
Profit Maximized Network Optimization at SAP System:
A Real-life Implementation in Cement Industry
Eren Esgin
1,2 a
, Volkan Ozay
1
and Gorkem Ozkan
1
1
AI Research, MBIS R&D Center, Istanbul, Turkey
2
Informatics Institute, Middle East Technical University, Ankara, Turkey
Keywords: Business Planning, Integer Programming, Network Optimization, Profit Maximization, SAP, Variance
Analysis, What-if Scenario Evaluation.
Abstract: What if we told you that “you already have 27% of net profit trapped in your misleading business”? As
common de facto state in production planning, subjective human judgments play a significant role on demand
point:plant assignments at product replenishment and this is mostly driven by myopic transportation
minimization paradigm, disregarding production and profitability determinants. In this paper, we propose an
integer programming characterized Network Optimization solution to find global optimal assignments that
maximize the profitability in terms of contribution margin or net profit by taking sales, transportation and
production planning perspectives into account and concerning potential capacity constraints. According to the
experimental results obtained at a real-life implementation in cement industry, Network Optimization solution
increases contribution margin by an average value of 6.33% and net profit by 26.3%. Moreover, proposed
solution architecture promises a seamless network optimization experience over a large canvas that
wholistically integrates SAP system, optimization logic and Microsoft Power BI tiers. As a result, our clients
can concentrate on more value adding operations such as variance analysis and what-if scenario evaluation
rather than manual, time consuming and error-prone data preparation.
1 INTRODUCTION
In the last year,
COVID19
imposed Schumpeter's gale
“creative destruction” like business transformation to
the organizations all around the world to adapt to the
concept drifts and uncertainties emerged at the
business environment. In this context, business
planning solutions are crucial actors at this era such
that, these products provide the capabilities to
simulate various what-if scenarios to monitor
potential bottlenecks emerged at organizational
scarce sources, e.g. liquid capital, workforce and
installed capacity, and to proactively response to
customer demand fluctuations by unmanned
sustainable business models.
Seemingly, one of the major issues at business
planning solutions is the satisfaction of customer
demand by the most appropriate production facility.
As the state-of-art, subjective human judgments on
demand point:plant assignments at product
replenishment play a vital role and this assignment is
a
https://orcid.org/0000-0002-5454-4244
driven by biased aspect solely based on transportation
minimization. Additionally, hand simulation
performed by process owners requires more effort on
data preparation. Hence less variance analysis and
what-if scenario evaluation are performed.
Network Optimization solution aims to find
global optimal demand point:plant assignments that
maximize total net profit or contribution margin
objective value according to planned sales volume,
unit sales price, unit transportation cost, unit variable
and fixed production cost. Additionally, capacity
constraints planned at plant or plant-product detail
levels and demand satisfaction constraints are other
determinants of the proposed approach.
Respectively, Network Optimization solution
promises the harmonization of mathematical
modelling with human insights. Hence, the myopic
aspect over transportation minimization is extended
towards profitability maximization and production
capacity. As a result, process owners dedicate more
effort on variance analysis and different what-if
752
Esgin, E., Ozay, V. and Ozkan, G.
Profit Maximized Network Optimization at SAP System: A Real-life Implementation in Cement Industry.
DOI: 10.5220/0010618507520760
In Proceedings of the 18th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2021), pages 752-760
ISBN: 978-989-758-522-7
Copyright
c
2021 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

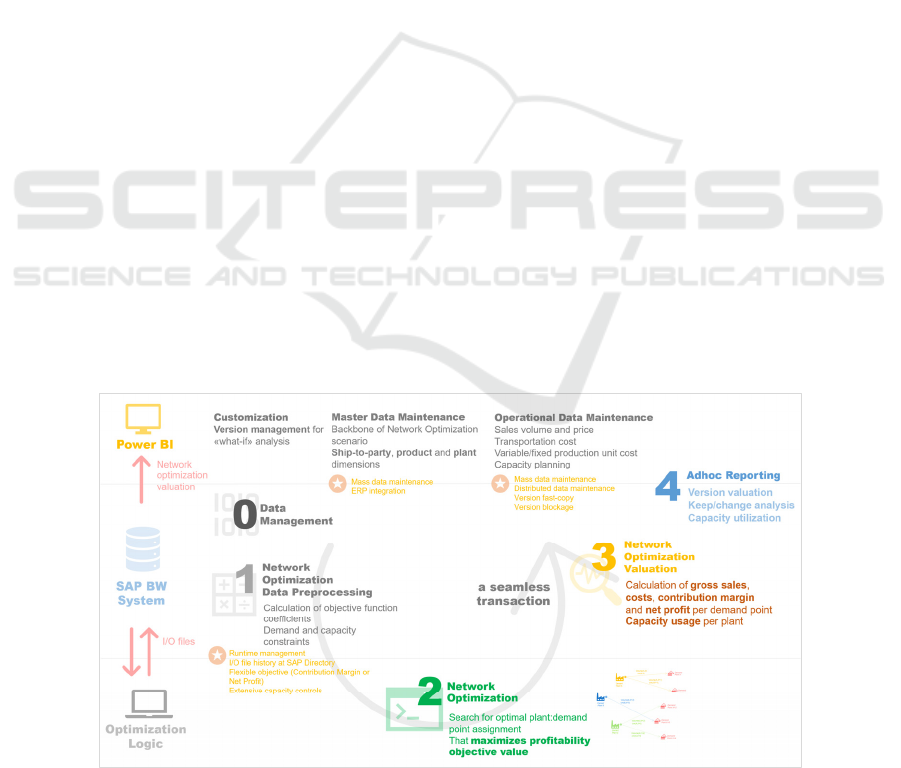
Figure 1: Fit Gap Analysis for Network Optimization Solution.
scenarios evaluation. According to business
requirement analysis and the leverage effect promised
by Network Optimization solution, fit gap analysis is
performed as given in Figure 1.
The paper is organized as follows. Section 2
reviews the related work about network optimization
and transportation minimization applications. Section
3 explains Network Optimization solution within the
context of solution architecture and major phases of
the proposed approach. Section 4 discusses the
experimental results obtained at a real-life
implementation in cement industry. The conclusion
and future work are summarized in Section 5.
2 LITERATURE REVIEW
Literature review section fundamentally concentrates
on the applications of maximizing profits, network
optimization and minimizing transportation costs in
various manufacturing industries.
Billal, Islam, Alam and Hossain (2015) considers
the time value of money, cost variance due to the
transportation mode and responsive supply chain in a
single model. The multi-stage supply chain network
design (SCND) model is designed for the
organization that operates in cement industry and
meets the customer demand at the divisional markets
in Bangladesh. The Mixed Integer Linear
Programming (MILP) is used in the SCND model.
Sulistyo, Herryandie and Jonrinaldi (2019) explains
system modelling and the required parameters to
compile the mathematical model which is applied to
computer simulation used by the logistics manager to
make operational decisions. Dikos and Spyropoulou
(2013) proposes a platform for optimization supply
chains and planning that uses mathematical
programming. The underlying platform uses a series
of nested mathematical programs to model the supply
chain operations. This platform determines optimal
operational response to fluctuations in both demand
and production, and then performs mid and long-term
planning in the context of what-if scenario evaluation.
Das, Adnan, Hassan and Rahman (2017) aims to
understand the terms of logistics cost and
optimization techniques by a cost-optimizing solver
developed in Microsoft Excel. As a result of using
optimization tools and techniques, it is shown in a
comparative way that an organization can reduce
overall logistics costs by identifying cost factors and
using them correctly. Chukwuma and Chukwuma
(2015) designs a model for capacity planning and
scheduling using Linear Programming. The
underlying model suggests the most efficient route
that minimizes transportation costs for the cement
producers.
The operations management technique of linear
programming (LP) is integrated into a cost accounting
information system in Excel as an add-in to maximize
profit and minimize cost in (Togo, 2005). Similarly,
a global supply chain optimization model that
maximizes the after-tax profits of a multinational
corporation is introduced in (Vidal & Goetschalckx,
2001). This research helps on simultaneous
consideration of transferring prices, transportation
cost allocation, inventory costs and their impact on
the selection of international transportation modes.
Oladejo, Abolarinwa, Salawu and Lukman (2019)
examines to maximize the profit and reduce the costs
using linear programming. As a result of this study,
the underlying mathematical model determines which
products should be produced and sold to maximize
profit.
Vimal, Rajak and Kandasamy (2019) aims to
maximize the total monetary gain and minimizing
pollution such that, the profits generated by the sale
of both reused and manufactured products, profits
gained from recycling units, cost of processing, setup,
and repair at the intake nodes, and transportation costs
are totally considered during the linear programming
model design. In (Samani & Mottaghi, 2006), the
optimum design of municipal water distribution
Profit Maximized Network Optimization at SAP System: A Real-life Implementation in Cement Industry
753
networks for a single loading condition is determined
by the integer linear programming technique to
design a water distribution system that satisfies all
required constraints with a minimum total cost.
Kostin et al. (2018) presents a mathematical approach
with MILP formulation for optimizing and planning
Brazilian bioethanol supply chains. This approach
aims to maximize the net present value of the entire
supply chain of the sugar and bioethanol industry in
Brazil, and proposes the technology chosen for the
optimal configuration of a bioethanol network and the
flows of all raw materials and final products involved.
3 PROPOSED APPROACH
3.1 Solution Architecture
Solution architecture of Network Optimization
solution consists of three layers: SAP BW system,
optimization logic and Microsoft Power BI.
SAP BW system is the core component of
Network Optimization solution. Major use cases such
as data management, network optimization data pre-
processing, optimization valuation and adhoc
reporting are executed at this layer. The
corresponding components and transactions are
developed in ABAP programming language.
Optimization logic layer holds the network
optimization mathematical modelling. This model
searches for global optimal demand point:plant
assignments that maximize the objective function, i.e.
contribution margin or net profit. The corresponding
integer programming (IP) based mathematical model
is developed in R programming language. Majorly,
lpSolve and dplyr packages are implemented.
Lastly, Power BI is the presentation layer that
demonstrates various dashboards such as income
statement and product or customer-based profitability
analysis reports with zoom-in/out functionalities.
These dashboards are based on the network
optimization valuation view held at SAP BW system.
Proposed solution architecture is given in Figure 2.
3.2 Phases
Network Optimization solution is composed of three
major phases: data management, optimization and
adhoc reporting. These phases are explained in
detailed at the following sections.
3.2.1 Data Management
In data management phase, required input data for
optimization is maintained in three ways such as
customization, master and planning data.
Network Optimization solution is based upon a
what-if paradigm which manages different potential
circumstances (or variants) at planning data, e.g. sales
volume, sales price, transportation cost and
feasibility, production cost and feasibility, and lastly
capacity constraints. Hence customization data is
used for an active version management. In the context
of version management, it is possible to make before
versus after simulation variance analysis such that,
while before simulation typed versions hold the
process owner’s direct insights about demand
point:plant assignments as the ground truth, after
Figure 2: Proposed Solution Architecture. Process enhancements at the corresponding planning phases are denoted by yellow
stars.
ICINCO 2021 - 18th International Conference on Informatics in Control, Automation and Robotics
754

simulation typed versions purely reflect the global
optimal assignments obtained by the underlying
network optimization runs. As the relation between
these two version types, demand point:plant
assignments proposed at before simulation version is
used as the baseline for unit transportation cost
determination at delivered sales price conversion.
As the enhancement of Network Optimization
solution, there is an objective function type feature at
version customization step. This feature is used for
designating objective function applied at network
optimization such as contribution margin or net profit
maximization. Distinctions and relations between
before and after simulation type versions are given in
Figure 3.
Master data constitutes the backbone of the proposed
approach such that, it contains major planning
dimensions, i.e. ship-to-party, product and plant.
While these dimensions can be maintained
individually via the corresponding data management
user interfaces (UIs), it is also possible to export mass
master data and import actual dimension members
from SAP ERP system. Respectively, ship-to-party is
a kind of dynamic dimension. Therefore, these
alternative mass data maintenance interfaces and
transactions are more effective for keeping ship-to-
party dimension up-to-date. Details about planning
dimensions are given as below:
Ship-to-party dimension holds the major features
of valid customers such as name, region, city, city
district and micro-market.
Product dimension contains the name, product
type (bag or bulk cement) and segment (e.g.
C1
strength level bag cement,
C2 strength level bulk
cement etc.) features.
Plant dimension contains the name and active
plant indicator features.
Planning data relatively reflects the what-if
circumstances for the corresponding version. These
circumstances can be designated by sales (e.g. sales
volume and price), transportation (e.g. transportation
cost) and production (e.g. variable or fixed production
costs, capacity constraints at plant or plant-product
detail levels) functional areas. Details about planning
data management are given below:
Sales volume (vol) and price (prc) planning step
instantiates potential demand points (dp) which
imply valid combinations of ship-to-party (STP
set) and product (PRD set) dimensions as given in
Equations 1 and 2.
According to simulated/preset indicator at sales
planning step, it is possible to determine whether
the underlying demand point will be covered by
network optimization or assigned to an apriori
plant predefined at before simulation typed
version. Additionally, sales process owner plans
the exwork prices according to the unit
transportation cost retrieved from before
simulation typed version of the corresponding
period and the delivered sales price determined at
sales contract document.
At transportation cost (trs) planning step,
estimated unit transportation cost is planned on
ship-to-party (dp
i
.stp), product type (dp
i
.prd_typ)
and plant basis (plt) as given in Equation 3. In the
case of infeasible combinations that exceed the
maximum distance threshold (approximately 400
kilometers), unit transportation cost is manually
set as a big M value, e.g. one million ₺ per ton.
Variable production cost (vpc) planning step
holds the estimated variable production cost on
product (dp
i
.prd) and plant (plt) basis as given in
Equation 4. This variable cost component reflects
the production cost drivers that are directly
correlated with the production volume such as
direct material cost calculated according to the bill
of material (BOM). In the case of infeasible
production capability, unit variable production
cost is manually set as a big M value, e.g. one
million ₺ per ton.
Figure 3: Distinctions and Relations between Before and After-simulation Typed Versions.
Profit Maximized Network Optimization at SAP System: A Real-life Implementation in Cement Industry
755

Fixed production cost (fpc) planning step holds
the estimated fixed production cost on plant (plt)
basis as given in Equation 5. This fixed cost
component reflects the production cost drivers
that are not affected by the production volume but
correlated with installed capacity such as
amortization and direct labor cost calculated
according to the production routing.
Sample planning user interfaces for sales,
transportation and production planning steps are
given in Appendix. Additionally, capacity constraints
are other determinants handled at data management
phase:
Plant-based capacity planning step includes plant
utilization rate, total capacity, and product type
(bag or bulk) capacity figures on plant (plt) basis.
These capacity figures per plant are revaluated on-
the-fly by the utilization rate input.
At product-based capacity planning step, capacity
figures are specifically planned at product
(dp
i
.prd) and plant (plt) details. These product
relevant capacity figures per plant are calculated
on-the-fly by the utilization rate planned at
previous plant-based capacity planning step.
3.2.2 Optimization
Optimization phase consists of three steps namely
network optimization data pre-processing,
optimization and valuation as shown in Figure 2.
In network optimization data pre-processing,
three different input data, which are objective
function coefficients (coef
dpi,pltj
) for all demand
point:plant combinations, demand satisfaction and
capacity constraints, are all generated by using
customization, master and planning data for the
underlying version.
In the case of contribution margin maximization
objective function preference for the underlying
version, objective function coefficient (coef
dpi,pltj
in
Equations 3-4) implies the sum of gross sales
(Equation 2), transportation cost (Equation 3) and
variable production cost (Equation 4) for each
demand point(dp):plant(plt) combination. In the case
of net profit maximization objective function
preference, fixed production cost is also considered at
objective function calculation as given in Equation 5.
Underlying objective function coefficient calculation
steps are given at Equations 2-5:
DP = STP × PRD
(1)
gr_sl
dpi
= vol
dpi
× prc
dpi
(2)
coef
dpi,pltj
= gr_sl
dpi
−
vol
dpi
× trs
dpi.stp,dpi.prd_typ,pltj
(3)
coef
dpi,pltj
= coef
dpi,pltj
−
vol
dpi
× vpc
dpi.prd,pltj
(4)
coef
dpi,pltj
= coef
dpi,pltj
−
vol
dpi
× fpc
pltj
(5)
Demand satisfaction constraint holds the planned
sales volumes of the demand points that are set as
simulated at simulated/preset indicator. In other
words, preset demand points are omitted at demand
satisfaction constraint. This constraint line item also
holds additional information such as ship-to-party,
product and product type features of the underlying
demand point. As a restriction, total volume of
demand point must be replenished by a single plant.
Since underlying sales volume cannot be distributed
over multiple plants, Network Optimization solutions
evolves towards an integer programming (IP)
characterized mathematical model.
Capacity constraints reflect the rationale of scarce
production source of production facilities. These
constraints can be designated at four distinct detail
levels: plant, product type (bag/bulk) and plant,
product segment and plant, and lastly product and
plant via the capacity planning steps introduced in
Section 3.2.1. Additionally, sales volumes of preset
typed demand points are subtracted from the
corresponding capacity figures before network
optimization run.
At optimization step, linear programming
algorithm is applied to achieve profit maximization
and solve the underlying assignment problem. This
algorithm retrieves all simulated type demand
point:plant combinations as candidate solutions and
takes production capacity and demand satisfaction
constraints into account. After data pre-processing
step, the input data calculated at SAP BW system
layer for the underlying version is transferred to
optimization logic layer as shown in Figure 2.
Respectively, optimization step aims to maximize
total objective function value, i.e. contribution margin
or net profit. In this aspect, assignment of a demand
point dp
i
to a plant plt
j
implies the demand
satisfaction for dp
i
and a local increase at objective
function value worth of the unit margin value realized
by dp
i
:plt
j
assignment calculated at Network
Optimization data pre-processing step. On the
contrary, a portion of capacity figures related to
demand point dp
i
and plant plt
j
is diminished due to
this demand satisfaction.
Technically, we positioned an integer
programming characterized mathematical model to
satisfy each demand point with exactly one plant in
an optimality fashion such that, it maximizes total
contribution margin or net profit with respect to any
given number of plants and demand points.
ICINCO 2021 - 18th International Conference on Informatics in Control, Automation and Robotics
756

Accordingly, lpSolve package has several input
arguments to work appropriately such as objective
function vector that is essentially the target for our
problem required to be expressed in a mathematical
way, and a constraint matrix to consider the
constraints given above and totally satisfy them
correctly. The constraint matrix is composed of two
partitions: the demand constraint determined for each
simulated typed demand point and capacity
constraints planned at any detail levels. Finally, for
every constraint we shall have an operand vector to
express the limits in a mathematical manner, e.g., =
or ≤ etc., and the constraint figures that can be
considered as right-hand side (RHS) vector that holds
the threshold values about the underlying constraints.
After the completion of every aspect of the constraint
side, optimization step is ready to use
lpSolve
functions, e.g.
LP, to obtain the optimal results
according to the input objective function coefficients
and constraints.
Once mathematical model returns the global
optimal solution vector, we convert the demand
point:plant optimal assignments to a 2D matrix and
traverse at this matrix to obtain 1-valued assignments
with disregarding 0-valued elements. Finally, these
assignments are transferred to SAP BW system layer
for network optimization valuation step as shown in
Figure 2. Additionally, underlying input data, i.e.
objective function coefficients, demand satisfaction
and capacity constraints, and optimal solution are also
saved as local files at SAP file directory, aka
AL11
transaction.
The underlying mathematical model is given
below as Algorithm 1.
Algorithm 1: Integer Programming (IP) Characterized
Network Optimization Mathematical Model.
𝑀𝐴𝑋
𝑐𝑜𝑒𝑓
,
×𝑖
,
s.t:
𝑣𝑜𝑙
×
𝑖
,
≤ 𝑐𝑝𝑐𝑡𝑦
𝑓𝑜𝑟 ∀𝑝𝑙𝑡𝑗 ∈ 𝑃𝐿𝑇
𝑣𝑜𝑙
×
𝑖
,
≤𝑐𝑝𝑐𝑡𝑦
,_
𝑖𝑓 𝑑𝑝𝑖.𝑝𝑟𝑑_𝑡𝑦𝑝 = 𝑝𝑟𝑑_𝑡𝑦𝑝𝑘
𝑣𝑜𝑙
×
𝑖
,
≤𝑐𝑝𝑐𝑡𝑦
,_
𝑖𝑓 𝑑𝑝𝑖.𝑝𝑟𝑑_𝑠𝑒𝑔 = 𝑝𝑟𝑑_𝑠𝑒𝑔𝑘
𝑣𝑜𝑙
×
𝑖
,
≤𝑐𝑝𝑐𝑡𝑦
,
𝑖𝑓 𝑑𝑝𝑖. 𝑝𝑟𝑑 = 𝑝𝑟𝑑𝑘
𝑖
,
=1
𝑓𝑜𝑟 ∀𝑑𝑝𝑖 ∈ 𝐷𝑃
𝑖
,
∈ {0, 1}
Line 1 represents objective function such that,
binary variable i
dpi,pltj
holds the underlying atomic
dp
i
:plt
j
assignment decision and variable coef
dpi,pltj
is
unit contribution margin or net profit coefficient
calculated at network optimization pre-processing
step. Value of these coefficients are determined
according to the objective function type preference of
the underlying version. Lines 2-5 represent capacity
constraints determined at different plant and product
detail levels, i.e. plant, demand point product type
(dp
i
.prd_typ), product segment (dp
i
.prd_seg) or
product (dp
i
.prd). Respectively, Line 6 holds the
customer satisfaction determined for each simulated
typed demand point. The last line enhances integer
programming (IP) characteristic to the underlying
mathematical model.
After obtaining the optimal demand point:plant
assignment solution, valuation step calculates exact
gross sales, transportation cost, fixed and variable
production cost, contribution margin and net profit
values for each demand point via Equations 2-5.
According to the planning dimensions, e.g. ship-to-
party, plant and product, and the features of these
planning dimensions, e.g. city, city district, product
group, it is possible to analyse the network
optimization valuation by zoom-in/out functionality.
These figures are managed by version and
GUID (i.e.
a unique runtime identifier as shown in Figure 3) at
Network Optimization solution. Process owner can
compare different versions and network optimization
runs for the corresponding period by keep/change
variance analysis report. Finally, valuation figures of
the optimal network optimization run are transferred
to the adhoc reporting phase or Microsoft Power BI
layer as shown in Figure 2.
3.2.3 Adhoc Reporting
Adhoc reporting phase provides various reporting
functionalities to analyse the valuation figures for
each valid before or after simulation typed versions,
perform keep/change variance analysis among the
corresponding what-if scenarios and monitor capacity
consumptions at different plant and product detail
levels.
4 EXPERIMENTAL RESULTS
In the scope of pilot runs, Network Optimization
solution is implemented at one of our instalment-
based SAP clients operating in cement industry. This
leading organization has 6 plant facilities located in
Central Anatolia region in Turkey and replenishes
bag or bulk typed cement products to approximately
500 potential or actual ship-to-parties spread over
Ankara, Black Sea, Central and Eastern Anatolia
Profit Maximized Network Optimization at SAP System: A Real-life Implementation in Cement Industry
757

regions. Current product portfolio consists of 11
product groups.
As the experimental analysis, we focus on two
months that are relatively sales intensive and
bottleneck periods, i.e. August 2020 and September
2020, respectively. These periods constitute of
approximately 350 demand points and 5 active
capacity constraints designated at different plant and
product detail levels as stated in Section 3.2.2. Due to
what-if scenario evaluation, we created 6 distinct
planning versions such that, two before simulation
typed versions with
yyyy_mm_B0 notation, two after
simulation typed versions with yyyy_mm_A1 notation
that maximize contribution margin and two after
simulation typed versions with
yyyy_mm_A2 notation
that maximize net profit. Experimental results can be
evaluated within two variance analysis: before versus
after and after versus after variance analysis.
4.1 Before vs. After Variance Analysis
According to contribution margin maximization
objective preference, Network Optimization solution
promises adequate increase at the objective value by
an average value of 6.33% as shown in Table 1.
Although this improvement is degraded by the
indispensable increase at transportation cost
(approximately 6.35%), minimization of variable
product cost by an average value of 3.88%, which
constitutes the major portion of cost accrual, result in
improvement at total contribution margin (from
4872.8K ₺ to 5181K ₺).
Similarly, net profit maximized network
optimization increases the objective value by an
average value of 26.9% as shown in Table 2.
Although there happens a 9.73% increase at
transportation cost, this tendency is damped by
significant shrinkage at fixed and variable production
costs, i.e. 4.04% and 6.04% reductions respectively.
The mechanism emphasized at both what-if
scenarios is due to the fact that, while human insights
at before simulation typed version is myopically
based on transportation minimization, Network
Optimization solution provides a wholistic
perspective that considers both transportation and
production cost drivers at profitability. Respectively,
total (fixed and variable) production costs are
approximately 4.9 times higher than total
transportation costs. Hence, network optimization
tends to assign demand points to geographically far
Table 1a: Before vs. After Variance Analysis.
Table 1b: Nominal Variance per Period.
Table 2a: Before vs. After Variance Analysis.
Table 2b: Nominal Variance per Period.
ICINCO 2021 - 18th International Conference on Informatics in Control, Automation and Robotics
758

Figure 4: Keep Change Report for August 2020 period (variance analysis between 2020_08_A1 and 2020_08_A2).
and still feasible plants with high-tech production
lines. This high-tech notion implies lower
amortization costs, shorter standard production cycle
times and higher capacity utilizations.
4.2 After vs. After Variance Analysis
As stated in Section 3.2.2, Network Optimization
solution has a configurable objective function feature.
Hence, it is possible to perform keep change variance
analysis that emphasizes changing demand
point:plant assignments due to the effect of
contribution margin or net profit objective function
preference.
In this aspect, there happens interesting demand
point:plant assignment changes in August 2020
period as shown in Figure 4. 11 demand points in city
66 are priorly assigned to plant
YC01, which is also
located in city 66, at version
2020_08_A1. These
demand points are then assigned to geographically far
plants (e.g.
CC02 and CC03) at version 2020_08_A2.
According to these changing points, there raises an
opportunity cost of 433.7K ₺ in transportation cost
and 143.6K ₺ loss in contribution margin.
On the contrary, because of net profit maximizing
objective function preference at version
2020_08_A2,
it can evaluate further trade-offs potentially emerged
between transportation cost and fixed production cost
drivers such that, 143.6K ₺ loss at contribution
margin is amended by 308.6K ₺ gain at fixed
production cost. Due to the rationale of sunk costs
realized by production idle capacity in plant
YC01, i.e.
higher amortization cost, longer standard production
cycle times and lower capacity utilization,
replenishment of cement to the underlying 11 demand
points from geographically nearest plant turns into an
unprofitable status.
As the non-functional business requirement,
Network Optimization solution eliminates time-
consuming and erroneous hand simulation performed
by process owners at Microsoft Excel solver.
Accordingly, current total processing time is
dramatically lessened from 2 hours to 30 seconds at
the pilot runs.
5 CONCLUSIONS
This paper demonstrates Network Optimization
solution deployed at SAP system and proposed
solution architecture provides a seamless network
optimization experience over a large environment
orchestrating SAP system, optimization logic and
Microsoft Power BI layers. Correspondingly, the
underlying solution paradigm aims to find global
optimum demand point:plant assignments at product
replenishment that maximize total profitability in
terms of contribution margin or net profit with respect
to sales, transportation and production planning data
and concerning capacity and customer satisfaction
constraints.
As the current (as-is) situation, human judgments
is the major determinant in demand point:plant
assignments within a myopic aspect solely focusing
on transportation minimization. Additionally, hand
simulation executed at Microsoft Excel solver is a
time consuming and error-prone procedure such that,
less effort is dedicated to more value adding
operations. On the contrary, Network Optimization
solution provides a wholistic aspect towards profit
maximization by the leverage effect of mathematical
modelling. Hence, process can focus on variance
analysis and different what-if scenarios evaluation.
According to experimental results, Network
Optimization solution increases the contribution
margin by an average value of 6.33% and net profit
by 26.9%. Additionally, configurable objective
function feature at version management provides an
effective after versus after variance analysis that
compares different what-if scenarios highlighting
potential trade-offs between transportation and
production cost drivers. As the future work, we plan
Profit Maximized Network Optimization at SAP System: A Real-life Implementation in Cement Industry
759
to spread proposed solution towards different
industries confronting similar network optimization
bottlenecks.
REFERENCES
Billal, M., Islam, M., Alam, S. & Hossain M. (2015).
Optimal Supply Chain Network Opportunities: The
Case of Bangladesh. World Journal of Social
Sciences 5.3
Chukwuma, N. K., & Chukwuma E. (2015). Optimizing
Cement Distribution in the Nigerian Cement
Manufacturing Industry: The Case of Cement
Distribution from Selected Firms to Markets in Ebonyi
State. International Journal of Research in Business
Management 3.2:35-64.
Das, A., Adnan, T. M., Hassan, S. & Rahman K. M. (2017).
Analysing Logistics Cost Factors and Developing Cost
Optimization Tools and Techniques for a Cement
Industry (Case Study: Lafarge Surma Cement Ltd).
International Research Journal of Engineering and
Technology (IRJET) 4.04:1504.
Dikos, G., & Spyropoulou, S. (2013). Supply Chain
Optimization and Planning in Heracles General
Cement Company. Interfaces 43.4:297-312.
Kostin, A., Macowski D. H., Pietrobelli, J. M. T. A.,
Guillen-Gonsalbez, G., Jimenez, L., & Ravagnani, M.
A. S. S. (2018). Optimization-Based Approach for
Maximizing Profitability of Bioethanol Supply Chain in
Brazil. Computers & Chemical Engineering 115:121-
132.
Oladejo, N. K., Abolarinwa, A., Salawu, S.O. & Lukman,
A. F. (2019). Optimization Principle and Its’ Applica-
tion in Optimizing Landmark University Bakery
Production Using Linear Programming. International
Journal of Civil Engineering and Technology (IJCIET)
10.2:183-190.
Samani, H. M. V., & Mottaghi, A. (2006). Optimization of
Water Distribution Networks Using Integer Linear
Programming. Journal of Hydraulic Engineering
132.5:501-509.
Sulistyo, D. E., Herryandie, A. & Jonrinaldi (2019).
Inventory and Transportation Model for Decision
Making in Cement Industry (Case study at PT Semen
Padang). IOP Conference Series: Materials Science
and Engineering. 505:1.
Togo, D. F. (2005). Integrating Operations Management
into Cost Systems: An Accounting Approach to Linear
Programming. Journal of Business Case Studies
(JBCS) 1.4:27-32.
Vidal, C. J., & Goetschalckx, M. (2001). A Global Supply
Chain Model with Transfer Pricing and Transportation
Cost Allocation. European Journal of Operational
Research 129.1:134-158.
Vimal, K. E. K., Rajak, S. & Kandasamy, J. (2019).
Analysis of Network Design for a Circular Production
System Using Multi-Objective Mixed Integer Linear
Programming Model. Journal of Manufacturing
Technology Management, 30.3:628-646.
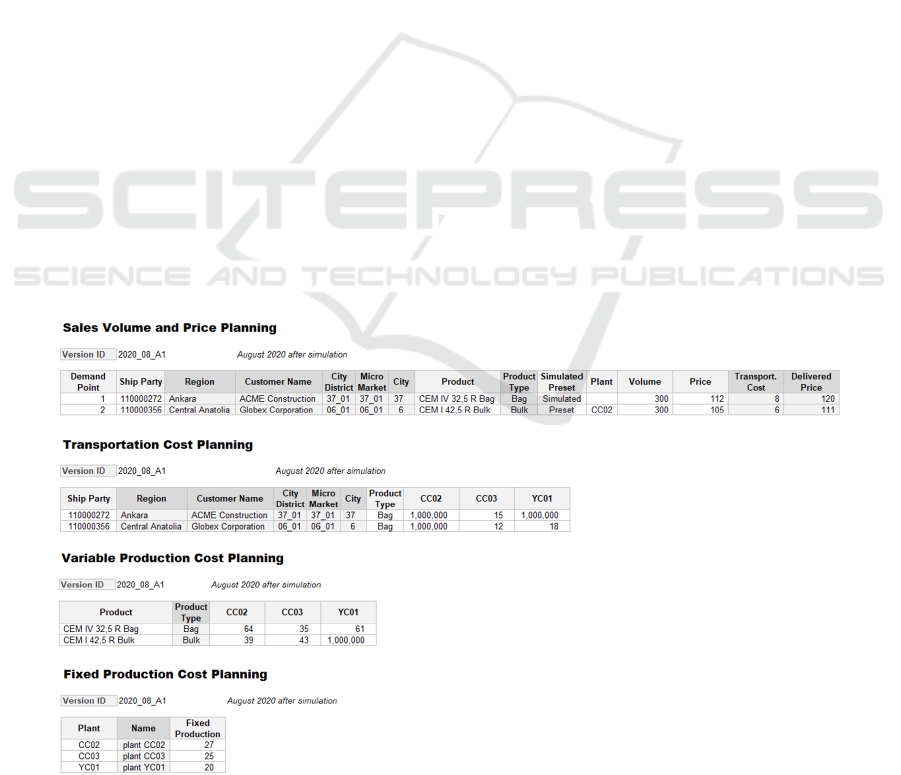
APPENDIX
Sample planning user interfaces, e.g. sales volume
and price, transportation cost, variable and fixed
product cost planning, are given in Figure 5.
Figure 5: Sample Planning User Interfaces maintained via a version ID parameter. While editable fields are shown in light
grey shade, the fields automatically extracted from planning dimensions’ master data are given in dark gray color.
ICINCO 2021 - 18th International Conference on Informatics in Control, Automation and Robotics
760
