
A Digital Twin-based Approach to the Real-time Assembly Line
Balancing Problem
L. Ragazzini
1a
, N. Saporiti
2b
, E. Negri
1c
, T. Rossi
2
, M. Macchi
1d
and G. L. Pirovano
2
1
Department of Management, Economics and Industrial Engineering, Politecnico di Milano, Milano, Italy
2
School of Industrial Engineering, Carlo Cattaneo – LIUC University, Castellanza, Italy
Keywords: Digital Twin, Industry 4.0, Assembly Line Balancing.
Abstract: The emergence of technologies linked to the Industry 4.0 paradigm is increasingly influencing the design and
management of production systems. However, applications related to assembly lines are scarcely explored in
the literature. Hence, in this paper, a Digital Twin-based approach to real-time assembly line balancing
problem (ALBP) in the i-FAB learning factory of Università Carlo Cattaneo – LIUC is presented. The results
show that the implementation of a Digital Twin (DT) can enhance the overall productivity of a manual
assembly line to smooth the effects of disruptions.
1 INTRODUCTION & REVIEW
OF THE STATE OF THE ART
The interest in the topic of Digital Twin (DT) in the
literature presented a steady growth in the last few
years. This strong rise in the study of DT-related
themes can be attributed to the massive use of the
technologies related to Industry 4.0 paradigm
(Havard, Jeanne, Lacomblez, & Baudry, 2019). A DT
can be defined as an integrated simulation
technology, which aims at developing a model of the
environment that has to be fed with real-time data, in
order to provide high fidelity of the overall system
(Saporiti., Cannas, Pirovano, Pozzi, & Rossi, 2020;
Tao, Qi, Wang, & Nee, 2019). The real-time
communication system that characterizes a DT
represents one of the main issues of its
implementation as well. As a matter of fact, in order
to successfully implement and develop a DT, there is
a relevant need for an intense gathering of data from
sensors as well as a robust and fast computing system
(Negri, Fumagalli, & Macchi, 2017).
A few works dealing with the interactions
between DTs and human operators were proposed.
Many of these works focus on the development of
Human-Machine Interfaces to enable collaboration
a
https://orcid.org/0000-0003-2019-751X
b
https://orcid.org/0000-0003-2250-4157
c
https://orcid.org/0000-0002-0006-7497
d
https://orcid.org/0000-0003-3078-6051
with robots (Segura et al., 2020). Other works related
to DTs and manual operations face the problem of
ergonomics by integrating a model of human operator
(Greco, Caterino, Fera, & Gerbino, 2020). Moreover,
a DT was developed to acquire data for monitoring
human activities in manufacturing and to process
them for improving ergonomics as well as to allow
workstation reconfigurations (Nikolakis,
Alexopoulos, Xanthakis, & Chryssolouris, 2019). In
addition, the modeling of human behavior was
considered to perform the optimization of the
manufacturing processes (Bécue, Maia, Feeken,
Borchers, & Praça, 2020). A DT for improving
workers’ ergonomics is discussed also in the work by
Fera, which considers the monitoring of the
balancing of the line as well (Fera et al., 2020).
From a system-oriented perspective, some
methodologies were proposed integrating DT models
of the operators to include them in the production
control decision-making. Graessler and Poehler
developed a self-controlling assembly system that
integrates a real-time control approach based on a DT
capable of replicating the behavior of the operator (I.
Graessler & Poehler, 2018). Another work from the
same authors dealt with matching operators with
assembly tasks using a DT (Iris Graessler & Poehler,
2018)
Ragazzini, L., Saporiti, N., Negri, E., Rossi, T., Macchi, M. and Pirovano, G.
A Digital Twin-based Approach to the Real-time Assembly Line Balancing Problem.
DOI: 10.5220/0010674500003062
In Proceedings of the 2nd International Conference on Innovative Intelligent Industrial Production and Logistics (IN4PL 2021), pages 93-99
ISBN: 978-989-758-535-7
Copyright
c
2021 by SCITEPRESS – Science and Technology Publications, Lda. All r ights reserved
93

Looking at the background of the problem
addressed in this paper, the relevance of the assembly
line balancing problem (ALBP) in the manufacturing
sector is well known and was subject to recent
developments.
The problem of optimally dividing (i.e. balancing)
the assembly tasks among the available stations in
order to minimize or maximize one or more objective
functions is known as ALBP (Scholl & Becker,
2006). In particular, Cakir developed a Simulated
Annealing (SA) algorithm to deal with assembly line
balancing considering a certain degree of
stochasticity in the task times (Cakir, Altiparmak, &
Dengiz, 2011).
Altekin and Akkan defined line rebalancing as the
way to change the tasks and assignment of tasks to
stations and proposed a model to cope with failures
and recover performance losses (Altekin & Akkan,
2012). Yang stated that assembly line rebalancing has
to consider not just performance improvements, but
also the adjustment costs (Yang, Gao, & Sun, 2013).
Often, assembly line rebalancing is performed due to
variations of some parameters such as task times,
cycle time, or even product features (Gamberini,
Grassi, & Rimini, 2006).
Huo studied a fuzzy control logic for real-time
assembly line balancing (Huo, Zhang, & Chan, 2020).
The authors focused on machine health states to
define triggers for rebalancing the line.
Despite the growing interest in DTs, and the
relevance of the ALBP in the manufacturing
engineering sector, to the best of our knowledge, no
application to solve the ALBP based on the use of
DTs is available in the literature.
This paper proposes the implementation of a
working DT in i-FAB, the learning factory of
Università Carlo Cattaneo – LIUC is presented
(Figure 1). In i-FAB, a series of production activities
aimed at enhancing the knowledge of university
students, as well as company employees and
managers, about the themes of Lean Manufacturing
and Industry 4.0 paradigm, are carried out. As a
matter of fact, in i-FAB the operators perform
complex assembly tasks, representing, therefore, an
assembly line that could be considered as fully
manual.
Figure 1: i-FAB: learning factory of LIUC.
The learning factory developed by LIUC presents
a series of workstations that allows to fully perform
an assembly of different kinds of complex products
and to deliver the final product to the quality check
department. The number of workstations is variable,
the layout is flexible, and the main goal is to enable a
production that respects the takt time set in advance.
For the purposes of this work, the number of
workstations was set to five and they were arranged
in a line. The layout of the assembly line is sketched
in Figure 2.
Figure 2: i-FAB layout.
A DT model has been built in order to enhance the
overall productivity of the manufacturing system,
thanks to a real-time balancing of the assembly line.
In this context, this work aims at answering the
following research questions:
• What is the impact of a DT in an ALBP?
• What are the advantages of a DT in a human-
intensive assembly line?
This paper is structured as follows. Firstly, the
research design is presented, and therefore, gaps and
objectives of the research are discussed (section II).
Secondly, the research approach is described by
presenting the adopted modeling methodology (section
III). Thirdly, the main findings of this work are
presented (section IV). Finally, a discussion on the
results as well as on limitations and future research
directions of the paper is carried out (section V).
2 RESEARCH DESIGN
2.1 Gaps
From an analysis of the literature, some gaps emerged
which are to be tackled by this work. Indeed, these
gaps are relevant to drive the development of the
work.
• Only a few papers face the issue of real-time
line balancing problem, although this could
be of great potential to maintain high system
performances in case of disruptive events.
• No author has studied the interrelationships
between line balancing problems and DTs,
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
94

even though these appear relevant issues, in
light of the importance of the ALBP in the
manufacturing engineering, on one hand,
and of the potential due to the
synchronization with field operations
favored by the use of DTs, on the other hand.
• DTs considering operators under a system
perspective are scarcely found in the
literature. Nevertheless, it is interesting to
study the effects of local variability induced
by the operators on the performances at a
system level, i.e., the line. This is not a
novelty per se, its innovativeness lies in the
context of a DT-based approach and real-
time assembly line balancing.
2.2 Objectives
The main objective of this work is to develop a DT of
a human-intensive assembly line to improve overall
system performances. In order to achieve this, a new
methodology for real-time ALB based on DT will be
defined. Moreover, this will assist in the exploration
of the potential of DTs in fully manual assembly
systems.
3 MODELLING
METHODOLOGY
3.1 Hypotheses & Mathematical Model
Hereafter, the mathematical model of the problem
addressed by this work is presented. Task durations
are expressed in seconds [s].
i,h=1:n tasks index
G=
i,h
directed acyclic graph
k=1:m station
𝜉 scenario, it includes the various errors states that
could happen to the assembly line (error states are
adopted to represent the disruptions, deeply described
in section 3.2)
t
i
average task duration [s]
t
i
ξ
average task duration under a scenario ξ [s]
x
ik
1,
0,
if task i is assigned to station k
otherwise
∀i=1,…,n; ∀k=1,…,m
We define the workload on a certain station as:
w
k
ξ
= t
i
ξ
x
ik
n
i=1
s
(1
)
Cycle time is assumed as the maximum value
among stations workloads:
C
ξ
max w
k
ξ
s
(2)
In addition, we define the Smoothing Index (SI)
as:
SI
ξ
=
C
ξ
-w
k
ξ
2
m
k=1
(3)
SI is a relative index commonly used for
measuring the balancing of an assembly line,
accounting for the differences in the workload of the
stations. Hence, it allows the comparison between
different system configurations.
The objective of the optimization problem is to
minimize the SI:
min SI
ξ
=
C
ξ
-w
k
ξ
2
m
k=1
(4)
The constraints of the problem must ensure that
any task is assigned to one and only one station:
x
ik
= 1
m
k=1
, ∀i=1,…,n
(5)
Besides, precedence constraints must be
respected:
kx
hk
≤ kx
ik
m
k
=
1
m
k
=
1
∀
h,i
(6)
3.2 Solution Method
The proposed solution method for the ALBP is
depicted in Figure 3 and relies on a DT-based
methodology including a SA algorithm.
Figure 3: Solution method for ALBP.
The physical assembly system in the lower part of
the block diagram is provided with local computers
connected to the Manufacturing Execution System
(MES). This allows communication between each
A Digital Twin-based Approach to the Real-time Assembly Line Balancing Problem
95

workstation and the centralized information system.
The MES is the connection point between the
physical and the virtual domain: here the DT and the
real-time line balancing module (designated as
workload controller in the figure) lie. The former
consists of a Discrete Event Simulation (DES) model
which is connected to the MES to gather information
related to the current situation of the shop floor. The
latter collects just the data related to eventual error
states to be addressed in order to improve the
workload balance. Furthermore, workstation state
may represent either proper functioning state or any
error state.
In fact, the whole system remains silent until it is
triggered by the MES, which is responsible for
detecting errors states related to three main causes:
• Lack of materials, which does not allow the
execution of a certain assembly task for
which a specific material is required;
• Lack of equipment, which does not allow the
execution of any assembly task for which a
given tool is necessary;
• Lack of operators, which does not allow the
execution of the tasks strictly requiring two
operators. Moreover, this increases the
completion time of all the other tasks by
50% on average, due to the lack of
parallelization of part of the work.
The recovery from a given error state is
considered as a trigger itself.
The workload controller solves the ALBP thanks
to the SA algorithm (Figure 4) and tests the solution
on the DT of the line. The behavior of the system
considering the new assignment of the tasks is
compared to the present one: only in case a significant
performance improvement is detected, the new
solution is implemented. The decision is then
feedbacked to the MES, which is responsible for
actuating eventual changes in the task assigned to
each workstation.
Figure 4: Simulated Annealing algorithm.
The nervousness of the system is mitigated by the
introduction of an ad-hoc heuristic in the workload
balancing module. This function allows preventing
changes in the assignment of the tasks in case the
improvement does not reach a certain threshold.
Indeed, the DT predicts the system behavior in the
following 15 minutes simulating both the current and
the proposed solutions to the ALBP, which consist of
the allocation of tasks to workstations.
To accept the new assignment, for each task
moved from a station to another one there must be a
significant improvement in the lead time of an
assembled product (i.e., a job) completed in the DT
prediction window. The lead time of a job is
computed as the difference between its enter and exit
times.
It has to be remarked that, for the development
and testing phases of the proposed methodology, a
physical twin of the assembly line was realized,
according to the definition by Ait-Alla (Ait-Alla,
Kreutz, Rippel, Lütjen, & Freitag, 2020). The
physical twin consists of a DES model which
replicates the behavior of the physical system.
3.3 Software/Tools/Languages
In order to develop the DT model, two main software
tools has been exploited, i.e., MATLAB® and
R/RStudio.
The former has been used as a computing system.
As a matter of fact, Simulink has been used to develop
the simulation model of i-FAB. In this sense, the
model has been built as a simulation meta-model,
based on the number of active assembly workstations
on the shopfloor.
The latter has been exploited in order to integrate
the MES system of i-FAB with the newly developed
DT. Hence, the MES itself of i-FAB has been
developed in RStudio, and in particular as a
ShinyApp. However, several code changes in the
main body of the MES were needed. These were
aimed at performing two main tasks. Firstly, RStudio
has been used as an interface to the real physical part
of the factory in order to gather data and to rearrange
them in the best form. RStudio monitors mainly two
kinds of information. Firstly, there is a constant check
of the overall condition of the factory, as every piece
and every activity are tracked from the very start to
the delivery of the finished product. Secondly,
R/RStudio and therefore the MES itself monitor a
series of events that are reported by the operators as
errors. The gathered and reworked data constitute the
input of the simulation performed on Simulink.
Secondly, after that the simulations have been
performed, R/RStudio gathers the results and
transmits the data to the MES of i-FAB.
Subsequently, the MES pushes the information about
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
96
the balancing of the assembly line directly to the
shopfloor, thanks to the monitor that is embedded in
every workstation in the factory. Therefore, the
operators are constantly updated about the next
activities to be performed. As depicted in Figure 5,
the joint use of R/RStudio and MATLAB allowed
closing a double data loop that connects the real world
to the virtual one.
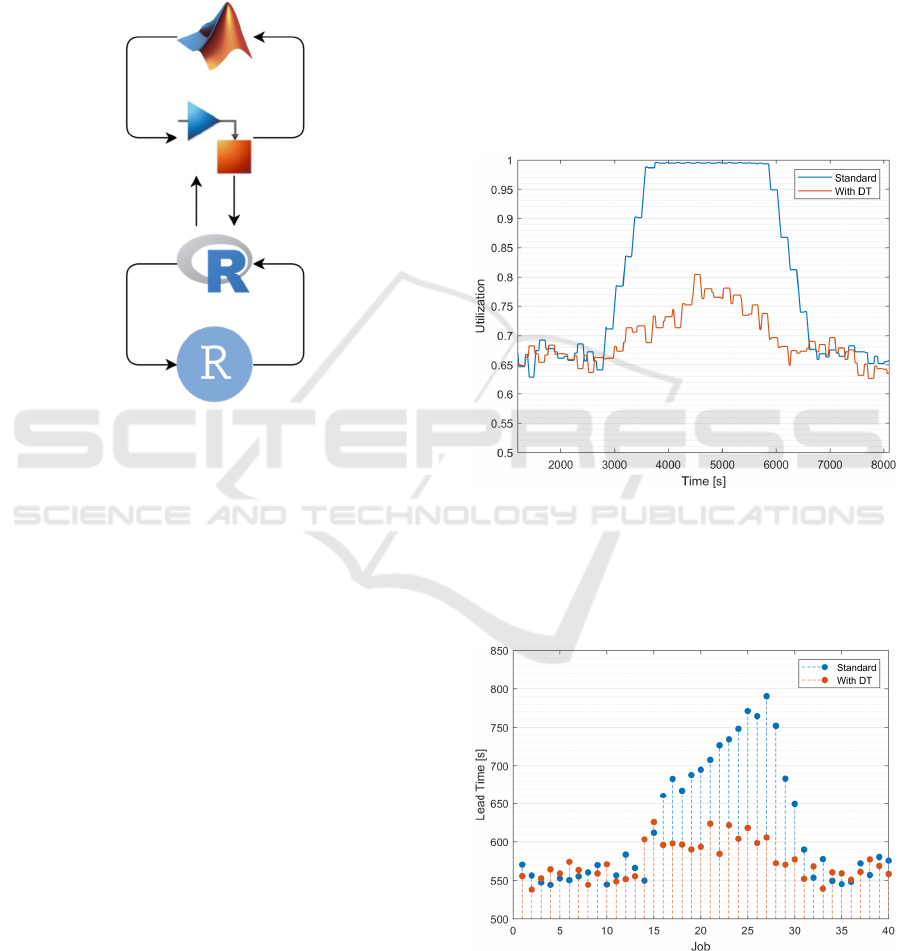
Figure 5: Software architecture data loop.
Hence, data first flow from the physical shopfloor
to R/RStudio and then to the MES. Afterward, data
are elaborated and simulations are performed by
Simulink. Finally, results flow back to the physical
world thanks to the use of monitors to communicate
with the operators on the workstations.
4 FINDINGS
The proposed methodology allows the exploitation of
the DT paradigm on a system constituted of a manual
assembly line. As a matter of fact, it is possible to
control the line by assigning tasks to the workstations
in real-time after (re)-balancing the workload.
The architecture developed permits to effectively
use a DT to solve the real-time ALBP. The
workstations have been modelled considering
nondeterministic assembly times due to the
performance of the operators, allowing to provide
more robust solutions.
From a system performance viewpoint, the
proposed work is able to grant some improvements.
An experiment was performed considering the
following conditions. An error state induced by the
lack of an operator in a workstation was in action for
45 minutes (i.e., 2700 seconds). The error occurred
after 45 minutes from the beginning of the
experiment.
The results of the performed test are two-fold as
they entail both workstations utilization and lead time
of the assembled products.
The utilization of the workstation where the error
occurs increases drastically with respect to its normal
operating condition. In fact, as depicted in Figure 6,
its value approaches the upper limit of utilization, i.e.,
one. On the other hand, when the DT is active, in the
same situation it is possible to remarkably mitigate
the effects of the error on the utilization level. As a
matter of fact, the increment of this value is limited to
approximately 0.15, thus reaching a maximum value
of nearly 0.8.
Figure 6: Comparison Utilization DT/Standard.
Furthermore, in Figure 7 the comparison between
the lead time of the jobs in the standard situation
(without the use of the DT) versus the one using the
DT is provided.
Figure 7: Comparison Lead Time DT/Standard.
As it can be noticed, the DT grants a remarkable
improvement in the lead times when the error state
A Digital Twin-based Approach to the Real-time Assembly Line Balancing Problem
97

arises. In the standard situation, the occurrence of an
error implies a relevant increase in the lead time of
the jobs, whereas, in the case of the use of DT, this
increase in time is far lower. On average, the lead time
of the jobs affected by the error state is 113 seconds
lower with respect to the case without the DT. Indeed,
we can notice an improvement of 16.0% in the overall
system performance under the error condition.
Hence, the DT can represent a valid instrument in
order to enhance the solutions of an ALBP.
As a matter of fact, the reactivity of the system is
strongly enhanced as assembly tasks are re-assigned
by the DT as soon as some error state is identified on
the MES.
The centralized control of the system leads to an
overall increased autonomy of the manual assembly
line. In this sense, the DT permits the system to self-
optimize its behavior, according to the analysis of the
current state of the line and to the predictions
provided.
Finally, the proposed methodology is also capable
to cope with the discussed errors through line
rebalancing but avoiding any nervousness of the
system.
5 CONCLUSIONS
This research presents an introductory model of a DT
aimed at approaching a real-time balancing problem
in the learning factory of Università Carlo Cattaneo –
LIUC, i.e., i-FAB. The results show that the use of a
DT can be highly beneficial for the entire
manufacturing system, even in the case of a manual
assembly line. Indeed, the DT can be exploited in
order to dynamically enhance the line balancing on
the workstations with respect to the different error
states that could possibly happen on the shopfloor.
Hence, the use of a DT can lead to a remarkable
reduction of the increase in the lead time of the jobs
and in the utilization of the station in which the error
occurs.
However, several limitations can be found in this
study. Firstly, the number of experiments performed
in i-FAB on the DT could be greatly increased. As a
matter of fact, inthis work, only a few experiments
were performed, mainly aimed at validating the
features of the DT as well as the right flow of data and
information from and to the field.
Secondly, in this model, the operators are
permanently assigned to their initial workstation.
Indeed, operators are not allowed to move from a
station to another one no matter the event/error states
that occur, even if this could lead to improvements to
the overall performance. However, this limitation is
quite representative of the real behavior of the
operators in i-FAB. Hence, in the learning factory
operators generally are not allowed to move to
another workstation unless in very particular
situations.
Additionally, some future research directions can
be derived from this research that could be addressed
in upcoming works.
First of all, in future work, a larger experimental
campaign should be held with a twofold purpose.
Firstly, deeper data gathering could be exploited in
order to fine-tune the main parameters of the model.
This could lead to higher reliability of the overall DT.
Secondly, a larger experimental campaign could be a
valid tool to enhance the validity of this research.
Furthermore, in future works, it could be of high
interest to perform tests on different manufacturing
systems. It could be interesting to consider the
interaction with co-bots, AGVs as well as the
application of the DT model to semi-automatic lines.
This could represent major future applications to
research on; this would give a context where tasks
assignment may be considered with various levels of
flexibility due to the available resources, being
concerned also of different levels of skills and roles
for the operators. Closely related, another future
research direction could lay on the possibility to
include the mobility of the operators among the
workstations on the shopfloor. Indeed, this feature
could represent a relevant enhancement of the validity
of the model, as well as a resolution for a limitation
of this research.
REFERENCES
Ait-Alla, A., Kreutz, M., Rippel, D., Lütjen, M., & Freitag,
M. (2020). Simulated-based methodology for the
interface configuration of cyber-physical production
systems. International Journal of Production Research.
https://doi.org/10.1080/00207543.2020.1778209
Altekin, F. T., & Akkan, C. (2012). Task-failure-driven
rebalancing of disassembly lines. International Journal
of Production Research, 50(18), 4955–4976.
https://doi.org/10.1080/00207543.2011.616915
Bécue, A., Maia, E., Feeken, L., Borchers, P., & Praça, I.
(2020). A new concept of digital twin supporting
optimization and resilience of factories of the future.
Applied Sciences (Switzerland), 10(13).
https://doi.org/10.3390/app10134482
Cakir, B., Altiparmak, F., & Dengiz, B. (2011). Multi-
objective optimization of a stochastic assembly line
balancing: A hybrid simulated annealing algorithm.
Computers and Industrial Engineering, 60(3), 376–384.
https://doi.org/10.1016/j.cie.2010.08.013
Fera, M., Greco, A., Caterino, M., Gerbino, S., Caputo, F.,
Macchiaroli, R., & D’amato, E. (2020). Towards digital
twin implementation for assessing production line
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
98

performance and balancing. Sensors (Switzerland),
20(1). https://doi.org/10.3390/s20010097
Gamberini, R., Grassi, A., & Rimini, B. (2006). A new
multi-objective heuristic algorithm for solving the
stochastic assembly line re-balancing problem.
International Journal of Production Economics, 102(2),
226–243. https://doi.org/10.1016/j.ijpe.2005.02.013
Graessler, I., & Poehler, A. (2018). Integration of a digital
twin as human representation in a scheduling procedure
of a cyber-physical production system. IEEE
International Conference on Industrial Engineering and
Engineering Management, 2017-Decem, 289–293.
https://doi.org/10.1109/IEEM.2017.8289898
Graessler, Iris, & Poehler, A. (2018). Intelligent control of
an assembly station by integration of a digital twin for
employees into the decentralized control system.
Procedia Manufacturing, 24, 185–189.
https://doi.org/10.1016/j.promfg.2018.06.041
Greco, A., Caterino, M., Fera, M., & Gerbino, S. (2020).
Digital twin for monitoring ergonomics during
manufacturing production. Applied Sciences
(Switzerland), 10(21), 1–20.
https://doi.org/10.3390/app10217758
Havard, V., Jeanne, B., Lacomblez, M., & Baudry, D.
(2019). Digital twin and virtual reality: a co-simulation
environment for design and assessment of industrial
workstations. Production and Manufacturing Research,
7(1), 472–489. https://doi.org/10.1080/
21693277.2019.1660283
Huo, J., Zhang, J., & Chan, F. T. S. (2020). A fuzzy control
system for assembly line balancing with a three-state
degradation process in the era of Industry 4.0.
International Journal of Production Research, 1–18.
https://doi.org/10.1080/00207543.2020.1786186
Negri, E., Fumagalli, L., & Macchi, M. (2017). A Review
of the Roles of Digital Twin in CPS-based Production
Systems. Procedia Manufacturing, 11(June), 939–948.
https://doi.org/10.1016/j.promfg.2017.07.198
Nikolakis, N., Alexopoulos, K., Xanthakis, E., &
Chryssolouris, G. (2019). The digital twin
implementation for linking the virtual representation of
human-based production tasks to their physical
counterpart in the factory-floor. International Journal of
Computer Integrated Manufacturing, 32(1), 1–12.
https://doi.org/10.1080/0951192X.2018.1529430
Saporiti., N., Cannas, V. G., Pirovano, G. L., Pozzi, R., &
Rossi, T. (2020). Barriers and enablers to the
implementation of Digital Twins in manufacturing
companies: a literature review. Proceedings of the
Summer School Francesco Turco.
Scholl, A., & Becker, C. (2006). State-of-the-art exact and
heuristic solution procedures for simple assembly line
balancing. European Journal of
Operational Research, 168(3), 666–693.
https://doi.org/10.1016/j.ejor.2004.07.022
Segura, Á., Diez, H. V., Barandiaran, I., Arbelaiz, A.,
Álvarez, H., Simões, B., … Ugarte, R. (2020). Visual
computing technologies to support the Operator 4.0.
Computers and Industrial Engineering, 139(November
2018), 105550. https://doi.org/10.1016/j.cie.2018.11.060
Tao, F., Qi, Q., Wang, L., & Nee, A. Y. C. (2019). Digital
Twins and Cyber–Physical Systems toward Smart
Manufacturing and Industry 4.0: Correlation and
Comparison. Engineering, 5(4), 653–661.
https://doi.org/10.1016/j.eng.2019.01.014
Yang, C., Gao, J., & Sun, L. (2013). A multi-objective
genetic algorithm for mixed-model assembly line
rebalancing. Computers and Industrial Engineering,
65(1), 109–116. https://doi.org/10.1016/j.cie.
2011.11.033.
A Digital Twin-based Approach to the Real-time Assembly Line Balancing Problem
99
