
SPOT: Toward a Decision Guidance System for Unified Product
and Service Network Design
Joost Bottenbley
a
and Alexander Brodsky
b
Department of Computer Science, George Mason University, 4400 University Dr., Fairfax, Virginia, U.S.A.
Keywords:
Decision Support, Decision Guidance, Optimization, Manufacturing, Supply Chain, Product Design, Service
Network.
Abstract:
A major deficiency in the manufacturing ecosystem today is the lack of cloud-based infrastructure that sup-
ports the combined decision making and optimization of product design, process design, and supply chain,
as opposed to hard wired solutions within silos today. The reported work makes a step toward bridging this
deficiency by developing a software framework, prototype and a case study for SPOT - a decision guidance
system for simultaneous optimization and trade-off analysis of combined service and product networks, capa-
ble to express the combined product, process and supply chain design. SPOT allows users to express, as data
input, a hierarchical assembly and composition virtual products and services, i.e., having fixed and control pa-
rameters that can be optimized. Virtual services produce a flow of virtual products, such as raw materials, parts
of finished products. Like the virtual services, they are associated with analytic models that express customer-
facing performance metrics and feasibility constraints, which are used for optimization. The uniqueness of
our approach in SPOT is the use of modular simulation-like model for product and service networks, yet
optimization quality and computational time of the best available mathematical programming solvers, which
is achieved by symbolic computation of simulation code to generate lower-level mathematical programming
models.
1 INTRODUCTION
Smart manufacturing can be defined as “the synthe-
sis of advanced manufacturing capabilities and digi-
tal technologies to improve the productivity, agility,
and sustainability of manufacturing systems” (Helu
and Hedberg, 2015). By leveraging the large amount
of data from IoT devices and real time analytics,
smart manufacturing has become a key element in
reducing manufacturing costs, improved efficiency,
and time-to-market (KLE, ). These reductions have
been prevalent enough for some companies to move
outsourced manufacturing services back to domestic
markets (Shehadi, 2019).
A key approach to realize a manufacturing ecosys-
tem is to employ cloud-based infrastructure that sup-
ports decision making and optimization of product de-
sign, process design, and supply chain (Brodsky et al.,
2017). Such infrastructure must support a wide vari-
ety of analytic tasks across the entire organizational
hierarchy. This includes manufacturing units, cells,
a
https://orcid.org/0000-0003-1702-9718
b
https://orcid.org/0000-0002-0312-2105
production lines, factories, and supply chains (Sal-
vendy, 2001). Considering the plethora of potential
players across an enterprise’s supply chain, it is crit-
ical “to effectively and efficiently combine manufac-
turing services ... [in] multiple-factory production en-
vironments” (Wu et al., 2013). Developing tools and
methods for service composition remains an on-going
research area and requires generic and robust model
representations to perform advanced analysis, e.g. op-
timization (Wu et al., 2013).
There has been extensive work on decision mak-
ing in product design (e.g., see overview (Klingstam
and Gullander, 1999)), process design (e.g., see
overview (Stoll, 1986)) and supply chain (e.g., see
overview (Garcia and You, 2015)). However, this
work is typically done in “silos”. Product design does
not take into account manufacturing process design
and supply chain. Whereas, often small modifications
in product design may result in improving manufac-
turability and costs with little or no negative effect on
customer-facing product characteristics (Eddy et al.,
2015; Herrmann et al., 2004). Similarly, manufactur-
ing process design assumes that the product design is
Bottenbley, J. and Brodsky, A.
SPOT: Toward a Decision Guidance System for Unified Product and Service Network Design.
DOI: 10.5220/0010459707170728
In Proceedings of the 23rd International Conference on Enterprise Information Systems (ICEIS 2021) - Volume 1, pages 717-728
ISBN: 978-989-758-509-8
Copyright
c
2021 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
717

already fixed, limiting design choices, and does not
take into account supply chain opportunities. In turn,
during supply chain design, both product and pro-
cess design are assumed fixed, limiting possibly at-
tractive sourcing options. Some work on product de-
sign (Molcho et al., 2008), did consider manufactura-
bility. However, this was used as a separate layer of
design filtering, as opposed to a comprehensive com-
bined optimization.
As described in (Brodsky et al., 2017), analy-
sis and optimization solutions in manufacturing are
typically implemented from scratch, following a lin-
ear methodology (McLean and Shao, 2003; Denkena
et al., 2007). This leads to high-cost and long-
duration development and results in models that are
difficult to modify, extend and reuse. This is be-
cause different computational tools, i.e., for simula-
tion and optimization, use different low-level mathe-
matical abstractions, which results in re-modeling the
same knowledge multiple times.
The work (Brodsky et al., 2016; Brodsky et al.,
2017; Brodsky et al., 2019) bridged this deficiency,
and also unified optimization of manufacturing pro-
cesses and supply chain by developing a software ar-
chitecture and Web-based solution called Factory Op-
tima. This tool allows manufacturers to compose, op-
timize, and perform trade-off analysis of service net-
works involving both unit manufacturing processes
and supply chains. However, their work assumes that
product design (for raw materials, part, and finished
products) is fixed.
This problem is studied in (Brodsky et al., 2019),
which proposed the concept and market place for vir-
tual things (i.e. virtual products and virtual services)
based on unified modeling, analysis, and simulta-
neous optimization of product, process, and supply
chain design. However, that work is limited to a the-
oretical framework, and leaves open the problem of
developing generalized models and systems that can
support the theoretical framework.
This paper makes the first step on bridging this
gap. More specifically, the contribution of this paper
is two-fold. First, we develop a software prototype for
SPOT
1
- a decision guidance system for simultane-
ous optimization and trade-off analysis of combined
service and product networks, capable to express the
combined product, process and supply chain design
toward the vision of virtual products and services of
(Brodsky et al., 2021). SPOT is based on extending
the software framework of Factory Optima (Brodsky
et al., 2016; Brodsky et al., 2017; Brodsky et al.,
2019) with a model for steady-state virtual service
and product (VSP) network which allows users to ex-
1
SPOT: Services and Products Optimization Tool.
press, as data input, a hierarchical assembly of prod-
ucts and composition of services in terms of (compos-
ite or atomic) sub-services. Virtual services produce
a flow of virtual products (e.g., raw materials, parts
of finished products), which are, like the virtual ser-
vices, are parameterized with fixed and control vari-
ables that effect product and service customer-facing
performance metrics and feasibility constraints. The
uniqueness of our approach in SPOT (like in Fac-
tory Optima) is the use of modular simulation-like
model for product and service networks, yet opti-
mization quality and computational time of the best
available mathematical programming solvers, which
is achieved by symbolic computation of simulation
code to generate lower-level mathematical program-
ming models. Second, we demonstrate SPOT on a
case study of a (virtual) bicycle product and service
network, and describe a typical methodology of its
use.
This paper is organized as follows. Section 2 pro-
vides an illustration of how SPOT translates a supply
chain network which yields any number of products
into a V-Service network and a V-Product. In addi-
tion, it describes how this V-Things can be used to
answer questions about the viability of manufactur-
ing the product. Section 3 describes the enterprise
architecture of SPOT, functionalities, common do-
main users, and types of actionable recommendations
SPOT can provide to these domain users. Section 4
provides the formal model of the problem statement,
the valid input data structure, the valid output data
structure, and the computation of the analytic model.
Section 5 demonstrates how domain users can gener-
ate a valid input data structure, set the optimization
parameters and constraints, and interpret the results.
Section 6 details the results of the study and future
research directions of interest.
2 VIRTUAL PRODUCT &
SERVICE ILLUSTRATION
As described in (Brodsky et al., 2021), a VSP, intu-
itively, is represented by a parameterized CAD de-
sign, e.g., to characterize a customizable consumer
product, part or raw material. A VSP represents a
parameterized transformation of virtual products into
other VSPs, e.g., to characterize a customizable man-
ufacturing process, supply, transportation, logistics or
a composed service network.
Each V-thing—product or service—is associated
with an analytic model that describes the product
and/or service’s feasibility and customer-facing met-
rics/characteristics as a function of the product and/or
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
718

service’s (fixed and decision) parameters. For V-
products, examples of customer-facing metrics in-
clude external dimensions, weight, durability and
vacuum efficiency; while examples of internal param-
eters include internal dimensions, position of fixtures,
and type and properties of materials. For V-services,
examples of customer-facing metrics include cost-
per-unit, total ordered quantities per item, delivery
time, carbon emissions per unit, and default risk;
while examples of internal parameters include set-
tings for unit manufacturing processes (e.g., CNC ma-
chining, injection molding or 3D printing) and se-
lection of and ordered quantities from suppliers and
manufacturers.
Intuitively, V-things’ customer-facing metrics are
all that customers care about when selecting products
and services; whereas, customers do not care about, or
even understand, V-thing parameters outside the set of
customer-facing metrics. Mathematically, an analytic
model for a V-thing - product or services — represents
a mapping from the parametric space (the input) into
the customer-facing metric space (the output.)
In order to create V-services, we focus in this pa-
per on the model development for a V-service net-
work, which allows hierarchical composition of both
v-services and V-products, recursively, out of sub-
services and sub-products. Based on this model, the
SPOT system will make actionable recommendations
on the optimal parameter instantiation of V-service
and products.
Before defining a formal analytic model in Sec-
tion 4 for a VSP network, consider the example a
special bicycle production depicted in Figure 2. The
overall bicycle service network in the example in-
volves supply (depicted on the left), manufacturing
(depicted in the middle) and transportation (depicted
at the top).
Within the supply part, there are five potential sup-
pliers - including Zoltek and Tradewell LTC - which
supply raw materials such as leather, raw steel, and
plastic.
We will follow the products made by Tradewell
LTC and Zoltek to illustrate the flow of material
through the supply chain. As illustrated in Figure
?? Zoltek has two outFlows: CarbonFiber01 and
Leather01. These flow ids are listed in Zoltek’s out-
Flows object. Querying the flows object at the top-
level will reveal that these flows contain the products
carbon fiber and leather. In turn, querying the prod-
ucts object at the top-level provides physical charac-
teristics of the products. For example, the product ob-
ject carbon fiber has characteristics such as: strength
to weight ratio, rigidity, fiber type, thickness dry, fiber
areal weight, and density. As indicated by Figure
2, Zoltek’s outFlow is given to Swift Transpiration.
This agent, a atomic Transportation service (L2), pro-
vides transpiration services from Zoltek’s location to
Bianchi’s location. The location information is stored
in our shared object at the top-level so that any func-
tion can access this data.
Bianchi Corp. is a tier three (L3) manufacturer.
Unlike Suppliers, manufactures require products from
other agents within the supply chain network to pro-
duce products. In this instance, Bianchi requires car-
bon fiber and leather, as well as other products from
with in the supply chain, to make two products: a car-
bon fiber frame and a leather seat. These two products
are transported by the transportation service Fed Ex to
the final assembly location where they are finally as-
sembled into a road bike.
Tradewell LTC also is an atomic supplier. The
outFlow id of Tradewell LTC is AU01 and con-
tains the product aluminum scrap. This product
is transported to Simurgh Iron Company through
the transportation service Create Carrier Corporation.
Simurgh Iron Company provides the service of manu-
facturing aluminum billets from raw aluminum scrap.
Simurgh Iron is a tier 2 (L2) manufacturer. West-
ern Express transports this output to Garmin, ENVE,
Bianchi, and Shimano. These tier three (L3) manu-
factures use the aluminum to create there respective
products as illustrated in Figure ??. The final assem-
bly location receives its inputs from Fed Ex. Each of
these products are considered basic products. Basic
products are distinguished from assembled products
in the fact basic products do not require assembly.
The final assembly service constructs the road bike
from the required parts listed in its list of components.
Now consider the decision making problem pre-
sented to investors, entrepreneurs, business develop-
ers, and other participants in the supply chain. There
are several critical decision points these stakehold-
ers would be interested in which could be easily an-
swered by this schematic of the Virtual Bicycle. En-
trepreneurs, who may have a considerable amount of
domain knowledge of their particular industry, but
no knowledge of manufacturing processes, would be
aided in their decision to contract with particular
providers of supplies and services. Business devel-
opers, who’s main focus is to maintain and develop
new relationships, would be informed about new mar-
ket participants. Investors would have considerable
knowledge about the VSPs cost, time-to-market, reg-
ulation requirements, and other KPIs that would be
stored in the library of models stored in SPOT’s model
repository.
SPOT: Toward a Decision Guidance System for Unified Product and Service Network Design
719

3 SPOT DECISION GUIDANCE
FUNCTIONALITY & SYSTEM
ARCHITECTURE
The developed SPOT Decision Guidance System is
designed to provide actionable recommendations on
optimal V-services and products instances to domain
users including entrepreneurs, investors, product &
process Designers, and supply chain analysts as well
as to CAD/CAM systems.
SPOT is a middleware software application that
facilitates the design of new VSPs by modifying
and linking existing VSPs. It enables the simul-
taneous optimization of products and services by
leveraging product-design-compositions and service-
network-compositions. In addition, it allows decision
guidance analytics in the form of performance metric
prediction, Pareto trade-off analysis, and model cali-
bration (training) using historical examples. Finally,
it supports an extensible reusable repository of VSPs
and analytic models which enable creation of a mar-
ket of VSPs.
The architecture of the DGS system is illustrated
in Figure 1. SPOT will reside on a local, centralized,
or distributed compute server and receive the neces-
sary processing request and structured data. Domain
users will submit analytic queries and receive answers
through the modeling and analytics GUI - see top
layer of Figure 1. CAD and CAM software tools can
also submit jobs to SPOT through APIs and interface
mappers.
Instead of implementing analytics functionality
using low-level analytics tools such as optimization,
simulation and machine learning (the lower layer in
Figure 1), SPOT uses the middleware of reusable, ex-
tensible, modular knowledge base of analytic mod-
els and the Decision Guidance Management System
(DGMS). Each analytic model in the KB describes
a function that, given fixed and control parameters
of service and product network, computes its perfor-
mance metrics such as cost and delivery time, as well
as feasibility constraints. Analytics queries, includ-
ing prediction and optimization, are posed to DGMS
against a particular analytic model. For example, op-
timization query asks to find an instantiation of all
control parameters in the model input, that minimizes
or maximizes a performance metric within feasibility
constraints computed in the model output.
The SPOT knowledge base includes analytic mod-
els for V-Services Network; Atomic V-Services (such
as unit manufacturing processes, assembly, contract
manufacturers and suppliers and transportation); As-
sembled V-Products; and, Atomic V-Products. These
high-level abstractions encapsulate the construction
of a hierarchical service network out of service and
product components. We formally define V-service
and product analytic models, which are central to
SPOT functionality, in Section 4.
Against analytic queries posed by users, DGMS
performs symbolic computation and generates low-
level models that are then submitted to low-level
tools. For example, an optimization query against
an analytic model (described as a recursive function
in Python) is translated by DGMS to a mathemati-
cal programming model which is then submitted to
CPLEX - a mixed integer linear programming solver.
To understand the functionality of the system
consider the following scenario. You have an en-
trepreneur who wants to manufacture a custom bi-
cycle. The system will support the entrepreneur by
constructing a virtual network and product. First, it
will construct the graph for the virtual service network
similar to the network depicted in Figure 2. He wants
and answer to the question, “Who are the suppliers in
the substantiated the supply chain network?”
The system retrieves the relevant models from
the modular model repository (e.g. the V-Service
Network, Atomic V-Services, Assembled V-Products,
and Atomic V-Products) and takes as input a param-
eterized JSON data structure. The parameterized in-
put describes the structure of the hierarchical bicycle
service network (see Figure 2). This data structure
contains a variety fixed parameters and control pa-
rameters. Control parameters serve as our decision
variables. In our example in Section 2, control pa-
rameter include the quantity of each input for man-
ufacturers, and which suppliers, manufactures, and
transportation services would make up the bike ser-
vice network. Examples of fix parameter include the
required components to assemble the custom bike, the
weight of the raw aluminum required for the handle
bars, and the locations of each manufacturer. In addi-
tion, the SPOT DGS request includes a list of metrics
that should be used in the objective function for opti-
mization in the output. The model also has a series of
constraints on supply, flow, materials available, deliv-
ery time and other constraints limiting the feasibility
of the optimal output. DGMS then performs a sym-
bolic analysis of the model, the parameterized input,
and objective function and machine generates a math-
ematical programming model. It then uses solvers,
such as condor, cplex, minor, to find the optimal solu-
tion. The solution is then returned back to system (see
Section 5 for sample output). SPOT then takes the
result, looks up the values for the control variables,
and populates these values in the input data structure,
and returns the substantiated service network to the
user/agent.
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
720
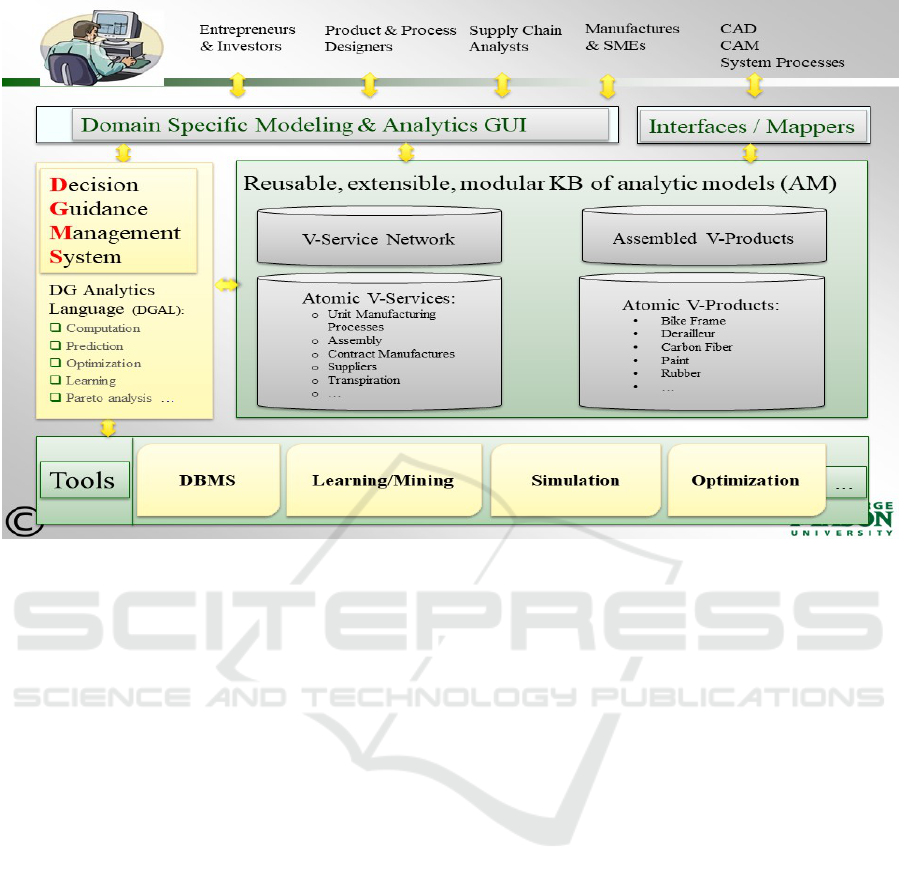
Figure 1: SPOT architecture based on DGMS.
4 ANALYTIC PERFORMANCE
MODEL FOR PARAMETERED
PRODUCTS AND SERVICES
4.1 Parameterized Optimization
Problem
Optimization models for VSPs are predicated on the
notion of an analytic performance model (AM). Intu-
itively, AM describes the output of performance met-
rics (such as weight and cost) and feasibility con-
straints as a function of input. This input consists
of fixed decision parameters such as product proper-
ties, quantities of products purchased, and settings of
manufacturing processes. More formally, an AM is a
function:
AM : I → O (1)
where I and O are valid input and output domains.
The function AM yields the output AM(i) ∈ O for i ∈ I
which captures customer-facing metrics.
To find optimal values of decision parameters in
the input, we can choose an objective function that
gives a real value for every output o ∈ O
Ob j : O → R
as well as constraint
C : O → {T, F}
that yields a Boolean value for every output o ∈ O
to indicate whether it is feasible (C(o) = T ) or not
(C(o) = F).
We are interested in solving optimization prob-
lems of the form
min\max
x∈I
Ob j(AM(x))
s.t. C(AM(x))
(2)
Note that, while the objective and the constraints in
the optimization problems are expressed in terms of
input i ∈ I, our formulation based on AMs allows flex-
ible expression of a range of optimization problems,
with no need to modify the AM, which “hides” a pos-
sibly involved code that expresses its function. For-
malizing the objective function and constraints in this
manner leads to a natural decomposition of the prob-
lem statement into separate categories that intuitively
reflect the product and process specifications.
In the remainder of Section 4 we describe the AM
for a (hierarchically) composed service network with
flexible products, using the example of a bicycle man-
ufacturing supply chain. To do this, we first describe
the structure of a valid output from the AM in Sec-
tion 4.2, then a valid input in the AM in Section 4.3,
and, finally, the computation flow of the AM, in Sec-
tion 4.4, which maps a valid input instance to a valid
output.
SPOT: Toward a Decision Guidance System for Unified Product and Service Network Design
721
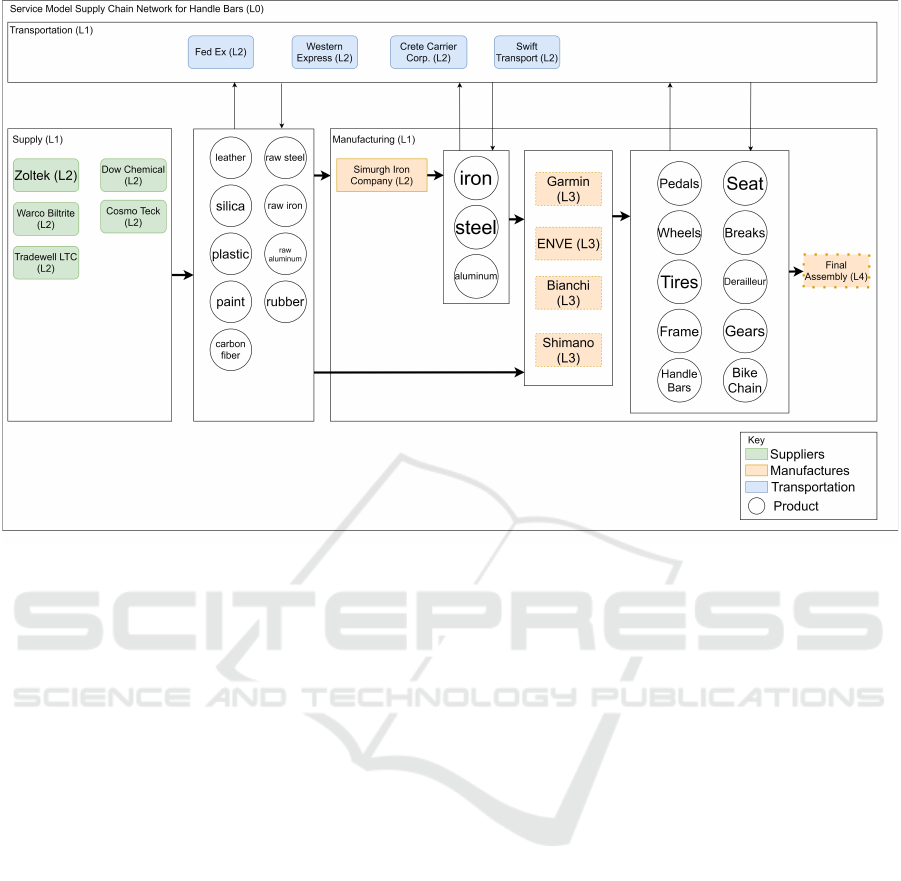
Figure 2: Supply Chain Product and Service Flow.
In the following, we use the following notation of a
set of key-value pairs of the form:
{key
1
: value
1
, . . . , key
n
: value
n
}
where the keys are unique identifiers. Note, that
this structure represents a mapping m from the set of
keys {key
1
, . . . , key
n
} to the union ∪
n
i=1
D
i
of domains
D
i
, i = 1, ..., k, such that m(key
i
) ∈ D
i
. Thus m(key
i
)
represents value
i
, i = 1, . . . , n.
4.2 Model Output Structure
An output o of the analytic model represent metrics
of interest and constraints in the form of a set of key :
value pairs:
{ metric
1
: value
1
... ,
metric
n
: value
n
constraints: True or False
rootService: root service id
services: <set of services>
products: <set of products> }
(3)
as follows.
Metrics 1. through n are additive metrics of the root
service (see below) such as the total cost and carbon
emissions. Note that these metrics are not fixed as
they are aggregated, recursively, from atomic services
up.
Constraints: are True, if all the feasibility constraints
of the service network under the root service and the
products associated with it, as described under ser-
vices, are satisfied.
rootService: is the id of the root service, to distin-
guish it from the other services, which are described
next.
Services: is a set of key-value pairs of the form:
{ sid
1
: service
1
,
... ,
sid
n
: service
n
}
(4)
where the sids are unique service identifiers, includ-
ing the root service. Each service 1 through n is ei-
ther composite or atomic. Composite services have
sub-services, whereas atomic services do not. Each
composite service output is a set of key-value pairs of
the form:
{ type: “composite”
metric
1
: value
1
... ,
metric
n
: value
n
constrains: True or False
inFlow: flows of consumed products
outFlow: flows of produced products
subServices: set of sub-service ids }
(5)
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
722

type indicates the type of the service, and is “com-
posite” here for the composite service.
metrics 1 through n are the same as the metrics in
equation (3). Each metric is additive, i.e., it is the sum
of the values for this metric across all (child) subSer-
vices, described below.
constraints is the conjunction of sub-service con-
straints, and the flow balancing constraints within the
service. These are described formally in Section 4.4.
inFlow and outFlow describe the flows of con-
sumed and produced products, respectively. Each is
of the following form:
{ f id
1
:{ qty: real number
item: pid},
... ,
f id
n
:{ qty: real number
item: pid}
(6)
where fids are unique flow identifiers, where corre-
sponding qty is the quantity (being consumed or pro-
duced), and pid is the unique identifier of a product
associated with the flow. subServices is a set of ids of
sub-services of this composite service.
Each atomic service is the same form as equation
(5) for composite service with a few exceptions. First,
the object subService is not present because atomic
services do not have sub-services. Second, type
maybe any string not logically equivalent to “com-
posite”. In our example in Section 2, we use the string
“supplier” and “transport” to distinguish atomic ser-
vices from each other. Third, the metrics, constraints,
inFlows, and outFlows are specific to the atomic ser-
vice. Thus, each atomic service output is a set of key-
value pairs of the form:
{ type: !=“composite”
metric
1
: value
1
... ,
metric
n
: value
n
constrains: True or False
inFlow: flows of consumed products
outFlow: flows of produced products }
(7)
Products: is a set of key-value pairs of the form:
{ pid
1
: product
1
,
... ,
pid
n
: product
n
}
(8)
where pid are ids of the products. Each product 1
through n is of the form
{ type: basic or assembled}
metric
1
: value
1
,
...,
metric
n
: value
n
,
constraint : True or False }
(9)
where type is either an basic or assembled prod-
uct. Assembled products are constructed from other
products within the supply network and are labeled
assembled under type. Products also contains a se-
ries of constrains. These constraints specify thresh-
olds or acceptable materials for use. Our products
object is then given to us by the following n-tuple:
4.3 Model Input Structure
A valid VP input instance i is a set of key-value pairs
{ shared: <general-shared-info>
flows: <set of flow ids>
rootService: root service id
services: <set of services>
products: <set of products> }
(10)
Shared: contains all data required for computation
in multiple layers of security or computation. For ex-
ample, the location of each manufacturer is required
in the computation of transportation services (see
Section 2) and it is also required in the optimization
of environmental metrics for material selection (see
Section 2). The structure of Shared is:
{ shared
1
: {real-value, text},
... ,
shared
n
: {real-value, text} }
(11)
Flows: contains a list of flow ids for all flows within
the supply network. Each flow id has one child which
is the product id. Within any supply network there
can be n such flows. Thus, we define our flow object
as,
{ f id
1
: pid
1
,
f id
2
: pid
2
,
... ,
f id
n
: pid
n
}
(12)
rootService: is the id of the root service being evalu-
ated. It is defined the same as in equation (3).
Services: are defined as follows for composite and
atomic services:
{ type: ‘composite’
inFlow: <set of inflow ids>
outFlow: <set of flow ids>
subServices: <set of sub-service ids> }
(13)
{ type: ‘atomic’
inFlow: <set of inflow ids>
outFlow: <set of flow ids>
ppu info: <set of model pricing data>
qtyInPer1Out: <set of flow ids> }
(14)
type indicates if a service is a composite or non-
composite.
SPOT: Toward a Decision Guidance System for Unified Product and Service Network Design
723

inFlow and outFlow are lists of unique ids indi-
cating which products were consumed and produced
during manufacturing. An illustration of the supply
flows is illustrated in Section 2. In addition, each el-
ement holds a feature labeled lb and units. lb is a
real-valued number giving our low bound on the flow.
units refers to the units the quantity is measured in.
subServices are defined the same way as in equa-
tion (5) and only appear in composite services.
ppu info is an n-tuple object with n different prod-
ucts being product by the service. For each prod-
uct produced, a 2-tuple object containing the type of
model that should be used for calculating the price per
unit and the pricing model’s features. These features
correspond to each of the products’ properties listed
in the products object. ppu in f o is only present for
atomic services.
qtyInPer1Out is an n-tuple object with n different
products being produced by the service. For each
product produced, a product and quantity is listed
which indicates the amount required to product one
unit of output. This object is only present in services
with the type manufacturer.
orders is an n-tuple object with n different
products being transported by the service. For each
product transported, the following data structure is
present:
{ in: fid
out: fid
sender: sid
recipient: sid
qty: {real value} }
(15)
where in is the flow id of the incoming product to
be transported, out is the flow ids after the product
has been transported, sender is the service id of the
sender, recipient is the service id of the recipient of
the product, and qty is the amount of product within
the shipment.
Products: are defined as follows. Each product p
j
in the set P is labeled as either a basic or assembled
product. Assembled products are constructed from
other products within the supply network and are la-
beled assembled under type. Assembled products are
also given an additional feature that basic products do
not have; components.
Components are lists of product names that are
used as input material. Each element in this object
contains a value x ∈ N which indicates the quantity of
that component required for assembly.
Constraints are restrictions on the physical prop-
erties of the product. This can either be a real-valued
tolerance level of a physical property (like weight
or height) or a limitation on the types of materials
the product is made out of (like aluminum or carbon
fiber).
In addition, products has an entry for each physi-
cal property pertinent for analysis. Our products ob-
ject is defined by the following n-tuple:
{ type: basic or assembled
components: list
constraint
n
: {real-value, list}
constraint
n
: {real-value, list}
property
n
: {real-value, text} }
(16)
4.4 Analytic Model: Computing Output
from Input
In this Section we describe the computation of the
valid output from a valid input. We describe the
computation top-down, recursively, starting with the
overall service network analytic model, followed by
the composite service, atomic services, composite
(assembled) product model, and finally the atomic
product models.
Model Output. The output o of the AM, described
in (3) is computed from the input i, described in (10),
as follows. Let services = o(services), products =
o(products) defined later in this section. Let rootid =
i(rootService) and productIds = keys(i(products)).
Then the values for each metric m
i
, i = 1, ..., n, in the
output o is taken from the root service:
o(m
i
) = services(rootid)(m
i
)
The constraints are given by
constrains = services(rootid)(constraints) ∧
productConstraints
where productConstraints =
∀sp ∈ productIds :
products(sp)(constraints)
Computation of Composite Service. Here we de-
scribe the computation of valid output for a compos-
ite service in equation (5). Let s be an id of a service
in services in equation (4). Then, services(s) is a set
of key-value pairs in equation (5). The value for key
type is services(s)(type) = “composite”. The value
services(s)(m
i
) for each metric m
i
, i = 1, ..., n is given
by:
services(s)(m
i
) =
∑
ss∈SS
service(ss)(m
i
)
where SS = services(s)(subServices) is the set of sub-
service ids.
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
724

To describe the computation of inFlow, outFlow,
and constrains for service s, we first define a number
of concepts.
Let
serviceFlows =
keys(services(s)(inFlow)) ∪
keys(services(s)(outFlow))
(17)
subServiceFlows =
∪
ss∈SS
keys(services(ss)(inFlow)) ∪
∪
ss∈SS
keys(services(ss)(outFlow))
(18)
allFlows =
serviceFlows ∪ subServicesFlows
(19)
internalFlows =
subServicesFlows − serviceFlows
(20)
be the service flows, the sub-services’ flows, all flows,
and the internal only flows respectively. For every
flow f ∈ allFlows, we define the internal supply of
flow f as:
internalSupply( f ) =
∑
ss∈SS
outQty(ss, f )
(21)
where
outQty(ss, f ) = service(ss)(outFlow)( f )(qty) (22)
if f ∈ keys(service(ss)(outFlow)), and 0 otherwise.
Similarly, internalDemand( f ) is computed by re-
placing the key “outFlow” with the key “inFlow” in
equation (21).
The following is the balancing constraint for flow
supply and demand, as follows:
internalSupplySatis f iesDemands =
∀ f ∈ internalFlows :
internalSupply( f ) ≥ internalDemand( f )
(23)
Let inFlowIds = keys(i(services)(s)(inFlow)) and
outFlowIds = keys(i(services)(s)(outFlow)) be the
inFlow and outFlow ids of service s. We define
inFlow = o(services)(s)(inFlow) by
∀ f ∈ inFlowsIds :
inFlow( f ) =
internalDemand( f ) − internalSupply( f )
(24)
Similarly, outFlow = o(services)(s)(outFlow) is de-
fined by
∀ f ∈ outFlowsIds :
outFlow( f ) =
internalDemand( f ) − internalSupply( f )
(25)
The inFlowConstraints and outFlowConstraints are
bound constraints given by
inFlowConstraints =
f lowBoundConstraints(inFlow
0
, inFlow)
(26)
outFlowConstraints =
f lowBoundConstraints(outFlow
0
, outFlow)
(27)
where inFlow
0
= i(services)(s)(inFlow) and
outFlow
0
= i(services)(s)(outFlow), respec-
tively taken from the input i. The predicate
f lowBoundConstraints( f lowBounds, f low) is given
by
∀ f ∈ f lows :
f lows( f )(qty) ≥ 0 ∧
f lows( f )(qty) ≥ f lowBounds( f )(lb)
(28)
We define subServiceConstraints recursively as
subServiceConstraints =
∀ss ∈ services(s)(subServices) :
services(ss)(constraints)
(29)
We now define the overall constraints is the conjunc-
tion:
constraints =
internalSupplySatis f iesDemand ∧
inFlowConstraints ∧
outFlowConstraints ∧
subServiceConstraints
(30)
Finally, define subService to be a copy of the
subService structure defined in (13).
Computation of Atomic Services. For every atomic
service with id s, a valid output services(s) is of
the form described in Structure (7). The extensible
library of atomic services initially includes models
for suppliers, manufacturers and transportation as
follows.
Suppliers: The type services(s)(type) = “Supplier”.
The cost services(s)(cost) is computed as
∑
o∈outFlows
computePPU(products, ppu
in f o)∗
outflow(o)(qty)
(31)
where products and ppu in f o are
equal to products( f lows(o)) and
ppu in f o( f lows(o))(product ppu), f lows and
products are from the input Structure (10). The
function computePPU is a function which produces
the price-per-unit of a product as determined by the
business operational parameters defined in ppu in f o,
the products physical properties defined in equation
(9), and the products required performance thresholds
SPOT: Toward a Decision Guidance System for Unified Product and Service Network Design
725

also defined in equation (9).
We now define the value for inFlow and outFlow.
For our Supplier type atomic service, it is assumed
that the supplier does not require any products from
any other service to produce output. Services that do
require input from other services within the supply
chain are defined as Manu f actures.
The inflow services(s)(inFlow) is defined as the
empty set of key-value pairs:
inFlow(qty) = {}
(32)
Let outFlow
0
= i(services)(s)(outFlow) where i
is the input and f lows = i( f lows) as defined as
in the data structure (10). Then, the outflow
services(s)(outFlow) is defined as follows:
∀o ∈ keys(outFlow
0
)
outFlow(o)(qty) = outFlow
0
(o)(qty)
outFlow(o)(item) = f lows(o)
(33)
We now define constrains for a valid supplier atomic
service output.
constraints =
inFlowConstraints ∧
outFlowConstraints
(34)
The inFlowConstraint and outFlowConstraint val-
ues are defined as:
f lowBoundConstraints(inFlow
0
, InFlow) (35)
f lowBoundConstraints(outFlow
0
, OutFlow) (36)
where the function f lowBoundConstraints is as
defined as before in equation (28), inFlow
0
and
outFlow
0
are defined in the same fashion as equation
(26) and (27).
Manufactures: The type services(s)(type) =
“Manu f acturer.” The value for cost
services(s)(cost), outflow services(s)(outFlow),
and constraints services(s)(constrains) are com-
puted as described in equations (31), (33), and (34)
respectively.
To compute inFlow, let qtyInPer1out
be i(services)(s)(qtyInPer1out), out f low
be services(s)(outFlow), and inFlow
0
be
i(services)(s)(inFlow) where i is the input de-
scribed in data structure (14).
Then, the inflow services(s)(inFlow) is computed as
follows:
∀ f ∈ keys(inFlow
0
) :
services(s)(inFlow)( f ) =
qtyInPer1out( f ) ∗ out f low( f )(qty)
(37)
Transportation: The type services(s)(type) =
“Transportation.”
Let inFlow
0
, outFlow
0
, orders and f lows be
i(services)(s)(inFlow), i(services)(s)(outFlow),
i(services)(s)(orders) and i( f lows) respectively,
where i is the input described in Structure 10. Then,
the inflow services(s)(inFlow) is defined as follows:
∀ f ∈ inFlow
0
:
inFlow( f )(qty) =
∑
o∈relevantOrders( f )
o(qty)
inFlow( f )(item) = f lows( f )
(38)
where inFlow = services(s)(inFlow) and
relevantOrders( f ) = {o ∈ orders | o(in) = f }.
Similarly, outFlow services(s)(outFlow) is defined
as follows:
∀ f ∈ out f low
0
:
outFlow( f )(qty) =
∑
o∈relevantOrders( f )
o(qty)
outFlow( f )(item) = f lows( f )
(39)
where outFlow = services(s)(outFlow) and
relevantOrders( f ) = {o ∈ orders | o(out) = f }.
The value for constrains is defined in equation
(34) with the flow objects defined in the equations
listed above for in f low and out f low.
Computation of Assembled Products. Here we
describe the computation of valid output for a as-
sembled product in equation (9). Let p be an id of a
product defined in equation (16). The, products(p) is
a set of key-value pairs in equation (9). The value for
key type is products(p)(type) = “assembled”. The
value products(p)(m
i
) for each metric m
i
, i = 1, ...,n
is given by:
products(p)(m
i
) =
∑
c∈C
products(c)(m
i
)
where C = products(p)(components) is the set of
product ids.
Let m
i
be a metric calculated in equation (9) for
product p. Let lb and ub be the lower-bound and
upper-bound for metric m
i
. We define the value for
constraints
i
in the following way:
products(p)(lb) ≤ m
i
≤ products(p)(ub)
where product is from the input data structure
defined in equation (16).
Computation of Basic Products. The output re-
turned for the computation of basic products is copy
of the input described in equation (14).
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
726

5 SPOT METHODOLOGY BY
EXAMPLE
In this Section, we demonstrate how a user can use
SPOT to optimize over products and services to gen-
erate the supply chain for a Virtual Bicycle described
in Section 2. The demonstration is organized as fol-
lows: (1) a general description of valid input construc-
tion, (2) selection of a valid solver, (3) submitting the
valid input to SPOT, (4) interpreting the results.
The first task to be completed is the construction
of a valid input JSON file. Requirements for this task
include a JSON editor, domain knowledge of supply
chain network (e.g. Figure ??) or access to a stored
repository which contains the structure of the supply
chain network, knowledge of manufactures pricing
models or access to the stored repository of manufac-
turers pricing, and miscellaneous documents required
to create a valid input data structure described in Sec-
tion 4.3.
The user will create a JSON object similarly to
the one defined in the Data Structure (10). Using a
graphic similar to Figure (2), a hierarchical relation-
ship between the different service levels should be
created. A the top level (e.g. L0), the rootService
should be given a name that is demonstrative of
the supply chain’s purpose. For our example our
rootService is given the value “bikeSupplyChain”.
Next, the user will populate the composite service
“bikeSupplyChain” in the object services. This is
done because SPOT views the top-level domain as a
composite service. Thus, the type for “bikeSupply-
Chain” is equal to “composite”. The object inFlow
should be an empty object because each of our initial
services is a supplier. The outFlow object contains
our end product fid (e.g. bike01). Our subService ob-
ject contain the sids of the service that comprise of the
bikeSupplyChain. In our case, we have three services:
combinedSupply, combinedManufacturing, and com-
binedTransportation.
The next level in our services model is L1 which
comprise of each of the composite service which
make up bikeSupplyChain. For each composite ser-
vice the user should populate the JSON object with
the Structure defined in Data Structure (13) making
special care to fill in the subServices object with the
desired hierarchical service network model as illus-
trated in Figure (4). Using a graphic similar to Fig-
ure (??) each service’s flow object should be popu-
lated with the correct flows described in Data Struc-
ture (12). This process continues for until each com-
posite and atomic service has been added to the ser-
vice object described in Section (4.3).
Figure 3: Valid Service Input Data Structure.
Figure 4: Valid Sub-Service Input Data Structure.
Next, we must analyze our objective function in
relation to the constraints and identify if we should
use a linear or non-linear solver. The benefits of using
a linear solver over a non-linear solver is improved
running time. In our case, we find that our objective
function is a linear programming problem.
We submit the input data to SPOT by specifying
the model, input data, objective function, constraints,
the problem type, the solver, and debug flag. The an-
swer to the optimization problem is reported back as
a JSON file as described in Section (4.2).
The output in Figure (5) is a valid output data
structure from SPOT. The metrics for the optimal se-
lection of services and products are displayed at each
of level of the hierarchical supply chain network. Fig-
ure (5) displays the top-level metrics. In addition,
the Boolean value of the constraints are displayed.
Traversing the output down service will reveal each
SPOT: Toward a Decision Guidance System for Unified Product and Service Network Design
727

Figure 5: Valid Output Data Structure.
of the metrics for the Sub-Service which comprise of
the bikeSupplyChain.
6 CONCLUSION AND FUTURE
RESEARCH
This research is the first step toward developing a
decision guidance system for combined optimization
over product design, process design, and supply chain
management all while keeping the lower level math-
ematical programming code hidden from the domain
users. The prototype, SPOT, was successfully tested
on a virtual bicycle product and service network.
The methodology in creating hierarchical data input,
which describes the assembly of product and services
using the described input data structure, successfully
generated a valid output data structure with the cor-
rect optimal solution. This modular composite of the
life cycle of product design is unique in the fact that
it joins the optimization of traditionally silo’d project
spaces and adds to the agility of realizing product
and services using distributed manufacturing capac-
ity. Many research questions remain open. Future
research directions include expanding the functional-
ity of SPOT, integrating the application with existing
design tools such as CAD and CAM, creating a graph-
ical user interface to design the hierarchical relation-
ships.
REFERENCES
Towards agile engineering of mechatronic systems in ma-
chinery and plant construction.
Brodsky, A., Gingold, Y., LaToza, T. D., Yu, L.-F., and Han,
X. (2021). Catalyzing the agility, accessibility, and
predictability of the manufacturing-entrepreneurship
ecosystem through design environments and markets
for virtual things. In 10th Intern. Conf. on Oper-
ations Research and Enterprise Systems (ICORES-
2021), pages 264–272.
Brodsky, A., Krishnamoorthy, M., Bernstein, W. Z., and
Nachawati, M. O. (2016). A system and architecture
for reusable abstractions of manufacturing processes.
In 2016 IEEE International Conference on Big Data
(Big Data), pages 2004–2013.
Brodsky, A., Krishnamoorthy, M., Nachawati, M. O., Bern-
stein, W. Z., and Menasc
´
e, D. A. (2017). Manufactur-
ing and contract service networks: Composition, op-
timization and tradeoff analysis based on a reusable
repository of performance models. In 2017 IEEE In-
ternational Conference on Big Data (Big Data), pages
1716–1725.
Brodsky, A., Nachawati, M. O., Krishnamoorthy, M., Bern-
stein, W. Z., and Menasc
´
e, D. A. (2019). Factory op-
tima: a web-based system for composition and anal-
ysis of manufacturing service networks based on a
reusable model repository. International Journal of
Computer Integrated Manufacturing, 32(3):206–224.
Denkena, B., Shpitalni, M., Kowalski, P., Molcho, G., and
Zipori, Y. (2007). Knowledge management in process
planning. CIRP Annals, 56(1):175 – 180.
Eddy, D. C., Krishnamurty, S., Grosse, I. R., Wileden, J. C.,
and Lewis, K. E. (2015). A predictive modelling-
based material selection method for sustainable prod-
uct design. Journal of Engineering Design, 26(10-
12):365–390.
Garcia, D. J. and You, F. (2015). Supply chain design and
optimization: Challenges and opportunities. Comput-
ers & Chemical Engineering, 81:153 – 170. Special
Issue: Selected papers from the 8th International Sym-
posium on the Foundations of Computer-Aided Pro-
cess Design (FOCAPD 2014), July 13-17, 2014, Cle
Elum, Washington, USA.
Helu, M. and Hedberg, T. (2015). Enabling smart manufac-
turing research and development using a product life-
cycle test bed. Procedia Manufacturing, 1:86 – 97.
43rd North American Manufacturing Research Con-
ference, NAMRC 43, 8-12 June 2015, UNC Charlotte,
North Carolina, United States.
Herrmann, J., Cooper, J., Gupta, S., Hayes, C., Ishii, K.,
Kazmer, D., Sandborn, P., and Wood, W. (2004). New
directions in design for manufacturing. volume 3.
Klingstam, P. and Gullander, P. (1999). Overview of simula-
tion tools for computer-aided production engineering.
Computers in Industry, 38(2):173 – 186.
McLean, C. and Shao, G. (2003). Manufacturing case stud-
ies: Generic case studies for manufacturing simula-
tion applications. In Proceedings of the 35th Confer-
ence on Winter Simulation: Driving Innovation, WSC
’03, page 1217–1224. Winter Simulation Conference.
Molcho, G., Zipori, Y., Schneor, R., Rosen, O., Goldstein,
D., and Shpitalni, M. (2008). Computer aided manu-
facturability analysis: Closing the knowledge gap be-
tween the designer and the manufacturer. CIRP An-
nals, 57(1):153 – 158.
Salvendy, G. (2001). Handbook of Industrial Engineering:
Technology and Operations Management.
Shehadi, A. I.-H. S. (2019). On the move: manufacturing’s
return to the developed world. FDiIntelligence.
Stoll, H. W. (1986). Design for Manufacture: An Overview.
Applied Mechanics Reviews, 39(9):1356–1364.
Wu, D., Greer, M. J., Rosen, D. W., and Schaefer, D. (2013).
Cloud manufacturing: Strategic vision and state-of-
the-art. Journal of Manufacturing Systems, 32(4):564
– 579.
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
728
