Integration of Augmented Reality Technologies in Process Modeling
The Augmentation of Real World Scenarios With the KMDL
Marcus Grum and Norbert Gronau
Department of Business Informatics, esp. Processes and Systems, University of Potsdam,
August-Bebel-Strasse 89, 14482 Potsdam, Germany
mgrum@lswi.de, ngronau@lswi.de
Keywords:
Augmented Reality, Process Modeling, Knowledge Modeling Description Language, KMDL, Tacit Knowl-
edge Transfer Visualization, Cyber-Physical Market Visualization, Process Simulation Visualization,
Simulation Process Building, Industry 4.0, CPS, CPPS, Internet of Things.
Abstract:
The integration of powerful technologies in traditional domains realizes promising potentials but mostly rises
complexity and shrinks comprehensibility of underlying processes. With the aim to rise comprehensibility
of non-transparent processes, a process modeling language has been transfered in 3-D and prepared to aug-
ment the real world. Definitions for a methodological proceeding have been created and were mapped to a
software tool. Three scenarios then have been realized as demonstration and proof the working of drawn AR
integrations. Focusing non-transparent processes, scenarios visualize tacit knowledge transfers (1), complex
coordination mechanisms (2) and process simulations (3) in the domain of cyber-physical production systems.
1 INTRODUCTION
Once, new technologies are integrated in existing
processes, new potentials can be established. As
one takes the integration of Internet of Things tech-
nologies in traditional production systems, there can
be realized customized productions and flexible, fast
changing production processes based on further feed-
back loops between cyber-physical systems (Gronau
et al., 2016a). With this, new coordination efforts
among them require much more complex processes,
with time-dependent system states and numerous data
transfers. Since, all of them are hard to comprehend
for non-experts and the current processing is hard
to categorize correctly, those further are referred to
as non-transparent processes. Although not limited
to the domain of cyber-physical production systems,
this domain is very suitable for the selection of non-
transparent processes.
Since 2-D modeling approaches can be extended
easily with a third dimension, new AR technologies
bring in potential to increase the comprehensibility of
those non-transparent processes in using available di-
mensions and located existing 2-D models within the
real world. Hence, the following research question
will be focused within this paper: ”How can non-
transparent processes be visualized with help of AR
technologies?” This includes the process of modeling.
Because of the interplay of the real world, augmented
world and the more or less paper based 2-D world of
common process models, lots of potentials can be re-
alized during all process modeling phases. This paper
intends not to collect an all-embracing collection of
potentials rather than drawing a first way of structur-
ing. Although several options can be realized to use
three dimensions of the AR technology, the following
focuses only on a spacial placement.
The research approach is intended to be design-
oriented as Peffers proposes (Peffers et al., 2006) and
(Peffers et al., 2007), such that the paper is structured
as follows: A second section presents underlying con-
cepts, the third sections derives objectives for an in-
tegration of augmented reality in process modeling.
The fourth section provides the design, followed by
its demonstration and evaluation. A final section con-
cludes the paper.
2 UNDERLYING CONCEPTS
Starting with the selection of a modeling approach in
the first subsection, the application center for industry
4.0 is identified as a promising environment for non-
transparent processes since participating systems pro-
vide separate knowledge bases. Further, approaches
such as the cyber-physical market require numerous
206
non-transparent coordination efforts and provide a
fruitful environment for process simulations and co-
ordination approach benchmarks. In a last subsection,
available AR technologies are discussed.
2.1 Process Modeling Areas
Since non-transparent processes shall be focused on
the base of separate knowledge bases and complex
conversations within Internet of Things similar struc-
tures, the following concentrates on knowledge mod-
eling methods.
An overview of existing modeling methods and
a comparison of their ability to represent knowl-
edge can be found by (Remus, 2002, p. 216f.).
Here, ARIS, INCOME, PROMOTE, WORKWARE,
EULE2 and FORWISS are only some representa-
tives. Hereunder, (Gronau and Maasdorp, 2016, )
identify the Knowledge Modeling Description Lan-
guage (short: KMDL) as only representative to over-
come lacks in visualizations and analyses through the
combination of several views (process view, activity
view and communication view). Focusing on the even
broader context of organizational, behavior-oriented,
informational and knowledge-oriented perspectives,
(Sultanow et al., 2012, ) identify the KMDL to be in-
ferior in the comparison of twelve common modeling
approaches as well.
Being developed iteratively and being applied in
numerous projects, the KMDL has been developed
and optimized over more then ten years. An evolu-
tion of the KMDL can be found in (Gronau, 2012)
and currently, the development of the version 3.0 is
in progress (Gronau et al., 2016b). The KMDL has
proven its benefits in numerous application areas such
as software engineering, product development, qual-
ity assurance and investment good sales. It provides a
fully developed research method which can be found
in Figure 1 and is described by (Gronau, 2009, p. 386)
in detail.
With its strengths in visualization, the KMDL
seems attractive for augmenting the reality. To the
best of our knowledge, so far an augmentation of
the real world with spacial correct positioned process
models has not been realized yet. A prototype of an
AR collaborative process modeling tool augments the
real world with BPMN process models, which are
augmented only w.r.t. inner model relations (Poppe
et al., 2011). Eichhorn et al. presented geometric 3-D
Figure models in a virtual space and created statistical
insights from those (Eichhorn et al., 2009).
Hence, the current paper builds on the wide spread
KMDL version 2.2 (Gronau and Maasdorp, 2016, ).
With its intention to focus on the generation of
knowledge following (Nonaka and Takeuchi, 1995),
the KMDL enables the modeling of tacit knowledge
bases, single or numerous knowledge transfers, the
socializing of several conversion partners in complex
control flows and their time-dependent development.
Since all can be identified as non-transparent pro-
cesses, the KMDL seems attractive for the scenario
design in section 4.3.
2.2 Application Center for Industry 4.0
Since the physical meaning of classical production
components can be enhanced by a virtual represen-
tation, these can be considered as cyber-physical sys-
tems (short: CPS), providing more or less distinctive
characteristics in abilities to perceive its environment
via sensors, to interact with its environment via actu-
ators, process data via processors and communicate
via communicators (Gronau et al., 2016a). Equipped
with memory, each CPS can build individual knowl-
edge bases and can hold time-dependent states.
A cyber-physical production system (short:
CPPS) integrates several CPS with the purpose to
realize productions. For this, huge communication
efforts are necessary and complex coordination
mechanisms are required. As one of many, a
cyber-physical market can realize this coordination
analogous to real market mechanisms (Grum et al.,
2016) such as each CPS is considered as market
participant and has to negotiate with its environment
before tasks are realized.
The Application Center for Industry 4.0 (short:
ACI4.0) is build as CPPS, containing several types
of CPS. Machines are surrounded by computer dis-
plays and can visualize different kind of production
steps. Conveyors connect machines and transport
workpieces. A workpiece is a small box surrounded
by displays such that its current production state can
be visualized. Next to the conveyors, robots or hu-
mans are placed, that are part of the production pro-
cess. All of them are considered to be a CPS pro-
viding more or less distinctive characteristics within a
cyber-physical market. Hence, the ACI4.0 is a fruit-
ful environment for tacit knowledge transfers, pro-
cess simulations and coordination efforts, which are
all non-transparent processes. In section 4.3, the sce-
nario design will therefore be based on the ACI4.0.
2.3 Available AR Technologies
As augmented reality (short: AR), the paper follows
the definition of (Azuma, 1997), who identifies AR
as a variation of virtual environments, which allows
users to perceive the real world, superimposed and
Integration of Augmented Reality Technologies in Process Modeling - The Augmentation of Real World Scenarios With the
KMDL
207
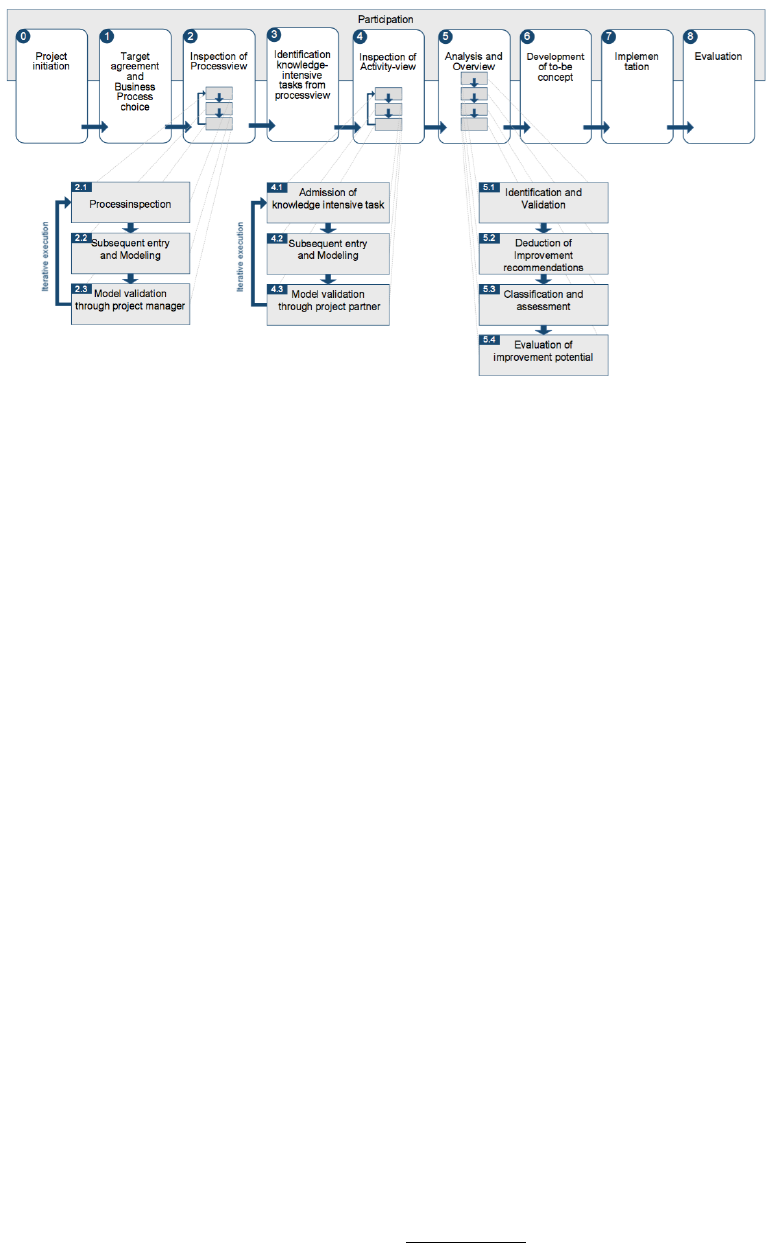
Figure 1: KMDL procedural model.
composited virtual objects such that users have im-
pression those worlds would coexist. Therefore, AR
systems have the following characteristics:
• a real world and a virtual world is combined;
• an interaction with both worlds is possible in real
time;
• objects are registered in 3-D.
Following (Schart and Tschanz, 2015), the visual-
ization can be realized with help of screen displays,
mobile devices (handhelds), head-up displays, head-
mounted displays and contact lenses. Here, head-
mounted displays (HMD) were focused because of
the intention to quickly hand over the visualization
technique from person to person and do not limit their
interaction via hands during the production process.
HDM gadgets are available as optical see-through
HMD and closed-view HMD. While the first variant
lets the user see the real world directly, the second
variant does not allow any direct contact with the real
world. Each brings individual advantages and (Jan-
nick et al., 1994) discusses tradeoffs. The follow-
ing focused optical see-through HMD with the in-
tention to choose the most realistic system. Here,
Google Glass, the Epson Moverio BT-200 and the Mi-
crosoft HoloLens were compared with respect to the
following criteria: price, processor performance, bat-
tery runtime, RAM, field of vision size, display solu-
tion, usability and availability. Here, the AR glasses
from Epson were selected since other products did not
provide a handheld control unit.
The Epson Moverio BT-200 is available for about
EUR 700 and provides two miniature projectors
which are placed on each glasses side piece. The pro-
jection surface is positioned within the field of view
and transparent, such that it is possible to perceive
both, the real world and projected world directly. Be-
ing equipped with a dual core processor (1300Mhz)
and one gigabyte RAM, the AR component is suffi-
cient for first augmentation purposes. A GPS mod-
ule beside software computer vision components can
be used for the placement of the AR glasses within
space.
3 OBJECTIVES OF AN
AUGMENTED REALITY
INTEGRATION IN PROCESS
MODELING
Since a modeling language shall augment the real
world, objectives of three domains have been iden-
tified: The modeling language itself, the context for
the modeling language as well as the augmentation
technique.
Aiming to prepare the KMDL for the purpose to
augment the real world, the following set of require-
ments has to be considered:
• the augmentation has to build up on an existing
version of the KMDL;
• existing shapes have to be mapped to 3-D;
• the augmentation has to be included within the
methodological approach of the KMDL;
• the augmentation of the KMDL has to go along
with the extension of the corresponding modeling
software, which is Modelangelo
1
;
1
http://www.kmdl.de/en/node/46
Seventh International Symposium on Business Modeling and Software Design
208
• time-dependent visualizations have to be consid-
ered, since process models can change on an ab-
stract level and the content of modeled items can
change as well on a concrete level;
• fast time-dependent visualizations have to be
slowed down so that the human perception is able
to deal with.
With respect to the scenario creation, the follow-
ing objectives have been identified:
• a real world tacit knowledge transfer has to be vi-
sualized;
• the communication of heavily complex processes
has to be visualized;
• the simulation of processes has to be visualized;
• all three, the activity view, process view and com-
munication view shall be visualizable;
• process modeling phases shall be supported.
Focusing on the hardware selection, the following
criteria were relevant additionally to AR technique in-
herent requirements such as the positioning within an
area, performance issues, etc.:
• AR glasses shall be used within closed rooms;
• AR glasses shall be used within the outdoor area;
• AR glasses shall cost less than Euro 1.000;
• AR glasses shall bring programming libraries for
free and ideally open source;
• AR glasses shall realize free movements;
• AR glasses shall consider real physics so that ob-
stacles cover shapes in the background;
• AR techniques shall be used on base of common
cameras, so that persons who currently do not
wear AR glasses can see the augmented world on
a projector;
• AR glasses shall realize interactions with the aug-
mented world.
Each identified objective of those three domains
has been relevant for the augmentation of non-
transparent processes and serves as input for the fol-
lowing sections.
4 DESIGN OF AN AUGMENTED
REALITY INTEGRATION IN
PROCESS MODELING
The design of AR integration in process modeling
is presented with help of four subsections. For the
first, the KMDL is augmented, then the method is ex-
panded. Afterwards, three scenarios are built and fi-
nally, software tooling issues are designed.
4.1 Augmenting the KMDL
On base of existing shapes of the KMDL as it was
selected in section 2.1, items were mapped to three
dimensions, which were required by the scenarios and
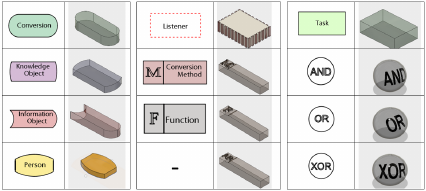
can be seen in the modelings of subsection 4.3. Those
items were constructed with Autodesk Fusion360 and
can be found in Figure 2.
Figure 2: Mapping of existing KMDL shapes to three di-
mensions.
Here, mostly simple extrusions and colored glass
materials were used because of their transparent char-
acteristics in the augmentation.
Since those shapes shall be located within the real
world, the following new attributes have to be brought
in the KMDL:
A set of origin coordinates in x-, y- and z-axis de-
fine the global point of origin within space. A set of
coordinates in x-, y- and z-axis with respect to a point
of origin locates the center of any body within space.
Initially, the global point of origin is selected but those
coordinates can consider the position of other bodies
as a relative point of origin as well, such that easy
spacial movements are possible. A set of size in x-,
y- and z-axis manages the spacial requirements and
is ideally automatically adjusted in relation to other
bodies’ sizes. A set of rotation in x-, y- and z-axis
can assure the optimal angle with respect to a person
wearing AR glasses, such that bodies and texts can
be identified easily. Since each item can hold a 3-D
model, a filepath to this model and a checkbox for the
standard KMDL shape visualization and a checkbox
for the 3-D model visualization shall switch them on
or off.
For the modeling, only a single shape has been in-
troduced, which looks similar to the shape of the con-
version method but holds an ”AR” on it. This shape
indicates a proper prepared AR perspective and saves
previously mentioned 3-D information. Since the
same knowledge conversion can be visualized in dif-
ferent views, the modeling can hold several of them.
Integration of Augmented Reality Technologies in Process Modeling - The Augmentation of Real World Scenarios With the
KMDL
209
All together, those extensions are the basis for the
augmentation of the real world with process modeling
languages.
4.2 Expansion of the Methodological
Appraoch
Faced with a well described procedural model of the
KMDL as can be seen in Figure 1, the following de-
scribes the integration of AR technology. For this, the
numbers within the Figure serve as orientation.
Phases from the project initiation (phase 0) until
phase 2.1 can be realized as usual.
The modeling (phase 2.2) can be enriched by 3-
D information as was required in section 4.1, can be
simplified with help of a ground plan and sketch plan
as is described in section 4.4, and is visualized as can
be seen in Figures 10 and 11.
The model validation (phase 2.3) can be enriched
with the spacial observation within those plans as well
as with a look on the augmented reality as it is de-
scribed in subsection 5.3.
Phases from the identification of knowledge inten-
sive tasks (phase 3) until phase 4.1 can be realized as
usual.
Analogous to modeling and validation steps be-
fore, 3-D information can enrich the activity model-
ing with help of a ground plan and sketch plan as is
described in section 4.4, and is visualized as can be
seen in Figures 6 and 7 as well as in Figures 8 and 9.
The model validation (phase 4.3) can be enriched
with the spacial observation within those plans as well
as with a look on the augmented reality as it is de-
scribed in subsection 5.1 and 5.2.
The work of analysts can be enriched by the im-
pression of the collection of created plans and real
world augmentations (phase 5).
Phases 6-8 can be enriched in AR visualizations
of a static to-be concept and non-static simulation vi-
sualizations as they can be seen in all three scenar-
ios. Hence, is- and planned-to-be comparisons can
be realized, the working of an implementation can
be tested. Further, comparisons of planned-to-be and
realized-to-be can be realized.
All together, those methodological expansions
serve as guideline and show how to integrate AR
technology in the process modeling. The following
was realized considering those extensions and demon-
strates its working.
4.3 Integration of AR Technology
The integration of AR technology in process model-
ing shall be visualized with help of three scenarios.
All can be located within the ACI4.0, which was de-
scribed in section 2.2.
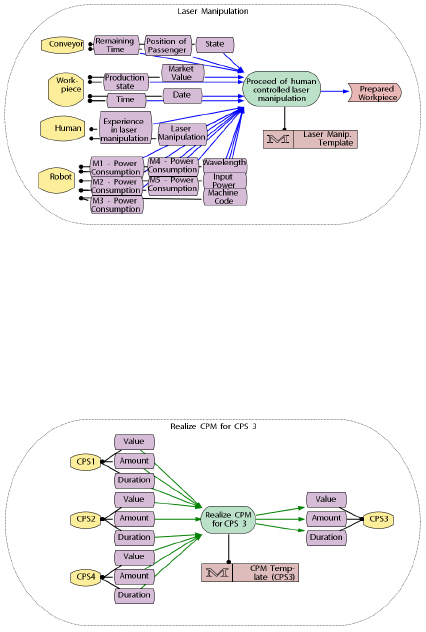
A laser manipulation scenario shall visualize the
tacit knowledge transfer in complex, multi-interaction
partner settings. As can be seen in Figure 3, a sit-
uation has been designed within the CPM, wherein a
robot manipulates a workpiece with a laser cutter. The
workpiece stands on top of a conveyor and is observed
by a human worker. The worker’s task is to control
the production progress and interfere when necessary.
For this, basic knowledge in laser manipulation and
the experience gained from former production is con-
sidered as tacit knowledge.
Figure 3: Current activity view of the laser manipulation
task (laser manipulation scenario).
A negotiation scenario shall visualize the com-
plex interplay of numerous CPS during a negotiation
within the CPM following (Grum et al., 2016). Here,
four CPS socialize and update themselves with price
value, amount and duration information.
Figure 4: Current activity view of the negotiation task from
CPS3 (negotiation scenario).
A process variation scenario shall focus process
variations during process simulations within CPPS.
As becomes clear in Figure 5, a selected workpiece
can be produced following alternative process op-
tions. Either, a closely situated robot is used for hu-
man controlled laser manipulation (see scenario 1),
or robots are used that are located in greater distances
so that the workpiece requires further transport steps
to reach the robot. Place holder tasks showing ”...”
visualize the idea that neither the entire production
process of the workpiece nor all process options are
Seventh International Symposium on Business Modeling and Software Design
210
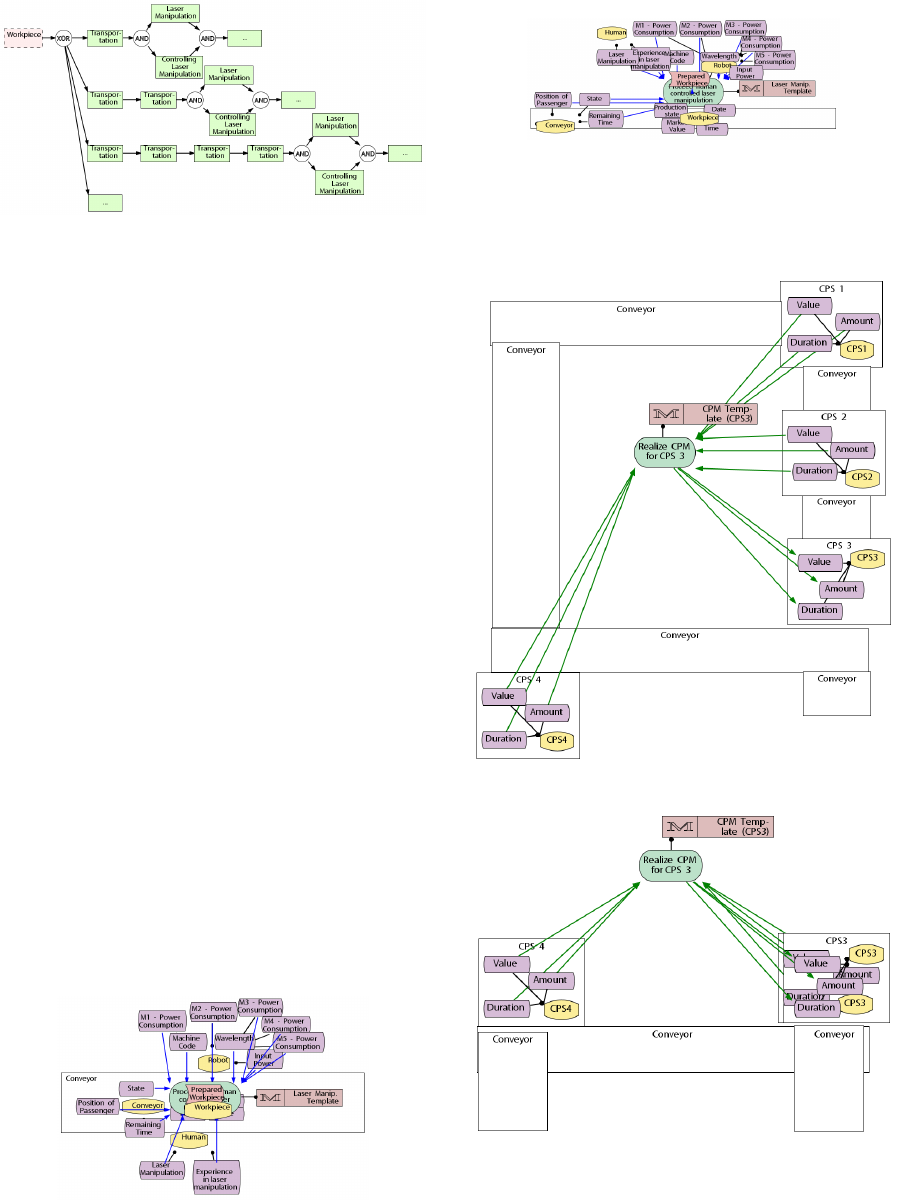
visualized in this Figure.
Figure 5: Simplified current process model of a workpiece
within a CPPS simulation (process variation scenario).
Since more than one workpiece is produced within
CPPS simultaneously, this Figure only shows a very
limited insight in the current process simulation
model.
All together, those three scenarios serve as fruitful
context to integrate AR technology with the purpose
to visualize non-transparent processes.
4.4 Extending the Modelangelo
Modeling Tool
With help of a modeling tool called Modelangelo, the
following software design supports the integration of
AR in process modeling, as it was designed in sec-
tion 4.2.
In section 4.1 identified attributes are introduced
in the properties space of Modelangelo.
Beside the normal modeling environment, two
further modeling surfaces are introduced, that sim-
plify the model enrichment with required 3-D infor-
mation. Those take existing model information and
transfer them in a sketch plan and a ground plan.
Here, the modeling is not realized w.r.t. the reading
direction from left to right (see Figure 3-5), but lo-
cates existing shapes within space per drag and drop.
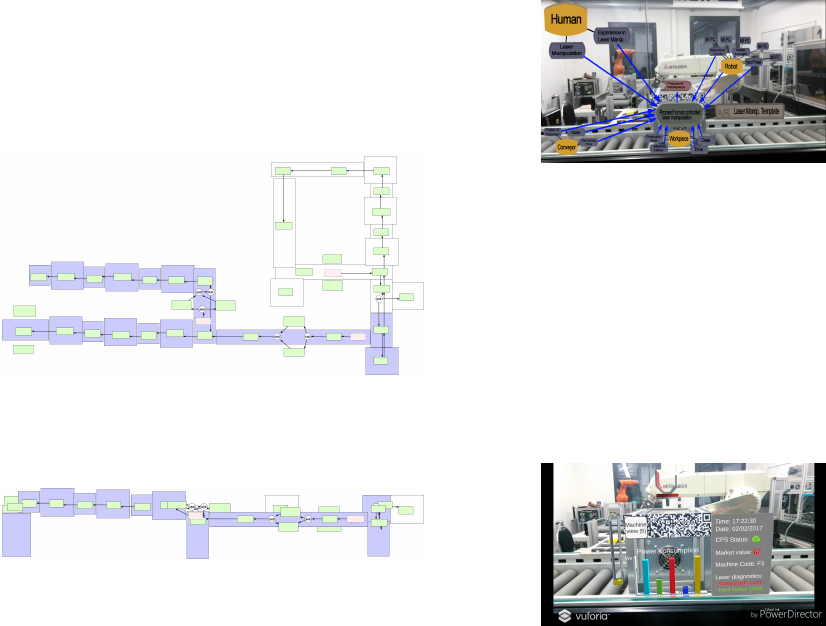
Figure 6 and Figure 7 visualize this difference w.r.t.
the laser manipulation scenario. Before the position-
ing of items within space, white rectangles have been
used to model realistic dimensions and distances eas-
ily. Then, items were placed and resized.
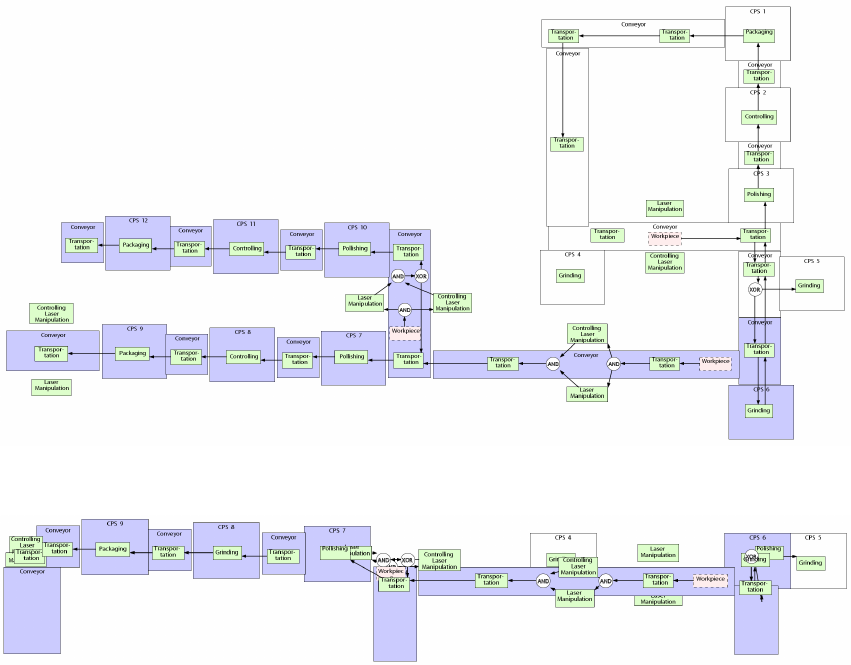
Figure 6: Ground plan of the laser manipulation scenario.
Having a detailed look on Figure 7, shape overlaps
can be identified because of the spatial arrangement.
Figure 7: Sketch plan of the laser manipulation scenario.
The creation of the ground plan and sketch plan of
the negotiation scenario was realized similarly to the
positioning of the laser manipulation scenario and can
be found in Figure 8 and Figure 9.
Figure 8: Ground plan of the negotiation scenario.
Figure 9: Sketch plan of the negotiation scenario.
Further, a KMDL Augmentor is introduced, that
translates existing KMDL models to the selected AR
Integration of Augmented Reality Technologies in Process Modeling - The Augmentation of Real World Scenarios With the
KMDL
211
glasses (Epson Moverio BT-200), such that models
can be visualized easily. For this, the Vuforia frame-
work has been chosen. KMDL models that lay on the
department servers serve as interface and can be aug-
mented easily.
Further, the KMDL Augmentor can be connected
via interfaces, such that models can visualize time dy-
namics. Then, real world sensory data e.g. coming
from the ACI4.0 or connected simulation frameworks
can be displayed. Since tasks can hold repetitive ma-
chine components, three-dimensional visualizations
can be attached directly to modeling items and option-
ally displayed by activating the 3-D model visualiza-
tion. Hence, quickly huge production settings can be
build. Figure 10 and Figure 11 visualize this by indi-
cating task elements displaying its three-dimensional
components in blue.
Figure 10: Current ground plan of the process variation sce-
nario.
Similar to Figure 7 and 9, task overlaps can be
found in Figure 11 because of the spatial arrangement.
Figure 11: Current sketch plan of the process variation sce-
nario.
A zoomed version of those Figures considering
correct denominations can be found in the appendix.
All together, those software extensions help to lo-
cate model items easily per drag and drop in real spa-
cial dimensions, transfer existing 2-D process models
on AR glasses and help to connect further simulation
frameworks.
5 DEMONSTRATION
The following subsections show the realization of se-
lected scenarios with help of the Vuforia Developer
Libary and the Moverio BT-200. Full videos are avail-
able at following links and complete the here pre-
sented screenshots. Videos have been cut with Pow-
erDirector of CyberLink.
5.1 Scenario 1
The positioning of knowledge modeling entities, such
as the KMDL proposes, can be seen in Figure 12.
As the robot manipulates the workpiece, the conveyor
holds the workpiece and pauses the movement of its
rolls. Observed by a human worker currently wearing
the AR glasses, the worker’s experience is considered
in the externalization as well. So, a controlled laser
manipulation can be realized.
Figure 12: A potential look through AR glasses on the aug-
mented KMDL modeling (using Epson Moverio BT-200).
The prepared ”AR Manipulation Template” can be
seen in Figure 13. As the human worker observes
transparently arranged knowledge objects, a more de-
tailed view can be realized because of a manual acti-
vation of a virtual button by a cyber-physical contact
with the worker’s real hand. This is the way, a well-
grounded decision to interrupt the observed laser ma-
nipulation can be found. Since this decision has to be
realized continuously, relevant knowledge modeling
entities update in the video, of course.
Figure 13: A look through AR glasses on the AR laser ma-
nipulation template (using Epson Moverio BT-200).
The corresponding video is available at
https://mediaup.uni-potsdam.de/Play/7230.
5.2 Scenario 2
The positioning of knowledge modeling entities of the
negotiation scenario, can be seen in Figure 14. Since
available CPS are communicating via the CPM and
are exchanging value, amount and duration informa-
tion, green arrows indicate a socialization.
As relevant knowledge modeling entities are not
required within the ”AR CPM Template of CPS3”,
Figure 15 visualizes the conversion on a minimal
base. The CPM is visualized by the red planet. Since
Seventh International Symposium on Business Modeling and Software Design
212

Figure 14: A potential look through AR glasses on the aug-
mented KMDL modeling (using Epson Moverio BT-200).
the communication direction changes over time, the
video shows bidirectional and changing communica-
tion partners, of course.
The corresponding video is available at
https://mediaup.uni-potsdam.de/Play/7231.
Figure 15: A look through AR glasses on the AR CPM tem-
plate of CPS3 (using Epson Moverio BT-200).
5.3 Scenario 3
Figure 16 shows the positioning of knowledge mod-
eling entities of the process variation scenario. Here,
a process view is realized considering tasks, logical
operators and current control flows. Since not only
real world elements can be augmented, here, the focus
lays on the virtual extension of the physically avail-
able production setting within the ACI4.0.
Figure 16: A potential look through AR glasses on the cur-
rent KMDL simulation setting (using a common camera).
The simulation can be nicely regarded as knowl-
edge modeling entities are not visualized (Figure 17).
Hence, the video shows the simulated production of
numerous workpieces on the left next to real, physi-
cal productions on the right.
The corresponding video is available at
https://mediaup.uni-potsdam.de/Play/7232.
Figure 17: A look through AR glasses on the current simu-
lation setting (using a common camera).
6 EVALUATION
Considering the presented demonstration, the objec-
tives identified in section 3 could be met with respect
to three objective groups.
Objectives of the KMDL augmentation have been
met as follows: Time-dependent visualizations have
been considered in all three scenarios. Since a trig-
ger such as an information exchange started a visual-
ization, the speed of that visualizations was adjusted
on base of the human perception. Since the concrete
content of the scenarios (scenario 1 and 2) and the ab-
stract process models (scenario 3) changed, all time-
dependent objectives were met. Building up on the
model items of KMDL (version 2.2) and extending its
shapes with a third dimension, the first two objectives
were considered as well. The extension of Modelan-
gelo has been met with the integration of the ground
and sketch plan, the identified set of properties as well
as the integration with the selected AR framework.
Objectives of the scenario selection have been met
as follows: An activity view has been realized in the
laser manipulation scenario, a communication view
has been realized in the negotiation scenario. A pro-
cess view has been realized in scenario three. Hence,
all objectives have been met.
Objectives of the hardware selection have been
met as follows: All three scenarios have been real-
ized within a closed room with help of the computer
vision technique of the Vuforia framework. For this,
three QR codes have been placed within the produc-
tion setting, so that each scenario has been identified
easily. The objective to move freely was met but has
to be limited: The identification was only possible
when the QR code was detected by the camera sys-
tem. Hence, the degree of freedom was limited and
dependent on the size, position and viewing angle of
the QR code relative to the AR glasses. Hence, the
design of each scenario was optimized w.r.t. the po-
sition of the intended QR code relation. Although an
outdoor arena has not been part of any scenario, one
can proceed on the assumption that all three scenarios
would have worked there with the aid of the QR code
as well. Further, a GPS signal could have been used
additionally so that greater movements were possi-
Integration of Augmented Reality Technologies in Process Modeling - The Augmentation of Real World Scenarios With the
KMDL
213
ble. With about Euro 700, the price objective was
met by the selection of the Epson Moverio BT-200.
The performance was acceptable although the hard-
ware was not powerful enough to carry all three sce-
narios within one common application. Each scenario
has had to be realized as separate application. Since
the room was not scanned and 3-D modeled by the
AR system, augmentations did not consider physical
obstacles so that the objective to consider real world
physics has to be limited. Augmented parts, which
should not be visible because of real world elements,
were visualized although. Hence, the design of each
scenario was optimized w.r.t. the position of the in-
tended QR code. Interactions with the augmented
world were possible on behalf of the camera system
of the AR glasses. The results of a look through a
common camera (scenario 3) were very good so that
further parties will be able to enjoy a persons perspec-
tive on a display.
7 CONCLUSIONS
In this paper, an integration of AR technologies in
process modeling has been drawn and realized on be-
half of the KMDL. Main contributions and scientific
novelties are the following: A modeling language has
been prepared for augmenting the real world. This in-
cludes the building of three-dimensional shapes of the
KMDL, the identification of required shape proper-
ties and the definition of AR required modeling tech-
niques such as the ground and sketch plan. An ex-
pansion of an methodological approach for augmen-
tations has been drawn. On that base, three non-
transparent process scenarios have been designed on
behalf of the KMDL and brought to a time dynamic
realization. With this, the drawn integration could
have been applied and proven. Hence, the research
question was answered and the following potentials
are suitable next steps:
The realization of an outdoor scenario was attrac-
tive in order to get insights about the precision of aug-
mentations. Further, the comparison of AR glasses of
the same price level was attractive as well as the com-
parison with more powerful AR glasses. Still promis-
ing is the deepening of the AR integration in pro-
cess modeling phases such as the bidirectional inter-
play of modeling within the augmented world and the
two dimensional process model world. For example
a process model could be created while standing on a
real world position and dropping model items. Fur-
ther, process optimizations could be realized within
the augmented world in grabbing and moving certain
process steps. Here, a systematic research consider-
ing all modeling phases as shown in Figure 1 was
attractive. In presented approaches, given three di-
mensions were interpreted as spacial dimensions but
the use of further meanings can rise comprehensibil-
ity as well. Considering further dimensions in created
scenarios, those can be tested quantitatively through
surveys that shall identify a rise in comprehension.
REFERENCES
Azuma, R. T. (1997). A survey of augmented reality. Tele-
operators and Virtual Environments, 4(6):1–48.
Eichhorn, D., Koschmider, A., Li, Y., Strzel, P., Oberweis,
A., and Trunko, R. (2009). 3d support for business
process simulation. Computer Software and Appli-
cations Conference COMPSAC09. 33rd Annual IEEE
International, 1.
Gronau, N. (2009). Process Oriented Management of
Knowledge: Methods and Tools for the Employment
of Knowledge as a Competitive Factor in Organiza-
tions (Wissen prozessorientiert managen: Methode
und Werkzeuge f
¨
ur die Nutzung des Wettbewerbsfak-
tors Wissen in Unternehmen). Oldenbourg Verlag
M
¨
unchen.
Gronau, N. (2012). Modeling and Analyzing knowledge in-
tensive business processes with KMDL - Comprehen-
sive insights into theory and practice. GITO mbH Ver-
lag Berlin.
Gronau, N., Grum, M., and Bender, B. (2016a). Determin-
ing the optimal level of autonomy in cyber-physical
production systems. Proceedings of the 14th Interna-
tional Conference on Industrial Informatics (INDIN).
Gronau, N. and Maasdorp, C. (2016). Modeling of or-
ganizational knowledge and information : analyzing
knowledge-intensive business processes with KMDL.
GITO mbH Verlag Berlin.
Gronau, N., Thiem, C., Ullrich, A., Vladova, G., and Weber,
E. (2016b). Ein Vorschlag zur Modellierung von Wis-
sen in wissensintensiven Gesch
¨
aftsprozessen. Tech-
nical report, University of Potsdam, Department of
Business Informatics, esp. Processes and Systems.
Grum, M., Dehnert, M., Vollmer, F., and Zhao, M. (2016).
The conception of a cyber-physical market model
as coordination instrument for production systems.
Technical report, University of Potsdam, Department
of Business Informatics, esp. Processes and Systems.
Jannick, R., Holloway, R., and Fuchs, H. (1994). A compar-
ison of optical and video see-through head-mounted
displays. SPIE Proceedings, Telemanipulator and
Telepresence Technologies, 2351:293–307.
Nonaka, I. and Takeuchi, H. (1995). The knowledge-
creating company: How Japanese companies create
the dynamics of innovation. Oxford university press.
Peffers, K., Tuunanen, T., Gengler, C. E., Rossi, M., Hui,
W., Virtanen, V., and Bragge, J. (2006). The design
science research process: A model for producing and
presenting information systems reseach. 1st Interna-
Seventh International Symposium on Business Modeling and Software Design
214
tional Conference on Design Science in Information
Systems and Technology (DESRIST), 24(3):83–106.
Peffers, K., Tuunanen, T., Rothenberger, M. A., and Chat-
terjee, S. (2007). A design science research method-
ology for information systems research. Management
Informations Systems, 24(3):45–78.
Poppe, E., Brown, R., Johnson, D., and Recker, J. (2011).
A prototype augmented reality collaborative process
modelling tool. 9th International Conference on Busi-
ness Process Management.
Remus, U. (2002). Process-oriented knowledge manage-
ment. Design and modelling. PhD thesis, University
of Regensburg.
Schart, D. and Tschanz, N. (2015). Augmented Reality.
UVK Verlagsgesellschaft Konstanz, M
¨
unchen.
Sultanow, E., Zhou, X., Gronau, N., and Cox, S. (2012).
Modeling of processes, systems and knowledge: a
multi-dimensional comparison of 13 chosen meth-
ods. International Review on Computers and Software
(I.RE.CO.S.),, 7(6):3309–3320.
APPENDIX
Figure 18: Zoomed current ground plan of the process vari-
ation scenario.
Figure 19: Zoomed current sketch plan of the process vari-
ation scenario.
Integration of Augmented Reality Technologies in Process Modeling - The Augmentation of Real World Scenarios With the
KMDL
215
