
A HYBRID SET-UP OPTIMIZATION MODEL
FOR TANDEM COLD ROLLING MILL
Mohammad Hadi Mirmohammadi, Hossein Haddad
Department of CRM Automation Engineering, Mobarakeh Steel Company, Isfahan, Iran
Seyed Mehdi Naghavi
Department of Tandem Cold Rolling Mill, Mobarakeh Steel Company, Isfahan, Iran
Keywords: Hybrid optimization, Real-coded genetic algorithm, Nelder and Mead simplex method, Set-up optimization
model, Tandem cold rolling.
Abstract: Set-up optimization of the rolling process involves several parameters that may lead to complex multi
objective optimization problem. Also, it is well known that experience is playing a vital role in the selection
of operating parameters in rolling mill. This paper presents a combination of two optimization procedure for
a multi objective optimization problem. The first optimization phase is based on Nelder and Mead simplex
method which focus on balance of power, force and reduction distribution in set-up planning. Then, a real-
coded genetic algorithm based optimization procedure applies on the system as an outer loop to optimize
energy consumption and productivity. An experimental result of application to five stand tandem cold
rolling mill is presented.
1 INTRODUCTION
Process optimization is the discipline of adjusting a
process so as to optimize some specified set of
parameters without violating some constraint. The
most common goals are minimizing cost,
maximizing throughput, and/or efficiency. This is
one of the major goals in industrial automation
systems.
The optimization of manufacturing and product
quality is possible when the effect of each process
stage and its influence on the process parameters are
known as a process model and an advanced
architecture of optimization mechanism apply on
this model to achieve optimized parameters.
Recently, a lot of attention has been devoted
toward advanced techniques of computational
intelligence for Process optimization. However it is
well known that experience is playing a vital role in
modelling and optimization of complex industrial
processes (Venkata & Suryanarayana, 2001).
The tandem cold rolling of metal strip is a
complex nonlinear multivariable process whose
optimization presents significant challenges to the
control design.
Set-up optimization and Scheduling for tandem
cold mills has been frequently investigated in the
last few years, motivated by the benefits they can
provide in terms of quality and productivity
improvements (Pires, et. al., 2006). Reductions,
speeds, tensions and forces, which must be followed
by the control loops, form the main part of the mill
set-up (Bryant, 1973). Reduction and tension
distribution is the major point for set-up calculation
that usually obtains by look-up table or some simple
formula based on experience. Therefore by this
distribution, optimal set-up may not be achieved.
Optimal schedules should result in maximized
throughput and minimized operating cost (Wang, et
al., 2000).
In the present work, recent developments will be
discussed concerning to set-up optimization applied
to a continues five stand tandem cold mill at
Mobarakeh Steel plant in Iran, which, due to more
high quality and productivity market demand, was
totally revamped in 2004. The proposed algorithm is
composed of two step optimization architecture. The
first part is an inner loop which calculates stand
reductions and inter-stand tensions based on
reduction balance, power balance and force balance.
49
Mirmohammadi M., Haddad H. and Naghavi S. (2009).
A HYBRID SET-UP OPTIMIZATION MODEL FOR TANDEM COLD ROLLING MILL.
In Proceedings of the 6th International Conference on Informatics in Control, Automation and Robotics - Intelligent Control Systems and Optimization,
pages 49-54
DOI: 10.5220/0002204700490054
Copyright
c
SciTePress

For the optimization of the set-up, Nelder and Mead
simplex algorithm has been employed. The major
goal of this part is to balance of power, force and
reduction according to rolling condition and
experience. The second part is an outer loop which
optimizes rolling productivity by using genetic
algorithm. In fact, the outer loop evaluates some
coefficient of inner optimization loop to maximize
throughput and minimized energy consumption.
The study is organized in the following manner.
First, section 2 delivers a brief introduction to the
architecture of set-up optimization based on Nelder
and Mead simplex algorithm. In section 3, we
discuss a productivity optimizer as an outer
optimization loop that applies on set-up optimization
structure described in section 2. Experimental results
are explained in section 4. finally, section 5 presents
the main conclusions.
2 PRESET BALANCE MODEL
The structure of the inner loop set-up model is
presented in figure 1. The preset balance optimizer
receives the power and force of each stand and
calculates reductions and tensions. In this work the
Bryant model is considered for rolling mill process
model (Bryant, 1973).
Figure 1: Inner loop set-up model.
The process of set-up calculation consists of
power balancing, force balancing and reduction
balancing. To balance the power, the required per
unit power of each stand should be the same, taken
the total available power of the rolling mill as the
base power. Thus, the total set-up power should not
be greater than the nominal power of the rolling
mill. In force balancing the applied forces should be
smoothly distributed through the first stands in order
to avoid flatness problems. Furthermore, the last
stand force is critical due to imposed quality
purposes like roughness and flatness. The reduction
balancing is based on experience and usually is
formed as a look-up table.
The specific tension applied to the strip on each
zone should not be greater than one third of the yield
strength of the strip on that zone (Bryant, 1973).
Furthermore, the distribution of specific tension
through the zones should follow the same law as the
distribution of reduction through the stands in order
to avoid unbalancing of back and front tension on
any stand. Also, it is desirable that the stand
maximum set-up speed be achieved using the total
available power of that stand (Pires, et al., 2006).
To achieve the goals which described we should
define a suitable objective function and employ a
powerful optimization algorithm. Nelder and Mead
simplex method is one of the best algorithm for
optimization that is applied in several application
related to cold mill set-up optimization.
A detailed description of the simplex method can
be found in the work of Pires, et al. (2006). The
simplex method, considers the unconstrained
minimization of a nonlinear cost function
(
)
n
xxxfJ ,,,
21
…
=
of n variables, without
evaluating its derivatives. The minimization step is
variable according to the cost function. Briefly
speaking, disturbances are introduced in the initial
values of
i
x and new values of the cost function are
calculated, corresponding to each disturbance. Three
operations may be accomplished, according to the
following steps: reflection, contraction and
expansion.
The iterative process is initiated sorting the
points
NW
xx , and
B
x for which the function has its
maximum value
W
J , the second maximum value
N
J , and the minimum value
B
J , respectively.
The average point or centroid
C
x is determined
finding the average of all points
i
x
, except
W
x
. From
equation 1 and assuming the minimization step
1
=
b ,
it results
R
xx =
, known as reflection of
W
x
with
respect to
C
x .
(
)
WCC
xxbxx −+= (1)
The following four cases can then occur:
If
B
J <
R
J <
N
J , then
W
x is replaced by
R
x
and the process is restarted;
If
R
J <
B
J <
N
J , then set 2=b and get
E
xx
=
,
known as expansion of
R
x with respect to
C
x .
If
E
J
<
B
J
,
W
x
is replaced by
E
x
and a new
process is started;
If
N
J
<
R
J
<
W
J
, a contraction is made,
generating a vertex
U
xx = for which 21=b . If
B
J <
U
J <
N
J ,
W
x is replaced by
U
x and a
new process is started;
Reductions,
Tensions
Process
Model
Preset
Balance
Optimizer
Powers, Forces
Set-up
PDI
ICINCO 2009 - 6th International Conference on Informatics in Control, Automation and Robotics
50
If
W
J
<
R
J
, a contraction with change in
direction must be done, generating a vertex
T
xx = for which 21
−
=
b . If
T
J <
W
J ,
W
x is
replaced by
T
x
and a new process is started.
The simplex method requires a starting point not
so distant of the optimum point as a condition to
converge; the use of empirical laws during
initialization or using beta factor algorithm which is
described in Pires, et al. (2006) help to reach this
objective. From this point, the simplex method
calculates the initial cost function and allow for
disturbance in reductions and tensions, which result
in new values of power, forces and tensions and
subsequently in new value for the cost function.
In order to define a suitable objective function
for the tandem mill, power, force, reduction and
tension were assumed to be the most important
variables to form the objective function. Therefore,
the objective function was then conceived as:
∑∑∑∑
====
+++=
5
1
4
1
5
1
5
1ij
T
j
i
R
i
R
i
F
i
FP
i
P
JJkJkJkJ (2)
Where
P
i
J
is the power balance cost function,
F
i
J is force balance cost function and
R
i
J is the
reduction balance cost function of stands i = 1, 2, 3,
4, 5, respectively.
T
j
J is the tension balance cost
function of zones
j = 1, 2, 3, 4 between two
consecutives stands.
P
k ,
F
k and
R
k present the weight of each cost
function of the objective function. We will see later
that these coefficients come from the outer
optimization loop.
The cost function of power, force, reduction and
tension are given by
P
i
N
ii
ii
i
P
i
P
i
PP
PP
P
KJ
⎟
⎟
⎟
⎟
⎟
⎠
⎞
⎜
⎜
⎜
⎜
⎜
⎝
⎛
−
+
−
=
2
2
minmax
minmax
(3)
F
i
N
ii
ii
i
F
i
F
i
FF
FF
F
KJ
⎟
⎟
⎟
⎟
⎟
⎠
⎞
⎜
⎜
⎜
⎜
⎜
⎝
⎛
−
+
−
=
2
2
minmax
minmax
(4)
T
i
N
ii
ii
i
R
i
R
i
RR
RR
R
KJ
⎟
⎟
⎟
⎟
⎟
⎠
⎞
⎜
⎜
⎜
⎜
⎜
⎝
⎛
−
+
−
=
2
2
minmax
minmax
(5)
T
i
N
ii
ii
i
T
i
T
i
TT
TT
T
KJ
⎟
⎟
⎟
⎟
⎟
⎠
⎞
⎜
⎜
⎜
⎜
⎜
⎝
⎛
−
+
−
=
2
2
minmax
minmax
(6)
P
i
N ,
F
i
N ,
T
i
N and
P
i
K ,
F
i
K ,
T
i
K are exponents
and coefficients of cost functions of power, force
and tension, respectively. The maximum and
minimum limits for power (
max
i
P and
min
i
P ), force
(
max
i
F and
min
i
F ), reduction (
max
i
R and
min
i
R ), and
tension (
max
i
T and
min
i
T ), are normally defined
based on the process analyst knowledge. The
objective function is strongly penalized if
P <
min
P
or P >
max
P for power and also there is the same
situation for force, reduction and tension.
The algorithm described above is executed
several times until a minimum value for the cost
function is reached. The criterion for stopping this
process is the number of iterations or a given
incremental reduction of cost function between two
consecutive iterations. Consequently one set of
reduction and tension distribution will be achieved
that will be used in other set-up values calculation.
3 HYBRID SET-UP MODEL
In section 2, the optimization was done to balance
the main parameters of rolling but it doesn’t
guarantee to maximize throughput and efficiency. So
in this paper, we present an additional optimization
loop as an outer loop using genetic algorithm to
optimize energy consumption and rolling speed.
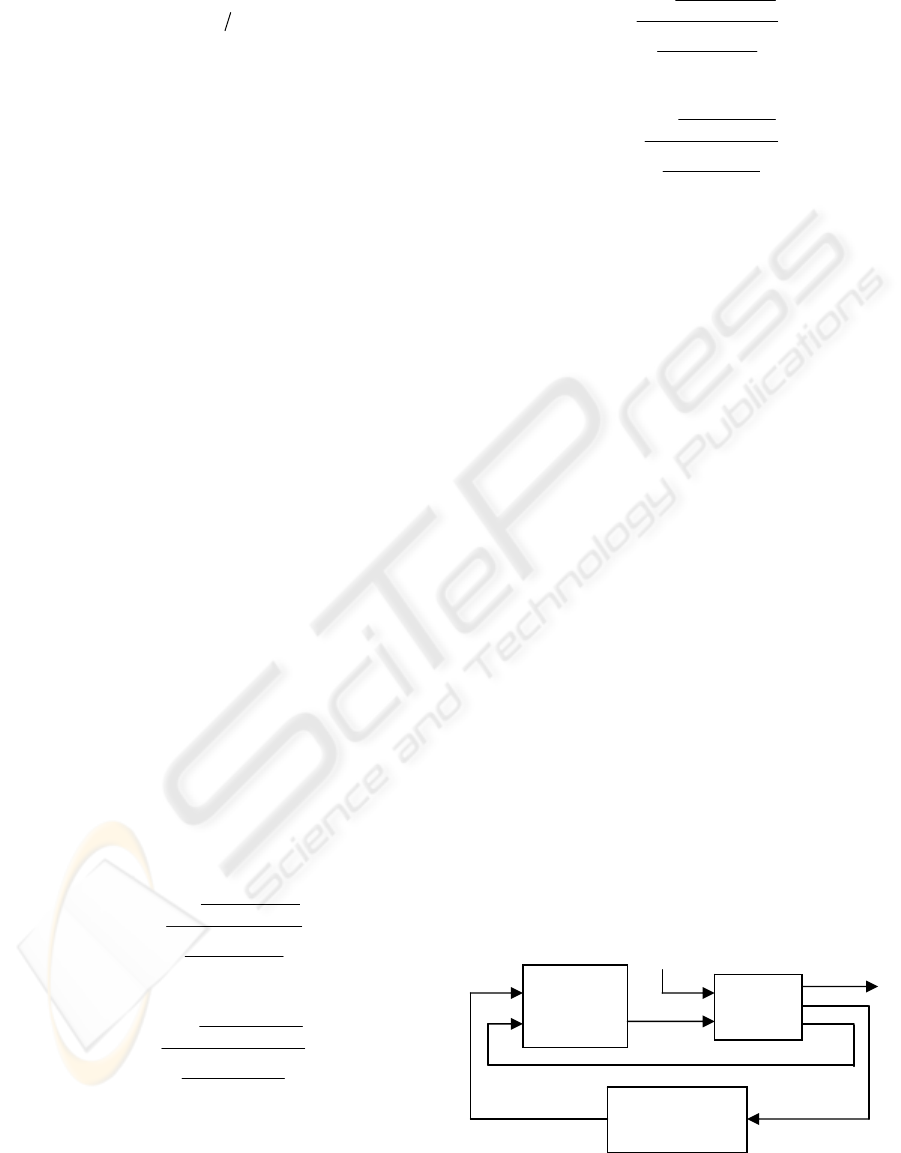
Figure 2: Hybrid set-up model.
Productivity
Optimizer
Reductions,
Tensions
Process
Model
Preset
Balance
Optimizer
Powers, Forces
Energy, Speed
R
F
P
KKK ,,
Set-up
PDI
A HYBRID SET-UP OPTIMIZATION MODEL FOR TANDEM COLD ROLLING MILL
51

Figure 2 shows the structure of hybrid
optimization method. The required energy and
rolling speed are feedback parameters from process
model and is used in productivity optimizer. The
outputs of this optimizer are
P
k ,
F
k and
R
k which
is used as coefficients of objective function in
balance optimization. To minimize energy
consumption and maximize rolling speed we
consider the objective function as:
(
)
(
)
∑
−+=
2
max
. vvEJ
βα
(7)
In this equation,
E demonstrate required energy
consist of reduction and tension energy and evaluate
by rolling energy model. The parameter
v is the
maximum allowable rolling speed corresponding to
reduction distribution and power of motors.
Genetic algorithms (GAs) are gradient free
parallel-optimization algorithms that use a
performance criterion for evaluation and a
population of possible solutions to search for a
global optimum. These structured random search
techniques are capable of handling complex and
irregular solution spaces (Setnes & Roubos, 2000).
GAs are inspired by the biological process of
Darwinian evolution where selection, mutation, and
crossover play a major role. Good solutions are
selected and manipulated to achieve new and
possibly better solutions. The manipulation is done
by the genetic operators
that work on the
chromosomes in which the parameters of possible
solutions are encoded. In each generation of the GA,
the new solutions replace the solutions in the
population that are selected for deletion.
We consider real-coded GAs. Binary coded or
classical GAs are less efficient when applied to
multidimensional, high-precision or continuous
problems. The bit strings can become very long and
the search space blows up. Furthermore, central
processing unit (CPU) time is lost to the conversion
between the binary and real representation. Other
alphabets like the real coding can be favourably
applied to variables in the continuous domain. In
real-coded GAs, the variables appear directly in the
chromosome and are modified by special genetic
operators. Various real-coded GAs were recently
reviewed in Herrera and Lozano (1998).
The chromosome representation determines the
GA structure. We encode the parameters of outer
loop in a chromosome as Eq. (8) where
Ll ,,1
=
and
L
is the size of chromosomes population.
[]
RlFlPll
KKKS ,,=
(8)
The selection function is used to create well-
performing chromosomes which have a higher
chance to survive. The roulette wheel
selection
method is used to select
C
n
chromosomes for
operation.
Two classical operators, simple arithmetic
crossover and uniform mutation
and four special
real-coded operators are used in the GA. These
operators have been successfully applied in the work
of Setnes and Roubos (2000) and
Michalewicz (1994).
For crossover operations, the chromosomes are
selected in pairs. In Simple arithmetic crossover two
chromosomes are crossed over at the random
position. Whole arithmetic crossover creates a linear
combination of two chromosomes as:
()
()
t
v
t
w
t
w
t
W
t
v
t
v
SrSrS
SrSrS
.1.
.1.
1
1
−+=
−+=
+
+
(9)
In this section,
[
]
1,0
∈
r and is a random number.
Heuristic crossover is another kind of a pair
chromosomes combination such that:
(
)
()
t
w
t
v
t
w
t
w
t
v
t
w
t
v
t
v
SSrSS
SSrSS
−+=
−+=
+
+
.
.
1
1
(10)
For mutation operations, single chromosomes
are selected. In Uniform mutation a random selected
element is replaced by a random number in the range
of element. Multiple uniform mutations is uniform
mutation of
n
randomly selected elements and in
Gaussian mutation all elements of a chromosome are
mutated such that a random number drawn from a
Gaussian distribution with zero mean will be added
to each element.
In this paper the chance that a selected
chromosome is used in a crossover operation is 95%
and the chance for mutation is 5%. When a
chromosome is selected for crossover (or mutation)
one of the used crossover (or mutation) operators are
applied with equal probability. The search space of
elements in chromosomes is determined in the range
between 0 and 1.
4 EXPERIMENTAL RESULTS
As an experimental work, we implemented the
described algorithm on five stand tandem mill of
Mobarakeh Steel plant, Iran. In the first step, the
Preset Balance Model was implemented to produce
optimal set-up values based on objective function
presented in Eqs. (2)-(6) by using the values for the
ICINCO 2009 - 6th International Conference on Informatics in Control, Automation and Robotics
52

Table 2: Optimization results using Preset Balance Model and Hybrid Set-up Model.
Preset Balance Model Hybrid Set-up Model
Red.
(%)
Tens.
(ton)
Speed
(mpm)
Force
(ton)
Power
(kw)
Energy
(kwh/t)
Red.
(%)
Tens.
(ton)
Speed
(mpm)
Force
(ton)
Power
(kw)
Energy
(kwh/t)
Zone 0 13 273 13 288
Stand 1 28.8 865 1724 4.29 32.4 949 2656 6.26
Zone 1 25.9 383 22.7 427
Stand 2 28.4 890 4560 11.35 26.7 1074 4560 10.74
Zone 2 19.4 535 18.85 582
Stand 3 26.1 854 4487 11.18 24 846 4300 10.12
Zone 3 16.83 723 16.82 766
Stand 4 21.1 876 4481 11.15 20.1 795 4375 10.29
Zone 4 16.72 917 16.95 957
Stand 5 5.36 570 1831 4.58 7 623 2103 4.95
Zone 5 2.86 969 2.85 1029
Total 42.55 42.36
coefficients and exponents adjusted for each stand
that are presented in Table 1. Adjustment of these
coefficients has been done by focus on a regular
distribution of reductions, power and forces based
on rolling situation and experience.
Table 1: Exponents and coefficients of cost functions.
Std.1 Std.2 Std.3 Std.4 Std.5
P
i
K
1 1 1 1 1
P
i
N
18 18 18 18 10
F
i
K
0.001 0.001 0.001 0.001 1
F
i
N
18 18 18 18 18
R
i
K
1 0.1 0.1 0.1 1
R
i
N
10 10 10 10 10
T
i
K
1 1 1 1 -
T
i
N
5 5 5 5 -
For the second phase, the hybrid set-up model
with proposed objective function in Eq. (7) was
implemented. We apply a real-coded GA with the
population size (
L
) equal to 20 and 5
=
C
n for
operation in each iteration. The chance of crossover
operation is 95% and for mutation is 5%.
The values summarized in Table 2 show the final
result of set-up calculation according to the preset
balance model in the right side and hybrid set-up
model in the left side of table.
By using preset balance model, the balance of
power, force and reduction is obtained after
approximately 100 iteration but the maximum
obtained speed value will be 969 (m/min) while the
total required energy is equal to 42.55 (kwh/t).
The implementation of the hybrid set-up model
produced, as shown in the right part of Table 2, a
significant improvement for the global performance.
The rolling speed will increase to 1029 (m/min) and
the required energy will decrease to 42.36 (kwh/t).
However the balance of power, force and reduction
is a little changed but we can obtain more
throughputs by using less energy that provide higher
productivity.
5 CONCLUSIONS
In this paper we have described a hybrid
optimization procedure for set-up generation of
tandem cold rolling mill. In order to complexity of
rolling process and the role of experience in this
process, we should solve a multi objective problem
to calculate optimum set-up values. So, we has
presented a hybrid algorithm consists of two
optimization model.
The preset balance optimization model is based
on Nelder and Mead simplex method which
optimizes the balance of power, force and reduction
of stands. The simplex method, considers the
unconstrained minimization of a nonlinear cost
function, without evaluating its derivatives. By using
empirical laws and beta factor algorithm we can find
starting point not so distant of the optimum point
which helps us to reach the optimum solution in a
few iteration.
The hybrid set-up model appears as an outer loop
which minimizes the energy consumption and
maximizes rolling speed through evaluation of
coefficient of objective function related to preset
balance model.
The optimization algorithm used in this model is
based on Genetic algorithm and to increase the
A HYBRID SET-UP OPTIMIZATION MODEL FOR TANDEM COLD ROLLING MILL
53

efficiency and decrease the processing time, we have
proposed a real-coded genetic algorithm which
employs some special kind of crossover and
mutation operation to reduce the calculation time.
The proposed optimization approach was
successfully applied to five stand tandem cold
rolling mill, located at mobarakeh steel plant of Iran.
Experimental results show that the obtained set-up
leads to high quality and productivity in the tandem
cold mill.
REFERENCES
Pires, C. T. A., Ferreira, H.C., Sales, R.M., and Silva,
M.A., (2006) ‘Set-up optimization for tandem cold
mill: A case study’, Journal of Materials Processing
Technology, vol. 173, pp.368-375, ELSEVIER Press.
Setnes, M., Roubos, H., (2000) ‘GA-Fuzzy Modelling and
Classification: Complexity and Performance’, IEEE
Transactions on Fuzzy Systems, vol. 8, no. 5, October,
pp. 509-522.
Michalewicz, Z., (1994) Genetic Algorithms + Data
Structures = Evolution Programs, 2nd edition, New
York: Springer-Verlag.
Herrera, F., Lozano, M. and Verdegay, J. L., (1998)
‘Tackling real-coded genetic algorithms: Operators
and tools for behavioural analysis’, Artificial
Intelligence Rev., vol. 12, pp. 265–319.
Venkata, R.N., Suryanarayana, G., (2001) ‘A set-up model
for tandem cold rolling mills’, Journal of Materials
Processing Technology, vol. 116, October, pp. 269-
277, ELSEVIER Press.
Wang, D. D., Tieu, A. K., De Boer, F.G., Yuen, W. Y. D.,
(2000) ‘Toward a heuristic optimum design of rolling
schedules for tandem cold rolling mills’, Engineering
Applications of Artificial Intelligence, vol. 13, August,
pp. 397-406, ELSEVIER Press.
Bryant, G. F., (1973) Automation of Tandem Mills,
London: Iron and Steel Institute.
ICINCO 2009 - 6th International Conference on Informatics in Control, Automation and Robotics
54
