-
ference on Neural Information Processing Systems,
NIPS’96, pages 155–161, Cambridge, MA, USA.
MIT Press.
Fernandes, C., Pontes, A. J., Viana, J. C., and Gaspar-
Cunha, A. (2018). Modeling and optimization of the
injection-molding process: A review. Advances in
Polymer Technology, 37(2):429–449.
Ferrari, S. and Cribari-Neto, F. (2004). Beta regression for
modelling rates and proportions. Journal of Applied
Statistics, 31(7):799–815.
Hofner, B., Mayr, A., and Schmid, M. (2016). gamboostlss:
An r package for model building and variable selec-
tion in the gamlss framework. Journal of Statistical
Software, Articles, 74(1):1–31.
Jahan, S. A. and El-Mounayri, H. (2016). Optimal con-
formal cooling channels in 3d printed dies for plastic
injection molding. Procedia Manufacturing, 5:888
– 900. 44th North American Manufacturing Re-
search Conference, NAMRC 44, June 27-July 1,
2016, Blacksburg, Virginia, United States.
Kashyap, S. and Datta, D. (2015). Process parameter opti-
mization of plastic injection molding: a review. Inter-
national Journal of Plastics Technology, 19(1):1–18.
Mao, T., Zhang, Y., Ruan, Y., Gao, H., Zhou, H., and Li, D.
(2018). Feature learning and process monitoring of
injection molding using convolution-deconvolution
auto encoders. Computers & Chemical Engineering,
118:77 – 90.
Oliaei, E., Heidari, B. S., Davachi, S. M., Bahrami, M.,
Davoodi, S., Hejazi, I., and Seyfi, J. (2016). Warpage
and shrinkage optimization of injection-molded plas-
tic spoon parts for biodegradable polymers using
taguchi, anova and artificial neural network meth-
ods. Journal of Materials Science & Technology,
32(8):710 – 720.
Packianather, M., Griffiths, C., and Kadir, W. (2015). Micro
injection moulding process parameter tuning. Proce-
dia CIRP, 33:400 – 405. 9th CIRP Conference on
Intelligent Computation in Manufacturing Engineer-
ing - CIRP ICME ’14.
Ribeiro, B. (2005). Support vector machines for qual-
ity monitoring in a plastic injection molding process.
IEEE Transactions on Systems, Man, and Cybernet-
ics, Part C (Applications and Reviews), 35(3):401–
410.
Rigby, R. A. and Stasinopoulos, D. M. (2005). Generalized
additive models for location, scale and shape. Jour-
nal of the Royal Statistical Society. Series C (Applied
Statistics), 54(3):507–554.
Schmid, M., Wickler, F., Maloney, K. O., Mitchell, R.,
Fenske, N., and Mayr, A. (2013). Boosted beta re-
gression. PLOS ONE, 8(4):1–15.
Simas, A. B., Barreto-Souza, W., and Rocha, A. V. (2010).
Improved estimators for a general class of beta regres-
sion models. Computational Statistics & Data Anal-
ysis, 54(2):348 – 366.
Singh, G. and Verma, A. (2017). A brief review on in-
jection moulding manufacturing process. Materials
Today: Proceedings, 4(2, Part A):1423 – 1433. 5th
International Conference of Materials Processing and
Characterization (ICMPC 2016).
Taguchi, G., Elsayed, E., and Hsiang, T. (1989). Qual-
ity engineering in production systems. McGraw-Hill
series in industrial engineering and management sci-
ence. McGraw-Hill.
Taguchi, G., Konishi, S., Konishi, S., and Institute, A. S.
(1987). Orthogonal Arrays and Linear Graphs: Tools
for Quality Engineering. Taguchi methods. American
Supplier Institute.
Thomas, J., Mayr, A., Bischl, B., Schmid, M., Smith, A.,
and Hofner, B. (2018). Gradient boosting for distri-
butional regression: faster tuning and improved vari-
able selection via noncyclical updates. Statistics and
Computing, 28(3):673–687.
Unal, R. and Dean, E. B. (1991). Taguchi approach to de-
sign optimization for quality and cost : An overview.
Vapnik, V. N. (1995). The Nature of Statistical Learning
Theory. Springer-Verlag, Berlin, Heidelberg.
Yin, F., Mao, H., and Hua, L. (2011a). A hybrid of back
propagation neural network and genetic algorithm for
optimization of injection molding process parame-
ters. Materials & Design, 32(6):3457 – 3464.
Yin, F., Mao, H., Hua, L., Guo, W., and Shu, M.
(2011b). Back propagation neural network model-
ing for warpage prediction and optimization of plas-
tic products during injection molding. Materials &
Design, 32(4):1844 – 1850.
Zafo
ˇ
snik, B., Bo
ˇ
zi
ˇ
c, U., and Florjani
ˇ
c, B. (2015). Mod-
elling of an analytical equation for predicting maxi-
mum stress in an injections moulded undercut geome-
try during ejection. International Journal of Precision
Engineering and Manufacturing, 16(12):2499–2507.
Approaches to Identify Relevant Process Variables in Injection Moulding using Beta Regression and SVM
241
APPENDIX
Statistical Features
¯
X =
x
t
1
+ x
t
2
+ · ·· + x
t
n
n
(14)
S(X) =
s
∑
n
i=1
(x
t
i
−
¯
X)
2
n − 1
(15)
min(X) = min(x
t
1
,x
t
2
,. ..x
t
n
) (16)
max(X) = max(x
t
1
,x
t
2
,. ..x
t
n
) (17)
M
1
(X) =
max(X) − min(X)
2
(18)
M
2
(X) =
max(X)
¯
X
(19)
Data Filtering Algorithm
Algorithm 3: Filtering out the features which have correla-
tion, ρ ≥ .95.
Initialize:
R is a p × p sample correlation matrix
V = {V
1
,V
2
,...,V
p
} is a ordered set of features
based on the number of other features with which
it has correlation, ρ ≥ .95, which is calculated as
follows.
a(V
i
) =
(p−1)
∑
k=1
I(ρ(i, k
\i
) ≥ 0.95)
V = {V
1
,V
2
,...,V
p
}, is ordered by
a(V
1
) > a(V
2
) > ··· > a(V
p
)
L is an empty vector.
cnt = 1
repeat
L[cnt] = V
1
V
0
⊂ V is a set of features with which
R[V
1
,V
0
] ≥= .95
Update V : V = V \V
0
cnt = cnt + 1
until V is empty
return L
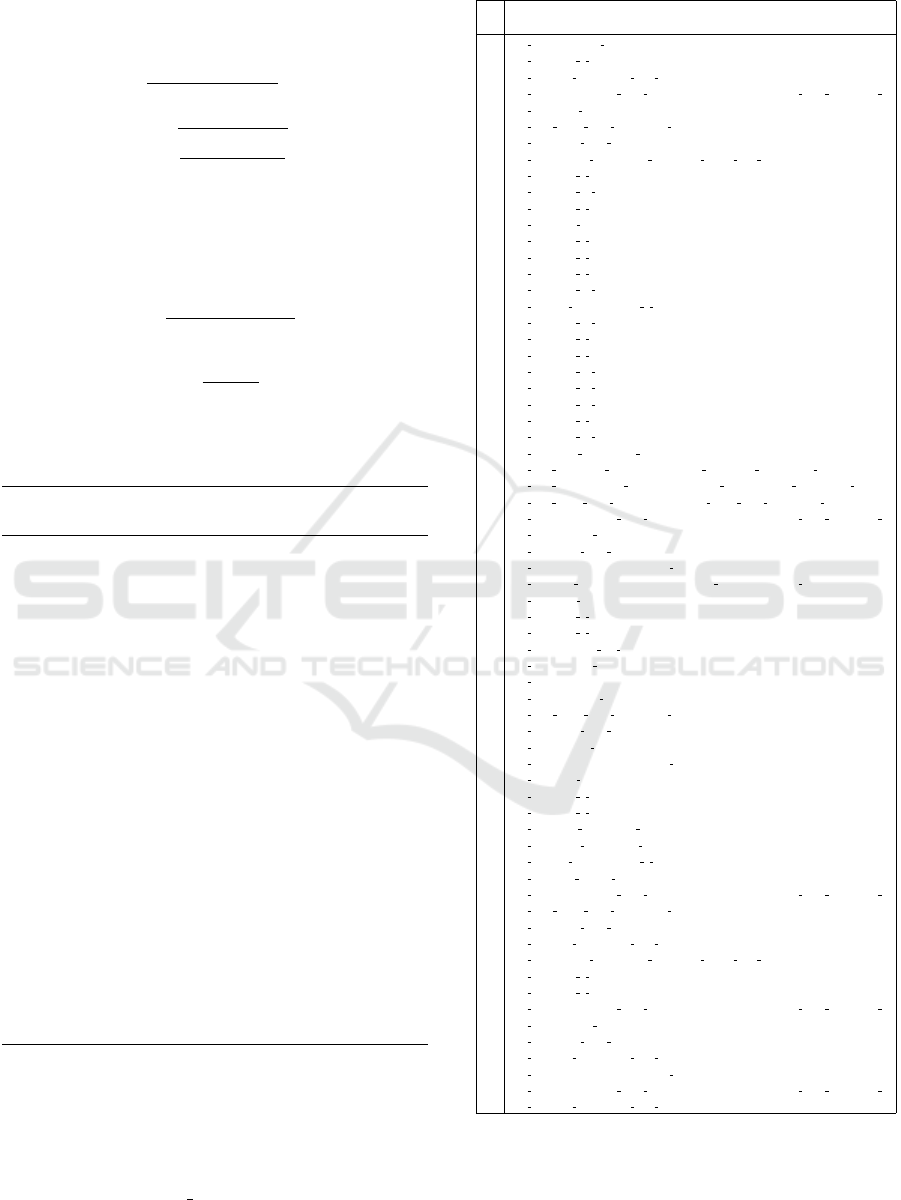
Features After Data Filtering
In Table 7 the subset of 66 variables after filtering using
Algorithm 3 can be found. The extracted features f1, f2,
. . . , f6 refer to Eq. 14, 15, . . . , 19. The respective process
variable comes after the ” ” sign.
Table 7: Selected feature variables after filtering.
S.
no.
Features
1 f 4 schussvolumen 1
2 f 1 tempzone 3 istwert
3 f 6 drehzahl spitzenwert host 1
4 f 5 schneckenvolumen ende nachdruckcpnschneckenposition ende nachdruck 1
5 f 5 f liesszahl 1
6 f 4 hydr druck beim umschalten 1
7 f 4 entlastung ende 1
8 f 4 drehmoment spitzenwert lau f ender zyklus host 1
9 f 3 tempzone 3 istwert
10 f 1 tempzone 12 istwert
11 f 5 tempzone 5 istwert
12 f 4 zykluszeit sollwert
13 f 4 tempzone 8 istwert
14 f 4 tempzone 7 istwert
15 f 4 tempzone 6 istwert
16 f 4 tempzone 11 istwert
17 f 4 integral ueberwachung 2 micrograph
18 f 3 tempzone 11 istwert
19 f 2 tempzone 5 istwert
20 f 1 tempzone 9 istwert
21 f 1 tempzone 14 istwert
22 f 1 tempzone 13 istwert
23 f 1 tempzone 10 istwert
24 f 6 tempzone 9 istwert
25 f 6 tempzone 14 istwert
26 f 6 staudruck spitzenwert 1
27 f 6 spez nachdruck spitzenwert pnshydr nachdruck spitzenwert 1
28 f 6 spez einspritzdruck spitzenwert pvshydr eins pritzdruck s pitzenwert 1
29 f 6 spez druck beim umschaltenphuhydr druck beim umschal t en 1
30 f 6 schneckenvolumen ende nachdruckcpnschneckenposition ende nachd ruck 1
31 f 6 schliesskra f t spitzenwert
32 f 6 entlastung ende 1
33 f 6 dosiervolumenswc1dosierhub 1
34 f 6 aktuelles umschaltvolumenc3uaktuelle umschalt position 1
35 f 5 zykluszeit vollautomatik
36 f 5 tempzone 9 istwert
37 f 5 tempzone 7 istwert
38 f 5 stillstandszeit vor zyklusstart
39 f 5 schliesskra f t spitzenwert
40 f 5 ruesten
41 f 5 mengenistwert pumpe
42 f 5 hydr druck beim umschalten 1
43 f 5 entlastung ende 1
44 f 5 druckistwert pumpe
45 f 5 dosiervolumenswc1dosierhub 1
46 f 4 zykluszeit vollautomatik
47 f 4 tempzone 2 istwert
48 f 4 tempzone 1 istwert
49 f 4 staudruck spitzenwert 1
50 f 4 nachdruck spitzenwert 1
51 f 4 integral ueberwachung 1 micrograph
52 f 3 spritzzeit istwert 1
53 f 3 schneckenvolumen ende nachdruckcpnschneckenposition ende nachd ruck 1
54 f 3 hydr druck beim umschalten 1
55 f 3 entlastung ende 1
56 f 3 drehzahl spitzenwert host 1
57 f 3 drehmoment spitzenwert lau f ender zyklus host 1
58 f 2 tempzone 9 istwert
59 f 2 tempzone 7 istwert
60 f 2 schneckenvolumen ende nachdruckcpnschneckenposition ende nachd ruck 1
61 f 2 schliesskra f t spitzenwert
62 f 2 entlastung ende 1
63 f 2 drehzahl spitzenwert host 1
64 f 2 dosiervolumenswc1dosierhub 1
65 f 1 schneckenvolumen ende nachdruckcpnschneckenposition ende nachd ruck 1
66 f 1 drehzahl spitzenwert host 1
DATA 2019 - 8th International Conference on Data Science, Technology and Applications
242
