
Analysis and Research on the Fault Phenomenon of Car Sunroof
Guangming Li
1, 2
, Congrui Zuo
3, a, *
, Yi Ma
1, 2
and Qike Huang
1, 2
1
Department of Mechanical and Energy Engineering, Shaoyang University, Shaoyang 422000, China
2
Key Laboratory of Hunan Province for Efficient Power System and Intelligent Manufacturing, Shaoyang University,
Shaoyang 422000, China
3
Institute of Thermal And Energy Metrology, Hunan Institute of Metrology And Test ,Changsha 410000,China
Keywords: Car sunroof, Bad fault, Improved design, Structural optimization, Process optimization.
Abstract: Car skylight in view of the after-sales returns, customer site failure problem analysis, found abnormal closed,
out of sync, sound and sealing strip fracture phenomenon, put forward by means of structural optimization
and process optimization improvement scheme, according to the design parameters of automobile skylight
components, through the corresponding module of 3 d software to complete the mechanical group of 3 d
model before and after improvement. The rationality of the improved mechanical group was verified
through experiments, and the fracture of seal strip was emphatically analyzed to verify the rationality of the
improved scheme
1 INTRODUCTION
According to the data, the earliest sunroof appeared
in the early 1930s. In 1937, Nash automobile
company added the configuration of sunroof glass to
some of its models, which is considered to be the
earliest sunroof model in the automobile industry
(Lu qiang, 2011). After that, there was a boom, and
then there were sunroofs. With the development of
economy, people's living standard is gradually
improving. Cars have entered every family and can
be seen everywhere in daily life. As a convenient
device for ventilation when driving, car sunroof has
gradually become the standard configuration of cars
produced by automobile manufacturers, mainly
installed in commercial SUV, car and other models.
As one of the important configurations of
automobiles, sunroof occupies a large proportion in
today's automobile market, so it has higher
requirements on the structural functions of sunroof
(Chen jian, 2017). The sunroof is installed on the
roof of the car, which can effectively circulate the
air inside the car and increase the access of fresh air.
At the same time, the car window also has the
function of beautifying decoration, broadening the
view and increasing the fun of driving. In addition,
with the rapid development of automobile
electronization and intelligentization, automobile
sunroof has been developed from simple
mechanization to high-tech products integrating
electronics, optics, material science, photovoltaic
energy and other technologies (Zhang zhimin, et.al,
2013).
Table 1 is the sunroof fault arrangement
collected by xiangtan geely automobile after-sales
service department. The fault complaint rate of the
skylight is also increasing day by day. The skylight
problem needs to be urgently repaired and solved.
We need to collect the parts of the skylight that have
problems in the after-sales market to find out the
problems through material analysis, improve product
Table 1. Fault arrangement of certain type of skylight.
Failure mode
Skylight
sound
Sealing strip
extrusion
Skylight
leaking
Seal strip
broken
motor no work
intermittently
other
number
20
15
10
5
2
1
percentage
37.74%
28.30%
18.87%
9.43%
3.77%
1.89%
combined
37.74%
66.04%
84.91%
94.34%
98.11%
100.00%
64
Li, G., Zuo, C., Ma, Y. and Huang, Q.
Analysis and Research on the Fault Phenomenon of Car Sunroof.
DOI: 10.5220/0008868000640069
In Proceedings of 5th International Conference on Vehicle, Mechanical and Electrical Engineering (ICVMEE 2019), pages 64-69
ISBN: 978-989-758-412-1
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

quality and production process, and improve the
reputation of the enterprise among consumers.
2 FAULT STUDY OF SKYLIGHT
According to the evidence and object analysis of the
old parts returned from after-sales service and
produced by the customer on site, it is found that in
the same state, the proportion of defects of the
skylight is: 90% of the deformation of the soft shaft
and 10% of the fracture of the seal strip. Therefore,
the following failure mechanism to do the key
solution.
2.1 Failure Point 1 Study
According to the material analysis, it can be
determined that the reason is the friction between the
soft shaft and the bottom of the front beam caused
by deformation and pressure. As a result, the soft
shaft can't be fully integrated with the gear when it
turns to the gear, and the car sunroof can't be closed
normally after a long period of rotation, which is not
synchronous and abnormal sound. Analyze the
reasons for the failure: failure to comply with the
inspection standards, problems in the production
process of workers, unreasonable structure of
product design.
With digital multimeter and electronic tension
meter to the structure of physical test, on the soft
shaft collected old and without the use of soft shaft
bending resistance numerical tests before and after
comparison, table 2, it can be seen without bending
soft shaft new pieces after bending resistance than
soft shaft after bending to an old piece of resistance
value, so that the soft shaft deformation resistance is
too large, need to review the complete product
structure.
2.2 Failure Point 2 Study
The analysis of the failure parts can determine that
the reasons are the insufficient strength of the
broken seal strip and the short length of the seal strip
design. The reasons for the failure are analyzed: the
upper and lower mold temperature and vulcanization
standard do not meet, the length of the sealing strip
is not consistent.
During the test, the maximum tensile stress of
the sealing strip to be tested depends on the
production standard of the enterprise. The higher the
tensile stress that the interface strength can
withstand, the better the quality produced. Moreover,
the test temperature and vulcanization time data of
upper and lower mold used in the production and
test of seal strip are also obtained from the
production site.
Table 2. Fault arrangement of certain type of skylight.
number
current
Resistance after bending
Survey of
current
Unbent post-bending
resistance
1
5.7A
160N
4.0A
71N
2
5.5A
155N
3.8A
65N
3
5.94A
150N
3.9A
83N
4
6.45A
200N
4.2A
78N
5
5.62A
163N
4.1A
68N
Table 3. Interface tensile strength tracking record (before improvement).
Process conditions
Measurement
value of 1
Measurement value
of 2
Measurement value
of 3
Measurement value
of 4
upper module 245 degrees/
lower module 270 degrees
Curing time
Constant value
24S
95
98
98
101
28S
116
115
118
114
32S
108
111
109
113
36S
Wrinkled surface, unqualified appearance
Analysis and Research on the Fault Phenomenon of Car Sunroof
65

Table 4. Interface tensile strength tracking record (after improvement).
Process
conditions
Measurement value of
1
Measurement value of
2
Measurement
value of 3
Measurement value of
4
upper module
230 degrees/
lower module
260 degrees
Curing time
Adjust the upper and lower die temperature for measurement
28S
97
96
98
100
32S
128
125
127
130
36S
114
115
110
116
40S
Wrinkled surface, unqualified appearance
After the condition test, the interface tensile
strength was compared before and after
improvement, and the production process was
optimized and improved. Before improvement, when
the temperature of the upper and lower molds is
fixed, the curing time reaches 28 seconds, and the
tensile strength of the sealing strip interface is the
largest, as shown in table 3. After improvement,
lower the upper and lower mold temperature by 10
degrees, and it will be found that when the curing
temperature reaches 32 seconds, the tensile strength
of seal strip interface reaches the best state, as
shown in table 4.
Then, the length of sealing strip of the skylights
of two models is compared. The measured length
standard of sealing strip of the skylights of taizhou
hongyun automobile is shown in table 5. The length
standard of seal strip measured for a certain brand is
shown in table 6. It is also necessary to reverify the
sealing strip length.
Table 5. Taizhou hongyun brand seal strip length standard.
location
PU glass length
(measured)
Standard length of
sealing strip
Difference lower
tolerance
upper
2488mm
2460±4mm
-20mm
rabbet
2465mm
2460±4mm
5mm
bottom
2482mm
2460±4mm
-12mm
Table 6. Standard length of seal strip of a certain brand.
location
PU glass
length
(measured)
Standard length of sealing strip
(before) (after)
Tolerance
under
difference
(before)
Tolerance
under
difference
value (after)
upper
2456mm
2430±4mm
2440±4mm
-30mm
-22mm
rabbet
2430mm
-4mm
4mm
bottom
2448mm
-22mm
-13mm
ICVMEE 2019 - 5th International Conference on Vehicle, Mechanical and Electrical Engineering
66
3 FAILURE POINT
IMPROVEMENT PLAN AND
VERIFICATION
3.1 Failure Point 1 Improvement
Results and Validation
Because the analysis of failure parts confirmed that
there was a problem with their structure, the
improvement result diagram of failure point 1 was
designed, and then the overall structure optimization
of the product was verified.
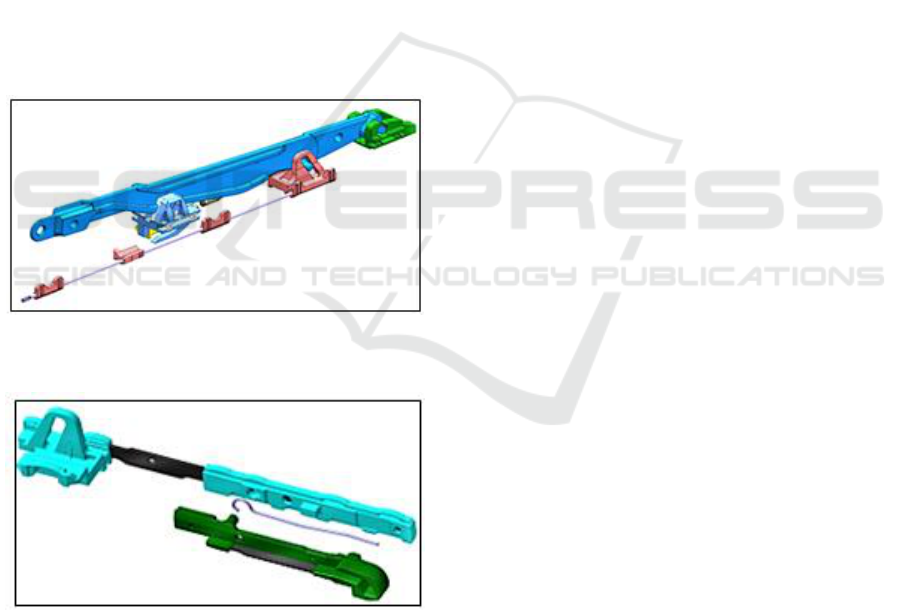
Respectively to draw the original car sunroof rail
slider old machinery group structure diagram 1 and
the improved new mechanical structure diagram 2,
the new machinery group is in the entire history of
the old mechanical group structure directly change
the structure, pressure spring effect is to make the
locking block into the locking hole, locking function
limit block, a new structure to solve the motor
sliding and locking groove sound problem.
Figure 1. Old mechanical group structure diagram: guide
block.
Figure 2. New mechanical structure diagram: guide block
+ lock block + compression spring assembly.
After asking the workers, most parts of the old
mechanical group used no. 45 steel, so other parts of
the new mechanical group still used no. 45 steel,
because no. 45 steel after proper heat treatment, has
high toughness, plasticity and wear resistance and
other comprehensive mechanical properties, suitable
for the mechanical group in a long time movement;
The pressure spring of the new mechanical group,
after searching for relevant information, can use the
piano steel wire, the material itself has very high
strength limit and elastic limit, can be widely used in
small spring material, its quality and performance
can meet the requirements.
Verification: before the durability test, the
operation resistance of the old mechanical group in
motion is tested and recorded. After a period of use,
its movement resistance value is tested. After that,
the movement resistance values generated during the
operation before and after the endurance of the new
mechanical group after the improvement were
recorded, and the data before and after the endurance
test of the mechanical group were compared and
confirmed, as shown in the following table 7.
Conclusion: after testing, it is concluded that the
trajectory of the new mechanical group is
controllable and the motion resistance is small, so as
to achieve a smoother movement and reduce the
amount of deformation caused by the movement. No
abnormal state (valid) was found in the mechanical
group whose new result state was verified before
and after the durability of its products.
3.2 Failure Point 2 Improvement
Results and Verification
Because the experimental state of various pieces
under various conditions was analyzed, the
improvement result of failure point 2 was obtained,
and then the condition change verification and
sealing strip length management were further
verified.
In the sealing strip processing, mold temperature
control machine to change the mold temperature
after curing. The main functions of changing mold
temperature are: to improve the molding efficiency
of products, reduce the production of defective
products, improve the appearance of products, and
restrain the defects of products; when the product is
vulcanized, vulcanizing agent and accelerator are
added. Under certain temperature and pressure
conditions, the linear macromolecules in the rubber
are transformed into three-dimensional mesh
structure to realize the crosslinking vulcanization of
the rubber. After vulcanization of the rubber, change
the original strength of low, small elasticity, cold
and hard heat viscosity, easy to age and other defects,
improve wear resistance, resistance to swelling, heat
resistance and other aspects, expanded its scope of
application.
Analysis and Research on the Fault Phenomenon of Car Sunroof
67

Table 7. Comparison of operating resistance.
experiment
number
Old structures last
old structure
durable
new structures last
new structure
durable
1
108N
163N
69N
73N
2
94N
173N
68N
72N
3
103N
176N
79N
84N
4
92N
165N
61N
65N
5
88N
181N
66N
71N
The main factors affecting vulcanization degree
and physical and mechanical properties of rubber are
the amount of vulcanizing agent and accelerator,
vulcanizing temperature and vulcanizing time,
which have the following relationship:
(1) The larger the amount of vulcanizing agent
and accelerator, the faster the vulcanization rate, the
higher the degree of vulcanization can be achieved.
(2) If the curing temperature is increased by 10°C,
the curing time will be reduced by nearly half.
(3) Curing time is an important part of curing
process. If the time is too short, the degree of
vulcanization is insufficient. Too long, vulcanization
degree is too high.
They cannot reach the desired effect, only the
appropriate curing time, can make the rubber reach a
certain degree of vulcanization, to ensure the best
Comprehensive performance.
Vulcanization time and tensile modulus has
certain proportional relationship, in certain cases,
curing agent, curing temperature within the scope of
a particular seal of the longer the curing time,
appropriate to reduce the mould temperature, the
higher the tensile modulus, improve the sealing strip
tension value contrast before and after the following
table 8, high low temperature alternating test
chamber to test sealing strip under the environment
of high temperature contrast variation before and
after sealing strip, such as table 9.
Validation: carry out the validation of condition
change, strengthen the validation of seal strip length
management, the value of condition change should
meet the relevant standards of production process,
and the tension value obtained before and after the
test of seal strip length management verification
should also meet the standard requirements of
production process.
(1) After the mold temperature and curing time
are changed, the tensile value of the seal strip is
verified to confirm that the tensile value of the seal
strip has an obvious effect.
Table 8. Improve the tension value of sealing strip before and after comparison.
differentiate
improve the former
After the improvement
Upper and lower mould
temperature
Upper die: 245±10°C
Lower die: 270±10°C
Upper die: 230±10°C
Lower die: 260±10°C
Curing time
28s±2s
32s
Tension value
110N-118N
128N-133N
Table 9. Comparison of changes before and after sealing strip in high temperature environment.
differentiate
Before the high temperature
After the high temperature
improve the former
109N
102N
After the improvement
133N
126N
ICVMEE 2019 - 5th International Conference on Vehicle, Mechanical and Electrical Engineering
68

(2) After strengthening the management of the
length of sealing strip, put the parts into high and
low temperature boxes, and then compare the
changes before and after, the improved sealing strip
is more reasonable.
Conclusion: it can be concluded that the process
improvement has significant effect (the scheme is
effective) through the verification of the process
improvement products.
After optimization and improvement of structure
and process, the number of aftersales defects of car
sunroof has been reduced a lot, and the expected
target has been reached. And by analyzing the
market expected, if after the improved structure and
the optimization of process: improved after skylight
according to logoff benchmark vehicle after-sale bad
quantity have dropped significantly, the number of
from dozens to several machines, reduce the failure
rate of more than ninety percent, by this scheme to
improve, each year can substantially reduce losses
due to bad failure, decreased failure rate is reduced
greatly.
4 SUMMARY
This chapter is mainly bad fault analysis, physical
analysis of the soft shaft, motor, front beam and seal
strip, etc., get the main reasons for the fault, and
then according to its problems for research and
improvement. Compared with the new and old
mechanical group after the improvement of fault
point 1, the structure is optimized to eliminate
abnormal noise and unsynchronization. Failure point
2 is to strengthen the process, lower the upper and
lower mold temperature and lengthen the curing
time in the seal strip, so that the production of the
seal strip in the strength and adapt to high and low
temperature environment performance has been
strengthened. Finally, after verification, the
improvement scheme is reasonable and has certain
reference significance in the optimization design of
car sunroof, which has good practical engineering
significance for improving design quality, reducing
design cost and shortening development cycle.
ACKNOWLEDGMENTS
Fund projects: outstanding youth project of
education department of hunan province (16B235),
general scientific research project of education
department of hunan province (17C1444 and
16C1432), and CX2016SY015 of postgraduate
scientific research innovation project of shaoyang
university
About the author: li guangming (1983-), male, born
in shaoyang, hunan province, master degree, mainly
engaged in vehicle engineering teaching and
research of automobile testing technology.
REFERENCES
Chen jian. Fracture failure analysis of mechanical group of
panoramic sunroof [J]. Automotive practical
technology, 2017 (14):15-17.
Gao Yang. Automotive lightweight technology scheme
and application examples [J]. Journal of automotive
engineering, 2008, 8(01):1-9.
Lu qiang. Common faults and maintenance methods of the
skylight of jianghuai car [J]. Automotive maintenance,
2011 (08): 7-10.
Wang zhutang. Development of automobile industry and
aluminum [J]. Light alloy processing technology, 2011,
39 (01):7-15.
Zhang zhimin, tao yongqin. Design of smart car sunroof
based on embedded system [J]. Electronic test, 2013
(09): 111-113.
Analysis and Research on the Fault Phenomenon of Car Sunroof
69
