
Application of Machine Learning Methods to Improve of the Roller
Press Performance in the Pelletizing Process
Thiago Nicoli de Abreu
1,2 a
, Andrea G. Campos Bianchi
3b
and Saul Emanuel Delabrida Silva
3c
1
Programa de Pós-Graduação em Instrumentação, Controle e Automação de Processos de Mineração (PROFICAM),
Universidade Federal de Ouro Preto (UFOP) and Instituto Tecnológico Vale (ITV), Ouro Preto, Brazil
2
Vale S.A., Vitória, Brazil
3
Departamento de Computação (DECOM), Universidade Federal de Ouro Preto (UFOP), Ouro Preto, Brazil
Keywords: Modeling, Machine Learning, Data Mining, Database, Roller Press, Pelletizing.
Abstract: In recent years, the technology of the roller press has become very useful in the pelletizing processes to
comminute the pellet feed and increase the specific surface of the iron ore. It is known that the surface gain
is directly related to the productivity and quality gains in the pelletizing process. In view of its importance,
the increase in efficiency of the press becomes increasingly necessary, mainly due to its direct impact on the
production chain. The large number of variables involved in its operation demonstrate that conventional
methods and the knowledge of this process can be improved. For this, the work identifies the variables with
the highest production in the specific surface gain, develops a classification model to determine rules of
optimal operation settings and presents a model for the prediction of the specific surface variable, seeking
gains in determining performance of this asset.
1 INTRODUCTION
At the beginning of the 1990s, a series of pelletizing
industrial plants began to implement the Roll Press in
industrial circuits for pressing iron ore and pellet feed.
This was an important advance in the area of
comminution and mineral processing (Barrios, 2014).
One of the greatest benefits of the Roller Press in the
pelletizing process is the increase in the specific
surface gain, a property that directly contributes to the
improvement of the physical and mechanical
properties of the pellets and the quality of the finished
product. When a material has a high specific surface,
the greater the capillarity of the vessels, resulting in a
more compact, more finished pellet with better
mechanical resistance (Silva, 2008).
The inefficiency in the steps prior to the pressing
process, possible problems with the adjustment of the
operating parameters and the operational unavailability
of this equipment (due to failures) are some of the
factors that impact the performance of this equipment
in terms of increasing the specific surface of the ore.
a
https://orcid.org/0000-0001-5940-1632
b
https://orcid.org/0000-0001-7949-1188
c
https://orcid.org/0000-0002-8961-5313
The low efficiency of the press results in disturbances
for the next stages of the process, mainly in the
pelletizing stage (formation of pellets), causing losses
in production and even plant shutdowns. A mining
company may incur losses corresponding to millions
of dollars in a few hours due to its production
stoppage. Besides, an inappropriate manufactured
product can lead to rework or non-compliance with
the customer's quality requirements.
The presses operation is complex because it
involves the combination of dozen variables. This
leads to an exponential combination of setups for
human decisions without computer support. In
addition, the variations in the characteristics of the
production process, in the previous and subsequent
stages, physical and chemical characteristics of the
ore and process restrictions introduce new production
scenarios.
This work proposes an analysis of the roller press
in a pelletizing plant, seeking to answer the following
questions: what are the main factors that interfere
directly or indirectly in the efficiency of this
equipment? What are the possible setups (setting of
Nicoli de Abreu, T., Bianchi, A. and Silva, S.
Application of Machine Learning Methods to Improve of the Roller Press Performance in the Pelletizing Process.
DOI: 10.5220/0010443906770684
In Proceedings of the 23rd International Conference on Enterprise Information Systems (ICEIS 2021) - Volume 1, pages 677-684
ISBN: 978-989-758-509-8
Copyright
c
2021 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
677
operating values) for the greatest gain in the process?
The study was performed in a database installed in a
mining company. The responses lead to improvement
and increased productivity (production volume) and
the specific surface of the ore.
Data mining techniques were used to identify the
variables with the greatest influence on the gain of the
press and a classification model to determine optimal
operating setups of the roller press was developed.
Our main findings and contribution are:
● Identify the most influential variables in the
pressing process.
● Identify the rules for decision making using
different values of optimal setups of
operation of the roller press.
● Develop a classification model to predict the
specific press surface.
The rest of this paper is organized as follows:
Section 2 describes the main challenges for operating
the roller press in the pelletizing process. Section 3
describes the work related to the use of computational
intelligence techniques in this same process. Section
4 describes the materials and methods that were used
to develop this work. Section 5 describes the results
obtained and discussions carried out with the use of
machine learning techniques to: determine the most
relevant variables, obtain the rules of optimal setups
and the prediction model of the specific press surface.
Section 6 describes the conclusions after the analysis
carried out.
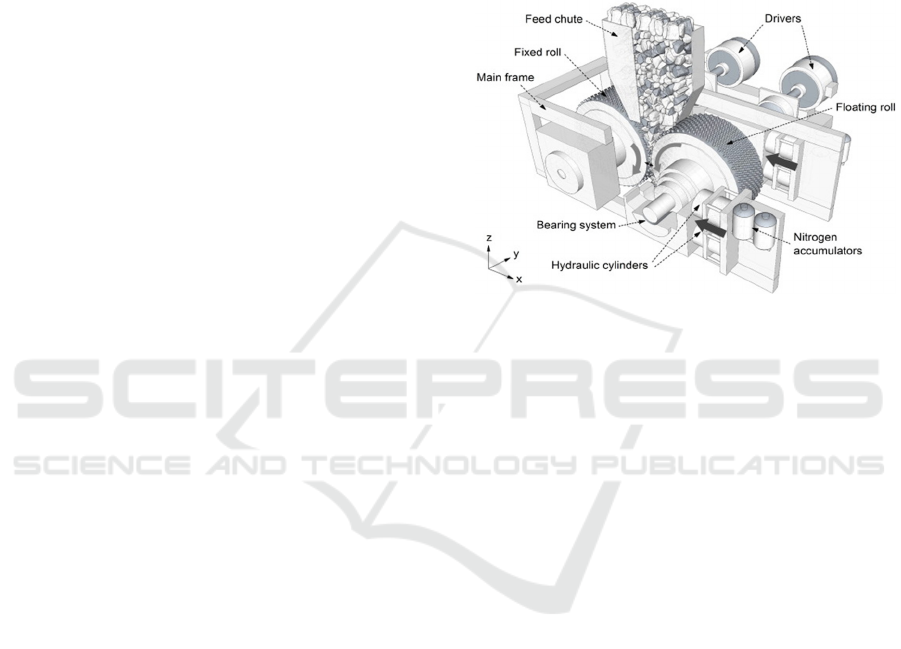
2 PROBLEM STATEMENT
The Roller Press consists of two rollers rotating in
opposite directions, one roller called a fixed roller,
rotating on a fixed axis, and the other as a mobile
roller, which rotates on a mobile axis that performs a
translation movement towards the fixed roller
through a hydraulic system (Figure 1). This system
allows a variation of the specific compression force
exerted on the bed of particles between the rollers.
The material feed is introduced in the opening
between rollers, where the comminution of the
particles occurs through the interparticle force
breaking mechanism.
Due to the complexity of this equipment, variables
such as working pressure of the rollers, clearance
between the rollers, feed rate, level of the press rail,
humidity of the pressed ore, speed of the rollers, torque
and current of the motors, among others, need be
parameterized (manipulated by the equipment
operator) and monitored during its operation.
This scenario of multiple variables to be
controlled emphasizes the need for a study of
intelligent computational methods that can cooperate
in the adjustments and in the best decision making in
their operation. Therefore, the knowledge to operate
the roller press is a major factor in fulfilling its
objective, which is to increase the specific surface of
iron ore. Dependence on human action just to control
and maintain an operational standard in the face of all
the complexity for analysis is practically impossible.
Figure 1: Diagram of the roller press. Source: Barrios
(2014).
For the period of data evaluated for this work, the
plant under analysis had 11.22 hours of stoppage and
273.37 hours of lost or reduced production.
Considering the average production value of the plant
at 700 t/h and the commercial price of a ton of iron
ore as US$ 100.00/t, the estimated value of economic
loss was approximately US$ 785,000.00. The main
cause related to loss of production is related to the low
values of specific surface after the pressing process.
Another factor of great attention is related to the
measurement of the specific surface of the pressed
pulp. Currently, this measurement is performed in the
laboratory, in the interval of 4 hours, by means of
manual collection performed in the post-circuit phase
of pressing. This aspect causes a delay in the
perception of the performance of this equipment,
delaying corrections of possible failures and
anomalies during the operation. Decision-making
becomes late due to the lag in this measurement.
Thus, predicting the classification of this
measurement online would be a more agile way of
evaluating the performance of the equipment and the
process in real time.
This work proposes an analysis of the roller press
through artificial intelligence techniques to identify
the variables of greatest influence to determine the
gain of the press. Finally, it develops a classification
model to determine optimal operating
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
678

Figure 2: Overview of the concept applied in this project. Detailing of input variables, model learning and expected output
results.
settings for the roller press. This model will be used
to predict the specific surface variable of the pressed
pulp, seeking gains in determining the performance
of this asset.
3 RELATED WORK
Studies carried out in pelletizing processes, pressing
area and applications of mathematical models in
mining processes are essential as a reference and
development of this work. The models developed
until then did not consider the dynamics of the key
parameters during the operation of the press to
perform the forecast of the equipment performance
variables.
Campos (Campos, 2018), for example, discusses
the phenomenological mathematical model
developed by Torres and Cassali (Torres & Cassali,
2009) capable of predicting the capacity, power and
granulometric distribution of the product generated in
the equipment and address a series of tests at different
scales for pellet feed and iron ore pressing.
Vyhmeister (Vyhmeister et al., 2019), on the other
hand, presents a modeling study for roller press based
on predictive control model (MPC), showing that the
growing need for analysis in multivariable controls
for complex processes requires increasingly robust
and advanced strategies. Hasanzadeh and Farzanegan
(Hasanzadeh & Farzanegan, 2011) apply a method
based on genetic algorithms to estimate the
parameters of mathematical models developed for
roller presses, based on the model explained by
Torres and Cassali (Torres & Cassali, 2009).
Tohry (Tohry, Chelgani, Matin, &
Noormohammadi, 2020) presents a predictive model
for power draw prediction based on operating
parameters for an industrial ball mill. Still Tohry
(Tohry, Yazdani, Hadavandi, Mahmudzadeh, &
Chelgani, 2020) demonstrates in another work a
robust artificial intelligence technique to fill gaps
related to the modeling of energy consumption in
high pressure grinding rolls on an industrial scale.
In this context, is evident that there is a need to
develop accurate forecasting models to improve the
operations of roller press. In addition, most
representations of this equipment are based on steady
state models for offline design and optimization,
making them unsuitable for controlling online
process and optimization.
Therefore, this work shows that there is a great
potential yet to be explored in the use of the artificial
intelligence area with the iron ore pressing processes
in the industry.
4 METHODS AND MATERIALS
The data related to the pressing were extracted from
the private base of the pelletizing system of a plant of
a mining company collected at intervals of 10
minutes, over a period of 8 months. The resulting
database is a matrix with 32,998 records (rows) of 16
variables (columns).
Application of Machine Learning Methods to Improve of the Roller Press Performance in the Pelletizing Process
679
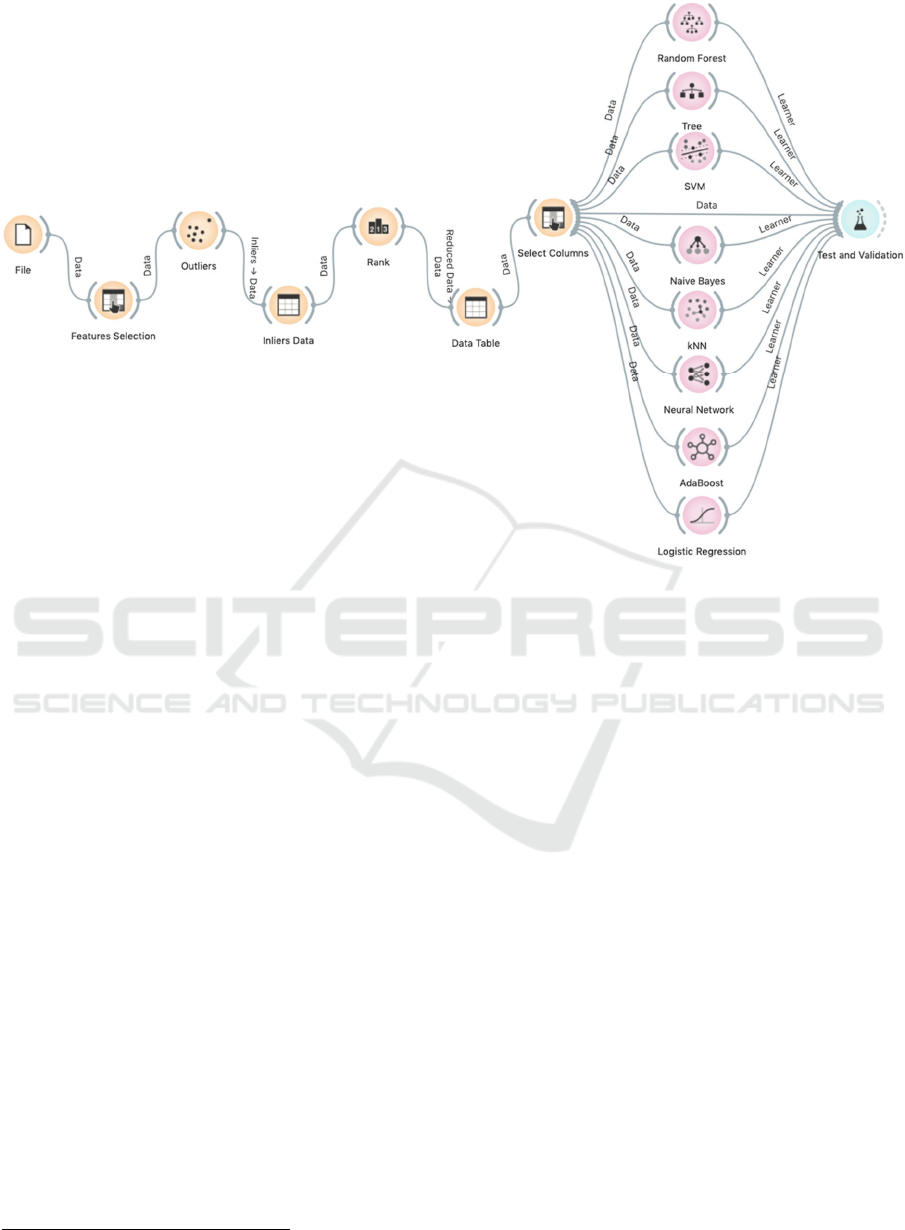
Figure 3: Modeling KDD processes in Orange software, showing all Orange processes and components used for modeling
and project development.
The columns represent the press plant variables.
The data was evaluated using the Knowledge
Discovery in Databases (KDD) process. The Orange
Data Mining
1
software was used for the development
of this work, exploring the components of machine
learning, data mining and libraries for classification
and regression (Viterbo et al., 2016) and (Naik,
2016). Figure 3 shows the flow performed on this
work.
The sequencing of the KDD processes was used
to determine the ranking of the variables of greatest
influence on the specific surface, to obtain the best
classification model and the rules for optimal setup of
the process variables.
The stage of data preparation is essential for this
process, where tools were used for selection (pressing
process rules and filters), outliers detection,
discretization and data normalization. Still according
to Shedroff (Shedroff, 1999), data “are the product of
discovery, research, collection and creation. It is the
raw material we find or create that we use to build our
communications "and information" makes data
meaningful to the public, because it requires the
creation of relationships and standards between the
data.
1
More information at: https://orange.biolab.si
The most significant variables for the gain of the
pressing process were identified using the Rank
component of Orange with evaluation of the selection
methods Information Gain, Information Gain Ratio,
Gini, Anova, chi-square (X2), ReliefF and Fast Based
Correlation Filter (FCBF).
The machine learning models tested were
Decision Tree (Tree), Support Vector Machine
(SVM), Naive Bayes, K-Nearest Neighbors (kNN),
Neural Network, AdaBoost, Logistic Regression and
Random Forest. The evaluation was performed
according to the performance measures CA -
classification accuracy and AUC - area under the
ROC curve.
The cross-validation sampling method for
learning, training and testing of the database was used
during the validation of the methods, with 10 folds as
a parameter.
5 RESULTS
The data were processed using the Outlier component
of Orange to exclude outliers. For each of the 16
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
680

variables, the selection of the Inliers and Outliers data
sets was obtained. Only Inliers data were used.
Comparing the variables “motor current” and
“press trough level”, for example, it is observed that
the Inliers data resulting from the execution of the
One-Class SVM algorithm with non-linear Outliers
detection kernel presents a considerable improvement
for the data set when compared to the original data
from the database (Figure 4). The same happens when
comparing the variables of engine torque, roll
misalignment and oil pressure, which confirms the
reduction of the standard deviation of the values after
the execution of the algorithm and the increase of the
average value due to the concentration of the resulting
data.
Figure 4: Exclusion of outliers of the roller press database.
Values and density of the database of the variable "Press
Silo Level – Instrument 1" in relation to the variable "Motor
Current". Figure A: without data treatment to exclude the
Outliers. Figure B: with data treatment to exclude the
Outliers.
5.1 Identification of the Most
Influential Variables in the
Pressing Process
The ranking of the 8 most significant variables was
performed using the Gain Ratio method. Figure 5
shows the order of significance of the variables.
These results show that the ore moisture is the
variable of greatest interference in this process.
According to Saramak and Kleiv (Saramak & Kleiv,
2013), there is an optimum humidity range for each
granulometric distribution of the feed together, under
a certain operational condition, which directly
interferes with the ore comminution in the roller
press.
Figure 5: Ranking of the 8 most significant variables for the
specific result of the roller press.
The importance of measuring motor current,
ranked second by this method, opens a horizon for
discussion since there is currently no direct reference
to it, that is, it is not attributed the criticality of impact
on the process. This may allow a more careful study
of its impacts on the performance of the press, mainly
because it is an electrical quantity with high
dynamism for control and diagnosis. The engine
torque is the main control variable in the pressing
process used by the specialist system for optimizing
the plant under analysis. Therefore, this result
supports the validation of the control used in the
production process.
The variable of misalignment of the rollers is
related to the granulometric dispersion during the
comminution process, which can occur in the
application of a disproportionate force along the
rollers due to misalignment. This fact directly
interferes in the process of breaking the grains and
consequently in the gain of specific surfaces of the
press. Currently, this variable act only to protect the
equipment. From this result, the influence of this
measure can be discussed in more detail, considering
the degree of significance found.
Another important variable is the silo level,
resulting from the step prior to the pressing process,
the filtration step. This level has a direct impact on
the feed level of the press silo. According to Oliveira
(Oliveira, 2015) the press feed chute cannot limit the
flow of material to the compression zone, which
directly impacts the capacity and performance of this
equipment. Therefore, maintaining a constant level of
supply shows a strong indication and relevance in the
process.
Still according to Oliveira (Oliveira, 2015),
specific capacity is one of the main aspects of press
Application of Machine Learning Methods to Improve of the Roller Press Performance in the Pelletizing Process
681

performance, with granulometric distribution as one
of its factors of great importance. The operational
opening (directly proportional to the gap between the
rollers) has a high degree of influence on the particle
size distribution, being identified in the gap distance
variables on the left and right sides. The fact that they
are ranked in different positions opens up a discussion
about the possibility that the press is working in a
possible state of misalignment.
The oil pressure that is applied to the mobile roller
is another signaled variable with a high degree of
importance, which is responsible for adjusting the
pressure roller increase / decrease over the ore.
The rotation speed is currently used as the
manipulated variable (output variable) of the existing
PID controller (proportional-integral-derivative) to
control the level of the press feed silo (due to the
complexity of measuring this level, two instruments
were installed to validate these values), which aims to
maintain its stability for the ore pressing process.
Both variables were not ranked as the most important
for the process, demonstrating that possibly, due to
the stability of the PID control, it was not possible to
verify high interference of these variables from the
direct gain of the press. The fact that both level
measurements are ranked with the same weight shows
that the model is consistent in the classification and
ranking analysis. The result of classification of
electrical power confirms the low importance of this
quantity, as verified in the process today.
Finally, the result of classification of the ore
granulometry variable does not seem to be in
accordance with the expected, as this is of great
importance in the performance of the process.
According to Campos (T. M. Campos, Barrios,
Bueno, & Tavares, 2017) a series of challenges
involves the process of pressing the pellet feed from
the point of view of the granulometry of the product
and, in some cases, its high humidity. These facts
make it difficult to increase the surface area of the
material and cause greater difficulty in controlling the
process. Therefore, it is concluded that the database
for this variable must be verified and due to the fact
that they are values obtained by measurements
external to the process (information acquired at a very
high frequency), a study in instrumentation is
necessary to enable a measurement that allows data to
be obtained in shorter and more assertive intervals of
time.
Therefore, the results indicate consistency with
the implications of the pressing process and the
knowledge of the criticality classification of the
variables can allow a more assertive and optimized
decision making to improve this process. In addition,
variables that, at first, were not pointed out as
criticisms, they can be objects of study and analysis
for the best performance of the press. This indicates
that the application of ranking models in machine
learning can cooperate to optimize the gain of the
roller press.
5.2 Prediction of Classification of
Specific Press Surface
Comparing the eight machine learning models
evaluated, the Random Forest classifier model
initially presented the best results in terms of
precision, measured by the metrics CA = 0.875 and
AUC = 0.913. Several tests to increase the number of
trees in the Random Forest were performed and there
is stability in the values of CA = 0.901 and AUC =
0.957 after reaching the number of fifty trees. These
values show an excellent discrimination power,
indicating great assertiveness in the prediction of the
specific surface goal (> = 2.100g/cm³).
Table 1: Result of the evaluation of machine learning
methods.
Model AUC CA
Random Forest 0.957 0.901
KNN 0.896 0.845
AdaBoost 0.826 0.859
Tree 0.807 0.860
Neural Network 0.804 0.791
Naive Bayes 0.652 0.727
Logistic Regression 0.647 0.720
SVM 0.443 0.626
The determination of the most significant
variables and the subsequent model obtained by the
Random Forest method in the pressing process
demonstrate its effectiveness in the application of
artificial intelligence methods in the industry. This
result is in line with the result presented by Aldrich
(Aldrich, 2020), showing this technique is constantly
growing for use in analyzes of variable importance in
a wide range of technical disciplines, including the
mineral processing industries, such as in
comminution processes, object of this study. Still
according to Tohry (Tohry, Chelgani, et al., 2020),
the use of the Random Forest model can greatly
improve the prediction of the ball mill`s energy
consumption in mineral processing plants,
reinforcing the wide applicability of the techniques
used in this work.
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
682

5.3 Validation of the Classification
Model of the Specific Press Surface
To validate the Random Forest model for
classification of the specific press surface, a new
database, with 1015 records, was used. The overlap
between the real and predicted values by the model
results in 93.69% of assertiveness.
Therefore, the model achieves the utilization
objective for a prediction of the press performance in
the process with high assertiveness, enabling its
application for measurement and adjustments in a
more agile way and, consequently, the improvement
for greater operational efficiency (Figure 6).
Figure 6: Comparison of real data (red) with the result
obtained by the Random Forest prediction model (blue).
5.4 Identification of Optimal Setup
Rules for Press Operation
The results that establish several rules to reach the
target of the specific surface value (values> = 2.100
g/cm³) were obtained from the Orange Pythagorean
Forest and Tree Viewer. Figure 7 shows 8 of the 50
trees generated by the model.
Figure 7: Pythagorean trees from the Random Forest model.
The tree selected for extracting the information in the Tree
Viewer component is highlighted, with the darker colors
being the branches that guide to reach the goal of the
prediction model.
A part of tree with the variables used for decision
making, containing the varied and conclusive results
to achieve the model's objective, is shown in Figure
8.
Figure 8: Decision tree levels from the Random Forest
model. Detail of part of the decision tree, three depth levels,
obtained from the result of the Random Forest model.
Highlighted is one of the final nodes to achieve the “target”
for the specific surface value. The variables belonging to
each square in the figure demonstrate the variables that are
used for decision making to achieve the goal of the model.
The 50 trees generated produce numerous
decision rules, varying the number of rules for each
of the trees. The Random Forest model creates several
smaller decision trees by selecting random subsets of
the characteristics in order to form a forest of trees
that make up the global solution. One of the rules
obtained from the example of one of the small
decision trees comprises 7 of the 8 characteristics
mapped in the model (Figure 9).
This result shows the values to be evaluated
during the operation of the press, allowing to know
some of the best setups for each verified condition. A
priori, the rule extracted from the model may allow a
control of the oil pressure variable when the roll
misalignments greater than 0.13 mm and less than
0.70 mm occur or when the gap on the left side of the
press exceeds the 5.44 mm value. So, for both
conditions above, the oil pressure increase must be
carried out until reaching a value greater than 94
kgf/cm² conditioned to the increase in torque (greater
than 82.01% and less than 82.45%) and motor current
(greater than 179.17 A), this when the ore feed flow
for the pressing process is greater than 604 t/h and
less than 633.85 t/h.
Figure 9: Result of decision tree obtained by the Random
Forest model. Detail of a small tree with highlighted
window shows one of the rules for reaching the goal of the
model, showing the values (normalized) of each variable to
be controlled to obtain the expected result for the process.
Application of Machine Learning Methods to Improve of the Roller Press Performance in the Pelletizing Process
683

Therefore, from the discussion of this rule, one
realizes the power of analysis that is provided by the
machine learning model. The use of these models
demonstrates the ability to make decisions in the face
of varied process conditions and the correlation
between the most significant variables, allowing
gains with adjustments that drive the optimization of
the expected result of the press.
6 CONCLUSIONS
The results of this work make it possible to speed up
the predictive analysis of the performance of the roller
press, automating the correlation of information from
the various available systems and enabling the
diagnosis of the press performance in real time,
meaning a great advance since currently this
performance needs an analysis laboratory with results
available only in an interval of 4 hours.
In addition, it shows effective results of a
multivariate analysis, contrasting the human limitation
for the evaluation of numerous parameters. Thus, this
work allows the decision making of the technical and
operational team to be strengthened in order to support
the challenge of reducing costs and increasing revenue
and quality of the production process.
The applicability in the industry as well as its
scalability are highly possible, since the possibility of
implantation can be applied and customized for other
existing roller presses, for the other different
equipment in the pelletizing process (such as ball mill,
filters, pelletizing discs and others) and even different
processes, as long as they are evaluated for each need
and peculiarity.
Besides that, the prediction of the process
performance can open a wide discussion and
possibility of study for the prediction of the useful life
of this equipment adopting the various machine
learning techniques.
ACKNOWLEDGEMENTS
This study was financed in part by the Coordenação
de Aperfeiçoamento de Pessoal de Nível Superior -
Brasil (CAPES) – Finance Code 001, the Conselho
Nacional de Desenvolvimento Científico e
Tecnológico (CNPQ), the Fundação De Amparo a
Pesquisa Do Estado De Minas Gerais -
FAPEMIG grant code APQ-01331-18, the Instituto
Tecnológico Vale (ITV), the Universidade Federal de
Ouro Preto (UFOP) and Vale S.A.
REFERENCES
Aldrich, C. (2020). Process Variable Importance Analysis
by Use of Random Forests in a Shapley Regression
Framework. Minerals 10, 5. doi:https://doi.org/
10.3390/min10050420
Barrios, G., Tavares, M., Pérez-Prim, J. (2014). High
pressure grinding rolls simulation using the discrete
element method dynamic coupling interface. Paper
presented at the XXVII International Mineral
Processing Congress, Santiago, Chile.
Campos, T. M., Barrios, G. K. P., Bueno, G., & Tavares, L.
M. (2017). Desafios na modelagem da capacidade e
potência consumida da prensa de rolos. XXVII
Encontro Nacional de Tratamento de Minérios e
Metalurgia Extrativa, 1743-1753.
Campos, T. M. (2018). Modelagem matemática da prensa
de rolos aplicada à cominuição de minério de ferro.
Universidade Federal do Rio de Janeiro,
Hasanzadeh, V., & Farzanegan, A. (2011). Robust HPGR
model calibration using genetic algorithms. Minerals
Engineering, 24, 424-432. doi:10.1016/j.mineng.
2010.12.004.
Naik, A., Samant, L. (2016). Correlation Review of
Classification Algorithm Using Data Mining Tool:
WEKA, Rapidminer, Tanagra, Orange and Knime.
Procedia Computer Science, 85, 662-668. doi:10.1016
Oliveira, R. N. M. d. (2015). Performance analysis of the
HRCTM HPGR in pilot plant. (Master). Universidade
de São Paulo, São Paulo.
Saramak, D., & Kleiv, R. A. (2013). The effect of feed
moisture on the comminution efficiency of HPGR
circuits. Minerals Engineering, 43-44, 105-106.
Shedroff, N. (1999). Information Interaction Design: A
Unified Field Theory in Design. In R. JACOBSON (Ed.),
Information Design (pp. 267-292): The MIT Press.
Silva, L. (2008). Influência da umidade no processo de
pelotização. Faculdade do Centro Leste – UCL.
Tohry, A., Chelgani, S. C., Matin, S. S., & Noormohammadi,
M. (2020). Power-draw prediction by random forest
based on operating parameters for an industrial ball mill.
Advanced Powder Technology,, 31, 967-972.
Tohry, A., Yazdani, S., Hadavandi, E., Mahmudzadeh, E., &
Chelgani, S. C. (2020). Advanced modeling of HPGR
power consumption based on operational parameters by
BNN: A “Conscious-Lab” development. Powder
Technology, 381. doi:10.1016/j.powtec.2020.12.018
Torres, M., & Cassali, A. (2009). A novel approach for the
modelling of high-pressure grinding rolls. Minerals
Engineering, 22, 1137–1146.
Viterbo, J., Boscarioli, C., Bernardini, F., & Teixeira, M.
(2016). Avaliação de Ferramentas de Apoio ao Ensino
de Técnicas de Mineração de Dados em Cursos de
Graduação. In Anais do XXIV Workshop sobre
Educação em Computação, (pp. 11-20). Porto Alegre:
SBC. doi:10.5753/wei.2016.9644.
Vyhmeister, E., Reyes-Bozo, L., Rodriguez-Maecker, R.,
Fúnez-Guerra, C., Cepeda-Vaca, F., & Valdés-
González, H. c. (2019). Modeling and energy-based
model predictive control of high pressure grinding roll.
Minerals Engineering, 134.
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
684
