
Implementation and Evaluation of MES in One-of-a-Kind Production
Giulia Bruno
a
, Franco Lombardi
b
and Mattia Orlando
Department of Management and Production Engineering,
Politecnico di Torino, Corso Duca degli Abruzzi 24, 10129, Torino, Italy
Keywords: Industry 4.0, MES, IoT, Production Planning, Real Time, Data Collection, OKP.
Abstract: Customers are demanding more and more a product of high quality and fast delivery at a low price, while
simultaneously expecting that the product meets their individual needs and requirements. For companies
characterized by a highly customized production, it is essential to optimize the use of machines and reduce
the production cycle. The aim of this paper is to develop and evaluate how a MES is able to collect data from
the machines and use such data to perform a real time planning of production activities. The system has been
implemented in an Italian company that produces metal sheet components for prototypes and small series in
the automotive sector, which is characterized by a production with high complexity and high mix of products.
The obtained results show that the system provides several benefits in term of reduction of times.
1 INTRODUCTION
According to a McKinsey study, the benefits of
adopting new digital technologies will bring
significant gains, eg. 10-40% reduction in
maintenance costs, 10-20% reduction in quality cost,
and 30-50% reduction in total machine downtime
(McKinsey Digital, 2016). However, despite the
improvement in connectivity and computing power,
only three percent of companies are ready for large-
scale deployment of solutions for smart
manufacturing. For many of them it is not clear how
advanced analytics will streamline their operations.
This leads to many pilots in the industry and a lot of
data which is not contextualized and properly used at
all the levels in the organization. A flexible approach
to contextualize data and use it in the real-time
planning for generating automated decision-making
process could overcome this barrier.
In the market, three main groups of systems are
available, addressing different issues: (i)
manufacturing execution systems (MES), focused on
process interlocking solutions, (ii) production
planning systems, which plan activities based on
demand and availability of the resources on long time
spans, and (iii) industrial IoT solutions, which collect
real-time time data from machines with little
a
https://orcid.org/0000-0001-5585-647X
b
https://orcid.org/0000-0001-9702-6626
contextualization (in fact, machine data can’t describe
completely what is actually happening on the
production floor).
The proposed framework incorporates all the key
aspects from these different solutions. Based on a
system that is already able to deal with complex and
heavy regulated industries, such as the
pharmaceutical ones, where it provides all the data
required by regulations for electronic batch records,
the aim is to demonstrate how the real-time planning
is able to offer alternatives and intelligence in an
automated way to plan the production in the most
optimal way.
Such system is most needed especially because
the production of the 21st century is mostly focused
on the personal needs of the consumer, and the
companies that innovate and introduce new products
on the market need new approaches to quickly test the
products and reduce the time to market. The past
decades have been characterized by this trend which
can be summarized with the concept of mass
customization. This concept reaches its extreme with
the One-of-a-Kind Production (OKP): every single
product is different because it is produced for a
different customer (Wortmann et al., 1997). In this
scenario the production line must become as flexible
as possible, since an on-demand production is needed.
Bruno, G., Lombardi, F. and Orlando, M.
Implementation and Evaluation of MES in One-of-a-Kind Production.
DOI: 10.5220/0010173601170123
In Proceedings of the International Conference on Innovative Intelligent Industrial Production and Logistics (IN4PL 2020), pages 117-123
ISBN: 978-989-758-476-3
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
117

Thus, a big opportunity exists now in the market,
because several of the challenges involved in
optimizing production are not well addressed or not
addressed at all. Especially the part of aggregating
data from the shop floor and use it for real-time high-
level automated decision making is not addressed.
The aim of this work is to provide intelligent
decisions in real-time in order to increase flexibility,
efficiency and predictability in manufacturing. The
expected outcome is to build a real-time planning
solution that works in a production scenario with high
complexity and high mix of products.
2 RELATED WORKS
Traditional scheduling approaches in production
involve the creation of schedules prior to beginning
of the production process. In this case, uncertainties
that are not expected nor taken into account at the
planning phase can cause delays of these schedules
(Suwa et al., 2012). Common uncertainties that occur
in a manufacturing system include machine operator
absence, material shortages, and machine failure
(Snyman et al., 2017).
In such scenarios, the manager has to react by
manually selecting a new or revised schedule to
ensure that production continues while maintaining
the required performance level. All these challenges
lead to poor utilization of resources, delays in
deliveries and sometimes chaos in production.
The innovation of real-time scheduling is to
address the shortcomings of the traditional
approaches by performing scheduling concurrently
with the production process. Furthermore, based on
the analysis of historical data, it is possible to predict
maintenance activities and include them in the
scheduling. This new approach can help industries to
better plan activities (e.g., reduce waste, improve
productivity) and mitigate the risks of non-delivering,
especially in OKP companies in which the
uncertainties are more frequent.
The characteristics of OKP make production
scheduling and control extremely difficult (Tu et al. ,
2000). The main featuresof the OKP production are:
high customization (each product is designed and
manufactured based on customer requirements),
complicated and dynamic supply chains, great
uncertainties in production control and dynamic
production systems (Luo et al., 2011). In OKP
manufacturing, due to high customization, the
productive cycle does not repeat and the productive
tasks do not have fixed times (Tu et al., 2000).
In addition to the dynamics just mentioned, there
are also other disturbances such as stochastic
customer orders or emergency orders, and frequent
engineering changes, that make highly complex the
productive activities planning (Lu et al., 2006).
The proposed framework is a MES
(Manufacturing Execution System), i.e., a software
product able to manage factory floor material control,
and labor and machine capacity, and to track and trace
components and orders, manage inventory, optimize
production activities from order launch to finished
goods (Helo et al., 2014). A similar study was
proposed by Wang et al. (2012), who developed an
application of a RFID enabled real-time
manufacturing execution system for OKP
manufacture of radial tire mold. This study
demostrated that the atomatic workshop control
system largely improves the machines’ utilisation rate
and thus the production efficiency. In this way, the
production potentials of the company can be
exploited fully though the real-time information,
instead of being directed arbitrarly by managers.
Furthermore, our proposed system schedules
activities through the product input data and changes
the planning depending on the unexpected events to
respect, anyway, the deadlines. It also controls the
tasks status, the downtimes (due to breakdown,
maintenance, etc.), the operations in production
support (material handling, program loading, quality
control, etc.). It can also compute, through the
analysis of data, the KPIs relative to the production.
3 MES SYSTEM FRAMEWORK
The developed framework consists of several
software applications and hardware components,
produced by the Octavic PTS company
(https://octavic.dk/). The framework is useful for
bridging data from operators with machine data to
offer contextualized data (human driven data) for all
the levels in the organization. This approach gives
better insights about the root cause of the problems,
actions that have been made and provides real-time
feedback for the decision makers.
The machine data is automatically communicated
to the system (IOT technology). A practical example
of integrating operator data with machine data is
when the machine is stopped for the loading of new
equipment. In this case the operator communicates
the start and the nature of downtime to the system
while the end is automatically recognized by the
system thanks to the machine information. These last
report to the system when the spindle stops or moves.
IN4PL 2020 - International Conference on Innovative Intelligent Industrial Production and Logistics
118

The framework consists of a web application
which provides advanced analytics, real-time
feedback using flexible escalations levels, predictive
KPIs (OEE) etc.
The data is collected from machines using a
device with a touch screen that is interfaced with the
machines and guides the operator through a flexible
UI flow to input data at certain stages during the
production process. In this way the data collected
from the machines is contextualized using the
knowledge from the operator.
Data gathered is presented in a relevant format on
large screens for each level of decision making in the
organisation. The web solution responsible to
manage, present and store the data is developed using
.NET technology. For the planning solution, the
GoogleOR-Tools which as an advanced framework
for constraints programming.
The flexible UI application which is running on
the device with a touch screen is built in QT (c++).
The system is very easy to install, configure (all the
configuration is done using the web interface) and
connect to any type of machine.
4 APPLICATION
The framework has been applied to an Italian
company, which manufactures car body prototypes.
The use case company is a tier 2 supplier for
worldwide known automotive manufacturers. The
strength of the company relies in its ability of
developing complex manufacturing processes in
short time to provide prototypes and pre-series
products. The company is a perfect example of the
OKP approach to produce customized products based
on requirements of individual customers.
The OKP companies use flexible manufacturing
systems to efficiently produce unique batches (
P.R.
Dean et al., 2009).
So the production of metal sheet
prototype components for a high variety of customers
requires a flexible production system. The objective
of the paper is to estimate the improvements od
production activities planniing , before their start, by
using a MES system. According to this goal, the first
step is to analyze in detail the process of die
production.
The equipment to form metal sheet components
are made in cast iron or in resin; the last-mentioned
material is cheaper but less resistant, so it is used for
small volume orders. To minimize costs, the company
realize more equipment from a single foundry blank
(for example designs punch and blankholder
together) and only in the end separates them.
The structure of the milling cycle, necessary to
transform the foundry blank in the finished piece of
equipment, is in common for all the equipment. The
structure is composed by the sequence of three main
tasks: (i) face milling and roughing, (iii) finishing,
(iv) cutting.
The tool paths and all the milling support
operations (such as crane transport, fastening, metal
swarf control on blank surface, blank line up, utensil
resetting, cleaning etc..) make up the milling cycle.
The details of the activities, necessary to carry out,
depend from the piece of equipment to be produced.
The smoothing, roughing and cutting operations
are carried out on the roughing machines (suitable for
removing more material and supporting higher
stresses on the tool) while the finishing operations are
carried out on finishing machines (with high rotation
speed and feed, very accurate and with automatic tool
change).
Each developed equipment is unique. However, is
essential to find a method of classification of
equipment through which the variety of system input
data can be reduced. Thanks to this reason, the
equipment are classified according to the production
cycle. The equipment have in common the production
cycle structure but what varies for each of that is: (i)
the duration of the activities, (ii) the necessary
activities and (iii) the allocation of activities /
machines. According to how the variables
individually affect the cycle, it is possible to combine
these effects and find all the possible customizations
of the cycle. Consequently, a new equipment in
production can be classified by associating it with one
of these customizations.
Until now, the company management planned the
milling activities thanks to the experience
accumulated over the years regarding the expected
times and the recommended machines for the
equipment in production.
Relying on experience is not always the right
choice. If the production manager does not define any
planning rules and does not use a calculation tool, he
could be in serious difficulty when the amount of
activity is high.
OKP companies have highly flexible production
systems, which allows numerous chances to produce
an equipment. Choosing the best among these for a
high quantity of equipment inevitably increases
human error. In addition, the customer could request
design changes even in the production phase and a lot
of other uncertainties could be happen such as
breakdowns, maintenance, absence of operators,
delay in delivery of raw materials etc...
Implementation and Evaluation of MES in One-of-a-Kind Production
119
All these variables complicate the role of
production manager, which often has to pay workmen
overtimes thus increasing costs and reducing
earnings. Moreover, in this worry scenario the
manager stress increases and makes worse the quality
of staff work. This effect inevitably affects current
and future performance of the production process.
The aim of this work is to evaluate the benefits
that the use of a real-time planner involve already in
the design phase in a mold manufacturing company.
To this aim, the system planning results have been
compared with the manual ones through some
indicators. The details of the production process, the
method implementation and the description of the
obtained results are reported in the following
sections.
4.1 Process Description
The company manufactures and assembles sheet
metal and aluminium components for prototypes and
small series of cars and other road vehicles. The
customers are car manufacturers, that usually, in the
design phase of a new vehicle, need some models to
perform assembly and safety tests (the so-called
crash-tests) but for them the production of a small
volume of components is not convenient so they
commission these activities externally. The strength
of the company in fact relies in its ability of
developing complex manufacturing processes in
short time.
The customer imposes to the company different
progressive deadlines for components and gradually
assembles and tests them. If the tests on prototypal
components is negative, the customer can ask for
company to modify them. It is a well-known fact that
without a flexible production system, the company
could be in trouble to pass quickly these unexpected
events and respect the deadlines.
The greatest difficulties in this type of business
are the strict budgetary and production time limits and
the need of a highly flexible production system. The
earliest project deadline is 7/8 weeks form the order
of which more than 3 weeks are necessary only to
complete the equipment to forming and cutting the
metal sheet components. The remaining limited time
is used for all the other project phases.
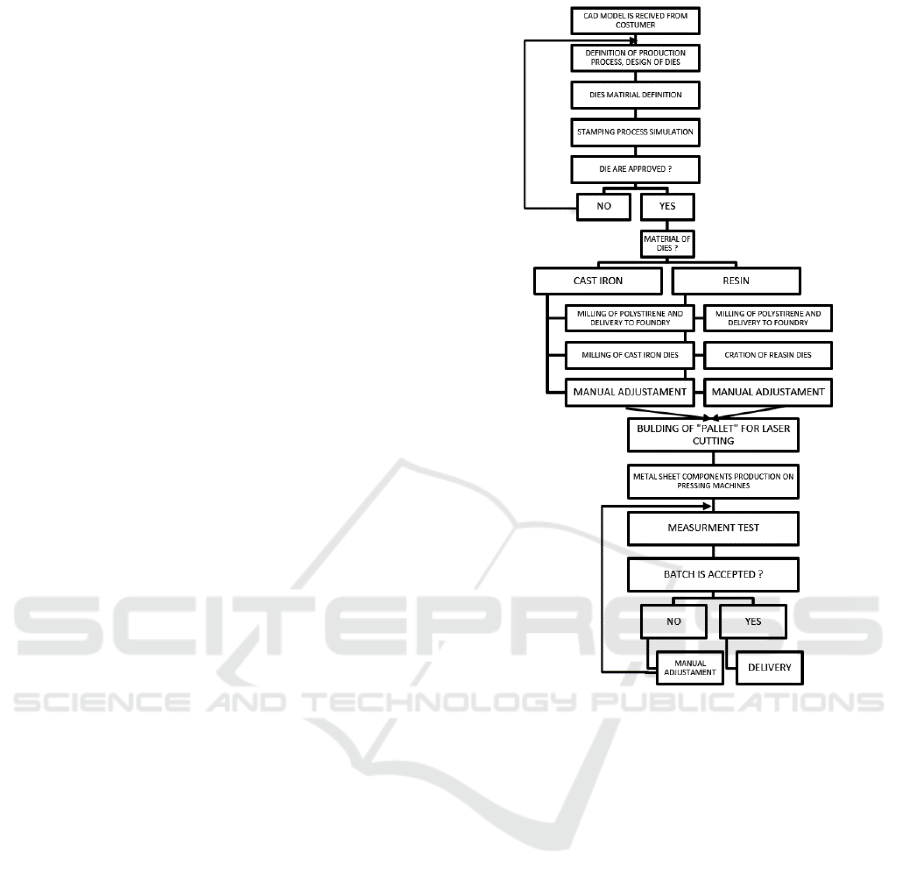
The production process of the company is
reported in Fig.1. It starts from the acceptance of the
order of a component with the delivery by the
costumer of the CAD models needed for production.
The CAD models are received by the technical office,
where the designers define the production process and
the dies needed by the pressing machines.
Figure 1: Production process of the company.
In prototypal production the pressing machines
are mainly used for drawing and flanging metal sheet.
Drawing metal is taking a flat or partially formed
sheet metal blank and forming it into a desired shape.
Flanging metal is the act of swiping sheet metal
in a direction contrary to its previous position. These
pressing operations are performed with a punch and a
die. In a basic example of metal sheet forming, the
punch has the shape desired for the metal sheet
component and it's locked on press machine ram (the
moving of reciprocating member).The sheet metal
blank is placed over the die, which is locked on press
machine bolster plate. During the closing operation of
the pressing machine, the blankholder, that surrounds
the punch, firstly comes into contact with sheet metal
blank and applies pressure to the entire its surface
(except the area under the punch) to hold it against the
die while the punch travels towards the blank. After
contacting the sheet metal blank, the punch forces the
sheet metal into the die cavity, forming its shape.
At the end of the production process design, the
equipment CAD projects are used by the CAM
IN4PL 2020 - International Conference on Innovative Intelligent Industrial Production and Logistics
120
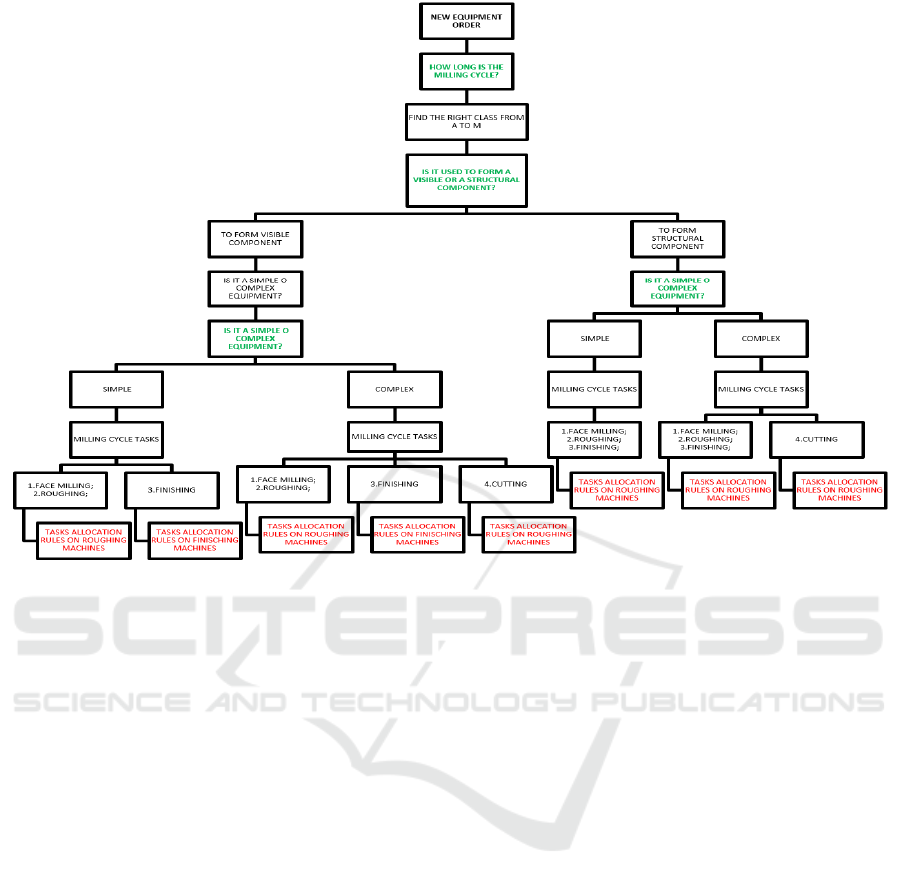
Figure 2: Flow chart.
department to define the tool paths both for the
polystyrene model and, subsequently, for the milling
of the foundry blank.
The foundry receives the equipment polystyrene
models and give back the cast iron ones. After this
phase, the cast iron blanks are milled and manually
overhauled by skilled workers.
Once the sheet metal forming operations are
finished in the press sector, the components are laser
cut with specific pallets (obtained previously by
copying the shape of the punch), checked by skilled
workers and send to the costumer.
4.2 Implementation
The high product customization introduces a high
planning complexity. In order to implement the real-
time planning system to the dies productive process,
a method to group the equipment by budget hours and
type of milling cycle has been defined, in order to
reduce the complexity.
The system implementation complexity is in the
input data variety. Each piece of equipment is unique
and therefore also its production cycle. According to
this reason, it looks like impossible to implement the
system in the way that it can know the production
activities depending on each equipment.
So, to reduce the input data complexity, the
equipment have been classified by means of the
production cycle. Starting with a production cycle
structure common to all the equipment, its
customization variables have been identified.
Starting from a production cycle structure
common to all the equipment its modification
variables have been identified and their effects have
been combined to find all customizations.
The variables are: (i) the duration of the activities,
(ii) the necessary activities and (iii) the allocation of
activities / machines. The changes that each of them
apports to the production cycle can be identified
through three questions:
1. How long is the milling cycle?
The answer identifies that each activity has a
different duration depending of the
equipment.
2. Is the equipment used to form a visible
component or a structural component?
The answer identifies if the roughing and
finishing activities carry out in sequence on a
roughing machine (structural component) or
if they carry out respectively on the roughing
machines and finishing ones (car-body
visible component).
3. Is the equipment simple o complex?
Implementation and Evaluation of MES in One-of-a-Kind Production
121
The equipment is complex when more
pieces are realized from the single foundry
blank (such as punch and blankholder
designed and manufactured together).
If the answer to this question is "yes" then
the last activity of the cycle is the cutting one
otherwise is the finishing one.
The combination of modification options 2 and 3
entails four production cycle types.
The last variable to manage is the duration of the
activities depending of the equipment. In order to
consider it, eleven classes have been defined, from A
to M, and a range of milling hours has associated in
ascending order to each of them. For each class there
are four production cycle types and their activities are
linked to a percentage of the class hours range: 55%
for a finishing activity, 44% for a roughing activity
and 1% for the cutting one.
The flow chart representing this process is
reported in Fig.2.
4.3 Order Loading
Upon to the arrive of a new equipment in production,
the order is loaded into the system. The new
equipment is linked to the right production cycle by
choosing one of the four types of orders: (i) the
production of a simple equipment used to form car-
body visible components, (ii) the production of a
complex equipment used to form car-body visible
component, (iii) the production of a simple equipment
used to form car-body structural component, and (iv)
the production of a complex equipment used to form
car-body structural component.
In the order loading phase, it is important to specify
one of the 11 classes in addition to the typology. In
this way, the system is going to automatically
recognize the necessary activities and their duration.
So, it is going to plan them correctly.
Regarding the allocation of activities to the machines,
the system is going to respect the following rules:
(i) For the first type of order, one change of
machines is allowed. Firstly, the face milling
and roughing activities carry out in sequence
on roughing machine then the finishing tasks
on finishing machines.
(ii) For the second type, two changes of
machines are allowed. Firstly, the face
milling and roughing activities carry out in
sequence on roughing machine, then the
finishing task on the finishing machines, and
finally the cutting task on roughing machine.
(iii) For the third type, no machine changes are
required because all the milling tasks are
carried out on a roughing machine.
(iv) For the fourth type two machine changes are
needed because the cutting activities,
although carry out on roughing machine as
the previous ones, are not immediately done
after the finishing tasks.
The company machines are divided in finishing
machines and roughing machines. In particular, the
company has four roughing machines and three
finishing machines, but some machine-activity
allocations are preferable to others depending of the
equipment. In addition to the mentioned rules, the
roughing and finishing machines have been
associated with the corresponding activities with an
increasing priority. In particular, the system is going
to firstly occupy the machines with the highest
priority and then those with the lowest priority.
During the introduction of a new order, the
operator in addition to the class and typology
(through which the system recognizes the right
milling cycle) has to report the coming date from
foundry and the deadline date from the customer.
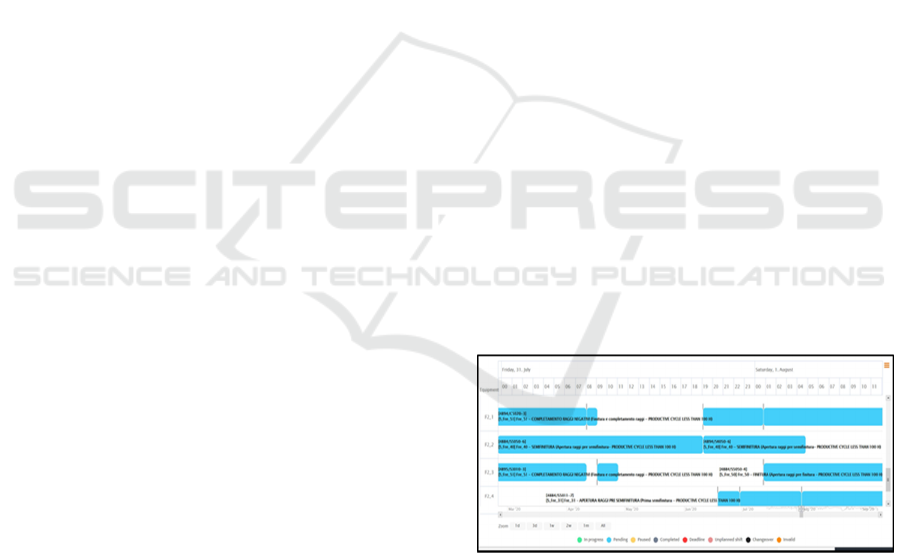
5 RESULTS AND DISCUSSION
In order to show the system planning efficiency, we
compared the manual planning of activities with the
automatic planning defined by the system. An
example of the planning generated by the system is
reported in Fig.3.
Figure 3: Planning of activities on the machines.
The considered period covered the orders of 39
equipment, for which a total of 73 activities were
executed. In the original planning, the time period
started in the 48th week of 2019 and ended in the
second week of 2020.
The comparison was made accordingly to the
following three indicators:
IN4PL 2020 - International Conference on Innovative Intelligent Industrial Production and Logistics
122

1. waiting time, i.e. the time between the coming
date of the item from the foundry and the
starting date of the first activity;
2. production time, i.e. the time between the start
of the first activity and the end of the last one;
3. deadline gap, i.e., the time between the end of
the last productive activity and the deadline set
by the customer.
For each equipment, the three indicators were
computed both for the original planning and the
automatic one. The results showed that, with the
automatic planning, the 97% of the equipment present
less or equal waiting time, the 82% of equipment
present less or equal productive time, and the 77% of
equipment present a higher deadline gap.
The results show the benefits of using the system
to plan the activities before their starts. Instead, the
use during the production process allows to collect
high amount of data on it.
The company gain are several benefits dufrom e
the data collection during the production, such as (i)
the ability to know the causes of uncertainties during
the production process and so quickly react to them,
(ii) the possibility of analyzing such data at the end of
the production process to reconstruct the past events
(descriptive analysis), find the cause-effect link of the
events (diagnostic analysis), predict what will happen
with the future orders (predictive analysis) and design
the improvements that will influence the future results
(prescriptive analysis), and (iii) the possibility to
collect the product managing strategies. The built
database is essential to help managers to take the
future choices and estimate better the future quotes.
6 CONCLUSIONS
The objective of this paper is to propose a framework
to collect data and perform a real time planning of
production. The benefits of using such framework are
demonstrated in a real case of an Italian
manufacturing company.
Future works will address the further benefits of
using the developed framework also in case of
breakdowns and downtimes, to automatically
recalculate the planning of activities.
ACKNOWLEDGEMENT
The work was supported by the IoT4Industry project,
which has received funding from the European
Union’s Horizon 2020 research and innovation
programme under grant agreement No. 777455
(project website of the “Real Time Planning of
Production” project: https://www.iot4industry.eu/
project_rttp).
REFERENCES
Dean , P.R., Tu Y.L. & Xue, D., 2009. An information
system for one-of-akind production, International
Journal of Production Research, 47:4, 1071-1087.
Helo, P. Suorsa, M., Hao, Y., et al., 2014. Toward a cloud-
based manufacturing execution system for distributed
manufacturing. Computers in Industry, 4: 646-656.
Lu, B.H., et al., 2006. RFID enabled manufacturing:
fundamentals, methodology and applications.
International Journal of Agile Systems and
Management, 1 (1), 73–92.
Luo, X., et al., 2011. Operator allocation planning for
reconfigurable production line in one-of-a-kind
production. International Journal of Production
Research, 49 (3), 689–705.
McKinsey Digital, 2016. Industry 4.0 after the initial hype
- Where manufacturers are finding value and how they
can best capture it. Accessed online
from:https://www.mckinsey.com/~/media/mckinsey/b
usiness%20functions/mckinsey%20digital/our%20insi
ghts/getting%20the%20most%20out%20of%20industr
y%204%200/mckinsey_industry_40_2016.ashx
Snyman, S. & Bekker, J., 2017. Real-time scheduling in a
sensorised factory using cloud-based simulation with
mobile device access. South African Journal of
Industrial Engineering, Vol 28(4), pp 161-169.
Suwa, H. & Sandoh, H., 2012. Online scheduling in
manufacturing: a cumulative delay approach.
Tu, Y.L, Chu, X.L. and Yang, W.Y., 2000. Computer aided
process planning in virtual one-ofa-kind production.
Computer in Industry, 41, 99–110.
Tu, Y., et al., 2000. Computer-aided process planning in
virtual one-of-a-kind production. Computers in
Industry, 41 (1), 99–110.
Wortmann J.C., Muntslag D.R., Timmermans P.J.M., 1997.
Customer-driven manufacturing, Chapman & Hall,
London, UK.
M. L. Wang , T. Qu , et al., 2012. A radio frequency
identification-enabled real-time manufacturing
execution system for one-of-a-kind production
manufacturing: a case study in mould industry.
International Journal of Computer Integrated
Manufacturing, 25(1), pp. 20-34.
Implementation and Evaluation of MES in One-of-a-Kind Production
123
