
Failure Analysis and Research of Washing Nozzle in Front of
Automobile
Guangming Li
1, 2
, Congrui Zuo
3, a, *
, Yi Ma
1, 2
and Qike Huang
1, 2
1
Department of Mechanical and Energy Engineering, Shaoyang University, Shaoyang 422000, China
2
Key Laboratory of Hunan Province for Efficient Power System and Intelligent Manufacturing, Shaoyang University,
Shaoyang 422000,China
3
Institute Of Thermal And Energy Metrology, Hunan Institute Of Metrology And Test ,Changsha 410000,China
Keywords: Front washing nozzle, Failure, Improved design, Finite element analysis.
Abstract: Xiangtan geely automobile production base, the author of this paper wiper washing system failure occurs,
the washing ball core fracture problem of the nozzle, combined with the actual production, based on product
failure reason analysis, found the ball core fracture basic appear in the winter, the temperature decrease after
the plastic shrinkage, the matching of the nozzle and the spool too tight, the user without the use of special
debugging tools debug copper ball, caused the ball core fracture, for this reason, put forward to increase
before initial washing nozzle spray Angle 6.5 o, and adjust the structure of the nozzle core ball, the ball core
from square to V groove root, enhance the strength of ball core groove, using the method of 3D modeling,
According to former car washing nozzle design parameters, through the Pro/E 3D software to complete
before washing nozzle and improving design of 3D model, using the finite element analysis of ANSYS
Workbench before washing nozzle improvement before and after the deformation and stress distribution, the
improved deformation from 0.0023643 mm to 0.0012954 mm, the improved maximum stress value from
472.87 MPa to 259.09 MPa, ultimate strength less than 300 MPa, improve the rationality of the design is
verified, for enterprises to solve the quality problem, have a very good reference value.
1 INTRODUCTION
Each major automobile giant has formed its own
characteristic wiper washing system, which has
advantages in reliability, economy or advanced
technology (Li guoqing, 2017). The investigation
found that xiangtan geely automobile production
base before the emergence of automobile washing
nozzle spray column spray problem, after inspection
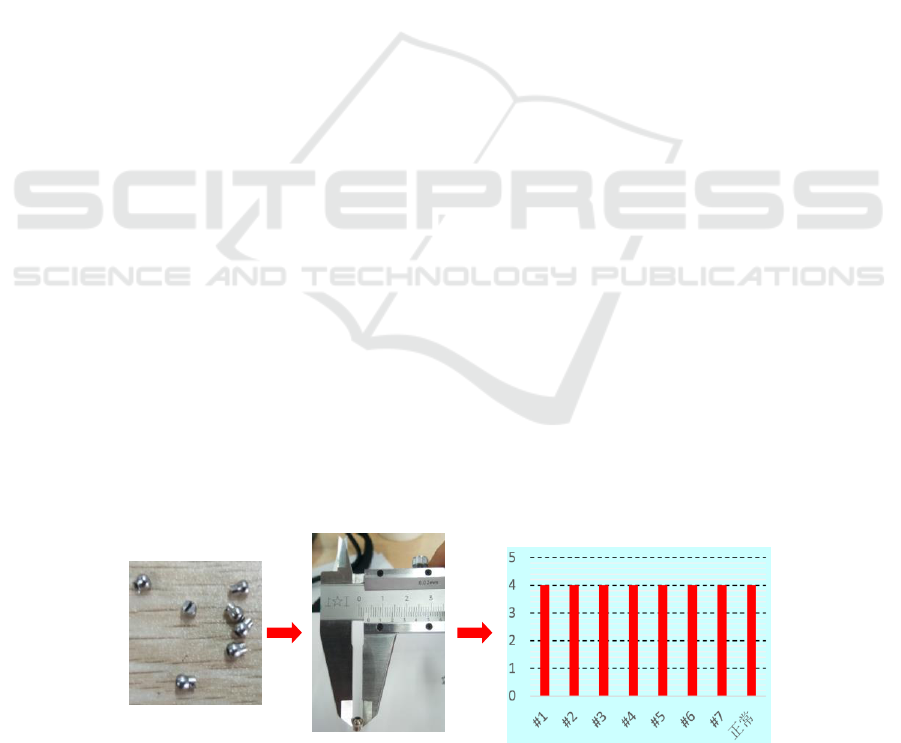
for the ball core fracture. After investigation, during
the loading and production of this model, 7 front
nozzles were found to be broken when the injection
Angle was adjusted. According to the on-site
physical investigation and fault reproduction, it is
preliminarily determined that the interference
amount between the nozzle body and the ball head is
too large, leading to the fracture of the ball head
during adjustment (product consistency problem).
Interference fit is adopted between the nozzle body
and the ball head, and the interference amount is
0.05mm.
Figure 1. Nozzle regulating method.
Figure 2. Failure parts.
Li, G., Zuo, C., Ma, Y. and Huang, Q.
Failure Analysis and Research of Washing Nozzle in Front of Automobile.
DOI: 10.5220/0008867900590063
In Proceedings of 5th International Conference on Vehicle, Mechanical and Electrical Engineering (ICVMEE 2019), pages 59-63
ISBN: 978-989-758-412-1
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
59
After dismantling of the old parts and test
analysis, confirm the main failure reasons might be:
ball core fracture basic appear in the winter, the
temperature decrease after the plastic parts of a
contraction, the matching of the nozzle and the spool
too tight, the user without the use of special
debugging tools debug copper ball, caused the ball
core fracture, this problem has become a problem to
be solved in practical production, it has a strong
production of practical significance.
2 FAILURE ANALYSIS OF
AUTOMOBILE WASHING
NOZZLE
2.1 Present Situation Investigation and
Cause Analysis
After the dismantling and test analysis of the old
parts, it is confirmed that the main failure reasons
are as follows:
(1) The core fracture basically occurs in winter,
and the plastic parts shrink after the temperature
decreases in winter, which leads to the over-tight
cooperation between the core and the nozzle.
(2) The root of the nozzle center groove is
designed to be at right angles, and the strength is
insufficient. Besides, users do not use special tooling
for debugging, which results in the fracture of the
ball core.
(3) The spraying Angle of the nozzle has been
fully adjusted in the factory inspection, and our
company used special tooling for debugging,
without considering the possibility of some users
adjusting the Angle of the nozzle.
The diameter of the ball head of the nozzle of the
fault part is 4mm, which meets the design
requirement of 4.1mm. Therefore, the root cause of
the non-ball head fracture problem is the ball head
size. Shrinkage rate of nozzle body material PA6
and nozzle ball head material POM varies with
temperature, and the actual shrinkage of plastic parts
is related to material thickness, so it is difficult to
control the interference amount of 0.05mm by
adjusting injection molding parameters such as
injection pressure, pressure holding time and
temperature.
The shrinkage rate of nozzle body and ball head
material varies with the temperature. When the
temperature changes, the shrinkage rate of nozzle
body PA6 is larger than that of ball head bronze,
leading to the increase of interference amount and
the increase of regulating power. In view of the
above situation, according to the requirements of the
nozzle and the adjustment process of the nozzle
Angle, it is proposed to calibrate the initial injection
Angle of the former nozzle according to the laws
and regulations, and make adjustment tools
according to the calibration samples. The nozzle
Angle is adjusted before the nozzle leaves the
factory, so as to avoid the ball head breaking when
the assembly factory adjusts the nozzle Angle.
2.2 Automobile Front Washing Nozzle
Improvement Program
The demand for automobiles is very high, and the
output of automobile enterprises keeps climbing, and
the quality requirements of products are very high
(M. Unno, A, 2017). Improving the structure and
strength of washing nozzle is an effective method to
improve the quality of nozzle (Shao wei, 2016). The
improvement of the nozzle must meet the service
conditions and meet the requirements of contact
surface injection. According to the characteristics of
the nozzle model, the main improved parts focus on
the size and shape of the nozzle, so as to achieve the
improvement aimed at improving the nozzle strength.
Figure 3. Nozzle ball head diameter measurement data.
ICVMEE 2019 - 5th International Conference on Vehicle, Mechanical and Electrical Engineering
60

Figure 4. Nozzle Angle change diagram.
(1) It is required to increase the initial injection
Angle of the nozzle in the front nozzle, and its value
is 6.5o, as shown in FIG. 4.
(2) The current state of the nozzle is rectangular,
with low strength and concentrated stress at the root
of the groove. Therefore, adjust the structure of the
nozzle core, change the root of the core groove from
square to V-shaped, and enhance the strength of the
core groove. FIG. 5 is a brief comparison of the
nozzle before and after improvement.
To improve the former The improved
Figure 5. Schematic diagram of nozzle structure change.
3 STRUCTURAL ANALYSIS AND
IMPROVEMENT DESIGN
MODELING OF AUTOMOBILE
WASHING NOZZLE
3.1 Design Parameters of Pre-Wash
Nozzle
(1) Installation arrangement
In general, a number of nozzles should be
arranged on the annular pipe, which should be
arranged according to certain rules to ensure that all
surfaces can be covered by spraying materials, and
nozzles should be evenly distributed in the entire
spraying area (Shao gang, 2012). The distance
between the nozzle and the workpiece is required
that the workpiece should be in the area where the
liquid flows from the nozzle, so the layout between
the nozzle and the nozzle must follow a scientific
way. The distance between nozzles is usually
250mm to 300mm. When the two are misaligned,
the distance between the nozzle and the workpiece
should be greater than or equal to 250mm.
(2) Selection of nozzle profile size
The inner diameter of the nozzle ball core is
2mm ~ 3mm, the length of the nozzle is 2mm ~
5mm, the length of the body is 9mm~11mm, the
width of the body is 14mm~16mm, and the length of
the nozzle tube is 5mm~8mm.
(3) Radius of rounded corner of nozzle
The minimum radius of the nozzle is 2mm~4mm,
depending on the specific situation, some special
nozzle size will be slightly larger.
(4) Design angles on both sides of the nozzle
Generally used for cleaning function of the
nozzle, can choose a strong impact of the jet nozzle:
injection Angle generally 60° or so, this Angle
design, the nozzle has a larger impact force.
After measuring the pre-washing nozzle, the
main size data of the nozzle are shown in table 1.
Table 1. Main size data of nozzle (unit: mm).
Ball
core
diameter
Body
width
Body
length
Total
nozzle
height
2
15.3
9.5
33.2
3.2 The Establishment of the Model
before and after the Improvement
of the Former Washing Nozzle
3D software Pro/E was used to establish the model
before and after improvement of the ventilation pipe,
as shown in FIG. 6 and FIG. 7.
Figure 6. Improved previous nozzle model.
Figure 7. Improved nozzle model.
Failure Analysis and Research of Washing Nozzle in Front of Automobile
61

4 COMPARATIVE ANALYSIS OF
THE FINITE ELEMENT
STRUCTURE BEFORE AND
AFTER THE IMPROVEMENT
OF THE FORMER WASHING
NOZZLE
The finite element model material properties of the
pre-washing nozzle are shown in table 2 below.
Table 2. Nozzle material properties.
elasticity
modulus
(N/mm2)
poisson
ratio
density
(kg/m3)
load
(N)
ultimate
strength
(MPa)
105
0.25
7.45
10
300
4.1 Finite Element Analysis before the
Improvement of the Former
Washing Nozzle
Finite element analysis was conducted on the former
washing nozzle by ANSYS Workbench, and the
deformation amount and stress cloud diagram were
obtained as shown in figure 8 and figure 9
respectively.
Figure 8. Nozzle deformation before improvement.
Figure 9. Nozzle equivalent stress cloud diagram before
improvement.
According to the deformation amount in FIG. 8
and the front of the nozzle, the deformation amount
of the nozzle is not too large. It can be known that
the nozzle bottom has the maximum deformation,
which is 0.0023643mm. It can be seen from the
equivalent stress cloud diagram in FIG. 9 that no
supports at the bottom of the nozzle groove bear the
maximum stress, with the stress value of 472.87mpa
and the ultimate strength value of 300mpa.
Therefore, fracture occurs when non-special tooling
is used for adjustment. Combined with the damage
of automobile nozzles in actual working conditions,
the results of this analysis are consistent with the
actual situation of fracture failure of ball core of
automobile washing nozzles before xiangtan geely.
By observing the deformation diagram of the
nozzle, it can be seen that the nozzle bottom has
shifted. In order to solve the insufficient strength of
the nozzle, by improving the structure of the nozzle
bottom and adding chamfering, it is necessary to
check and analyze the improved model in the same
way to verify whether the stress value of the nozzle
meets the strength requirements of the nozzle.
4.2 Finite Element Analysis after the
Improvement of the Former
Washing Nozzle
Finite element analysis was conducted on the
improved nozzle by ANSYS Workbench, and the
deformation amount and stress cloud diagram were
obtained as shown in FIG. 10 and FIG. 11
respectively.
Figure 10. Improved nozzle deformation.
Figure 11. Improved nozzle stress cloud diagram.
According to the deformation amount in FIG. 10,
the maximum deformation of the nozzle groove
bottom is 0.0012954mm. According to the stress
cloud diagram in FIG. 11, the spray Angle of the
ICVMEE 2019 - 5th International Conference on Vehicle, Mechanical and Electrical Engineering
62

Table 3. Deformation and stress of washing nozzle before and after improvement.
Load
(N)
Deformation (mm)
Stress value (MPa)
before improvement
improved
before improvement
improved
10
0.0023643
0.0012954
472.87
259.09
nozzle is changed. The maximum stress is
259.09MPa after the chamfer is added to the bottom
of the "V" groove.
In summary, the displacement and stress values
before and after the nozzle improvement are
arranged as shown in table 3.
5 EFFECT OF VALIDATION
After the production base improves the structure of
the groove bottom of the front washing nozzle
according to the above scheme, the product batch is
switched, and no feedback on the fracture of the ball
head is received after the switch.
Effect verification:
1. Spraying effect: there is no obvious deviation
between the spraying effect and the change, as
shown in FIG. 12.
Figure 12. Improved nozzle stress cloud diagram.
2. Core strength:
(1) Before the change: use the clamp to clamp
the ball core, put the tool into the ball core slot,
forced rotation of the ball core fracture.
(2) After the change: clamp the ball core dead,
put the tool into the ball core slot, forced rotation of
the ball core did not appear broken.
6 SUMMARY
The main purpose of this paper is to find out the
reasons for the failure of washing nozzles in front of
cars and put forward improvement plans according
to the reasons of deformation. By using Pro/E
software for car washing nozzle before failure before
and after the improvement on 3 d modeling, using
the finite element ANSYS Workbench software of
finite element analysis was carried out on the car
before washing nozzle before and after improvement,
through the comparison and analysis of deformation
before and after the improved 0.0023643 mm and
0.0012954 mm, the stress value of 472.87 MPa and
259.09 MPa, verified the rationality of the nozzle
improvement program, in front of the car washing
nozzle optimal design has some reference meaning,
to improve the design quality, reduce design cost
and shorten the development cycle, It has good
engineering practical significance.
ACKNOWLEDGMENTS
Fund projects: outstanding youth project of
education department of hunan province (16B235),
general scientific research project of education
department of hunan province (17C1444 and
16C1432), and CX2016SY015 of postgraduate
scientific research innovation project of shaoyang
university
About the author: li guangming (1983-), male,
born in shaoyang, hunan province, master degree,
mainly engaged in vehicle engineering teaching and
research of automobile testing technology.
REFERENCES
Li guoqing. Principle analysis and comparison of
automotive wiper washing control system [J]. Light
vehicle technology, 2017 (09): 8-11.
M. Unno,A. Shibata,H. Yabuno,D. Yanagisawa,T. Nakano.
Analysis of the behavior of a wiper blade around the
reversal in consideration of dynamic and static friction
[J]. Journal of Sound and Vibration, 2017, 393.
Shao wei. Research on innovative design of automobile
wiper mechanism [J]. Modern manufacturing
technology and equipment, 2016 (01): 32-33..
Shao gang. Design of windshield wiper blade [J]. Journal
of anhui electronic and information vocational college,
2012, 11 (05):43-47.
Failure Analysis and Research of Washing Nozzle in Front of Automobile
63
