
Authentication of Medicine Blister Foils: Characterization of the
Rotogravure Printing Process
Iuliia Tkachenko, Alain Tr
´
emeau and Thierry Fournel
Laboratoire Hubert Curien, UMR CNRS 5516, Universit
´
e de Lyon, UJM-Saint-Etienne,
18 rue Professeur B. Lauras, 42000 Saint-Etienne, France
Keywords:
Rotogravure Printing, Medicine Blister Authentication.
Abstract:
Nowadays the number of medicine packaging counterfeits increases very quickly. The rotogravure printing
technique is worldwide used for medicine blister foils production. However, the existing anti-counterfeiting
solutions do not take into account this printing process. Additionally, it is not easy to apply conventional
solutions while using blister foils instead of uncoated/coated paper. In this paper, we study some features of
the rotogravure printing and identify the future paths to fight the increasing number of counterfeited medicine
products. We present the result of a preliminary study of such a process, extended to foils, and discuss some
promising solutions for blister foils authentication.
1 INTRODUCTION
The worldwide market is suffering from packaging
counterfeiting. According to the Association for
Packaging and Processing Technology
1
, such a threat
is predicted to increase three percent per year world-
wide. Medical supplies represent one of the most sen-
sitive markets: counterfeiting affects health of com-
mon people causing damage of brand reputation and
market loss.
One of the first solutions for the authentication
of printed surfaces was proposed by Goldman et al.
(Goldman, 1983), making use of paper fibers and en-
graved dots as measurable but not duplicable physical
characteristics. The use of individual printable glyph
or character as a forensic mark were later investiga-
ted in a way consisting in the extraction of a profile
of the printing: in (Pollard et al., 2010), a Model Ba-
sed Signature Profile (MBSP) is extracted during the
printing process, then stored in the database. The sto-
red MBSP is compared with MBSP extracted from
document during verification using the Shape Distor-
tion Encoding Distance (SDED), a modified Ham-
ming distance.
In (Kee and Farid, 2008), a profile of the legal
printer is learnt on samples of a given character via
principal component analysis during the registration
step. At verification, this profile is used to assess
1
PMMIs full 2016 Brand Protection and Product Trace-
ability report https://www.pmmi.org
the link of the current document with the printer by
computing the error of the reconstruction of the new
occurrences of the character. Investigation whether
the document was printed using a particular device
(Navarro et al., 2018) is a second approach of prin-
tings authentication.
Instead of using a model for legitimate prints or
printings, another approach was suggested: the as-
sessment of the degradation caused by printing an
anti-copy pattern specially designed to protect the do-
cument or packaging (Picard, 2004). The so-called
Copy Detection Patterns (CDPs) are maximum en-
tropy images generated using a secret key and derived
from the content, that takes full advantage of the prin-
ciple of information loss during the printing process.
A quality index is here considered to measure the non
duplicable impact of the process.
A modular version was proposed for protecting
QR codes against copy including error correction for
keeping their reading robust at a second level (Tka-
chenko et al., 2016). The first level of these ”2LQR”
codes is accessible to all public and can be read by
standard barcode reader. The second level is accessi-
ble only for authorized users and is sensitive to du-
plication process. The copy sensitivity is ensured
by the use of specific textured patterns sensitive to
Print&Scan impact. The second level increases the
information density of the QR codes, adding a way to
authenticate them.
Even if there exists several solutions for document
Tkachenko, I., Trémeau, A. and Fournel, T.
Authentication of Medicine Blister Foils: Characterization of the Rotogravure Printing Process.
DOI: 10.5220/0007565805770583
In Proceedings of the 14th International Joint Conference on Computer Vision, Imaging and Computer Graphics Theory and Applications (VISIGRAPP 2019), pages 577-583
ISBN: 978-989-758-354-4
Copyright
c
2019 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
577

and packaging authentication, the research and deve-
lopment of more efficient techniques or of the exten-
sion of their application domain is a hot topic in aca-
demia and industry. While developing the novel se-
curity elements to fight against packaging counterfei-
ting, the following requirements might be taken into
account: 1) easy integration and generation proces-
ses, 2) low cost, 3) use of standard printing process, 4)
fast and automatic verification process, 5) use of com-
mon devices for verification (office scanners, smartp-
hones), 6) reliable verification by any user, 7) good
level of global security and strong anti-fraud ability.
The development of copy sensitive graphical co-
des can satisfy all the items above. These codes are
based on the use of measurable but not duplicable
physical characteristics (Goldman, 1983). Today we
can find numerous security elements that use measu-
rable but not duplicable physical characteristics and
that are sensitive to duplication attack. However, all
these elements have been developed for packaging or
documents that use the white uncoated/coated paper
and high resolution printing (from 600 dpi till 2400
dpi). Additionally, the authentication process is pro-
vided using high resolution scanners (from 600 dpi
till 4200 dpi).
We aim at developing security elements for pro-
tection of medicine packaging that are produced using
rotogravure printing on aluminum foils. To our kno-
wledge, there does not exist any tested solution for
such printing process and such type of support. The
well-understanding and characterization of the prin-
ting process is a crucial, preliminary step before deve-
loping efficient security elements. Therefore, the aim
of this paper is to study the characteristics of rotogra-
vure printing process and to identify several possible
paths for authentication of such packaging.
The paper is organized as follows. We introduce
the rotogravure printing technique which is world-
wide used for medicine blister foils production in
Section 2. Then we discuss some features of the ro-
togravure process in Section 2.2 that can be useful
to fight the increasing number of counterfeit medi-
cine products. We present the result of a preliminary
study of such a process, extended to foils in Section 3,
and discuss some promising outlooks for medicine
authentication in Section 4. Finally, we conclude in
Section 5.
2 ROTOGRAVURE PRINTING
CHARACTERIZATION
Rotogravure printing produces high-quality images
with intense rich colors using primary colors such as
CMYK. Each primary color is printed by one pass
through the press. Therefore, it is often used for high-
volume printing such as advertising pieces, magazi-
nes, catalogs and packaging.
2.1 Printing Process
Rotogravure is an intaglio printing process, where the
image is cut or etched below the surface. Rotogravure
printing has its pros and cons. The positive points are
long lifetime of printing cylinder (> 1 million copies),
variable printing formats, front- and backside printing
on one time, different printing primary colors, diffe-
rent materials, high printing quality, simple printing
principle. The negative points are costly cylinder en-
graving process and sloven based colors.
The rotogravure printing process uses a metal cy-
linders with an image engraved on it in the form of a
pattern with enclosed 3D cells. The cylinder radius is
determined by the final size of the page and repeat of
the design.
The cylinders are covered by cooper as it is soft
and pliable material easy to engrave. The copper layer
is only 80 microns thick. Before engraving, the cop-
per surface is automatically polished. It removes any
imperfections and smoothed out the cylinder. Polis-
hing also adds a roughness to the surface so it can
retain the ink that will lubricate the cylinder.
An artwork needs to be created before engraving
the cylinder. Digital data for text and images feed
the engraving heads, that images the copper cylinder.
Three the more popular types of engraving process are
electromechanical engraving, chemical etching and
laser engraving.
Figure 1: The printing process using rotogravure.
The printed image results from the ink transfer from
the honeycomb shaped cells (see Fig. 1) engraved into
the copper cylinder. The un-etched areas of the cylin-
der represent the non-image (unprinted) areas. The
cell depth control the amount of ink to be transferred
to the surface. The final size and shape of the printed
dots depend on the ink and type of paper.
After engraving, the cylinder is polished for a con-
sistent surface, and imperfections removal. The cylin-
VISAPP 2019 - 14th International Conference on Computer Vision Theory and Applications
578
der is electronically cleaned to remove all grease and
oil from the surface. The engraved clean cylinder is
coated with a final layer of chromium. The chrome-
plated cylinder is polished once again to rough up the
surface, making the ink act as a lubricant. Before go
to press, the cylinder is inspected. Due to the printing
principle, one engraved cylinder is dedicated to each
primary ink.
The general scheme of printing process is illustra-
ted in Fig. 1. The cylinder rotates through an ink pan
where the cells pick up ink. The non-image areas and
over quantity of ink are scraped of the cylinder by a
blade before the ink is transferred to a paper surface.
The ink used are based on low viscosity solvents or
water. After each ink unit, the ink is dried using high
velocity air nozzle dryers.
2.2 Main Printing Characteristics
Several characteristics distinguish rotogravure prin-
ting from other well-known printing techniques as
offset or flexographic.
Rotogravure can usually produce a richer black
than other processes. Rotogravure’s ability to lay
down a thick three-dimensional ink film - altering not
only the width of the dot but also the depth - produces
brilliant colors (Keif and Goglio, 2005).
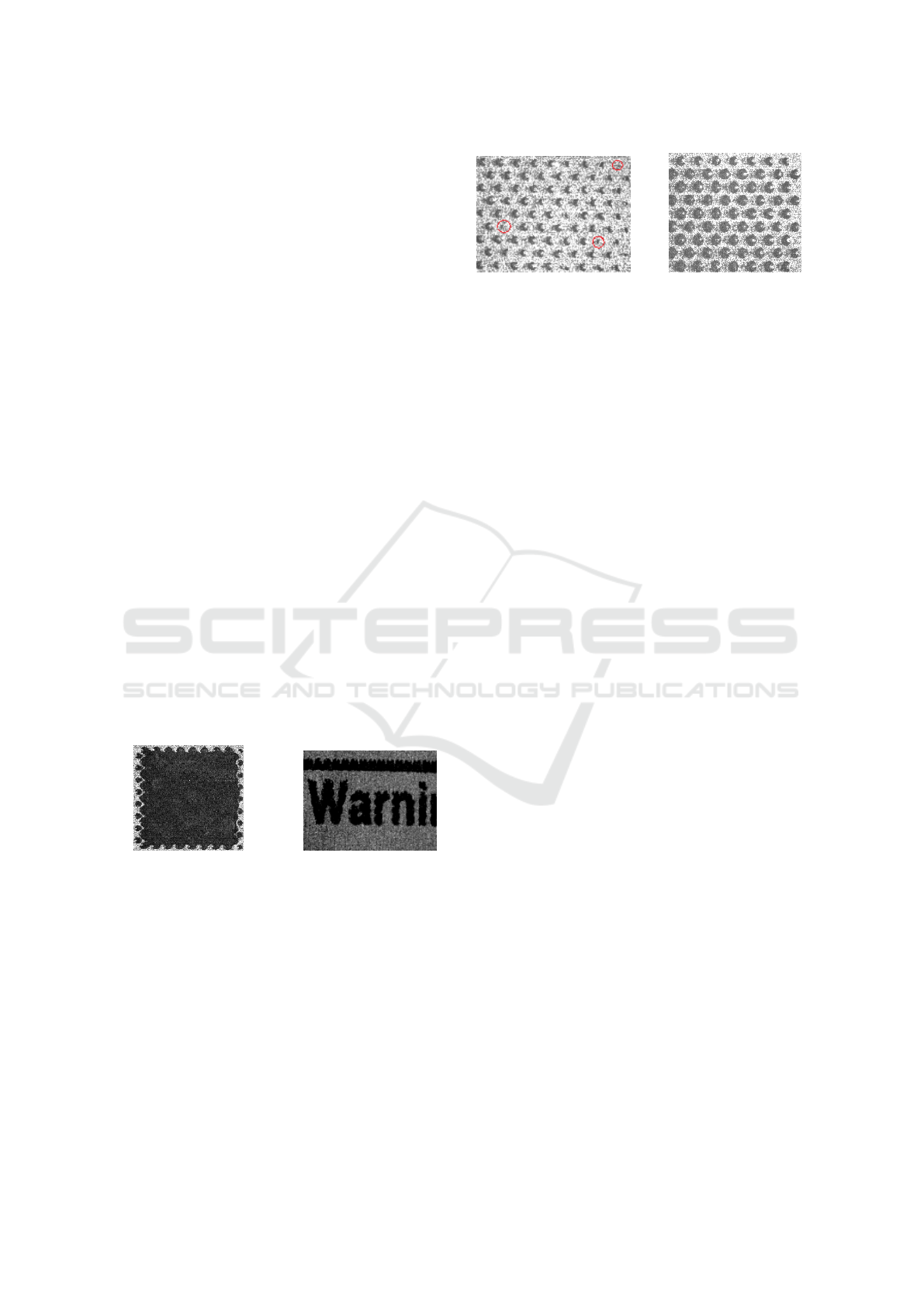
A typical characteristic of rotogravure is its ser-
rated edges on type and line work when the cylin-
der is electromechanically engraved (Keif and Goglio,
2005). Such serrated edges, not visible to the naked
eye, can be observed with a 5× magnification (Fig. 2).
(a) (b)
Figure 2: Example of serrated edges on a) the edges of a
block pattern and b) letters observed by using a ZEISS mi-
croscope with 5× magnification.
The cylinder hardness demands a smooth surface to
ensure best contact and ink transfer. The rotogravure
method is sensitive to surface defects (blade lines and
indentations). The bottom of the cell does not release
the ink quickly during the rotogravure printing pro-
cess. This phenomenon results in either ink transfer
failure so some missing dots (Fig. 3.a) or in a non-
uniform ink coverage, more precisely in ”doughnut”-
shaped dots where dots have holes in the center or on
a board of the targeted disk area (Fig. 3.b).
(a) (b)
Figure 3: Example of a) missing dots in a uniform patch
printed with resolution 152 lpi and b) ”doughnuts” in a uni-
form patch printed with resolution 136 lpi. The images were
captured using a ZEISS microscope with 5× magnification.
An additional characteristic of cylinder engraving
process is the dot coverage rate (%) that is produced
by variable depth and diameter of cells, but it always
has a fixed aspect ratio. The dot coverage rate can
vary between 10% and 100%. The images in Fig. 3 il-
lustrate a dot coverage rate equal to 20% and 50%, re-
spectively. The smaller dot coverage rate tends to pro-
duce more dot imperfections (like missing dots and
closed or open ”doughnuts”) during the printing pro-
cess.
Another important element of rotogravure prin-
ting process mentioned in (Lv et al., 2010) is the ink
viscosity: the decrease of ink viscosity led to the de-
crease of the contrast of printed image, and the range
of the reachable coverage rates. The author in (Kader,
2017) showed that the low viscosity eases ink trans-
fer from the cells to the substrate and it results in a
messy print having limited sharpness. In the same
time, when the viscosity increases, the dots become
rounder, sharper and darker.
2.3 Main Production Steps
When talking about production of packaging using a
rotogravure printing process, one needs to take into
account a specific production setup. First, designing
an artwork by taking into account the printer resolu-
tion in lpi is required. The cylinder is engraved ac-
cordingly. The selected engraving method is an im-
portant factor of the quality of printed images. At the
end, the surface in contact with the engraved cylinder
(upstream inked and scraped with a squeegee) will be
more or less pressed by a roller.
All these steps are important and can influence to
the final quality of printed image. That is why the
image resolution in artwork (in ppi), the cylinder en-
graving resolution as the printer resolution (in lpi) are
important parameters in the production setup.
Authentication of Medicine Blister Foils: Characterization of the Rotogravure Printing Process
579
3 EXPERIMENTS
In our experiments, we have used foils printed by a
rotogravure process equipped with a chemically en-
graved cylinder. The screen ruling of the cylinder was
70 lines per cm (i.e. 178 lines per inch). Blister foil
and liquid ink (foil ink) were used for the production
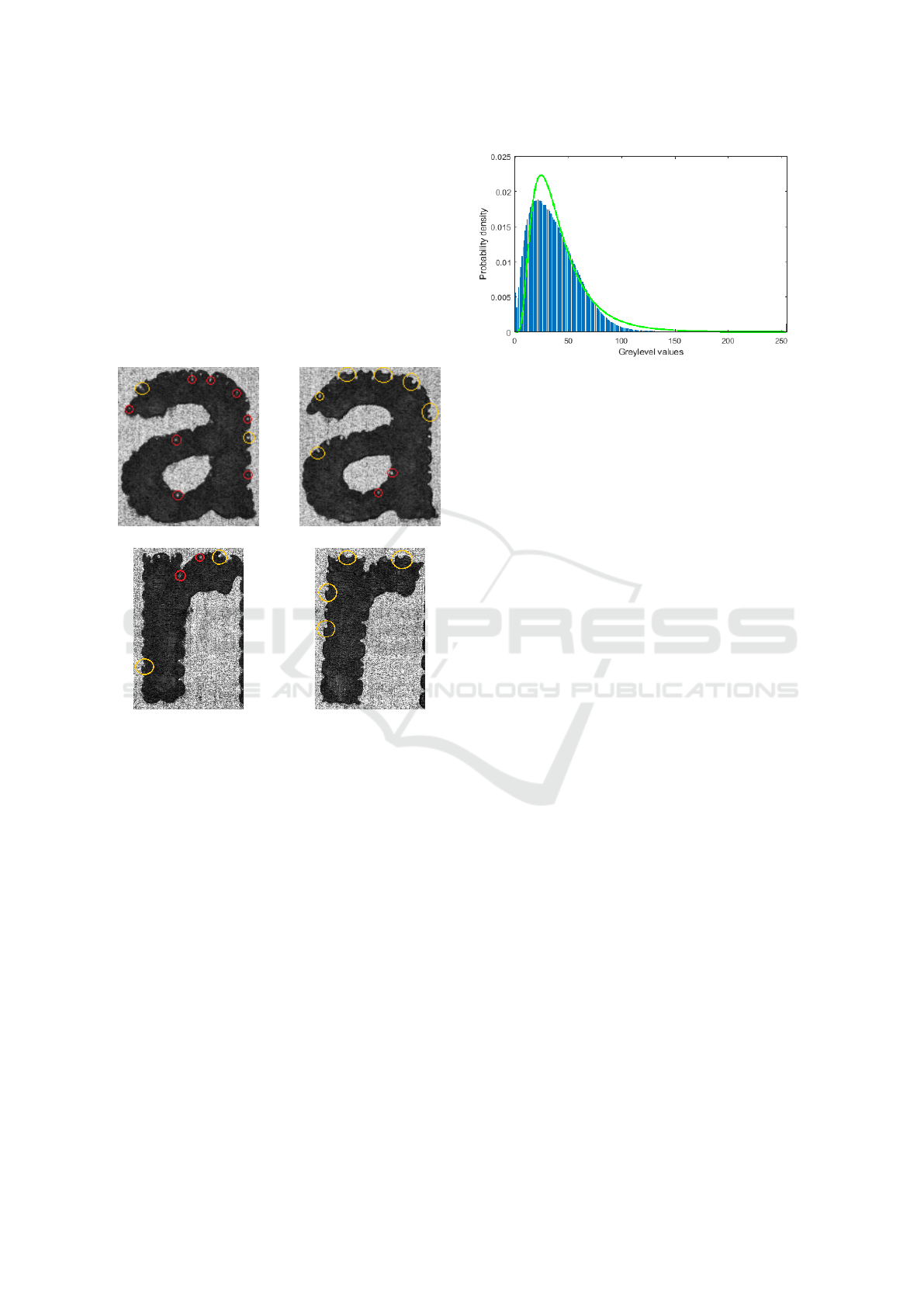
of samples. 780 × 880 images were captured with a
ZEISS microscope with 5× magnification (Fig. 4).
Here we imaged samples representing letter ’a’ (72
samples) and letter ’r’ (162 samples) to construct our
database.
(a) (b)
(c) (d)
Figure 4: Several samples of our database: a,b) glyphes ’a’
with some visible enclosed ”doughnuts” (red circles), and
some ”open” doughnuts on the boundary (yellow circles),
c,d) idem but for glyphes ’r’ with more (d) or less (c) ”open”
doughnuts (yellow circles) on the vertical left side.
In these images, we remark several of the charac-
teristics of rotogravure printing as missing dots and
”doughnuts”, in particular ”open” ones (yellow cir-
cles) on a part of the border of a glyph.
3.1 Distribution of Black Dots after
Printing
After masking the acquired and registered images
with a binary mask of the ideal pattern (letter a), we
obtained the histogram depicted in Fig. 5. It shows the
distribution of gray level pixels after digital printing
and scanning. This distribution looks very approxi-
mately like a log-normal distribution (see Fig. 5).
In comparison with laser and inkjet printing proces-
ses, it is important to mention the strong asymmetry
Figure 5: The distribution of gray levels after electromecha-
nical rotogravure printing and microscope capturing pro-
cess compared with log-normal distribution. The green
curve represents here a log-normal distribution with para-
meters µ = 3.57 and σ = 0.61, hypothesis which does not
accurately models the distribution (the hypothesis was re-
jected by the χ
2
goodness-of-fit test at a significance level
of 0.05).
of the histogram: 74.5% of the gray levels are in the
range of 0 to 50 (Fig. 5). This reflects the fact that ro-
togravure printing process can produce a richer black.
3.2 Uniqueness of Printed Glyph
Due to the specific impact of rotogravure printing pro-
cess, the first possible solution for authentication is to
use the uniqueness of printed glyph as proposed in
(Pollard et al., 2010). However, our aim is not to de-
fine the specific profile of the current printing, but to
show that given a character (or a glyph), each printed
pattern (e.g. printed samples representing the letter
’a’ ) has the same ”signature” as any other pattern or
”brother” printed from the same cells in the cylinder,
while its signature differs from the patterns or (”cous-
ins”) printed from cells located elsewhere on the cy-
linder. Fig. 4.a-b shows prints resulting from two dif-
ferent cylinder locations (”cousins”). To compare two
printed patterns we propose to analyze the correlation
rate that exists given a reference sample (representing
letter ’a’ then letter ’r’) with its ”brothers”, and its
”cousins” respectively.
Fig. 6 shows experimental results about 6 occur-
rences of letter ’a’ printed during three rotations of the
cylinder: two series of 18 values of the Pearson cor-
relation coefficient measured with respect to a given
reference image, item 4, arbitrarly chosen in series 2.
The correlation is close to 0.62 for ”cousins” while
it stays close to 0.83 (1. resp.) for ”brothers” (items
numbered 5 and 6) in series 1 (series 2 resp.).
That results tend to show some uniqueness of the
patterns (e.g. letters) coming from a given spatial lo-
cation on the cylinder of a chemical rotogravure prin-
VISAPP 2019 - 14th International Conference on Computer Vision Theory and Applications
580
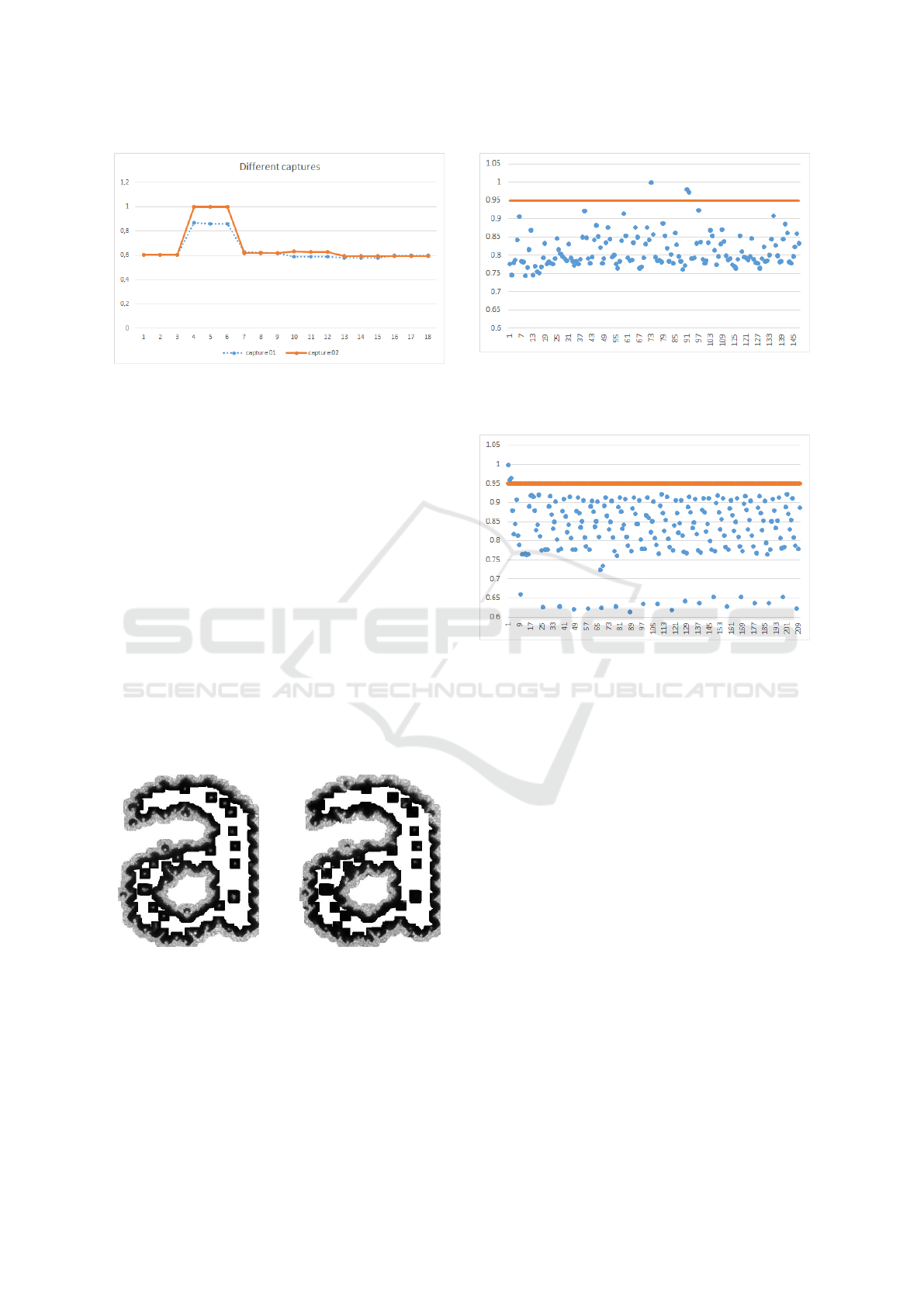
Figure 6: The changes of correlation values for different
captures. Samples 4, 5, 6 correspond to prints coming from
the same cylinder location meanwhile other samples corre-
spond to prints of the same letter but coming from other
cylinder locations.
ting device.
The laboratory microscope such as used is well-
suited for forensic purposes, but cannot be deployed
in practice for authentication on place on market.
Thus, we used an USB-microscope for constructing a
new database. In this database, we look at the patterns
representing a same letter (’a’ then ’r’) that were prin-
ted using one cylinder engraved by chemical process,
and one cylinder engraved by electromechanical pro-
cess respectively. Images of samples representing let-
ter ’a’ are shown in Fig. 10. As the USB-microscope
images are less resolved, features are less well captu-
red and the values of the correlation with respect to
a reference have a lower gap between the populations
of ”cousins”, and ”brothers” respectively.
In order to increase this gap, we only extracted the
edges of the letter (see example in Fig. 7).
(a) (b)
Figure 7: a) An edge of reference image sample of letter
’a’, b) an edge of another sample of letter ’a’ placed in a
different area on of the same cylinder.
The correlation with respect to the reference edge
computed with all the samples have higher values
with an increased but small gap in both chemical
(Fig. 8) and electromechanical (Fig. 9) rotogravure
printings.
Figure 8: The correlation values with respect to the edges of
a reference image for all the images in the database obtained
from ’a’-patterns and ’r’-patterns printed using a chemically
engraved cylinder.
Figure 9: The correlation values with respect to the edges of
a reference image for all the images in the database obtained
from ’a’-patterns and ’r’-patterns printed using an electro-
mechanically engraved cylinder.
We fixed at both cases the authentication threshold at
T h = 0.95 which separates the population of ”cous-
ins” from that of ”brothers”. These results show the
existence of a signature of the native glyphs in the cy-
linder.
4 DISCUSSION
Exploitation of the uniqueness of printed glyphs
would mean a storage of the image captured with a
high resolution device, or a representation, in order to
allow a later comparison. In the case of the protection
of medicine foils it is not an optimal solution due to
the huge production.
4.1 Printer and Cylinder Signatures
We suppose that the authentic artwork is kept in a se-
cret. In the same time, we can suppose that each cy-
linder has its own signature when cylinders are engra-
ved using mechanical or chemical processes. Addi-
Authentication of Medicine Blister Foils: Characterization of the Rotogravure Printing Process
581

tionally, the dot shape is different for each engraving
process. Fig. 10 illustrates the differences in the shape
of letter ’a’ printed using an electronically engraved
cylinder (Fig. 10.a) and using a chemically engraved
cylinder (Fig. 10.b).
(a) (b)
Figure 10: A sample of letter ’a’ printed using a cylinder en-
graved a) electronically and b) chemically. Both cylinders
were engraved using the same artwork.
We spotted that the engraved cylinder of a specific ro-
togravure printing system may transmit its own spa-
tial ”signature” measured by image correlation. In the
same time, we can assume that the patterns printed
with the same engraved part might have higher corre-
lation values than the patterns printed using another
engraved part.
And finally, as in laser and inkjet printers, each
printed character contains the printer signature. The
only thing we need to study is the impact of each sig-
nature. That means we need to test either the cha-
racters differ more from printer to printer (we fix the
cylinder and we change the printer used) or the cha-
racters differ more from cylinder to cylinder (we fix
the printer and we use some cylinders engraved using
the same method).
Table 1: Different combinations of cylinder and printer in
order to understand whose signature is more important du-
ring authentication.
Cylinder Printer
Fixed Variable
Variable Fixed
Variable Variable
In order to understand which signature is more im-
portant, we need to analyze different combinations of
printer and cylinder that are presented in Table 1.
4.2 Authentication System based on
Cylinder Signature
However when we talk about the counterfeiting of
packages that were printed using rotogravure process,
we need to take into account the necessity to produce
new engraved cylinder as a counterfeiter do not have
access to the original cylinder. That is why the printer
forensic investigation or more precisely the cylinder
forensics can be a good alternative for detection of
counterfeits.
Let W be the original artwork image after cylinder
engraving and printing process this image will be I
a
=
W+N
a
, where N
a
is a noise added by the rotogravure
printing. We suppose, that all images I
a
that were
printed using authentic cylinder C
a
have some specific
characteristics added by the cylinder signature. That
is why, we can tell that all these images belong to one
class C
a
(∀I
a
∈ C
a
).
In the same time, even if the counterfeiter produce
the same artwork W for production of counterfeiter
cylinder C
c
, the images printed using this cylinder will
be different I
c
= W + N
c
∈ C
c
due to the signature of
counterfeiter cylinder C
c
.
Thus, the authentication test for a new captured
image I
0
can be formulated as a hypothesis test:
H
0
: I
0
∈ C
a
,
H
1
: I
0
/∈ C
a
,
where the image I
0
is authentic when the hypothesis
H
0
is accepted, otherwise the image I
0
cannot be con-
sidered as authentic.
4.3 Possible Attacks
In this section, we want to list the possible counterfei-
ter strategies while faking the blister foils.
1. Photo-printing (scan-and-engraving) attack. This
attack consists on scanning the blister foil of au-
thentic medicine and using this scanning image as
an artwork for engraving a cylinder. This attack is
not realistic, as the image after scanning is noisy
and cannot be used for cylinder engraving without
pre-pocessing step.
2. Scan-Processing-Engraving attack. Here an op-
ponent tries to estimate the original artwork (that
was used for authentic cylinder engraving) using
the scanned image.
3. Artwork counterfeiting-and-engraving attack. In
this case, an opponent creates his/her own art-
work, that must be close to authentic artwork. If
the authentic artwork is simple, the recreation pro-
cess can be very simple. That is why the smart
construction of authentic artwork with non-trivial
security elements is a very important process.
VISAPP 2019 - 14th International Conference on Computer Vision Theory and Applications
582

5 CONCLUSIONS
The protection of medicine blister foils is an impor-
tant issue these days. There exists a big amount of
security elements that were developed for document
and packaging protection, and anti-copy authentica-
tion. However, all the operational solutions have been
developed for laser and inkjet printers and used with
the uncoated/coated paper substrate.
In this paper, we are focusing on rotogravure prin-
ting techniques and blister foil substrates that are used
for production of medicine packaging. We have lis-
ted the main characteristics of these production pro-
cess and we have presented the preliminary study of
this process. We have done the experiments in order
to show the distribution of black color after printing
and capturing process. We have shown the unique-
ness of patterns printed by rotogravure. Finally, we
have discussed the future path where we want to un-
derstand the impact of cylinder and printer signature
in this uniqueness. Based on this study, we will con-
struct a new security element for rotogravure printing
on blister foils.
ACKNOWLEDGEMENTS
This work was funded by project PackMark supported
by the Indo-French Center for the Promotion of Ad-
vanced Research (IFCPAR) under contract IFCPAR-
7127. All the printed samples were provided by Ser-
gusa Solutions Pvt Ltd.
REFERENCES
Goldman, R. N. (1983). Non-counterfeitable document sy-
stem. US Patent 4,423,415.
Kader, M. E. A. (2017). The impact of ink viscosity on
the enhancement of rotogravure optical print quality.
International Design Journal.
Kee, E. and Farid, H. (2008). Printer profiling for forensics
and ballistics. In ACM workshop on Multimedia and
security, pages 3–10. ACM.
Keif, M. G. and Goglio, T. (2005). Identifying high-volume
printing processes. Visual Communications Journal,
pages 35–42.
Lv, X., Liu, C., Wu, Y., and Ipsen, H. (2010). Variation of
gravure printing characteristic curves. In 17th IAPRI
World Conference on Packaging.
Navarro, L. C., Navarro, A. K., Rocha, A., and Dahab,
R. (2018). Connecting the dots: Toward accountable
machine-learning printer attribution methods. Journal
of Visual Communication and Image Representation,
53:257–272.
Picard, J. (2004). Digital authentication with copy-detection
patterns. In Electronic Imaging 2004, pages 176–183.
International Society for Optics and Photonics.
Pollard, S. B., Simske, S. J., and Adams, G. B. (2010). Mo-
del based print signature profile extraction for forensic
analysis of individual text glyphs. In Information Fo-
rensics and Security (WIFS), 2010 IEEE International
Workshop on, pages 1–6. IEEE.
Tkachenko, I., Puech, W., Destruel, C., Strauss, O., Gaudin,
J.-M., and Guichard, C. (2016). Two-level QR code
for private message sharing and document authentica-
tion. IEEE Transactions on Information Forensics and
Security, 11(3):571–583.
Authentication of Medicine Blister Foils: Characterization of the Rotogravure Printing Process
583
