
Analysis on Energy Recovery Efficiency of Oily Sludge Gasification
Ziyi Wang
a
and Zhenbo Wang
*b
College of New Energy, China University of Petroleum (East China), 266580, Qingdao, China
Keywords:
Oily Sludge, Pyrolysis Oil, Pyrolysis Gas, Char.
Abstract:
The harmless treatment of oily sludge is a long-term and arduous task. It is always a hotspot that is worthy of
discussion for how to maximize the utilization of oily sludge and control the pollution to the lowest level. In
this paper, the CO
2
in waste gas from oily sludge combustion is reused by gasification to produce syngas rich
in CO and H
2
, so as to reduce CO
2
emission and realize efficient recovery of oily sludge energy. The effects
of gasification temperature and dosage of gasification agent on the gasification efficiency of oily sludge were
investigated. It is found that with the increase of gasification temperature and dosage of CO
2
, the energy
recovery efficiency and the yield of CO are greatly improved. It is found that the CO production can be greatly
increased when the temperature reaches 900 °C, while the CO
2
/oily sludge ratio will not significantly affect
the experiment result when it exceeds 2.
1 INTRODUCTION
1
As a kind of representative by-product of
petrochemical industry, oily sludge treatment is
imminent (Gong, Du, Wang, Bai, Wang, 2019);
(Gong, Du, Wang, Sun, Fang, Wang, 2019); (Gong,
Fang, Wang, Li, Li, Meng, 2020). According to rough
statistics, the production of oily sludge exceeds 5
million tons only in China (Gong, Liu, Wang, Wang,
Li, 2020). Moreover, the existence of toxic
substances such as heavy metals, PHCs and PAHs
undoubtedly increases the difficulty of oily sludge
treatment. On the other hand, oily sludge also
contains a considerable amount of energy. If
reasonable methods can be used for energy recovery,
it will greatly promote the development and
promotion of oily sludge treatment technology.
Therefore, there are new requirements for oily sludge
treatment, that is, based on realizing the harmless and
reduction of oily sludge, to achieve the efficient
recovery and utilization of energy as far as possible.
Among many treatment methods, combustion
treatment method is the first choice because of the
characteristics of fast treatment speed, strong
adaptability, thorough treatment, etc.
However, the application of combustion
technology for oily sludge treatment is difficult to
solve the problem of low energy recovery efficiency,
a
https://orcid.org/0000-0003-3591-5940
b
https://orcid.org/0000-0002-3055-961X
and the impact of a large amount of CO
2
emissions
from the combustion of a large quantity of petroleum
hydrocarbons is also negative.
Therefore, it is of great significance to discuss
how to achieve efficient energy recovery and CO
2
emission reduction of oily sludge.
Gasification has great potential although it has not
been widely used for oily sludge treatment at present.
Using CO
2
as gasification agent can reduce CO
2
emissions, as well as realize the recovery of oily
sludge energy products, which is an ideal treatment
scheme. In the report of Guo et al. (Guo, Xiong, Che,
Liu, Sun, 2021), due to the existence of CO
2
, the
formation of CO increases with the increase of
temperature, while the formation of NO
x
and SO
x
is
inhibited. Michel et al. (Michel, Rapagna, Di
Marcello, Burg, Matt, Courson, 2011) investigated
the effects of gasification technology and the results
showed that the content of H
2
and CO account for
45.89% and 24.35% 880 °C, respectively.
In particular, the combination of gasification
technology and combustion technology is more
hopeful to realize the low-priced and thorough
treatment of oily sludge.
In this paper, the gasification experiment of oily
sludge in a fixed bed reactor was carried out, and the
effects of temperature and gasifying agent dosage on
the composition and distribution of gasification
Wang, Z. and Wang, Z.
Analysis on Energy Recovery Efficiency of Oily Sludge Gasification.
DOI: 10.5220/0011207500003443
In Proceedings of the 4th International Conference on Biomedical Engineering and Bioinformatics (ICBEB 2022), pages 355-360
ISBN: 978-989-758-595-1
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
355
products were investigated, which provided basic
theory and data support for the large-scale promotion
of the technology.
2 EXPERIMENT AND
MATERIAL
Oily sludge is collected from Liaohe Oilfield,
Liaoning Province, China. The basic physical and
chemical properties of the samples were tested as
ASTM method D482-87, and the results are shown in
Table 1. In order to facilitate the follow-up
experiments, the original oily sludge samples were
dehydrated at 105 °C by oven and segmented to the
size of less than 5mm.
Table 1: Basic physical and chemical characteristics of PS.
Data
Proximate analysis
ad
(ad. wt%)
A 48.53
V 49.76
FC 1.71
Ultimate analysis
ad
(ad. wt%)
C 53.78
H 8.32
S 0.96
N 0.39
ad: air-dry base; *By difference; A: ash, V: volatile
matter, FC: fixed carbon
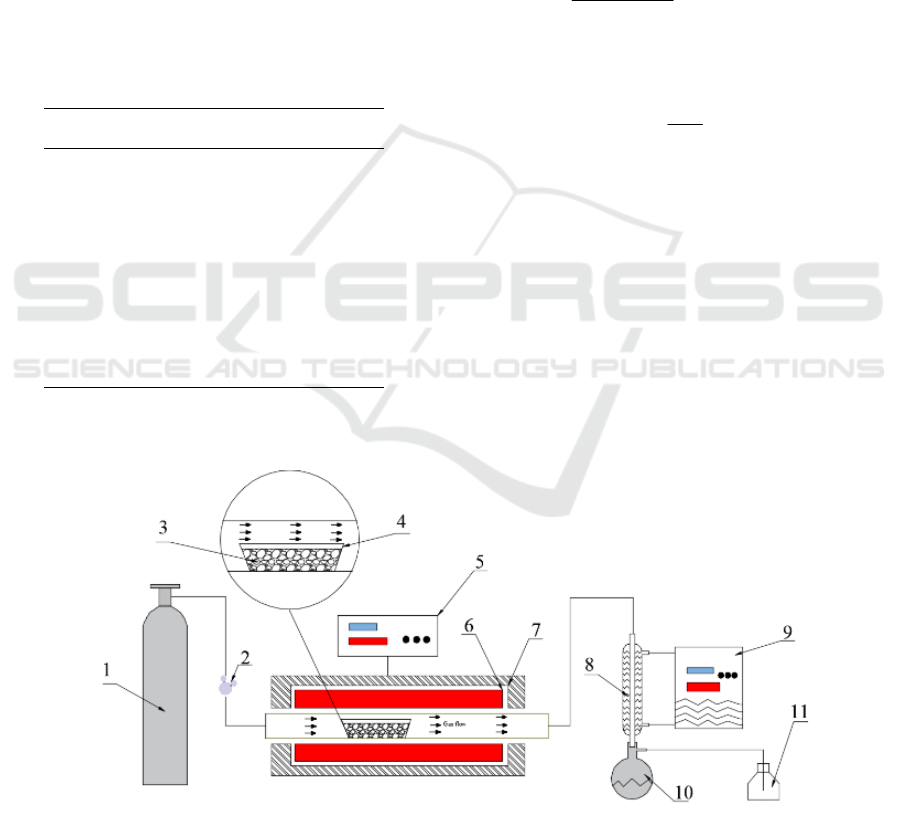
Gasification experiment was carried out in a fixed
bed reactor as Fig.1. N
2
was injected as carrier gas
and protection gas at a rate of 40 ml/min to produce
inert environment and CO
2
is used as gasifier. The
effect of gasifier on gasification process is tested by
adjusting the amount of CO
2
flux. 4g of LSOS
samples were taken in each experiment and placed in
corundum crucible. Temperature and CO
2
/oily sludge
ratio (R) was set as 500/600/700/800°C with R=1 and
R was adjusted as 0.6/1/2/2.5 at 800°C, respectively.
The gasification experiment was determined as 25
minutes, during which the CO
2
and N
2
were injected
stable. The actual amount of CO
2
is shown as Eq. 1:
2
2
22.4mL/mol 1000mL/L
25min
OS i
CO
CO
mn
Q
M
×
=××
×
(1)
The yields of gasification char could be calculated
as Eq.2 and Eq.3.
=100%
c
c
os
m
m
η
×
(2)
gc
=(1- ) 100%
η
η
×
(3)
m
c
—Weight of gasification char;
m
os
—Weight of oily sludge sample;
η
c
—Yield of char;
η
g
—Yield of syngas.
The syngas was collected with aluminum foil gas
bag. The composition of gasification syngas is
detected by GC-456-Gas Chromatograph detector.
1. High pressure gas cylinder 2. pressure reducing valve 3. sample 4. crucible 5. heating furnace temperature controller 6.
heating wire 7. furnace body 8. condenser tube 9. condenser tube temperature controller 10. flask 11. gas recovery device
Figure 1: Experiment flow chart.
ICBEB 2022 - The International Conference on Biomedical Engineering and Bioinformatics
356

3 RESULT AND DISCUSSION
The application of incineration technology for oily
sludge treatment not only can recycle the energy
contained in oily sludge, but also can realize the
thorough treatment of oily sludge. However, a large
quantity of hydrocarbons contained in oily sludge
will produce CO
2
during combustion. In order to
reduce CO
2
emission and recover as much as
possible, combustion waste gas can be added into the
gasification process as gasification agent in a certain
proportion to produce high calorific value syngas rich
in H
2
and CO, which can be used as industrial raw
material to create certain economic value. Therefore,
as an important part of the treatment process, the CO
2
gasification characteristics of oily sludge need to be
further investigated.
3.1 Effect of Temperature on
Production Yield
High temperature environment provides energy for
the gasification of oily sludge. Organic components
in oily sludge are cracked to produce small molecules
of gaseous organic matter. The non-decomposable
components and inorganic substances exist in the
form of char. Different from the combustion process,
the gasification process of oily sludge is always in the
endothermic state, which means that in the
conversion process, the external energy needs to be
continuously input for the gasification process. As
one of the key parameters, temperature is an
important basis to measure the energy input in the
treatment process. Especially for large-scale process,
it is very important to determine the optimal
temperature. The influence of temperature on the
treatment effect is mainly reflected in two aspects: the
energy recovery rate and the composition of gas
products. The effect of temperature on the yield is the
most intuitive. Generally, high temperature
environment is conducive to the decomposition of
organic components, and the increase if temperature
can promote the recovery of organic components. For
the gasification process of oily sludge, organic
components recovered in the form of syngas have
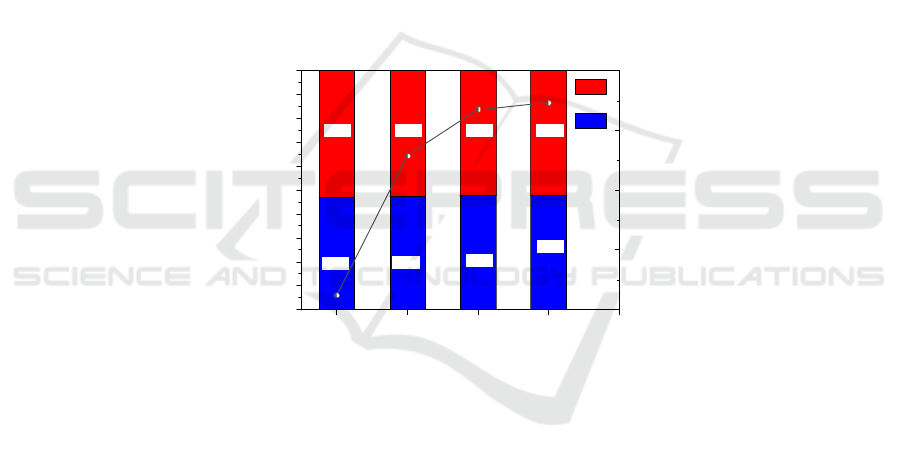
higher recycling value. In Fig.2a, the ratio of oily
sludge to gasifier was controlled to 1, and the
temperature change and energy recovery ratio were
studied separately. In the environment above 600 °C,
more than 90% of organic components can be
recovered even without oxygen and other oxidants.
However, when the temperature is raised from 600 °C
to 900 °C, the yield of gas products has not been
greatly improved. The yield of syngas only increased
from 45.5% to 47.9%.
From the perspective of energy recovery, the
energy recovery rate of oily sludge increased by
about 5%. This feature shows that for oily sludge, a
substantial increase in environmental temperature
has a positive effect on energy recovery, but the
increase is no longer obvious when the temperature
exceeds 600 °C, even the energy input is far greater
than the energy output, which is not in line with the
economic balance.
However, the yield of the product is often not a
single determinant, and the influence of temperature
on the product composition is also crucial. For the
gasification product, only syngas and char residue
and oil phase production are lack. Therefore, the
calorific value and purity of syngas determines the
value of products. Especially CO and H
2
are the most
ideal components.
45.5
46
47.5
47.9
54.5 54 52.5 52.1
600 700 800 900
0
10
20
30
40
50
60
70
80
90
100
Yield(%)
Temperature(°C)
Char
Syngas
88
89
90
91
92
93
Recover rate(%)
Figure 2: Recovery rate yield of syngas and char of LSOS at 600/700/800/900°C.
Analysis on Energy Recovery Efficiency of Oily Sludge Gasification
357
3.2 Effect Of Gasifier Dosage on
Gasification Effect
Since the gasifier will participate in the specific
reaction, the amount of gasifier often has a significant
impact on the yield of the product. The CO
2
/oily
sludge ratio (R) was adjusted and the product
distribution of oily sludge was investigated.
According to Eq. (1), the injection volume of CO
2
is
set as 24/40/80/100ml/min, and the corresponding
product distribution is shown in Fig. 3. It can be
found that the injection amount of gasification agent
has a significant impact on the gasification effect of
oily sludge. Although the effect is far less than that
caused by oxidant, the gasification of oily sludge is
limited when the amount of gasifying agent is
relatively low, resulting in incomplete gasification
reaction and the low yield of syngas. Nevertheless,
the planned recovery rate of oily sludge has reached
a very high level, that is, the recovery rate has
exceeded 91%. With the increase of R, the gasifier is
no longer the obstacle of syngas formation, and the
syngas production increased slightly. With the
increase of R value from 0.6 to 2.5, the yield of
syngas increases from 46.92% to 47.75, showing an
obvious upward trend. However, the increase of
gasifying agent will not increase the recovery of
product without limit. It can be clearly seen from
Figure 3 that when R increases from 0.6 to 2,
increasing the ratio of gasifying agent again will not
increase the yield of syngas, and will basically remain
at a high level. At this stage, the energy recovery
efficiency is above 92%.
Although it is to combine CO
2
gasification and
combustion treatment of oily sludge at present,
excessive CO
2
injection is meaningless. Excessive
CO
2
injection may also cause heat loss and energy
waste. Therefore, it can be preliminarily determined
that when the R=2, it can meet the processing
requirements and obtain a better processing effect.
46.92
47.51
47.73
47.75
53.08 52.49 52.27 52.25
24 40 80 100
0
10
20
30
40
50
60
70
80
90
100
Yield(%)
Temperature(°C)
Char
Syngas
91.0
91.5
92.0
92.5
93.0
Recover rate(%)
Figure 3: Distribution of gasification productions of LSOS with different R.
3.3 Effect of Temperature on Syngas
Composition
The gasification products of oily sludge mainly
contain char of gas and solid phase. Syngas, as a
target product, composition greatly determines the
economic value. As can be seen from Fig. 4, the
composition of syngas is extremely complex. In
addition to the target products CO and H
2
, there are
many kinds of impurity gases including methane,
ethane, ethylene, propane, propylene, isobutane, n-
butane, trans-2-butene, butene-1, isobutene, cis-2-
butene, isopentane, n-pentane, C5+, etc. In syngas,
CO and H
2
account for 21.89% and 21.01%
respectively, which are the main components of
syngas. The proportion of methane, ethylene and
other small molecular hydrocarbon products is also
quite high, accounting for 22.35% and 19.41%
respectively, which is equivalent to the production of
CO and H
2
. Although there are many kinds of other
impurity gases, the proportion is quite low, most of
them are about 1%, which can be ignored. This
phenomenon shows that in the process of
gasification, the purity of gas products is quite high,
which has a very positive impact on the subsequent
recycling. By comparing the gasification effect with
the previous pyrolysis study, it can be found that there
is a certain gap with pyrolysis (Wang, Gong, Wang,
Li, Liu, Tang, 2021); (Wang, Gong, Wang, Li, Liu,
Tang, 2020). There are not only differences in the
form of products, but also obvious differences in the
composition of products. For pyrolysis in inert
environment, the syngas is mainly composed of C1-
C6 components and H
2
and CO only occupy a small
proportion. By adding CO
2
as oxygen donor, the
ICBEB 2022 - The International Conference on Biomedical Engineering and Bioinformatics
358

composition of CO and H
2
in the product greatly
improved. In Fig.4, the ratio of CO and H
2
increased
greatly and the proportion of miscellaneous gases
decreased significantly. In particular, the gas ratio of
C5 and C6 decreased significantly.
1.13%
21.01%
21.89%
6.73%
19.41%
4.2%
22.35%
Methane
Ethane
Ethylene
Propane
Propylene
Isobutane
N-butane
Trans-2-butene
Butene-1
Isobutene
Cis-2-butene
Isopentane
N-pentane
C5
C6+
CO
H
2
Figure 4: Main syngas components at 600 °C.
In the gasification process of oily sludge,
temperature and R, as important indexes, not only
affect the product distribution, but also the product
composition. The results show that the proportion of
C3 + in syngas composition is low and does not meet
the expected goal of the experiment. Therefore, this
experiment focuses on CO, H
2
, C1-C3 components.
It can be seen from Figure 5 that when the
gasification temperature is only 600 °C, the yield of
each component is at a very low level. When the
temperature rises to 700 °C, the yield of each
component does not change significantly. Only the
yield of CO increased significantly. When the
gasification temperature was further increased to
800 °C, the CO production increased significantly,
but it was still at a relatively low level. The
composition of syngas changed obviously when the
temperature increased to 900 °C.
The composition of syngas is affected by
temperature and can be divided into two stages.
When the temperature is lower than 900 °C, the
increase of temperature has little effect on the
increase of components, and CO
2
cannot fully
participate in the gas-phase reaction. Organic
components tend to recombine freely in high
temperature environment to form gaseous products
with small molecules. Due to the participation of
CO
2
, the difficulty of the reaction is greatly reduced,
and the chain breaking and recombination of organic
components can occur at low temperature. It is worth
noting that when the temperature increases from
600 °C to 800 °C, the proportion of C3+ in syngas
decreased, even disappeared.
At present, the common views on the production
of H
2
and CO include CH
4
+2H
2
O→4H
2
+ CO
2
and
C + 2H
2
O → 2H
2
+ CO
2
(Zhu, Zhao, Fu, Yang, Li,
Yuan, 2019) and Boudouard reaction (C+CO
2
↔2CO;
ΔH=172 kJ·mol
-1
) which is proceeded spontaneously
in the forward direction to produce CO above 973K.
Therefore, when the temperature rises to 900 °C, the
production of CO increases by leaps and bounds.
While due to the lack of water and energy input in
low temperature environment, the yield of H
2
is
difficult to reach a high level. This conclusion is
consistent with the experimental results.
When the temperature was maintained at 800 °C,
the effect of syngas composition was investigated by
adjusting the amount of CO
2
. Overall, the increase of
the amount of gasifying agent has a certain effect on
the increase of the yield of each component.
Especially for CO, when the gasifier is increased
from 1 to 2, the yield is more than twice as high.
However, when R further increases, the increase of
CO production is not obvious. When R>2, the
increase of the amount of gasifying agent will not
have a great impact on the yield of the product.
0
10 0
20 0
30 0
40 0
50 0
60 0
70 0
Yield/mL
600?
700?
800?
900?
CO H
2
CH
4
C
2
H
4
C
2
H
6
C
3
H
6
C3+
Figure 5: LSOS syngas composition at different
temperature.
0
100
200
300
400
500
Yield/mL
24mL/min
40mL/min
80mL/min
100mL/min
CO H
2
CH
4
C
2
H
4
C
2
H
6
C
3
H
6
C3+
Figure 6. Syngas production composition.
Analysis on Energy Recovery Efficiency of Oily Sludge Gasification
359

4 CONCLUSION
The gasification treatment of oily sludge has short
treatment cycle and high efficiency, which is an
excellent treatment technology with good prospects.
The results show that the effect caused by the
increase of temperature is more significant than that
caused by the increase of gasifying agent dosage.
When the temperature is increased from 600 °C to
900 °C, the CO production is increased by 4 times,
while when the temperature is increased from 600 °C
to 900 °C, the CO production is increased by 12 times
while the effect of temperature on H
2
production is
not obvious. The increase of gasifier will also
increase the yield of H
2
, and the yield of H
2
is nearly
doubled when R is increased from 1 to 2. The syngas
obtained in the environment of high temperature and
sufficient gasifier is rich in H2 and Co, and the
impurity gas content is low. It is a gas product with
high calorific value and high added value. It has a
good industrial application prospect, which lays a
foundation for the promotion of oily sludge
gasification technology.
ACKNOWLEDGEMENT
The research was supported by the State Key
Laboratory of Pollution Control and Resource Reuse
Foundation (No. PCRRF19023), Natural Science
Foundation of Shandong Province (No.
ZR2020QE199), Key Research and Development
Program of Liaoning Province (No.
2020JH2/10300099) and Fundamental Research
Funds for the Central Universities (No.
18CX02150A).
REFERENCES
Gong Z, Du A, Wang Z, Bai Z, Wang Z. Analysis on
integrated thermal treatment of oil sludge by Aspen
Plus. Waste Management 2019;87:512-24.
Gong Z, Du A, Wang Z, Sun Z, Fang P, Wang L, et al.
Reaction Kinetics of Oil Sludge and Microalgae Co-
Pyrolysis. Acta Petrolei Sinica Petroleum Processing
Section 2019;35(2):312-9.
Gong Z, Fang P, Wang Z, Li Q, Li X, Meng F, et al.
Catalytic pyrolysis of chemical extraction residue from
microalgae biomass. Renewable Energy 2020;
148:712-9.
Gong Z, Liu C, Wang M, Wang Z, Li X. Experimental study
on catalytic pyrolysis of oil sludge under mild
temperature. Science of the Total Environment 2020;
708.
Guo S, Xiong X, Che D, Liu H, Sun B. Effects of sludge
pyrolysis temperature and atmosphere on
characteristics of biochar and gaseous products.
Korean J Chem Eng 2021;38(1):55-63.
Michel R, Rapagna S, Di Marcello M, Burg P, Matt M,
Courson C, et al. Catalytic steam gasification of
Miscanthus X giganteus in fluidised bed reactor on
olivine based catalysts. Fuel Processing Technology
2011;92(6):1169-77.
Wang Z, Gong Z, Wang Z, Li X, Liu J, Tang C, et al.
Pyrolysis performance and kinetic analysis of oily
sludge. Journal of Thermal Analysis and Calorimetry
2021.
Wang Z, Gong Z, Wang Z, Li X, Liu J, Tang C, et al.
Pyrolysis characteristics and products distribution of
petroleum sludges. Environmental Technology 2020.
Zhu X, Zhao L, Fu F, Yang Z, Li F, Yuan W, et al. Pyrolysis
of pre-dried dewatered sewage sludge under different
heating rates: Characteristics and kinetics study. Fuel
2019;255.
ICBEB 2022 - The International Conference on Biomedical Engineering and Bioinformatics
360
