
A Constraint Programming Model for the Scheduling Problem with
Flexible Maintenance under Human Resource Constraints
Meriem Touat
1,2
, Belaid Benhamou
3
and Fatima Benbouzid-Si Tayeb
2
1
Ecole Sup
´
erieure des Sciences Appliqu
´
ees Alger (ESSA-Alger), BP 474 Place des Martyrs, Alger 16001, Algeria
2
Laboratoire des M
´
ethodes de Conception des Syst
`
emes (LMCS), Ecole Nationale Sup
´
erieure d’Informatique (ESI),
BP 68M 16309 Oued-Smar Alger, Algeria
3
Laboratoire LSIS, Domaine Universitaire de Saint-J
´
er
ˆ
ome, Batiment Polytech,
Universit
´
e Aix-Marseille, Avenue Escadrille Normandie-Niemen, 13397 Marseille Cedex 20, France
Keywords:
Single Machine Scheduling, Flexible Maintenance Planning, OPL, Constraints Programming, Human
Resource Constraints.
Abstract:
In this work, we tackle the scheduling problem that considers both production and flexible preventive main-
tenance on a single machine where the human resource constraints (the availability and the competence) are
taken into account. We propose a mathematical formulation for the problem that is expressed in the constraint
programming (CP) paradigm as a set of constraints. This CP modeling had been implemented using Ilog CP
Optimizer. Experiments were first carried out on small instances to compare our CP implementation with that
one carried out in Mixed Integer Linear Program programming (MILP) presented in (Touat et al., 2021), then
the CP implementation had been tested on large instances and encouraging results were obtained.
1 INTRODUCTION
In this work, we deal with the single machine schedul-
ing problem with unavailability intervals due to the
preventive maintenance activities that could be pe-
riodic or flexible. In theory, this kind of problems
have been proved to be NP-hard (Lee and Liman,
1992). To be solved, both exact and heuristic meth-
ods have been proposed in the literature. Indeed, sev-
eral mathematical modeling have been developed ac-
cording to the constraints taken into account ((Chen,
2008), (Cui and Lu, 2014), (Liu et al., 2015), (Yang
et al., 2011), (Mashkani and Moslehi, 2016)). How-
ever, given the high computational complexity of the
problem, exact algorithms could solve only small in-
stances in practice. Therefore, specific heuristics and
meta-heuristics have been extensively used to solve
larger instances of this problem ((Chen, 2008), (Low
et al., 2010), (Luo et al., 2015), (Yang et al., 2011),
(Zammori et al., 2014), (Yazdani et al., 2017)).
A new and more realistic single machine prob-
lem is introduced in works (Touat et al., 2017), (Touat
et al., 2018) and (Touat et al., 2021). In order to re-
flect the reality of production shops, the authors as-
sumed that maintenance activities must be done by
human resources, characterized by a competence lev-
els and qualifications allowing them or not to execute
the maintenance activities with different durations. In
addition, these human resources are not available per-
manently, but in specified intervals that assess the fea-
sibility or not of the resulting schedules. First, a ge-
netic algorithm is proposed in (Touat et al., 2017) to
solve the problem in the uncertain context. Further,
both an exact method expressed as a Mixed Integer
Linear Program (MILP) and a metaheuristic are pro-
posed in (Touat et al., 2021) to deal with, respectively,
small and large instances of the problem. The exact
method is solved using the Ilog IBM Cplex, while
the metaheuristic is inspired from the Guided Local
Search method (GLS).
In addition to exact methods that are based on in-
teger programming (IP) and mixed integer linear pro-
gramming (MILP) formulations, the Constraint Pro-
gramming paradigm (CP) framework had been widely
applied to solve the scheduling problems. The com-
mercial solver IBM Ilog CP Optimizer that is used to
solve CP formulations, is a very known system in the
literature (Laborie et al., 2018). This solver is ded-
icated to find optimal solutions, and when it is not
able to produce a such solution, it produces a good
quality solution in a reasonable amount of time. Fur-
thermore, the OPL (Optimization Programming Lan-
Touat, M., Benhamou, B. and Tayeb, F.
A Constraint Programming Model for the Scheduling Problem with Flexible Maintenance under Human Resource Constraints.
DOI: 10.5220/0010800700003116
In Proceedings of the 14th International Conference on Agents and Artificial Intelligence (ICAART 2022) - Volume 3, pages 195-202
ISBN: 978-989-758-547-0; ISSN: 2184-433X
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
195

guage) make easier the scheduling problems model-
ing. For more details on this subject, the reader could
refer to (Laborie et al., 2018).
Several research works using CP framework to
solve scheduling problems have been proposed. In
(Laborie, 2009), the authors used OPL to solve the CP
model of three problems that are the flow-shop with
earliness and tardiness costs, the satellite scheduling
and the personal task scheduling. A flexible job shop
scheduling problem that incorporates machine oper-
ators to minimize the makespan is studied in (Kress
and M
¨
uller, 2019). In (Mokhtarzadeh et al., 2020),
authors developed a CP approach to solve the prob-
lem known as human-robot collaboration proper to al-
location of tasks to humans and robots to minimize
makespan. Authors of (Hauder et al., 2020) intro-
duced a new resource-constrained project scheduling
problem (RCPSP) where both decisions (activity flex-
ibility and time flexibility) are integrated to minimize
the makespan and maximize both the balanced length
of selected activities (time balance) and the balanced
resource utilization (resource balance). In (Lunardi
et al., 2020), authors considered the on line print-
ing shop scheduling problem that can be seen as a
flexible job shop scheduling problem with sequence
flexibility and precedence constraints to minimize the
makespan. A simultaneous scheduling of production
and material transfer in a job shop environment to
minimize the makespan is presented in (Ham, 2020).
In other scheduling context, authors of (Ornek
et al., 2020) proposed a scheduling based constraint
programming modeling to solve the flight-gate as-
signment problems. In (Polo-Mej
´
ıa et al., 2019),
authors propose a way to apply operation research
techniques to a particular CP modeling to schedule
research activity within a nuclear facility. The use
of scheduling models represent an improvement of
the facility safety and also allows researchers to save
time. In (Qin et al., 2020), authors formulated the
container terminals of seaports as a special hybrid
flow shop scheduling problem. The authors of (J. Kin-
able and Smith, 2021) propose a CP formulation for a
Snow Plow Routing Problem (SPRP) which involves
finding a set of vehicle routes for a street network ser-
vice in a pre-defined area, while accounting for vari-
ous vehicle constraints and traffic restrictions.
In this work, we deal with the single machine
scheduling problem and flexible maintenance plan-
ning where each maintenance activity is assigned to
a human resource characterized by a competence and
some availability intervals. We aim to optimize both
production and maintenance criteria. Since the MILP
modeling and the exact method proposed in (Touat
et al., 2021) suffer from scalability issues, we propose
here a new mathematical modeling and an exact res-
olution method that are based on the constraint pro-
gramming (CP) paradigm to solve efficiently this new
scheduling problem. We expressed the CP modeling
in the OPL language and implemented it in IBM Ilog
CP Optimizer. The CP model has been tested on a
large number of instances of this problem and the re-
sults obtained have been compared to those obtained
with the MILP model (Touat et al., 2021).
In the rest of the paper, we will describe the stud-
ied problem in Section 2 and its modeling in Section
3, then, the experimental results and comparison with
the MILP method in Section 4. Section 5 concludes
the work and gives some research perspectives.
2 THE SINGLE-MACHINE
SCHEDULING PROBLEM
DESCRIPTION
In this section, we describe the considered scheduling
problem. First, we give the notations, then introduce
the constraints and the objective functions.
2.1 The Used Variables and Notations
Let J = J
1
,J
2
,...J
N
be a set of N jobs to be pro-
cessed by a single machine. Each job J
i
requires a
given known deterministic and non-negative process-
ing time p
i
and should be completed before a due date
d
i
. The job J
i
starts at t
i
and finishes at c
i
.
Besides, preventive maintenance must be under-
taken in order to maintain a high availability of the
machine. In this work, we consider a single flexi-
ble maintenance M with multiple occurrences. The
occurrences are encoded by M
i
, i ∈ {N + 1, ..N +
Nb
Occ} with a duration p
0
and follows a given pe-
riod T
∗
. A maintenance M
i
should be completed
within a time window T I
i
= [T min
i
,Tmax
i
] represent-
ing its tolerance interval. We assume that the first
time-window is arranged in advance. The starting
time and the completion time of M
i
are denoted re-
spectively by t
i
and c
i
.
M
i
require a human resource to be treated. Indeed,
the maintenance service is composed of R human re-
sources (HR). Each human resource HR
r
(r = 1..R)
is characterized by a competence level Comp
r
allow-
ing to execute a maintenance task with a duration ph
r
.
Moreover, each resource HR
r
has a timetabling which
determines its availability expressed by specifying for
each resource HR
r
a set AI
r
= {AI
rl
: l = 1..m} of
m availability intervals (AI). More precisely, AI
r
=
{[LB
r1
,U B
r1
],..,[LB
rm
,U B
rm
]} where LB
rl
and UB
rl
ICAART 2022 - 14th International Conference on Agents and Artificial Intelligence
196

denote respectively, the lower and upper bounds of the
lth availability interval (l = 1..m) of AI
rl
(l = 1..m).
2.2 The Problem Constraints
The constraints of the problem are as following:
• All jobs J
i
, ∀ j ∈ {1, ...,N} are independent and
available for processing at time 0 and each job is
either waiting for processing or being processed
by the machine at any given time.
• A job is processed once and only once on the ma-
chine.
• There is no preemption, i.e., a production job or a
maintenance activity is not interrupted after it has
started.
• The machine can only process one job at given a
time, and all the jobs are non-resumable, i.e. a
preventive maintenance activity must be planed
either before or after a job which cannot be dis-
rupted.
• The machine is stopped at least one time to per-
form maintenance interventions, i.e. the machine
is not able to process all production jobs without
being maintained at least once.
• The i
th
tolerance interval depends on the comple-
tion time of the (i − 1)
th
maintenance occurrence
M
i−1
.
• We do not perform any maintenance operation af-
ter the processing of the last job, since we seek
scheduling over a production horizon.
• A maintenance M
i
must be treated by only one hu-
man resource and in only one availability interval.
• A human resource can only treat one maintenance
activity at a given time.
• The effective maintenance activity duration ph
i
varies according to the human resource HR
r
charged to execute M
i
. ph
i
= Comp
r
× p
0
.
2.3 The Optimization Criteria
The production objective f
p
is to find a permutation
of N production jobs that minimizes the sum of tardi-
ness T
i
, when the schedule also includes maintenance
activities (Eq. 1).
f
p
=
∑
N
i=1
T
i
T
i
= max(0,c
i
− d
i
) , i = 1..N
(1)
The maintenance objective f
m
consists in minimizing
the sum of earliness/tardiness of all the maintenance
operations with respect to the pre-specified mainte-
nance intervals T I
i
= [T min
i
,T max
i
]. It is achieved
when the maintenance activity is more profitable and
before the equipment loses its optimum performance.
It could be planed before T min
i
, and considered in ad-
vance and its earliness is expressed by the variable E
i
.
It could also be planed after T max
i
and in this case, it
is considered as late, and its tardiness is represented
by the variable T
i
. The maintenance operations are
planned by taking into account the human resource
constraints (Eq. 2).
f
m
=
∑
N+Nb Occ
i=N+1
(E
i
+ T
i
)
E
i
= max(0,T min
i
−t
i
) i = N + 1..N +Nb Occ
T
i
= max(0,c
i
− T max
i
) i = N + 1..N +Nb Occ
(2)
To optimize both production and maintenance cri-
teria, we try to minimize the global function defined
as follows (Eq. 3):
f = α × f
p
+ β × f
m
α + β = 1
(3)
According to the notation proposed in
(Touat et al., 2021) based on the classifi-
cation given in (Graham et al., 1979), one
could denote the considered problem by
1/d
i
,M, T I
i
,g(i, r), AI
r
/α
∑
T
i
+ β
∑
(E
i
+ T
i
). It
is then easy to see that the addressed problem is
NP-hard in the strong sense since the simplified
version of this problem family denoted N/1/d
i
/
∑
T
i
has been demonstrated to be NP-hard (Kan, 1976).
3 CP MODELING OF THE
CONSIDERED
SINGLE-MACHINE
SCHEDULING PROBLEM
Here, we introduce the CP modeling of the problem
which is based on OPL. We recall that a first MILP
model has already been proposed in (Touat et al.,
2021). The CP model uses some variables that we
define in Table 1.
The variable declaration phase written under OPL is
given below:
The declaration phase in OPL:
1: dvar interval prod[i in 1..N] size p[i];
2: dvar interval maint[i in 1..Nb Occ];
3: dvar interval intermaint[i in 1..Nb Occ] size
Tmax-Tmin;
4: dvar interval maintOp[i in 1..Nb
Occ][j in 1..R]
optional size Comp[j];
5: stepFunction Breaks[k in 1..R][i in 1..m] =
stepwise{100->0; 0->LB[k][i]; 100->UB[k][i];
A Constraint Programming Model for the Scheduling Problem with Flexible Maintenance under Human Resource Constraints
197

0};
6: dexpr int tardinessP = sum(i in 1..N) maxl(0,
endOf(prod[i])-d[i]);
7: dexpr int tardinessM = sum(j in 1..Nb Occ)
maxl(0,endOf(maint[j])-endOf(intermaint[j]));
8: dexpr int earlinessM = sum(j in 1..Nb Occ)
maxl(0, startOf (intermaint[j])-startOf(maint[j]));
Table 1: CP model variables.
Variables and their definition
interval prod[N]: An array of N interval
variables corresponding to N production jobs which
will contain the scheduling of production jobs
interval maint[Nb Occ]: An array of interval
variables for the Nb Occ maintenance activities
which will contain the scheduling of maintenance
activities
interval intermaint[Nb Occ]: An array of interval
variables for the Nb Occ tolerance intervals which
will contain the tolerance intervals of maintenance
activities
interval maintOp[Nb Occ][R]: An array of interval
variables for the Nb Occ maintenance activities and
the R human resources that will contain scheduling
of maintenance occurrences according to the
assigned human resource
stepFunction Breaks[R][m]: An array of a defined
step function variables for the R human resources
and m maintenance, that determines for each human
resource their availabilities
In lines 1 and 2, we declare both the intervals of
production jobs J
i
with the precision of their process-
ing times p
i
and the intervals of maintenance activ-
ities. Line 3 defines the tolerance intervals for the
maintenance activities. Line 4 gives the schedul-
ing interval of each maintenance activity M
i
accord-
ing to the human resource charging to execute M
i
.
Line 5 defines a step function Breaks that repre-
sents the unavailability of human resource HR
R
ac-
cording to a maintenance activity. In Ilog CP Op-
timizer, step functions are constant structures of the
model that are represented by a set of steps associ-
ated with a value. The value of the step function is
0% when a human resource k is available. That is
the value of the function is 0% on the time windows
AI
r
= {[LB
r1
,U B
r1
],.., [LB
rm
,U B
rm
]} and 100% be-
tween these time windows. Lines 6, 7 and 8 show
the expressions of the objective functions represent-
ing the production tardiness, the maintenance tardi-
ness and the earliness.
The resulting CP model of the considered prob-
lem is given bellow:
Minimize:
f
CP
= α×tardinessP+β×(earlinessM +tardinessM)
(4)
Subject to:
startO f (intermaint[1]) == T min;
endO f (intermaint[1]) == T max;
(5)
startO f (intermaint[i]) == endO f (maint[i − 1]) + T
∗
,
i = 2..Nb
Occ
endO f (intermaint[i]) == endO f (maint[i − 1]) + T
∗
+(T max
1
− T min
1
),i = 2..Nb Occ
(6)
alternative(maint[i],all( jin1..R)maintOp[i][ j])
i = 1..Nb Occ
(7)
f orbidExtent(maintOp[i][ j],Breaks[ j][i])
j = 1..R,i = 1..Nb Occ
(8)
noOverlap(append(prod,maint))
(9)
The global objective function (Eq. 4) is used to
minimize the addition of the sum of tardiness of pro-
duction jobs and the sum of earliness/tardiness of the
maintenance activities. The constraints 5 and 6 com-
pute the tolerance interval of each maintenance activ-
ity. We recall that for M
1
, both T min and T max are
given. Constraint 7 ensures that each maintenance ac-
tivity is treated by only one human resource and in only
one availability interval. Indeed, for each maintenance
activity its scheduling interval must be selected from
the list of the possible intervals. Constraint 8 meets
the requirement that there is no overlapping between
the maintenance intervals and the human resource un-
availability intervals. Indeed, the constraint is used to
indicate that a given interval variable cannot overlap
a particular date from the list of possible scheduling
maintOp and the stepwise function Breaks that deter-
mine the availabilities. Finally, Constraint 9 guarantees
that prod and maint intervals do not overlap.
4 EXPERIMENTS
To validate our CP model, we implemented it in the
Optimization Programming Language (OPL) and used
the IBM Ilog Cplex Optimization Studio Community
20.1 version to solve instances of the considered prob-
lem that are expressed with respect to our CP model.
The Tests are carried on a personal computer with an
Intel Core i7 2.70 GHz CPU and 16 Gb RAM memory
under Windows operating system.
ICAART 2022 - 14th International Conference on Agents and Artificial Intelligence
198
We used the same method as the one given in
(Touat et al., 2021) to generate the data (the problem
instances). Indeed, we used two types of data. The
first one is related to production and maintenance data,
while the second one is related to the human resource
part. We present, the generated data in Table 2.
Table 2: Data generation.
Variables Values
N N ∈ {9, 10, 11,12, 13,15, 18,20, 40, 60}
p
i
, d
i
Randomly generated
p
0
The average of p
i
T
∗
150
[T min, T max] = 4T
∗
4T
∗
= 0.05 × T
∗
HR Two human resources
Comp
i
distributed as U]0,2[
ph
i
ph
i
= Comp
i
× p
0
AI
l
Strict Availability Interval (SAI) and
Large Availability Interval (LAI)
We performed tests on two subsets of benchmarks.
First we deal with small ones varying according to
their sizes N (the number of production jobs) from
9 to 13 jobs. We generated ten instances of each
size and obtain an amount of 50 instances of produc-
tion/maintenance. Secondly, we considered large size
instances for the CP model ranging from 15 to 60 jobs.
We also generated ten instances for each given size,
then got 50 large instances of production/maintenance.
In total we tested 100 instances of the considered prob-
lem.
We considered, for each instance of produc-
tion/maintenance four classes of human resources ac-
cording to the human characteristics. The different
classes correspond to higher and lower human resource
competences (denoted by, respectively, LC and HC)
and to strict and large availability intervals (denoted
by, respectively, SAI and LAI). It results that four
classes of experiments (SAI/LC, SAI/HC, LAI/LC and
LAI/HC) are performed.
In order to tackle the problem in the simplified way,
the values of both control parameters α and β of Equa-
tion 3 are set to 0.5 for all the considered tests.
4.1 Results of the CP Model on Small
Size Instances
We aim here to evaluate the CP model on small size in-
stances and compare it to the MILP model proposed in
(Touat et al., 2021) which were implemented and tested
on the same resource as the current work. The restric-
tion to small size instances was dictated by the fact that
the MILP model cannot handle large instances. Since
the MILP is able to find the optimal solution in a time
limit fixed to one hour up to only 13 jobs, we compared
the results obtained from the CP model on the small
size instances N ∈ {9, 10,11,12,13} and we consid-
ered for each instance all of the four different classes of
tests. We then performed an amount of 4X10X5=200
tests for the small size benchmark family.
The relative percentage deviation (RPD) is used as
an index to evaluate the solution quality and the perfor-
mance of the proposed CP model. This index is given
by the following equation:
RPD =
( f
CP
− f
MILP
)
f
MILP
× 100 (10)
where f
MILP
is the average global objective function of
the MILP modeling and f
CP
is the average global ob-
jective function of the CP modeling (Eq. 4).
The obtained results are shown in Table 3. For each
instance, we report the average value of the global ob-
jective function obtained by running the 10 instances
for all of the four classes of tests, the elapsed time
(T(s)), the percentage of instances for which the pro-
posed CP find the optimal solution and the RPD values.
Table 3: The results of the proposed CP model and the ones
of the MILP model on small instances.
N
SAI/LC
MILP CP
RPD
f
MILP
T(s) f
CP
T(s) Best
9 423.20 3.39 435.35 2.02 90% 2.87%
10 402.75 2.87 410.90 2.18 80% 2.02%
11 439.85 12.39 445.65 2.18 90% 1.32%
12 503.20 197.73 508.40 2.80 90% 1.03%
13 416.75 553.67 427.30 2.79 90% 2.53%
AVG 88% 1.95%
N
SAI/HC
MILP CP
RPD
f
MILP
T(s) f
CP
T(s) Best
9 135.05 3.34 141.25 2.14 90% 4.59%
10 147.55 3.37 155.50 2.15 70% 5.39%
11 174.85 5.98 179.15 2.57 90% 2.46%
12 216.00 18.15 219.85 3.38 80% 1.67%
13 183.45 84.56 183.45 2.37 100% 0%
AVG 86% 2.82%
N
LAI/LC
MILP CP
RPD
f
MILP
T(s) f
CP
T(s) Best
9 304.50 10.02 304.50 2.61 100% 0%
10 284.80 17.95 289.45 2.52 70% 1.63%
11 355.95 61.10 362.05 3.17 80% 1.71%
12 366.85 553.67 385.30 4.51 60% 5.03%
13 348.55 634.32 353.45 3.88 50% 1.40%
AVG 72% 2.44%
N
LAI/HC
MILP CP
RPD
f
MILP
T(s) f
CP
T(s) Best
9 106.80 3.93 106.80 2.08 100% 0%
10 121.65 3.26 122.10 2.57 90% 0.37%
11 147.35 7.82 151.25 2.65 70% 2.65%
12 176.40 18.56 182.60 3.15 60% 3.51%
13 172.40 159.80 172.40 2.83 100% 0%
AVG 70% 2.17%
The obtained results show that for all the tested in-
stances, the RPD does not exceed 5.40. We can even re-
A Constraint Programming Model for the Scheduling Problem with Flexible Maintenance under Human Resource Constraints
199

mark that the CP model find the best solution in 100%
for four cases of the tests that are respectively Bench-
mark 9 (LAI/LC and LAI/HC classes) and Benchmark
13 (SAI/HC and LAI/HC classes). In average, the
RPD of each class of tests varies between 1.85 and
2.82. Furthermore, the best solution is found in more
than 80% when the intervals are strict and more than
70% when the intervals are large.
According to elapsed times, the CP model improves
the performance of the MILP model, especially on in-
stances where the size is between 11 and 13. We can
see that CP model spent between 2 s and 5 s to find
the solution for all of the classes and all benchmarks.
It outperforms drastically the MILP model. However,
the MILP spent a considerable time to find the optimal
solution for the benchmarks having a size ranking from
11 to 13, in comparison to CP model.
Another point to address, is the scalability of the
models. That is the number of variables (NV) and con-
straints (NC) involved in both models to encode each
instance. We present in Table 4 the average of these
data for each benchmark. For more analysis precision,
we present in Table 5 for the CP model, the number of
variables and constraints for all of the ten instances of
Benchmark 9.
Table 4: The number of variables and constraints of both
the CP and MILP models on small instances.
N
MILP CP
NV NC NV NC
9 180 151 19 17
10 186 171 20 16
11 239 215 22 18
12 272 252 25 21
13 255 269 24 18
We remark from Table 4 that both the number of
variables and constraints of the MILP are larger than
the ones of the CP model. This reason contributes in
the sense of obtaining elapsed times for the CP model
lower than those of the MILP models. We recall that
within a time limit set at one hour, the MILP model
could not resolve instances with a size greater than 13.
The difference in number of variables (NV) and num-
ber of constraints (NC) of the MILP model is of the or-
der of nine times the measurements in number of vari-
ables and constraints of the CP model. In addition, this
gap tends to increase when the number of variables in-
creases, thus making the CP model more advantageous
for solving large instances.
Table 5: The number of variables and constraints of the CP
model of Benchmark 9.
Instance VN CN
1 22 21
2 18 15
3 22 21
4 22 21
5 14 9
6 22 21
7 18 15
8 22 21
9 22 21
10 14 9
Now, if we are interested in the particular case of
Benchmark 9 of the CP model given in Table 5, we can
notice that the number of variables varies between 14
and 22 and the number of constraints varies between
9 and 21. Generally the number of the variables and
constraints of an instance of this problem depend on
its number of production tasks and the number of its
maintenance tasks. As the number of production tasks
is fixed at 9 for the ten instances of Benchmark 9, we
understand that the variation of the number of variables
NV and that one of the constraints NC comes from the
fact that the number of maintenance activities changes.
4.2 Results of the CP Model on Large
Size Instances
As we mentioned previously, we extended the exper-
iments to larger size instances. It should be noted
that the free version of IBM Ilog Cplex reaches its
calculation limits when the size of the benchmark is
equals to 60 jobs. Indeed, Ilog CP Optimizer Commu-
nity Edition solves problems with search spaces up to
2
1000
. We consider here the benchmarks having the size
N ∈ {15,18,20, 40,60}. We generated ten instances for
each of the four classes of each benchmark. In total, we
experimented 5X10X4=200 tests. First, we considered
Benchmark 20 that we experimented in order to fix the
execution time limits to one hour. We remarked that for
the majority of the generated instances (80% of the in-
stances) for this benchmark, the best solutions is found
in less than one hour. Then for the rest of instances, we
fixed the time limit to one hour.
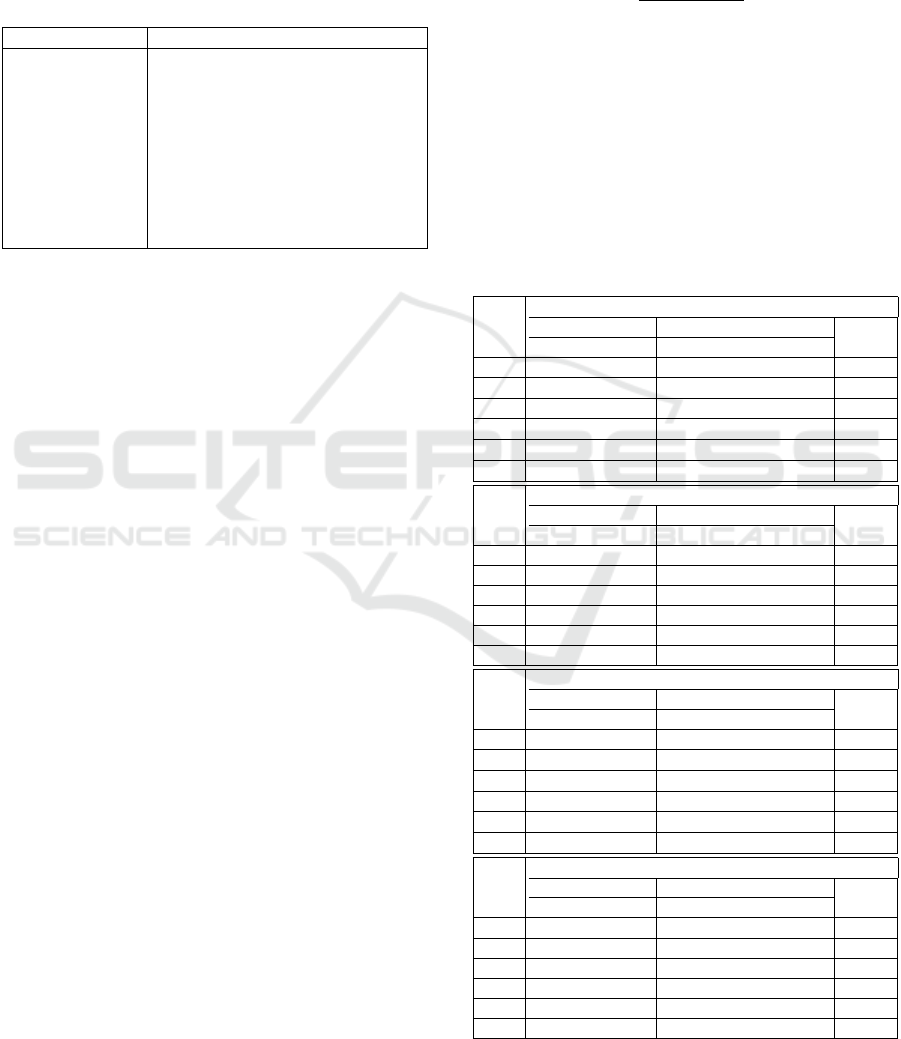
The obtained results are shown in Table 6. For each
benchmark and class of tests, we give the average val-
ues of all of the production, the maintenance, the global
objective functions and the elapsed times (T(s)) spent
to solve the considered instance.
First of all, we can see in Table 6 that with the CP
model we manage to solve instances of this problem
containing up to 60 production tasks in one hour of
elapsed time while the MILP model fails to resolve in-
stances of this problem having more than 13 production
ICAART 2022 - 14th International Conference on Agents and Artificial Intelligence
200

Table 6: The CP results for the large size problems.
N
SAI/LC
f
p
f
m
f T (s)
15 2316.90 269.00 1292.95 16.67
18 2919.3 347.8 1633.55 304.86
20 4275.80 361.70 2318.75 3309.60
40 16205.50 755.90 8490.75 3600
60 27275.60 1173.10 14224.35 3600
N
SAI/HC
f
p
f
m
f T (s)
15 683.50 44.90 364.20 10.80
18 784.3 72.3 428.3 18.292
20 1246.40 109.60 678.00 445.05
40 5420.20 214.30 2816.75 3600
60 7353.70 363.20 3873.30 3600
N
LAI/LC
f
p
f
m
f T (s)
15 1629 146 887.5 67.086
18 2644.7 235.3 1439 1048.638
20 3591.80 282.90 1936.35 2741.16
40 13766.20 539.70 7155.40 3600
60 25020.50 852.30 12936.40 3600
N
LAI/HC
f
p
f
m
f T (s)
15 591.4 26.50 308.95 13.675
18 714.4 27.4 370.9 16.61
20 1061.50 50.20 555.85 577.24
40 4943.20 117.00 2542.25 3600
60 6947.00 191.30 3569.15 3600
jobs under the same elapsed time condition.
We can note that the order of magnitude of the
elapsed time changes from a few seconds for the in-
stances having 15 production tasks to a few minutes for
the instances having 18 production tasks then changes
approximately to one hour time for the instances hav-
ing more than 20 production tasks. This proves the
high impact of availability constraints even when the
number of production tasks does not increase signifi-
cantly. But the tendency remains that the complexity
varies exponentially depending on the number of pro-
duction tasks that represent the size of the problem.
We can see that, for all benchmarks, the quality
of the three objective functions f
p
, f
m
, and f is better
when considering human resource with high compe-
tence (HC) for both classes of instances SAI and LAI.
More precisely, we got the rank LAI/HC, SAI/HC,
LAI/LC and SAI/LC for the different classes. The
main reason of this result is due to the fact that a main-
tenance operation executed by a human resource with
a high competence and large availability intervals has
more possible insertion sites and consequently it leads
to more opportunities to optimize the objective func-
tion. Indeed, with a high competence, the mainte-
nance duration decreases and could be inserted inside
its tolerance interval since the human resource has large
availability intervals.
In summary, we can say that the CP model repre-
sents a considerable improvement for the MILP model.
We recall that the CP model finds the optimal solu-
tion in almost 80% of cases and when the latter is not
reached it returns a good solution very close to the op-
timal. This model then represents a very good compro-
mise between the exact MILP model and the non-exact
methods called metaheuristics.
5 CONCLUSION
In this paper, we deal with the scheduling problem of
production and maintenance activities that considers
the competence and availability human resource con-
straints.
The main contribution of this paper is the introduc-
tion of a CP model to formulate the studied schedul-
ing problem. This CP model had been implemented
in OPL language and presents a good alternative to the
MILP modeling proposed in (Touat et al., 2021).
To validate our CP model, we used it to express
several instances of the problem that we solved with
the IBM Ilog Cplex software engine and compared our
approach to the MILP model (Touat et al., 2021) on
small instances. The obtained results show that the
proposed CP model is powerful and outperforms the
MILP model. Also, it is a good compromise between
exact methods like the the MILP approach and meta-
heuristics, since it usually succeeds to find the optimal
solutions in approximately 79% of the checked small
instances in a very low elapsed time.
Further, the CP model was used to represent and
solve relatively large instances of the studied problem.
We were able to solve instances with up to 60 produc-
tion tasks in one hour of elapsed time while the MILP
model cannot resolve instances of more than 13 pro-
duction tasks in one hour of lab time.
For future work and perspectives, we first plan to
study a multi-objective version of the problem and
compare it to the version introduced in this work, then
we want to generalize our study for versions of the
problem with several machines.
REFERENCES
Chen, J.-S. (2008). Scheduling of nonresumable jobs and
flexible maintenance activities on a single machine to
minimize makespan. The International Journal of Ad-
vanced Manufacturing Technology, 190:90–102.
Cui, W.-W. and Lu, Z. (2014). Integrated production
scheduling and periodic maintenances on a single ma-
chine with release dates. IEEE International Confer-
A Constraint Programming Model for the Scheduling Problem with Flexible Maintenance under Human Resource Constraints
201

ence on Automation Science and Engineering (CASE),
197:Taipei, Taiwan.
Graham, R.-L., Lawler, E.-L., Lenstra, J.-K., and Kan, A.-
R. (1979). Optimization and approximation in deter-
ministic sequencing and scheduling: a survey. Annals
of discrete mathematics, 5:287–326.
Ham, A. (2020). ransfer-robot task scheduling in job shop.
International Journal of Production Research, DOI:
10.1080/00207543.2019.1709671.
Hauder, V.-A., Beham, A., Raggl, S., Parraghb, S.-N., and
Affenzeller, M. (2020). Resource-constrained multi-
project scheduling with activity and time fexibility.
IComputers and Industrial Engineering.
J. Kinable, W.-J. v. H. and Smith, S.-F. (2021). Snow
plow route optimization: A constraint programming
approach. IISE Transactions, 53:6:685–703.
Kan, A.-R. (1976). Machine scheduling problems: classifi-
cation, complexity and computations. Springer.
Kress, D. and M
¨
uller, D. (2019). Shop scheduling problem
with machine operator constraints. IFAC PapersOn-
Line, pages 94–99.
Laborie, P. (2009). Ibm ilog cp optimizer for de-
tailed scheduling illustrated on three prob-
lems. Lecture Notes in Computer Science,
https://doi.org/10.1007/978-3-642-01929-6-12.
Laborie, P., Rogerie, J., Shaw, P., and Vilim, P. (2018).
Ibm ilog cp optimizer for scheduling: 20+ years of
scheduling with constraints at ibm/ilog. Constraints,
https://doi.org/10.1007/s10601-018-9281-x.
Lee, C.-Y. and Liman, S.-D. (1992). Single machine flow-
time scheduling with scheduled maintenance. Acta In-
formatica, 29:375–382.
Liu, M., Wang, S., Chu, C., and Chu, F. (2015). An im-
proved exact algorithm for single-machine scheduling
to minimise the number of tardy jobs with periodic
maintenance. International Journal of Production Re-
search, DOI:10.1080/00207543.2015.1108535.
Low, C., Ji, M., Hsu, C.-J., and Su, C.-T. (2010). Mini-
mizing the makespan in a single machine scheduling
problems with flexible and periodic maintenance. Ap-
plied Mathematical Modelling, 34:334–342.
Lunardi, W.-T., Birgin, E.-G., Laborie, P., Ronconi,
D.-P., and Voos, H. (2020). Mixed integer lin-
ear programming and constraint programming mod-
els for the online printing shop scheduling prob-
lem. Optimization and Control (math.OC), DOI:
10.1016/j.cor.2020.105020.
Luo, A., Cheng, T.-C.-E., and Ji, M. (2015). Single-
machine scheduling with a variable maintenance ac-
tivity wenchang. Computers and Industrial Engineer-
ing, 79:168–174.
Mashkani, O. and Moslehi, G. (2016). Minimising the total
completion time in a single machine scheduling prob-
lem under bimodal flexible periodic availability con-
straints. International Journal of Computer Integrated
Manufacturing, 29:323–341.
Mokhtarzadeh, M., Tavakkoli-Moghaddam, R., Vahedi-
Nouri, B., and Farsi, A. (2020). Scheduling of
human-robot collaboration in assembly of printed cir-
cuit boards: a constraint programming approach. In-
ternational Journal of Computer Integrated Manufac-
turing, DOI: 10.1080/0951192X.2020.1736713.
Ornek, M.-A., Ozturk, C., and Sugut, I. (2020). Inte-
ger and constraint programming model formulations
for flight-gate assignment problem. Operational Re-
search, https://doi.org/10.1007/s12351-020-00563-9.
Polo-Mej
´
ıa, O., Artigues, C., Lopez, P., and Basini, V.
(2019). Mixed-integer/linear and constraint program-
ming approaches for activity scheduling in a nuclear
research facility. International Journal of Production
Research, DOI:10.1080/00207543.2019.1693654.
Qin, T., Du, Y., Chen, J.-H., and Sha, M. (2020). Combining
mixed integer programming and constraint program-
ming to solve the integrate d scheduling problem of
container handling operations of a single vessel. Euro-
pean Journal of Operational Research, 285:884–901.
Touat, M., Benbouzid, F., and Benhamou, B. (2021). Exact
and metaheuristic approaches for the single-machine
scheduling problem with flexible maintenance under
human resource constraints. International Journal of
Manufacturing Research.
Touat, M., Bouzidi-Hassini, S., Benbouzid-Sitayeb, F., and
Benhamou, B. (2017). A hybridization of genetic
algorithms and fuzzy logic for the single-machine
scheduling with flexible maintenance problem under
human resource constraints. Applied Soft Computing,
59:556–573.
Touat, M., Tayeb, F. B.-S., and Benhamou, B. (2018).
An effective heuristic for the single-machine schedul-
ing problem with flexible maintenance under human
resource constraints. Procedia Computer Science,
126:1395–1404.
Yang, S.-L., Maa, Y., Xu, D.-L., and Yang, J.-B. (2011).
Minimizing total completion time on a single machine
with a flexible maintenance activity. Computers and
Operations Research, 38:755–770.
Yazdani, M., Khalili, S.-M., Babagolzadeh, M., and Jolai,
F. (2017). A single-machine scheduling problem with
multiple unavailability constraints: A mathematical
model and an enhanced variable neighborhood search
approach. Journal of Computational Design and En-
gineering, 4:46–59.
Zammori, F., Braglia, M., and Castellano, D. (2014). Har-
mony search algorithm for single-machine scheduling
problem with planned maintenance. Computers I&
Industrial Engineering, 76:333–346.
ICAART 2022 - 14th International Conference on Agents and Artificial Intelligence
202
