
A STRATEGY FOR ACCEPTING ORDERS IN ETO
MANUFACTURING WITH COMPETITIVE BIDDING
Analysis of Bidding Strategy and Expected Profits via Multi-Period Operations
Nobuaki Ishii
1
and Masaaki Muraki
2
1
Faculty of Information and Communication, Bunkyo University, Namegaya, Chigasaki, Japan
2
Graduate School of Decision Science and Technology, Tokyo Institute of Technology, Ookayama, Meguro-ku, Japan
Keywords: Engineer-To-Order Manufacturing, Project-Based Manufacturing, Sustainable Company, Cost Estimation
Accuracy.
Abstract: In Engineer-To-Order manufacturing with competitive bidding, improving cost estimation accuracy is
necessary for the contractor to gain highly expected profits from accepted orders. Thus, it is critical to
maintain the number of human resources required for cost estimation. However, the human resources are
also required for execution of the accepted orders. Namely, in the Engineer-To-Order manufacturing, a
balance of common resources for cost estimation in yielding the future profits and for execution of the
accepted orders is essential for making a stable profit. In this paper, we build a mathematical model
describing relations among cost estimation accuracy, order acceptance, sales, and profits through multi-
period operations in consideration of characteristics of competitive bidding. Using our model, we analyse
the relations between the volume of human resources allocated for the cost estimation and the expected
profits from the accepted orders as well as the effect of a strategy for accepting orders on the expected
profits through multi-period operations.
1 INTRODUCTION
Nowadays, the importance of Engineer-To-Order
(ETO) manufacturing (Kolisch, 2001) or project-
based manufacturing (Project Management Institute,
2008), where a selected contractor designs and
builds unique products or services based on the
client requirements, such as construction, civil
engineering, plant engineering, industrial machinery,
is widely recognized in practice.
In ETO manufacturing, a contractor is usually
selected by a client through a competitive bidding
process (Friedman, 1956; Ioannou and Leu, 1993;
Rothkopf and Harstad, 1994). Namely, the client
prepares a Request For Proposal (RFP) for the order
and invites several potential contractors to the
bidding. The client usually evaluates contractors on
the basis of the multi-attribute bid evaluation
criteria, such as bidding price, past experience, past
performance, company reputation, and the proposed
method of delivery and technical solutions. Then,
the client basically selects the contractor who
proposes the lowest price if there is not much
difference in other criteria.
In ETO manufacturing, accordingly, it is
necessary for any contractor to decide the bidding
price based on accurate cost estimation. If the
contractor’s bidding price is set higher than that of a
competitor due to cost estimation error, the
contractor could fail to receive the order.
Conversely, if the cost estimation error results in an
underestimation of the cost, the contractor would be
granted the order; however, he would eventually
suffer a loss on this order.
Cost estimation, however, is a highly
intellectual task of predicting the costs of products
or services to be provided in the future based on the
analysis of the client’s requirements and their tacit
knowledge. So, experienced and skilled human
resources, i.e., MH (Man-Hour) of skilled engineers,
are required for accurate cost estimation. Those
resources, however, are limited in any company;
furthermore, once the orders are successfully
accepted, the corresponding orders will also need
considerable MH to carry them out successfully.
If the contractor eventually accepts too many
380
Ishii N. and Muraki M..
A STRATEGY FOR ACCEPTING ORDERS IN ETO MANUFACTURING WITH COMPETITIVE BIDDING - Analysis of Bidding Strategy and Expected
Profits via Multi-Period Operations.
DOI: 10.5220/0003620403800385
In Proceedings of 1st International Conference on Simulation and Modeling Methodologies, Technologies and Applications (SIMULTECH-2011), pages
380-385
ISBN: 978-989-8425-78-2
Copyright
c
2011 SCITEPRESS (Science and Technology Publications, Lda.)

orders during a particular period and cannot
maintain the sufficient MH for estimating cost
accurately at the following periods to carry out the
accepted orders, the profits of orders to be accepted
at the following periods would decrease because the
probability of accepting lower profit orders increases
according to the decrease of cost estimation
accuracy in competitive bidding. Thus, the
contractor suffers unstable and low profits during
several periods.
For these reasons, it is important to realize the
appropriate balance of available MH for the cost
estimation and execution of accepted orders to result
in a stable profit through successive multi-period
operations. However, most of the literature dealing
with ETO manufacturing has assumed that the
contractor can select orders according to his criteria
by the contractor’s initiative without competitive
bidding. In practice, however, the contractor
basically offers a bidding price in competitive
bidding and then receives the order by the client’s
decision. In addition, most literature on the
competitive bidding does not consider the relations
between the cost estimation accuracy associated
with the cost estimation MH and the expected profits
from the accepted orders.
In this paper, we analyse the relations among
cost estimation MH, order acceptance, and expected
profits through successive multi-period operations in
competitive bidding by using the Multi-Period Order
Acceptance (MPOA) and Profit model. In addition,
we discuss tools and techniques required to make a
stable profit and assure sustainability in ETO
manufacturing.
2 A MODEL OF COMPETITIVE
BIDDING PROCESS
There are several ways to select a contractor in
competitive bidding (Elfving et al., 2005; Helmus,
2008; Wang et al., 2009). In a generic competitive
bidding process, shown in Figure 1, the client
prepares RFP, and invites several potential
contractors to the bidding. The contractor first
carries out the preliminary analysis followed by the
bid or no-bid decision. In the preliminary analysis,
the contractor evaluates the RFP and estimates the
preliminary cost based on limited information such
as the order information included in the RFP and the
past project data of the contractor. In the bid or no-
bid decision, the contractor evaluates the order from
the viewpoints of profitability, technical feasibility
and so on, and makes a decision whether to bid or
not. If the contractor decides to place the bid, then
he starts the bidding price decision process, that is,
he estimates the cost more accurately and determines
the bidding price. At the end of the competitive
bidding, the client assesses the proposals offered by
contractors and selects a contractor as the successful
bidder. The selected contractor carries out the
accepted order using his resources.
Figure 1: An overview of competitive bidding and
execution of accepted orders.
3 MODELS OF ORDER
ACCEPTANCE AND PROFITS
IN ETO MANUFACTURING
3.1 A Cost Estimation Accuracy Model
Since the cost estimation requires a detailed analysis
conducted by experienced engineers, it can be seen
that the volume of MH for cost estimation affects the
cost estimation accuracy significantly. In fact,
Towler and Sinnott (2008), Gerrard (2000) suggest
that the cost estimation accuracy is positively
correlated with the volume of cost estimation MH. It
is also clear that the marginal rate of cost estimation
accuracy approaches zero according to the increase
of the volume of MH. Thus, in this paper, we define
the cost estimation accuracy (σ) as the function of
the cost estimation MH per order (PMH) based on
the logistic curve as follows:
min max
max min max
()
()
CPMH
PMH
e
σ
σ
σ
σσσ
−⋅
⋅
=
+−⋅
(PMH > 0.0)
(1)
where
σ
min
, σ
max
, and C are the minimum and the
maximum value of the standard deviation of the
bidding price or the order execution cost (OEC), and
a parameter of the logistic curve. These parameters
could be determined from the past records.
- Preparation of
Request For
Quotation (RFQ)
- Bid Evaluation
- Contractor
Selection
Preliminary
Evaluation
Bid or No-Bid
Decision
Bidding Price
Decision
Declination
of bid
- Past project data
- Competitive
environment
- Target total expected
orders
- Target profit rate
Preliminary cost
Bid
No-Bid
Bid reply
Order
Acceptance
Contractor selection
Preliminary cost
ContractorClient
Request For
Proposal (RFP)
Preparation of
Proposal &
Cost Estimation
Cost Estimation
MH
Estimated
Cost
Execution of
Accepted
Order
Products or Services
A STRATEGY FOR ACCEPTING ORDERS IN ETO MANUFACTURING WITH COMPETITIVE BIDDING - Analysis
of Bidding Strategy and Expected Profits via Multi-Period Operations
381

3.2 A Multi-Period Order Acceptance
and Profit Model
In this paper, as shown in Figure 2, we set the target
volume of orders (TCT
i
), and calculate the expected
total revenue (ER
i
), the expected total cost (EC
i
), the
expected total profits (EP
i
) of each i-th period using
the MPOA and Profit model based on the following
assumptions. EC
i
consists of materials and labour
cost, outsourcing MH cost, and fixed cost consisting
of in-house MH cost and overhead cost.
Model Assumptions:
MH can be divided into regular engineers’ MH
and senior engineers’ MH,
MH of a certain percentage or more must be senior
engineers’ MH for executing the accepted
orders,
Only senior engineers can estimate cost, and no
outsourcing MH is available for the cost
estimation.
Namely, we calculate ER
i
, EC
i
, and EP
i
,
repeatedly from the 1
st
to fp (>1) periods, based on
the accepted order data until the i-th period, such as
the number of orders satisfying TCT
i
and the cost
estimation accuracy at the i-th period. In addition,
we evaluate the cost estimation accuracy based on
the number of orders and the total cost estimation
MH (
est
i
TMH
) obtained by subtracting total order
execution MH (
exe
i
TMH
) from the total MH available
at the i-th period. We present the detailed
explanation of the model in APPENDIX.
Figure 2: An overview of Multi-Period Order Acceptance
(MPOA) and Profit model.
4 MODELS OF ORDER
ACCEPTANCE AND PROFITS
IN ETO MANUFACTURING
4.1 Cost Estimation Accuracy and
Expected Profit
We analyse the relations among cost estimation MH,
cost estimation accuracy, and expected profit based
on the case data shown in Table 1. Namely, we
calculate the cost estimation accuracy by Eq. (1), the
expected value of accepted order by Eq. (2), and the
expected profit by subtracting the OEC from the
expected order.
1
1
11111 1
0
2
1
0
2
(, , ) ( , , )
(, , )
n
kk k k k
x
awd
k
n
kk k k k
x
k
x
px p x dx dx
EPT
p x dx dx
μσ μσ
μσ
+∞ +∞
=
+∞ +∞
=
⋅
⋅⋅
=
⋅
∏
∫∫
∏
∫∫
(2)
where k is the contractor (k =1: his own company, k
>=2: competitors), p
k
(x
k
, μ
k
, σ
k
) is the probability
density of the bidding price (x
k
) of the contractor
(k), and its average value and standard deviation are
μ
k
and σ
k
(cost estimation accuracy), respectively. As
shown in Eq. (2), the expected value of the accepted
order is the average value of one’s own company’s
bidding price falling below those of all other
competitors (k>=2).
Figure 3 shows the results of the calculations.
We can see that the higher accuracy of cost
estimation, i.e., lower deviation, increases the
expected profits. The expected profits decrease
according to the increase of the number of
competitors. Namely, we can conclude that the
probability of accepting lower profit order increases
according to the decreasing cost estimation MH and
cost estimation accuracy. On the other hand, the
contractor can expect improved profit by investing
MH for the cost estimation under the severe
competitive environment with many competitors.
Table 1: Case data for evaluation of cost estimation
accuracy and expected profit.
The number of bidders
(n)
2 or 3 bidders including one’s
own company
Probability density of the
bidding price
Normal distribution
Order execution cost
(OEC)
100 [MM$/Order]
Parameters of Eq. (1)
σ
min
:0.5% of OEC, σ
max
:
20% of OEC, C:0.25
Parameters of Eq. (2)
μ
k
(including profit): 110, σ
k
(k>=2): 5 [MM$ ]
Calculate ER
i
Accepted order
data until the i-th
period
Calculate EC
i
Calculate EP
i
Calculate
Calculate
the Volume of Orders
Total in-house MH (MH
s
)
TCT
i
The number of bidders
Competitors’ cost estimation accuracy
i = i + 1
ER
i
EC
i
EP
i
Start
i =1
i <= fp Stop
exe
i
TMH
est
i
TMH
Ye s
No
SIMULTECH 2011 - 1st International Conference on Simulation and Modeling Methodologies, Technologies and
Applications
382
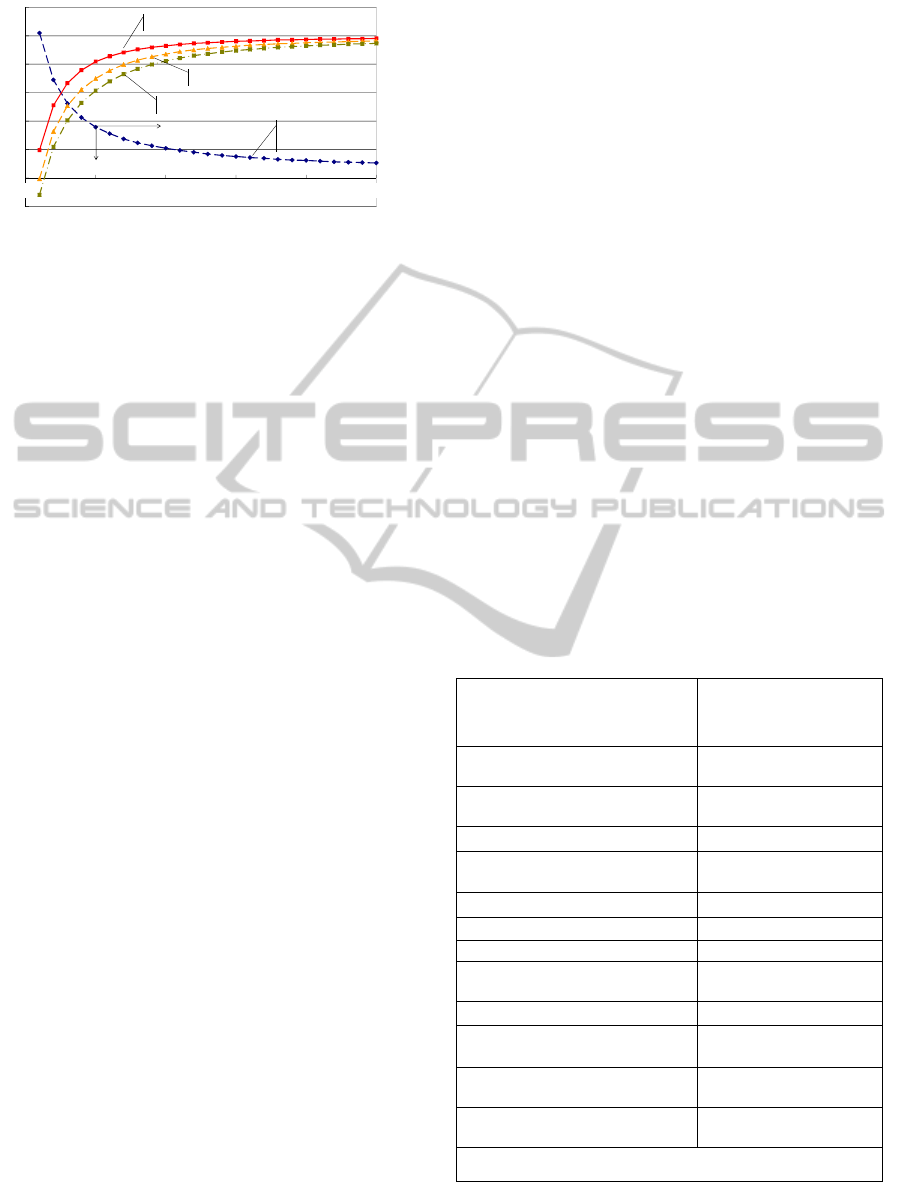
Figure 3: Relations among cost estimation MH, cost
estimation accuracy, and expected profits.
4.2 Multi-Period Evaluation on Order
Acceptance and Expected Profits
We analyse the relations between the order
acceptance and the expected profits through
successive multi-period operations using the MPOA
and Profit model, shown in Figure 2 and
APPENDIX. Table 2 shows the conditions of a
model company for this analysis.
We use two scenarios to compare profits based
on two different strategies for accepting orders, i.e.,
the high-order strategy (Case A), and the stable-
order strategy (Case B). The contractor tries to get
orders as many orders as possible at every period
under the high-order strategy. In contrast, the
contractor controls the volume of accepted orders at
a certain level via a multi-period basis in the case of
stable-order strategy. Namely, in Case A, the
volume of the order acceptance is set to 1,800
[MM$] at the 3
rd
period and to 1,200 [MM$] at other
periods. In Case B, the volume of the order
acceptance is set to 1,800 [MM$] at the 3
rd
period, to
600 [MM$] at the 4th period, and to 1,200 [MM$] at
other periods, to control the accepted orders through
entire periods as the 1,200 [MM$/Period] level.
Figures 4 and 5 show the orders, revenues, and
total costs over the periods, respectively, in Cases A
and B. In addition, Figure 6 shows a comparison of
profits in Case A and Case B over the periods.
As shown in Figures 4 and 6, in Case A, the
increased accepted orders at the 3
rd
period improves
revenues of the following three periods. Profits also
increase at the 4
th
period. However, profits start
decreasing from the 5
th
period, and it takes seven
periods to recover the profits at the 3
rd
period level.
If the same profit levels are maintained at the same
level of those of the 3
rd
period for 12 periods, the
total profits are 335 [MM$]. However, the increased
accepted orders at the 3
rd
period reduce profits
during the 6
th
to the 12
th
periods, and the total profits
for 12 periods are 190 [MM$] in Case A. In contrast,
as shown in Figures 5 and 6, the total profits for 12
periods are 318 [MM$] in Case B. The decline in
profits after the 4
th
period in Case A occurred
because of the reduced cost estimation MH by the
increased MH requirements for executing the orders
accepted at the 3
rd
period. Namely, the reduced cost
estimation MH decreases the cost estimation
accuracy, and thus the profits are reduced as
presented in the previous section. In Case B, since
the order acceptance at the 4
th
period is controlled,
and cost estimation MH is sufficiently maintained to
estimate cost accurately, the loss of profits is
reduced in comparison to that of Case A.
We can conclude based on these observations
that the strategy for accepting an adequate volume of
orders via multi-period operations is effective to
avoid decreasing cost estimation MH and cost
estimation accuracy, and thus a stable profit is the
end result.
Most contractors, in practice, tend to take a high-
order strategy. However, this strategy could reduce
cost estimation accuracy and reduce profits as
presented in this section. Namely, contractors in
ETO manufacturing should establish a strategy for
accepting orders in consideration of the balance of
MH for the cost estimation and execution of the
accepted orders via multi-period operations.
Table 2: Conditions of model company.
Rate of the i-th period revenue
on the accepted orders at the j-
th period (
j
i
ROER
)
0.333
The number of bidders (n)
including one’s own company
3 bidders
Periods for sales of accepted
order (NST)
3 Successive periods
Evaluation period -2 (1-NST) to 12
Probability density of the
bidding price
Normal distribution
Order execution cost (OEC) 100 [MM$ /order]
Rate of profit (ROP)
10%
Rate of MH cost (α
1
) 10%
Rate of materials & labour cost
(α
3
)
80%
Total in-house MH (MH
T
)
1,100 [M MH/period]
In-house senior engineer MH
(MH
S
)
440 [M MH/period]
Rate of senior engineer MH for
carry out orders (α
2
)
30%
In-house and out sourcing MH
rate (β
1
, β
2
)
100 [$/MH]
Parameters of Eq. (1) and Eq. (2) are shown in Table 1.
-2
0
2
4
6
8
10
12
00.511.522.5
Expected Profit per Order [MM$]
Cost Estimation MH [M MH/Order]
50 10 15 20 25
Cost Estimation
Accuracy
Expected Profit (Two Competitors)
Expected Profit (Three Competitors)
Expected Profit (Four Competitors)
1
2
0
Cost Estimation Accuracy [σ]
High
Low
A STRATEGY FOR ACCEPTING ORDERS IN ETO MANUFACTURING WITH COMPETITIVE BIDDING - Analysis
of Bidding Strategy and Expected Profits via Multi-Period Operations
383

Figure 4: Orders, revenues, and costs over the periods
(Case A).
Figure 5: Orders, revenues, and costs over the periods
(Case B).
Figure 6: Comparison of profits (revenue-total cost of each
period) in Case A and Case B over the periods.
5 CONCLUSIONS
In this paper, we analyse the relations among cost
estimation MH, order acceptance, and expected
profits through successive multi-period operations in
ETO manufacturing with competitive bidding by
using the Multi-Period Order Acceptance (MPOA)
and Profit model.
Namely, we reveal that the cost estimation
accuracy affects the expected profits from the
accepted orders, and the contractor needs to
maintain MH for cost estimation to make a stable
profit through successive multi-period operations in
ETO manufacturing. Furthermore, we show that
accepting too many orders by the high-order strategy
decreases the expected profits at the following
periods. This is because the contractor needs more
MH to carry out the accepted orders, and thus the
MH for cost estimation at the period is reduced, and
then the low cost estimation accuracy results in the
low expected profits from the accepted orders based
on the estimation in competitive bidding.
For these reasons, we conclude that the
contractor should manage the volume of accepting
orders in consideration of the MH allocation for the
cost estimation and the execution of accepted orders
through successive multi-period operations, such as
the stable-order strategy to make a stable profit.
There are several issues which require further
research. For example, the strategy for accepting
orders effectively to maximize expected profits
through successive multi-period operations in ETO
manufacturing with competitive bidding should be
examined in detail. The bidding price decision
process to maximize the expected profits with MH
constraint should also be established. In addition,
tools and techniques to support the strategy and the
bidding process should be studied and implemented
in practice.
REFERENCES
Elfving, J. A., Tommelein, I. D., Ballard, G., 2005.
Consequences of competitive bidding in project-based
production. Journal of Purchasing & Supply
Management. 11 (4), 173-181.
Friedman, L., 1956. A competitive-bidding strategy. The
journal of the operations research society of America,
4 (1), 104-112.
Gerrard, A. M., 2000. Guide to Capital Cost Estimating.
Institute of Chemical Engineers. Warwickshire, 4th
edition.
Helmus, F. P., 2008. Process plant design: project
management from inquiry to acceptance, Wiley-VCH.
Weinheim.
Ioannou, P. G., Leu, S. S., 1993. Average-bid method –
competitive bidding strategy. Journal of constriction
engineering and management, 119 (1), 131-147.
Kolisch, R., 2001. Make-to-order Assembly Management,
Springer-Verlag. Berlin.
Project Management Institute, 2008. A guide to project
management body of knowledge, Project Management
Institute. PA, 4th edition.
Rothkopf, M. H., Harstad R. M., 1994. Modeling
competitive bidding: A critical essay. Management
Science, 40 (3), 364-384.
1,000
1,200
1,400
1,600
1,800
2,000
123456789101112
Period
Orders
Revenue
Tot al Cost
[MM$]
400
600
800
1,000
1,200
1,400
1,600
1,800
2,000
123456789101112
[MM$]
Period
Orders
Revenue
Total Cost
-40
-30
-20
-10
0
10
20
30
40
50
60
123456789101112
Expected Profit [MM$]
Period
Case A
Case B
SIMULTECH 2011 - 1st International Conference on Simulation and Modeling Methodologies, Technologies and
Applications
384

Towler, G., Sinnott, R., 2008, Chemical Engineering
Design Principles, Practice and Economics of Plant
and Process Design. Elsevier. MA.
Wang, J., Xu, Y., Li, Z., 2009. Research on project
selection system of pre-evaluation of engineering
design project bidding. International Journal of
Project Management, 27 (6), 584-599.
APPENDIX
EP
i
, ER
i
, and, EC
i
at the i-th period are determined
as follows:
iii
ECEREP −=
(A1)
∑
−
−=
⋅=
1i
NSTij
i
jji
ROERTCTER
(A2)
∑
−
−=
+⋅+⋅⋅⋅=
1
23
i
NSTij
i
i
jji
FCOSROERNAPOECEC
βα
(A3)
where
NST is the periods for sales of the accepted
order;
i
j
ROER
is the rate of the i-th period revenues on
the accepted orders at the j-th period;
α
3
is the rate
of materials & labour cost; OEC is the order
execution cost determined by Eq. (A4); NAP
j
is the
positive real value meaning the number of orders
satisfying
TCT
j
at the j-th period; β
2
is the out
sourcing MH rate; OS
i
is the out sourcing MH
determined by Eq. (A5); and FC is the fixed cost.
Since NST is the same positive integer for all orders
in this model,
i
j
ROER
is determined as
NSTROER
i
j
/1=
.
)1/(
1
ROPOEC +=
μ
(A4)
T
est
i
exe
ii
MHTMHTMHOS −+=
(A5)
s.t. OS
i
=0 in case of
T
est
i
exe
i
MHTMHTMH ≤+
where μ
1
is the bidding price without cost estimation
error; ROP is the rate of profit;
exe
i
TMH
is total order
execution MH at the i-th period as determined by
Eq. (A6);
est
i
TMH
is the total cost estimation MH at
the i-th period as determined by Eq. (A7); and MH
T
is the total in-house MH at the i-th period.
∑
−
−=
⋅⋅⋅=
1
11
/
i
NSTij
i
jj
exe
i
ROERNAPOECTMH
βα
(A6)
exe
iS
est
i
TMHMHTMH ⋅−=
2
α
(A7)
s.t.
0=
est
i
TMH
in case of
exe
iS
TMHMH ⋅≤
2
α
where α
1
is the rate of MH cost, β
1
is the in-house
MH rate; α
2
is the rate of senior engineer MH to
carry out orders.
NAP
j
is determined by the Eq. (A8):
awd
jjj
EPTTCTNAP /=
(A8)
where
awd
j
EPT
is the expected value of accepted
order determined by Eq. (2).
In the Eq. (2), σ
1
is determined by Eq. (1) as the cost
estimation accuracy at PMH
j
determined by Eq.
(A9).
j
est
jj
NPTMHPMH /=
(A9)
where NP
j
is the positive integer showing the
number of bidding orders which maximizes the
expected profit at TCT
j
condition.
A STRATEGY FOR ACCEPTING ORDERS IN ETO MANUFACTURING WITH COMPETITIVE BIDDING - Analysis
of Bidding Strategy and Expected Profits via Multi-Period Operations
385
