Conveyor Belt Longitudinal Rip Detection Implementation with Edge AI
Emerson Klippel
1 a
, Ricardo Augusto Rabelo Oliveira
2 b
, Dmitry Maslov
3 c
,
Andrea Gomes Campos Bianchi
2 d
, Saul Emanuel Delabrida Silva
2 e
and Charles Tim Batista Garrocho
2 f
1
Vale Company, Parauapebas, Para, Brazil
2
Computing Department, Federal University of Ouro Preto, Ouro Preto, Minas Gerais, Brazil
3
TinkerGen, Seeed Studio, Shenzhen, China
Keywords:
Deep Neural Network, Device Edge, Rip Detection, Conveyor Belt.
Abstract:
Failures in the detection of longitudinal rips on conveyor belts are events considered catastrophic in mining
environments due to the financial losses caused and the exposure to safety risks of the maintenance teams. The
longitudinal rip detection technologies used today have limitations, being the most reliable systems expensive
and complex and the simplest and cheapest systems unreliable. In view of this scenario, we studied the
implementation of a longitudinal rip detection solution based on images of the conveyor belt. The images
will be collected in real time and inference, rip detection, will be carried out locally using a deep neural
network model executed on device edge. The results obtained with the prototype, in controlled field tests,
were satisfactory and showed the feasibility of using deep neural network algorithms executed on device edge.
These results encourage the development of a complete solution for the detection of defects in conveyor belts
considering all the operational conditions found in the mining environment.
1 INTRODUCTION
One of the main assets used in iron processing plants
are conveyors. Even in medium-sized plants there are
more than a dozen kilometers of this equipment in-
stalled and in continuous operation. The main compo-
nent of these conveyors is the vulcanized rubber belts
with an internal steel or canvas structure.
The sensitivity to damage by the conveyor belts by
piercing and cutting elements is notable, especially
in transfer houses where the material transported by
the belts is transferred between them. In these places
the material being carried and metal scraps can get
stuck, acting as blades, causing longitudinal cuts in
the conveyor (Hardyg
´
ora et al., 1999).
Situations in which longitudinal rips conveyors
cause large losses in belts are common, including total
losses with impacts related to risk exposure by main-
a
https://orcid.org/0000-0003-0312-3615
b
https://orcid.org/0000-0001-5167-1523
c
https://orcid.org/0000-0002-9888-6107
d
https://orcid.org/0000-0001-7949-1188
e
https://orcid.org/0000-0002-8961-5313
f
https://orcid.org/0000-0001-8245-306X
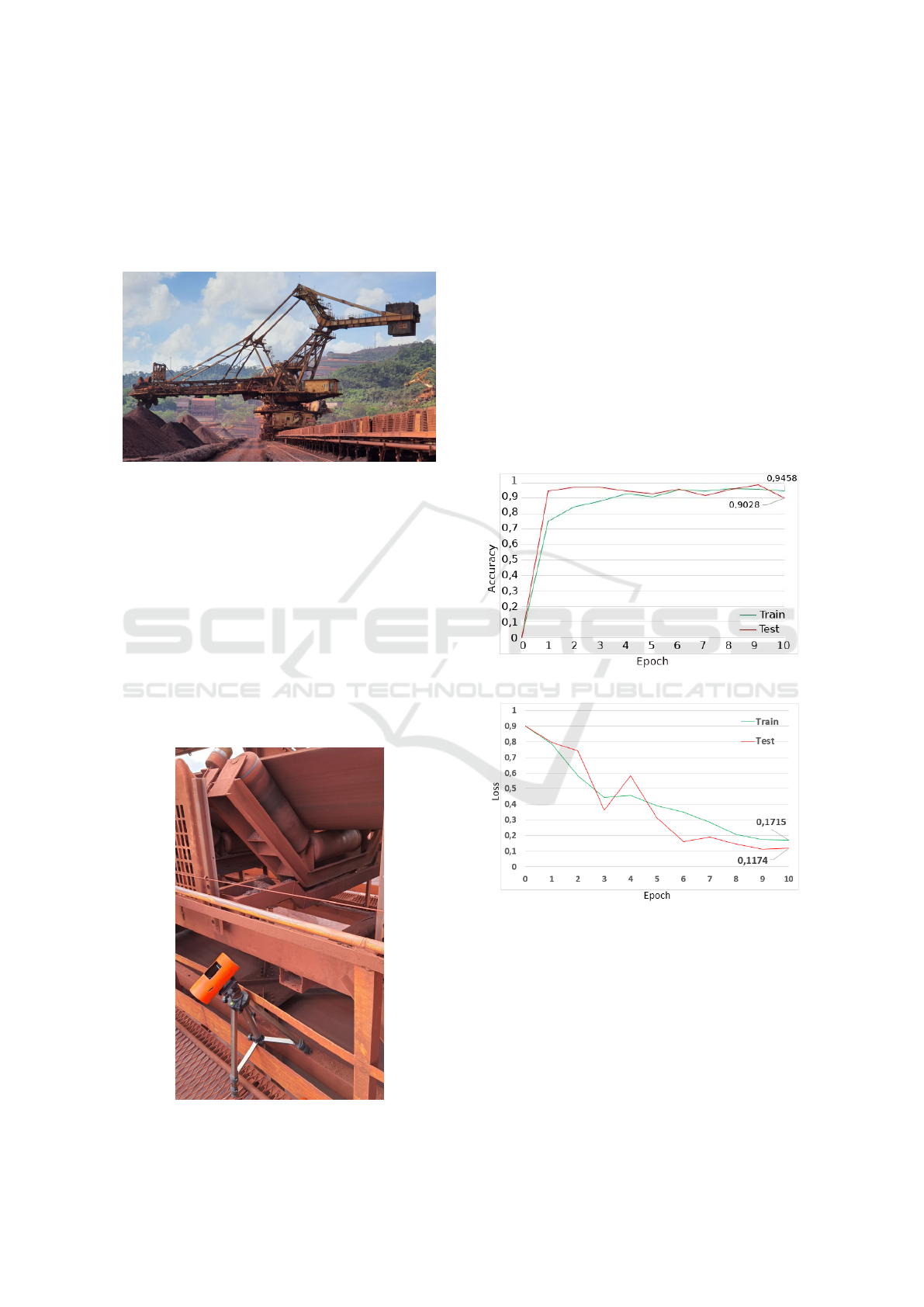
tenance teams and financial losses due to belt repair
and production losses. The Figure 1 shows a belt slot
with total loss of the asset.
The most common belt tear sensors found in the
iron ore mining environment are electromechanical
and electronic. Electromechanical devices are not
very reliable since they need a direct interaction be-
tween the tear or its effects and the sensor, on the
other hand they are inexpensive and easy to maintain.
Electronic sensors are more reliable but have a high
cost and require the installation of sensor elements in
the belt structure, not allowing the interchangeability
of belts in case of maintenance demands (Gruenhagen
and Parker, 2020).
Figure 1: Image of total loss on conveyor belt by rip.
496
Klippel, E., Oliveira, R., Maslov, D., Bianchi, A., Silva, S. and Garrocho, C.
Embedded Edge Artificial Intelligence for Longitudinal Rip Detection in Conveyor Belt Applied at the Industrial Mining Environment.
DOI: 10.5220/0010447204960505
In Proceedings of the 23rd International Conference on Enterprise Information Systems (ICEIS 2021) - Volume 1, pages 496-505
ISBN: 978-989-758-509-8
Copyright
c
2021 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
The objective of our work is to detect longitudinal
rips in conveyor belts using images of its surface cap-
tured in real time and a model of deep neural network
(DNN). This model will make inferences locally us-
ing a device edge without the need for centralized pro-
cessing. This capture of images in real time and exe-
cution of the model locally are the main differences of
the work when compared to other detection solutions
based on image with centralized processing.
The local inference of the model, with all the pro-
cessing being carried out on the device edge is im-
portant taking into account the restrictions of connec-
tivity to the existing network in the case of conveyor
belts (Jurdziak et al., 2018).
In general, our work brings an approach based on
the AI on Edge paradigm for the solution of an impor-
tant problem in the iron ore processing industry. More
specifically, our solution proposal utilizes the poten-
tial of decentralized processing of DNN models run-
ning on device edge, eliminating restrictions on lack
of connectivity and communication latency, allowing
for real-time actions, necessary for the type of solu-
tion proposed here.
2 THEORETICAL REFERENCE
The evolution of artificial intelligence algorithms,
mainly after the development of deep learning algo-
rithms and the hardware optimizations for the exe-
cution of these models, has allowed everyday tasks,
previously considered feasible only by humans, to be
efficiently performed by machines. This work item
addresses, not exhaustively, the theoretical foundation
for deep learning and edge AI device.
2.1 Deep Neural Network
Modern artificial intelligence models have dozens of
layers, thousands of neurons and millions of trainable
parameters. This coupled with training techniques
using massive volumes of data and specialized hard-
ware for both training activities and model inference
led to deep learning algorithms or deep neural net-
work (DNN). These algorithms have become practi-
cally standard for systems that involve image classifi-
cation and detection (Koul et al., 2020).
Deep learning models with convolutional layers
are used to detect and classify images. These layers
work as filters, extracting characteristics from the im-
ages(Krizhevsky et al., 2017). In the implementation
of deep learning optimization techniques are used in
order to reduce the size of the model and its process-
ing demand, among them we have dropout, parame-
ter sharing and rectified linear units (ReLU) activation
functions (Krizhevsky et al., 2017).
An important concept used in DNN is that of
knowledge transfer. This technique allows the use of
previously trained models from specific datasets, sim-
plifying the final training process. In this case, it is
not necessary to carry out the training from scratch,
reducing the size of the datasets and consequently
the training time and complexity (Krizhevsky et al.,
2017).
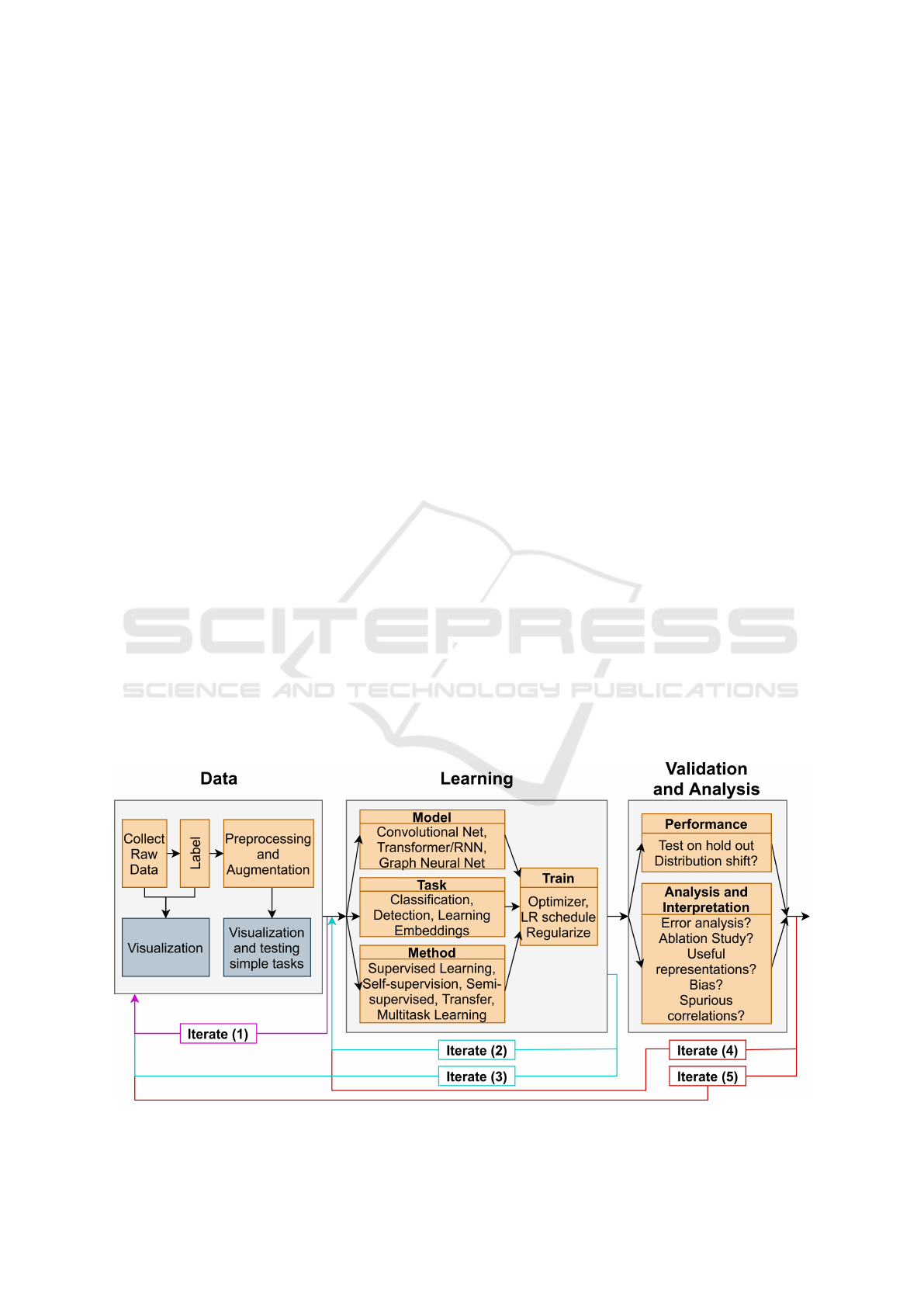
The implementation of the deep learnig algo-
Figure 2: Stages of DNN implementation.
Embedded Edge Artificial Intelligence for Longitudinal Rip Detection in Conveyor Belt Applied at the Industrial Mining Environment
497
rithms can be divided into three stages as can be seen
in Figure 2. The first step consists of processing the
data to be used in the training process. In the second
stage, the models to be used are defined considering
the task to be performed, the training methods, its ex-
ecution and optimization. In the third stage, perfor-
mance tests are carried out in a set of analyzes that
aim to detect generalization capacity, bias and spuri-
ous correlations(Raghu and Schmidt, 2020).
2.2 AI on Edge
The edge computing paradigm was born from the
current demand for decentralized processing, mainly
considering the volume of data produced by the In-
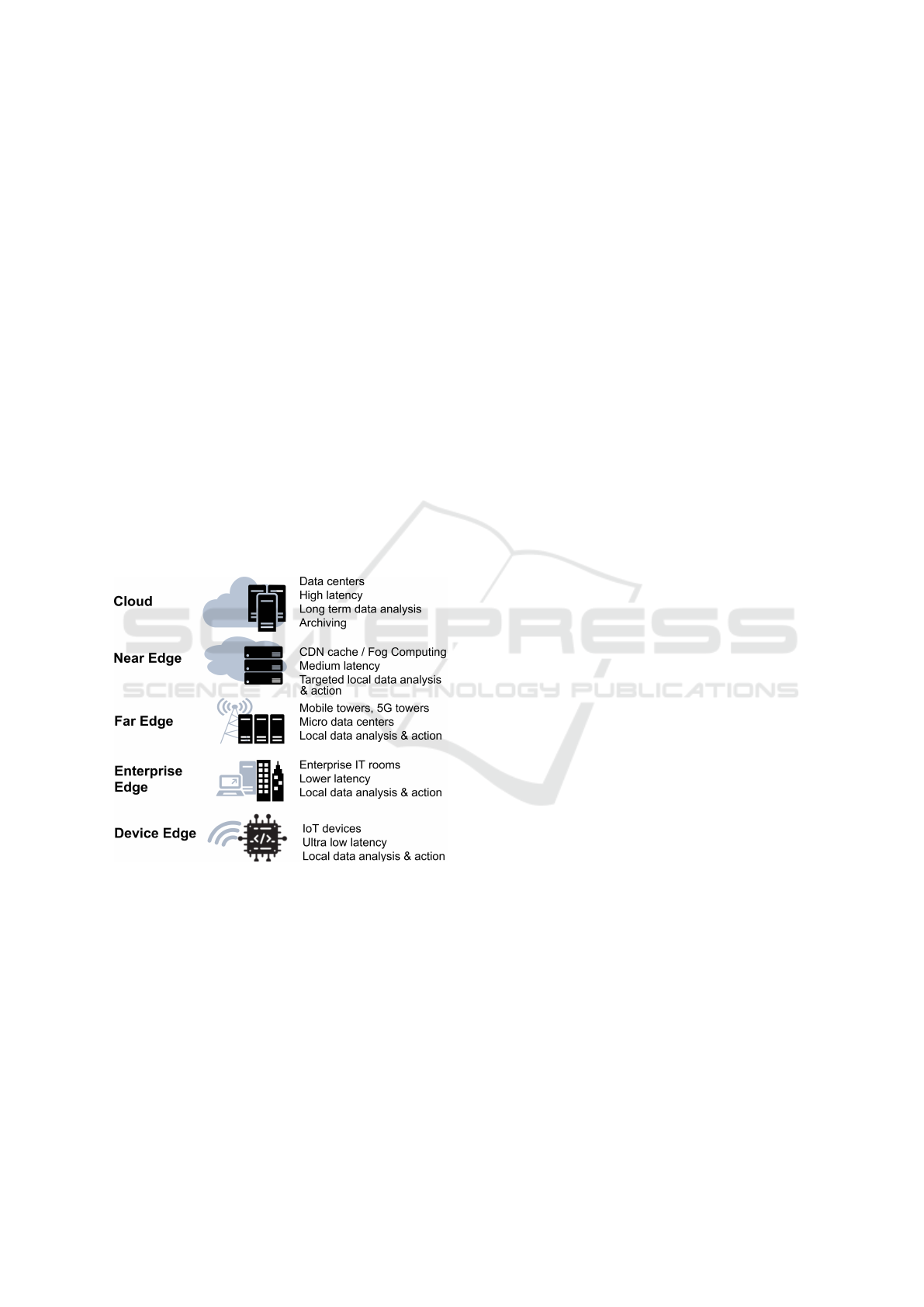
ternet of Things (IoT) devices. At a high level, edge
computing can be divided into Device Edge, Enter-
prise Edge, Far Edge, and Near Edge. We can see
these levels in Figure 3. Devices Edges are closer to
the real physical world, collecting information from
the environment, processing these locally and taking
actions that interact directly there (Bertino and Baner-
jee, 2020).
Figure 3: Edge computing classification.
The convergence between AI and device edge cre-
ates a new field of studies and application develop-
ment, called AI on Edge. In these studies, efforts are
concentrated on the design of training and inference
frameworks, adapting the models and accelerating the
hardware for use with AI(Deng et al., 2020b).
The adaptation of models and training and infer-
ence frameworks are being carried out by device Edge
manufacturers for AI applications. In our studies, we
verified the existence of solutions such as the soft-
ware of the Google Coral platform (LLC, 2020), the
nncase compiler (Sunnycase, 2020), and the Open-
Vino toolkit from Intel (Corporation, 2020). The pur-
pose of these solutions is to adapt models trained in
the cloud or in hardware with a high processing power
for later use in Edge AI, devices with limitations in
processing capacity and memory.
Processors for AI on Edge applications are built
taking into account energy constraints, memory ca-
pacity and processing speed. The optimization of
these processors for the execution of AI algorithms
concerns the architecture of memory and the paral-
lelism of logical operations. (Deng et al., 2020a).
The generic architecture of a neural network ac-
celerator can be seen in Figure 4 being composed
of an array of processing elements (PE), each with
a small memory buffer, a global buffer for compen-
sating latency for accessing external memory. The PE
process the input and output activation functions, the
network weights, and the sum result function. The
joint execution of these functionalities by the PE al-
lows the implementation of the convolution, polling,
and feedforward processes of the deep neural net-
works (Deng et al., 2020a).
3 RELATED WORK
Techniques with the use of computer vision, computer
hearing and deep neural network to detect equipment
failures in an industrial environment are proposed by
several authors. In this topic we cover some of these
applications.
One of the proposals for the detection of longitudi-
nal rip in conveyor belts is the use of computer vision
combined with laser light to detect the failure. The
belt is illuminated by a laser on its surface opposite
the load region, a CMOS matrix captures the image
formed by the laser trace. This image goes through
filters and distortions in the design line by the laser
are extracted and detect the failure. In simulations, the
system showed the ability to detect with tears quickly
and with accuracy (Xianguo et al., 2018). In an-
other approach, the accuracy of 86.7% was obtained
in laboratory tests of the detection system based on
the combination of sounds and images. In this sys-
tem, real-time images obtained from the bottom of
the belt are processed with the application of filters,
binarization and bit counting, this counting is associ-
ated with the existence or not of tears in the image.
At the same time the noise produced by the belt is
captured close to the camera’s installation point, this
signal is processed using Mel-Frequency Cepstral Co-
efficients (MFCC) and Gaussian Mix Model - Univer-
sal Background Model (GMM-UBM) to identify pos-
sible signatures that can identify a tear. Video and au-
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
498

Figure 4: The typical digital architecture of neural accelerators.
Table 1: Device edge comparison.
Raspberry Pi 3 Jetson Nvidia Nano SiPEED MAiX BiT
Processor ARM Cortex A53 Quad-core a57 K210 RISC V
Clock (GHz) 1.2 1.43 0.40
RAM (GB) 1 4 0.008
AI resources NA GPU KPU
OS / Language Raspian / Python Ubuntu / SDK JetPack uPython
GPIO pins 40 40 48
Power rating (W) 15 10 5
Dimensions (mm) 85x56x17 100x80x29 52x39x10
Costs (US$) 75.00 194.00 21.00
dio processing information is combined to determine
the presence or absence of rip in conveyor belt(Hou
et al., 2019).
For the detection of dirt in the belt conveyor struc-
tures based on images, convolutional neural networks
were used with promising results (Santos et al., 2019).
ResNet18 and VGG16 architectures were used. These
models were trained from 73 photographs of clean
and dirty conveyor structures. Data augmentation
techniques were used to increase the generability of
trained models. Accuracy results of 95.5% were ob-
tained for the VGG16 mode and 81.8 % for ResNet.
study where YOLO (You Only Look Once) and
Faster R-CNN (Faster Region Convolutional Neu-
ral Network) models were used to detect damage on
paved roads and highways obtained satisfactory re-
sults with a precision of 93% and F1 (Overall Accu-
racy) and 84% for YOLO and precision of 75% and
F1 of 65% for Faster R-CNN (Majidifard et al., 2020).
For the construction of the training dataset, 7,237 im-
ages from the Google Street View were used. Each
of these images was classified by a human specialist
among 9 categories. This study is relevant to our work
due to the fact that the image of the damage to the as-
phalt of the street is similar, in aspect, to the damage
found in conveyor belts.
4 DEEP NEURAL NETWORK IN
EDGE AI
For the use of DNN at Edge, the platforms available
on the market at the time of the start of the work
were evaluated. The one with the best cost-benefit
ratio was the MAiX BiT board from the manufac-
turer SiPEED. The relevant characteristics evaluated
for choosing the board, considering the scope of the
work, are shown in the Table 1.
Below we discuss the main elements of SiPEED
architecture used in the implementation of our work.
4.1 SiPEED Architecture
The core of the SiPEED MAiX BiT board is the K210
Kendryte System on Chip (SoC) designed specifically
for computer vision and hearing applications, in addi-
tion to having an accelerator for convolutional neural
Embedded Edge Artificial Intelligence for Longitudinal Rip Detection in Conveyor Belt Applied at the Industrial Mining Environment
499

Figure 5: KPU block diagram.
networks. The K210 block diagram is shown in Fig-
ure 6.
Figure 6: Block diagram of K210.
SiPEED boards can be programmed using C or Mi-
cropython programming languages, C SDK and Mi-
cropython firmware both have a specific set of li-
braries for manipulation of convolutional neural net-
works, computer vision, and sound or voice. When
flashed with Micropython firmware, SiPEED boards
can be programmed using MaixPy IDE, an integrated
development environment derived from OpenMV,
that allows connection to the device, code execution,
and debugging with visual feedback.
The K210’s convolutional neural network accel-
erator is the Knowledge Processor Unit (KPU) be-
ing prepared to perform convolution, batch normal-
ization, activation and pooling operations. The KPU
can be interfaced directly with the Digital Video Port
(DVP) for real-time applications. Figure 5 shows the
K210 Kendryte KPU block diagram.
The KPU supports a wide range of tensor oper-
ations used in common network architectures, such
as Conv2D, DepthwiseConv2D, MaxPool2D, Relu6,
and others(20+ in total). Model compilation to K210
format(.kmodel) is performed using nncase software
developed by the K210 manufacturer. The manufac-
turer of the K210 is the Chinese company Cannan
Creative.
4.2 Training Framework
The aXeleRate framework was used in training the
deep learning model implemented in Edge AI. aXel-
eRate is based on Keras-TensorFlow and consists of
a set of scripts optimized to be executed in a jupyter
notebook running on the Google Collaboratory plat-
form (Maslov, 2020).
AXeleRate has a modular structure, allowing
users to combine different frontend architectures with
a variety of feature extractors, such as MobileNet,
NASNetMobile, ResNet, and others. Frontend de-
fines the format of data output by model - in aXel-
eRate users can choose between a classifier, YOLOv2
detector, and SegNet-basic semantic segmentation
network.
The data in front of the images are preprocessed
and fed into the feature extractor part of the network.
The resulting feature vectors are used by the network
frontend to classify the image, output the bounding
boxes or segmentation masks, depending on the type
of frontend.
The main feature of aXeleRate is the automatic
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
500
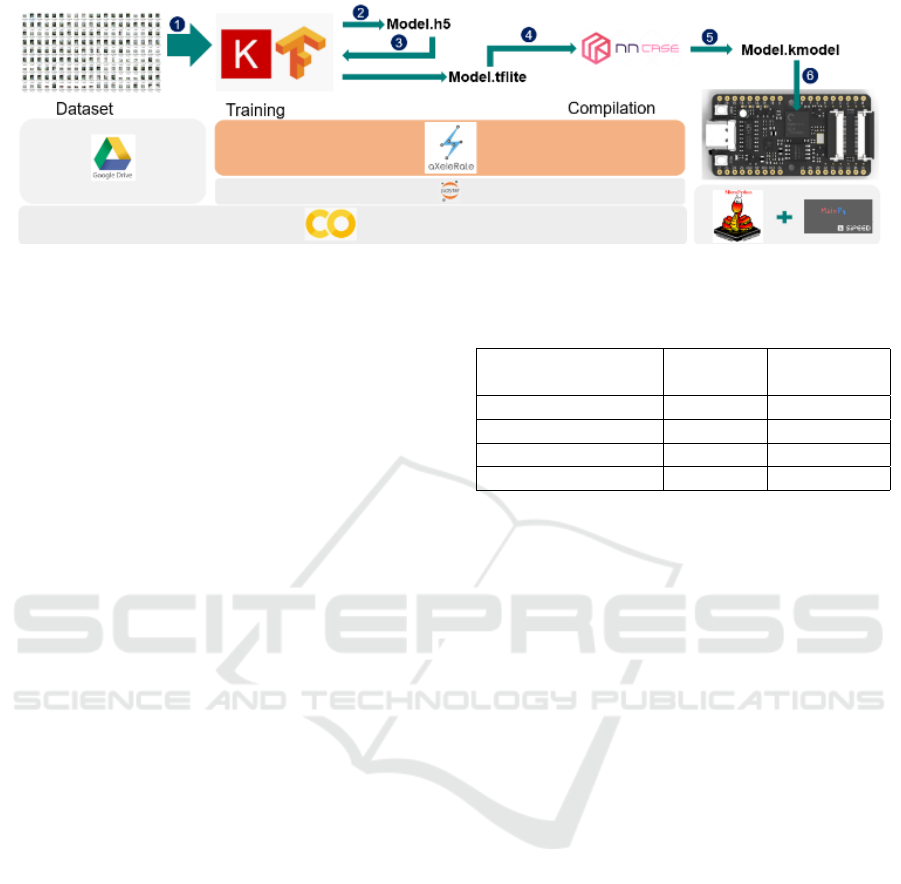
Figure 7: Training and compilation with aXeleRate.
conversion of trained models to the necessary format
for later use on Edge AI devices. The Edge AI de-
vices ecosystem is currently very fragmented, each
device requires the model to be converted into its own
format in order to accelerate inference. The conver-
sion is done using different tools that are often not
compatible with each other. For example, K210 uses
nncase converter, Nvidia Movidius chips use Open-
VINO toolkit and Google Edge TPU uses a propri-
etary model compiler. aXeleRate aims to make the
process of model training and conversion to different
formats for hardware-accelerated inference more con-
venient and less time-consuming for the end-user.
The process of using aXeleRate is shown in Figure
8 with the main steps indicated by the blue circum-
ferences The first step consists of loading the images
from the dataset stored in Google Drive for training
in the TensorFlow-Keras framework (indication 1).
After training, the model is delivered in .h5 format,
for classifiers (indication 2). Next, the .h5 model re-
turns to TensorFlow (indication 3), to be converted to
.tflite format (indication 4), and then to be compiled in
nncase. The nncase compiler performs the compres-
sion, parameterization, and compilation of the model
to the .kmodel format (indication 5). The .kmodel
model is executed by the KPU from the device’s SD
card (indication 6).
4.3 DNN Selection
In selecting the model, we take into account the mod-
els that can be compiled by nncase. Among these
models, we selected MobileNet due to its architec-
ture being efficient in terms of fine-grained recogni-
tion, accuracy, and low computational cost(Howard
et al., 2017). The comparison between the different
versions of MobileNet and the fine-grained recogni-
tion benchmark, in this case Inception v3, is shown in
Table ref tab: tab2. The Stanford Dogs dataset was
used to assess this capacity of the compared networks
Table 2: Model Comparison using Stanford Dogs, (Howard
et al., 2017).
Model
Top 1
Accuracy
Million
Parameters
Inception v3 84% 23.2
1.0 MobileNet-224 83.3% 3.3
0.75 MobileNet-224 81.9% 3.3
1.0 MobileNet-192 81.9% 1.9
5 METHODOLOGY
This section describes the training methodology for
the deep neural network, building the Edge AI proto-
type and field tests for the study.
5.1 Edge AI Prototype Construction
The prototype was built with the SiPEED board to
carry out field tests and capture images of the con-
veyor belt. A prototype was built from the SiPEED
board to obtain photos of the belt and field tests. In
the prototype, the SiPEED was protected from the ex-
isting dust and moisture near the conveyor belt. The
final structure of the prototype is shown in Figure 8.
The set thus built was installed on a tripod to allow
correct positioning and mobility between tests. In the
enclosure, fault indication LEDs were installed to fa-
cilitate the monitoring of the tests. The SiPEED elec-
trical supply was provided by a 5V and 10A power
bank installed inside the enclosure.
For the tests, three Python scripts were developed.
The first to capture photos in the field with 224x224
resolution and storage on the SD card. The second
for testing the model from the validation dataset pre-
viously stored on the SD card. The third for damage
classification tests in the field with storage of the clas-
sified photos with this situation on the SD card.
Embedded Edge Artificial Intelligence for Longitudinal Rip Detection in Conveyor Belt Applied at the Industrial Mining Environment
501

Figure 8: Edge AI prototype.
5.2 Training the DNN
The data set was developed to train the deep learning
model. For the dataset 396 photos of the damaged
belt (tear) and 396 photos of the normal belt were
taken. The damage simulations were carried out by
the maintenance team, Figure 9, and pictures of these
situations were taken with the belt stopped and in mo-
tion.
Figure 9: Edge AI prototype.
The photos were taken with SiPEED itself using the
224x224 resolution appropriate to the MobileNet in-
put format. Examples of these images are shown in
Figure 10. The images of each class were divided into
training images 360 and 36 verification images.
(a) Without tear. (b) With tear.
Figure 10: Images of conveyor belt.
The 0.75 MobileNet architecture was configured as a
classifier, with 224 inputs, 1 standard convolutional
layer, 26 depthwise layers followed by batch nor-
malization and ReLU activation function and 2 fully-
connected layers with 100 and 50 neurons, and a
dropout of 0.5. The training was carried out using
aXeleRate / Keras-TensorFlow in Google Colabora-
tory. The training was carried out in 10 epochs and the
learning rate adopted was 0.001. The initial weights
of the model are loaded considering previous training
with the ImageNet dataset.
5.3 Experiments
For the analysis of results, it used confusion matrices
with that of Figure 11 at the same time that they used
the parameters precision (1), recall (2), and overall
accuracy F1 (3). Where TP is truly positive, FP is
false positive, TN is true negative and FN is a false
negative.
precision =
T P
T P + FP
(1)
recall =
T P
T P + FN
(2)
F1 =
2 ∗ precision ∗ recall
precision + recall
(3)
Figure 11: Confusion matrix definition.
For DNN performance tests on the Edge device the
same images used in the validation of the training
performed by aXelerate are stored on the SD card of
the SiPEED board. From these images the inference
is made by the model compiled and executed in the
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
502
KPU. The classification results are stored in a txt file
for further analysis.
In the field tests we used the third script, the tests
were conducted on the conveyor belt of a bucket re-
claimer in the process of demobilization, in Figure 12
shows the equipment in question.
Figure 12: Bucket reclaimer used for field tests.
A single prototype (one sensor) was positioned close
to the belt so that the left side of the belt and half of
its center were in the SiPEED’s field of view, Figure
13. The maintenance team simulated cuts in the belt
and it was activated so that cuts would pass in front of
the prototype. It was defined that each simulated cut
would pass in front of the prototype 10 times. For
each detection, correct or not, the image would be
stored. Timed photos every 10s were also taken by
the prototype for future use.
During the positioning of the prototype, care was
taken to minimize environmental influences such as
shadows and glare, both by natural and artificial light.
Figure 13: Instalation position of prototype.
6 RESULTS
This section presents the results of the field tests with
the prototype and the general performance of the deep
neural network model. Validation of the model com-
pilation process is also addressed.
6.1 Trained Model Results
The entire training process for the MobileNet-224
model was carried out on the aXeleRate platform us-
ing the previously prepared belt tear image dataset.
The weights backend used in the training was based
on the ImageNet dataset. The training was carried out
in 10 times taking 3 minutes in the process and reach-
ing the 94.6% accuracy shown in the Figure 14 and
the loss during the training is shown in the Figure 15.
Figure 14: Training graph.
Figure 15: Loss graph.
The model was evaluated using the set of verification
images separate from the original dataset. Altogether
there were 36 images with tears and 36 without tears.
The confusion matrix is shown in Figure 16. The per-
formance indicators can be seen in Table 3.
6.2 Performance of AI ond Edge
The same set of images used in the training validation
of the MobileNet 0.75 neural network model was an-
Embedded Edge Artificial Intelligence for Longitudinal Rip Detection in Conveyor Belt Applied at the Industrial Mining Environment
503
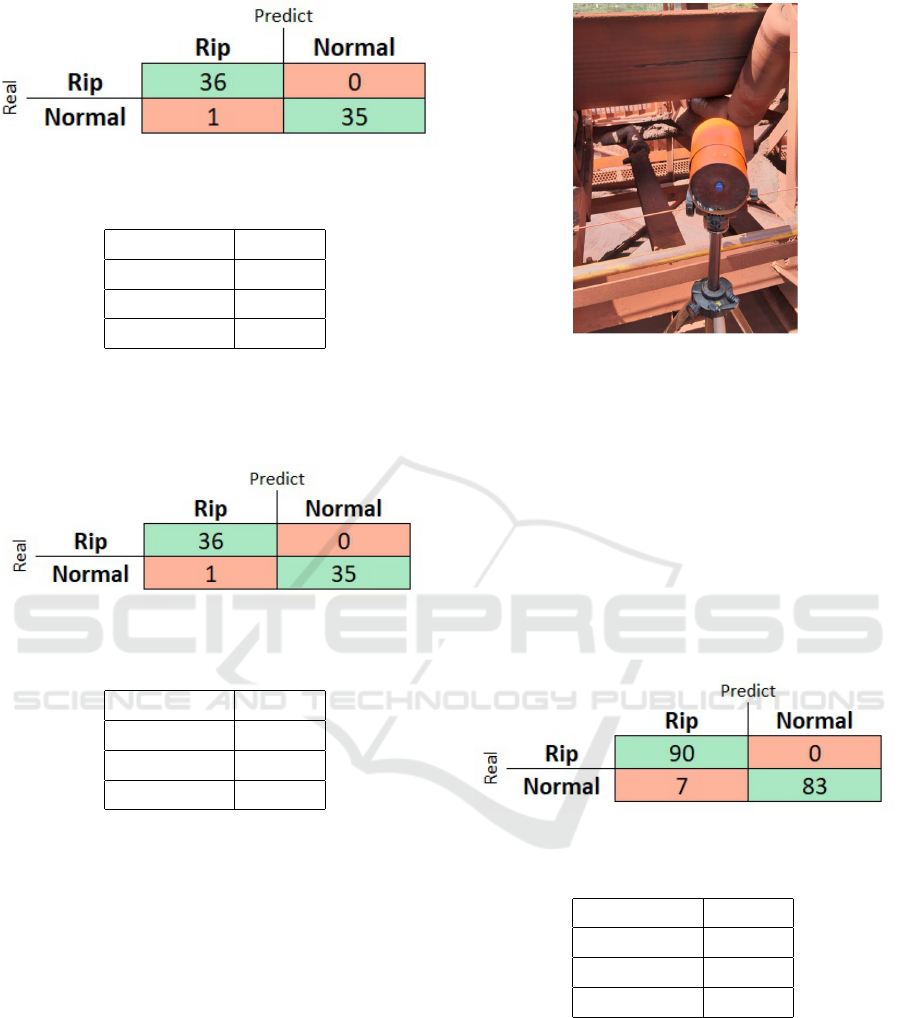
Figure 16: Validation confusion matrix - Google Colab.
Table 3: Model Results in Google Colab.
Indicator Value
Precision 100%
Recall 97%
F1 99%
alyzed by the SiPEED MAiX BiT board, loaded with
that optimized model. The results obtained are shown
in Figure17 and Table 4.
Figure 17: Matrix confusion model execution in SiPEED.
Table 4: Model Results in SiPEED.
Indicator Value
Precision 100%
Recall 97%
F1 99%
When we compare the results obtained in the valida-
tion of the aXeleRate training process, Table 3, with
the results of the model validation in SiPEED, Table
4, they are the same indicating that the compaction
process performed by nncase in compiling the model
for use by KPU did not cause losses in its indicators.
6.3 Performance of Field Tests
The field experiments were carried out in 9 campaigns
where the prototype was installed close to the belt so
that the simulated tears in the belt were in the sensor’s
field of view. The installation location of the belt is
shown in Figure18.
In the tests 10 regions with tears and 10 regions
without tears were presented for the prototype. Both
for tear detection situations and for normal belt sit-
uations, the prototype took pictures of the belt. The
Figure 18: Field installation.
tests were conducted under lighting conditions rang-
ing from 800 to 10000 lux. The SiPEED imaging rate
was 6 fps during the tests. The 9 experiments totaled
180 exposures with the results presented in the confu-
sion matrix of Figure 19 and the performance of Table
5. Images of the prototype classifying the belt situa-
tion are shown in Figure 20. The results obtained in
the field tests were satisfactory when compared to the
works consulted and in the same line of study indicat-
ing the feasibility of using AI on Edge as a solution
for detecting longitudinal rip of conveyor belts in in-
dustrial environment.
Figure 19: Field test confusion matrix.
Table 5: Field Test Results.
Indicator Value
Precision 100%
Recall 93%
F1 96%
7 CONCLUSION
The training process of the deep neural network for
the detection of longiudinal rip in conveyor belts, its
conversion and compilation for later use in Edge AI
device showed satisfactory results. For the same set
of validation images, the results of the model classifi-
cation were the same both when executed in Google
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
504

(a) Tear detected. (b) Normal condition.
Figure 20: Images of SiPEED prototype in operation.
Collaboratory and executed by SiPEED’s KPU.
The results of precision (100%), recall (93%) and
total overall accuracy (96%) obtained during the 9
field tests performed were satisfactory and indicate
the feasibility of using edge AI with the MobileNet
deep learning model for the detection longitudinal rip
on belt. With these positive results we understand that
other failure modes, with distinct visual characteris-
tics such as misalignment, contamination of the belt
return and seam failures can be investigated.
As the objectives of the work were achieved, the
process of building 5 more prototypes for definitive
installation on 2 conveyor belts and continuous moni-
toring of their performance was initiated, considering
the normal operational conditions of the iron ore ben-
eficiation plant environment.
Continuing the development of the belt failure de-
tection system, new functionalities will be developed,
such as automatic verification of the cleaning condi-
tion of the optical system lens, detection of the correct
positioning of the sensor and detection of failures in
the lighting conditions. These improvements are nec-
essary to guarantee the reliability of the solution in
the operational conditions verified in the area.
ACKNOWLEDGMENT
This study was financed in part by the Coordenac¸
˜
ao
de Aperfeic¸oamento de Pessoal de N
´
ıvel Superior
- Brasil (CAPES) - Finance Code 001, the Con-
selho Nacional de Desenvolvimento Cient
´
ıfico e Tec-
nol
´
ogico (CNPQ), the Instituto Tecnol
´
ogico Vale
(ITV) and the Universidade Federal de Ouro Preto
(UFOP).
REFERENCES
Bertino, E. and Banerjee, S. (2020). Artificial intelligence
at the edge. arXiv preprint arXiv:2012.05410.
Corporation, I. (2020). Openvino toolkit.
Deng, L., Li, G., Han, S., Shi, L., and Xie, Y. (2020a).
Model compression and hardware acceleration for
neural networks: A comprehensive survey. Proceed-
ings of the IEEE, 108(4):485–532.
Deng, S., Zhao, H., Fang, W., Yin, J., Dustdar, S., and
Zomaya, A. Y. (2020b). Edge intelligence: the con-
fluence of edge computing and artificial intelligence.
IEEE Internet of Things Journal.
Gruenhagen, J. H. and Parker, R. (2020). Factors driving
or impeding the diffusion and adoption of innovation
in mining: A systematic review of the literature. Re-
sources Policy, 65:101540.
Hardyg
´
ora, M., Wachowicz, J., Czaplicka-Kolarz, K.,
and Markusik, S. (1999). Conveyor belts. WNT
Warszawa.
Hou, C., Qiao, T., Qiao, M., Xiong, X., Yang, Y., and
Zhang, H. (2019). Research on audio-visual detec-
tion method for conveyor belt longitudinal tear. IEEE
Access, 7:120202–120213.
Howard, A. G., Zhu, M., Chen, B., Kalenichenko, D.,
Wang, W., Weyand, T., Andreetto, M., and Adam,
H. (2017). Mobilenets: Efficient convolutional neu-
ral networks for mobile vision applications. arXiv
preprint arXiv:1704.04861.
Jurdziak, L., Blazej, R., and Bajda, M. (2018). Conveyor
belt 4.0. In International Conference on Intelligent
Systems in Production Engineering and Maintenance,
pages 645–654. Springer.
Koul, A., Ganju, S., and Kasan, M. (2020). Pratical deep
learning for cloud, mobile, and edge: Real world ai &
computer vision projects using pyhton, keras & ten-
sorflow.
Krizhevsky, A., Sutskever, I., and Hinton, G. E. (2017). Im-
agenet classification with deep convolutional neural
networks. Communications of the ACM, 60(6):84–90.
LLC, G. (2020). Coral ai.
Majidifard, H., Jin, P., Adu-Gyamfi, Y., and Buttlar, W. G.
(2020). Pavement image datasets: A new benchmark
dataset to classify and densify pavement distresses.
Transportation Research Record, 2674(2):328–339.
Maslov, D. (2020). Image recognition with k210 boards and
arduino ide/micropython.
Raghu, M. and Schmidt, E. (2020). A survey of deep
learning for scientific discovery. arXiv preprint
arXiv:2003.11755.
Santos, A. A., Rocha, F. A. S., Azp
´
urua, H., Reis, A. J. R.,
and G., G. F. (2019). Automatic system for visual
inspection of belt conveyors. Intelligent Automation
Symposium, pages 1192–1197.
Sunnycase (2020). Kendrite nncase.
Xianguo, L., Lifang, S., Zixu, M., Can, Z., and Hangqi, J.
(2018). Laser-based on-line machine vision detection
for longitudinal rip of conveyor belt. Optik, 168:360–
369.
Embedded Edge Artificial Intelligence for Longitudinal Rip Detection in Conveyor Belt Applied at the Industrial Mining Environment
505
