
Information Modeling of Rule-based Logistic Planning Processes
Kanban Loop Planning Supported by a Workflow Engine
Stephanie Bäuml
1
, Daniel Hilpoltsteiner
2
, Sebastian Meißner
1
and Christian Seel
2
1
Technology Centre for Production and Logistics Systems, Landshut University of Applied Sciences, Landshut, Germany
2
Institute for Project Management and Information Modeling, Landshut University of Applied Sciences, Landshut, Germany
Keywords: Rule-based Logistic Planning Processes, Kanban Loop Planning, Knowledge Management, Information
Modeling, Workflow Engine.
Abstract: This paper discusses the modeling of rule-based logistics planning processes. These are mostly inadequately
documented and modeled, especially for small and medium-sized enterprises (SMEs). As a starting point, the
ways of representing rule-based logistics planning processes and the modeling languages suitable for the pro-
cesses are introduced. In addition, it is shown how decision rules can be represented in modeling languages.
Based on this, a prototypical representation for the planning of a kanban loop is presented as a technical
model. This serves as the basis for a workflow, which is constructed by transforming the domain-oriented
model into a technical model. A workflow engine is used to execute and evaluate the technical model.
1 INTRODUCTION
There are a number of logistics planning processes
that are necessary to describe the strategic, tactical,
and operational activities of a logistics planner. How-
ever, there are only a few formally defined planning
processes. According to a survey of the needs of lo-
gistics planners (S
CHUBEL, 2017), they want “reusa-
ble, formalized and standardized solutions for logis-
tics process planning”. By using standardized process
models, important resources can already be saved
when planning logistics processes, resulting in more
efficient and effective planning processes.
A first formalization was undertaken with the sup-
port system of
(SCHUBEL, 2017). The implementation
of the support system includes a rudimentary visual
representation of strategic material supply processes
in the EPC (event-driven process chain) modeling
language. However, no rule-based logistics planning
processes that are suitable for automation are de-
scribed in
(SCHUBEL, 2017). An example of a rule-
based logistics planning process is the planning and
design of kanban loops (Gorecki and Pautsch, 2014)
which are necessary for material supply in produc-
tion. In addition, the modeling language BPMN
(Business Process Model and Notation) (Allweyer,
2015) has established itself as the de facto standard in
business process modeling (Kocbek et al., 2015). A
comparison between polyglot and pure BPMN mod-
eling stacks has shown that pure BPMN stacks have
advantages in the transformation from the domain-
oriented to the technical level (Seel, 2014). This
transformation is important for implementing pro-
cesses on a workflow engine and will be described
below, both as a domain-oriented and technical
model. The representation of rule-based logistics
planning processes and their execution can therefore
be identified as a research gap. From this the follow-
ing research questions arise:
RQ1 How can rule-based logistics planning pro-
cesses be represented?
RQ2 How can rule-based logistics planning pro-
cesses be supported by a workflow engine?
The paper is divided into six sections: after the in-
troductory section with the research questions, the re-
search methodology used is presented in section two.
Section three explains the current state of scientific
knowledge on the ways of representing logistics plan-
ning processes. It also explains ways of representing
decision rules that are necessary for the automated
representation of rule-based logistics planning pro-
cesses. Based on the kanban loop rule-based logistics
planning process, a workflow engine based on the
BPMN 2.0 modeling language is used in section four
and we explain the steps necessary to move from a
Bäuml, S., Hilpoltsteiner, D., Meißner, S. and Seel, C.
Information Modeling of Rule-based Logistic Planning Processes Kanban Loop Planning Supported by a Workflow Engine.
DOI: 10.5220/0008053701670175
In Proceedings of the 11th International Joint Conference on Knowledge Discovery, Knowledge Engineering and Knowledge Management (IC3K 2019), pages 167-175
ISBN: 978-989-758-382-7
Copyright
c
2019 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
167

domain-oriented to a technical level and thus again to
the executable model. In section five, the modeled
process is executed on a workflow engine to evaluate
the process. In the last section, the advantages of the
model presented for logistics planning are summa-
rized.
2 RESEARCH METHOD
The present article is methodologically guided by the
Design Science Research (DSR) according to (He-
vner and Chatterjee, 2010). The starting point is a
practical problem in production logistics – more pre-
cisely, in the automation of rule-based logistics plan-
ning processes, such as the planning and design of a
kanban loop. In accordance with the DSR, an artefact
is constructed for this purpose. This is presented in
this paper as a process model. This artefact is devel-
oped as a domain-oriented model for the documenta-
tion of the process and then transferred into a tech-
nical model. The technical model is a workflow that
is executed on a workflow engine. The constructed
artifacts are evaluated in accordance with the DSR in
section five, which describes the execution on a work-
flow engine and the complete integration of the rules
described in this paper. In addition, the artifact is
checked for plausibility with experts from production
logistics (logistics planners) and for applicability
within companies. It is important to note that the im-
plementation represents a generic process via the do-
main and is not tailored to the interfaces of individual
companies.
3 REPRESENTATION OF
RULE-BASED LOGISTICS
PLANNING PROCESSES
Production logistics describes the area of responsibil-
ity in logistics that deals with the optimal design of
the value stream from the receipt of goods (ac-
ceptance of the necessary production factors) to the
issue of goods (handing over the finished products to
distribution) (Plümer and Steinfatt, 2016). Planning is
a structured information-processing process to
achieve business goals (Plümer and Steinfatt, 2016).
Business objectives are necessary as input variables
for economic planning. The planning takes place un-
der consideration of the principle of rationality. The
fundamental problem in planning is the unpredictabil-
ity of events (Plümer and Steinfatt, 2016). Logistics
planners try to protect themselves against this uncer-
tainty through their experience and by considering
buffers. It follows that it is necessary to design logis-
tics planning processes dynamically, as customer de-
mands are constantly changing and fluctuating in vol-
atile markets. This affects material supply processes
in particular. The planning for this must be constantly
revised in order to keep it up to date. The effort for
this is considerable, especially because the planning
processes in many companies are still carried out
manually (Helmke, 2019). Rule-based planning pro-
cesses in particular are suitable for automation, as
they follow decision rules. So-called workflow man-
agement systems (WfMS) or business process man-
agement systems (BPMS) are mostly used to auto-
mate processes. Most of the terms are used synony-
mously, though there are slight differences (All-
weyer, 2015). The central element of these systems is
the so-called workflow engine (Freund and Rücker,
2017), which is used to execute and monitor the mod-
eled process.
Logistics planning processes are inadequately
formalized (Schubel et al., 2015).
SCHUBEL ET AL.
carried out a systematic literature analysis on the sub-
ject of “information models for production and logis-
tics planning”. They found that small and medium-
sized enterprises (SME) in particular have a need for
action in the systematic presentation of their logistics
processes. Especially the logistics planning processes
have a considerable potential, since the effectiveness
and efficiency of planning projects can be supported
by modeled processes (Schubel et al., 2015).
According to (Liebetruth, 2016b), it is necessary
to model processes realistically as a first step. When
modeled by technical experts, certain steps can be
omitted or even combined in order to prevent the pro-
cess from becoming too complex (Liebetruth, 2019).
A representation of the real process is a model and its
depiction is called modeling. The aim of modeling is
to map actual processes or target processes of opera-
tional processes precisely and formally correctly
(Gadatsch, 2017). The consistency of the presentation
form is particularly important in order to keep the
transformation effort between the domain-oriented
and the technical model low and avoid content-wise
differences between the two model levels. The do-
main-oriented model is implemented by an expert in
the department. They have the best understanding of
the process as well as implicit and explicit knowledge
relevant to the implementation of the process. The
preservation of expert knowledge in particular is a
major advantage for companies (Liebetruth, 2016). If
the processes are not represented, knowledge is lost
during employee turnover and relocation, which leads
KMIS 2019 - 11th International Conference on Knowledge Management and Information Systems
168

to higher training costs for new employees. With the
processes described, knowledge transfer for employ-
ees can be made more efficient. When restructuring
business processes, it can be helpful in decision-mak-
ing if the actual processes are known so that the con-
sequences of change initiatives can be better assessed.
In addition, they are necessary to generate transpar-
ency in the processes and to successfully pass certifi-
cations and audits. Moreover, they ensure the effi-
cient development of business processes and are help-
ful in the digitization of processes. Digitization means
shaping the change from analog to digital business
processes. This includes the automation of manual
decision-making processes, the use of existing data
for decision-making, the use of data and the resulting
information to develop new business models and sim-
ulate various scenarios (Liebetruth, 2016)
There are numerous ways of modeling processes.
As already mentioned at the beginning, the represen-
tation of logistics planning processes is inadequate
and is criticized by experts (Schubel, 2017). This
leads to inefficient processes and ties up qualified and
specialized staff resources. In the case of SMEs, it
was found in collaboration with the cooperation part-
ners that – in contrast to large companies – they do
not have one person working as logistics planner, but
that the tasks are shared by other employees (Schubel,
2017). For this reason in particular, it is important for
small and medium-sized enterprises to conserve and
make more efficient use of their already scarce staff
resources in the specialist departments through docu-
mented and modeled processes (Federal Ministry for
Economic Affairs and Energy, 2018).
When choosing the right modeling system, it is
important to consider beforehand which goal will be
pursued (Gadatsch, 2017; Liebetruth, 2016). Model-
ing content must therefore not only be error-free, but
also represented target group-oriented (Gadatsch,
2017).
LIEBETRUTH distinguishes between three tar-
get groups with different requirements for the repre-
sentation of processes:(1) the upper management
(strategy), for which a general representation of the
processes as a value chain and a subdivision into core
and support processes is sufficient (Porter, 1986); (2)
process managers, who are responsible for the perfor-
mance and quality of the individual processes and are
therefore interested in the representation of individual
process models, sub-processes and even individual
work steps; (3) the lower management and executors,
who monitor the implementation of the individual
work steps and are thus interested in detailed infor-
mation on the processes, such as work instructions
and documents (Liebetruth, 2016). Those responsible
for logistics planning processes are among the last
two target groups.
(Gadatsch, 2017) has compared numerous
modeling systematics. In an empirical study con-
ducted by the Zurich University of Applied Sciences
in 2011 asking “Which notations are used in your or-
ganization for the documentation of business process
models?” the results were as follows: (N=186; multi-
ple answers were possible): simple, non-formalized
flowcharts (63 %), BPMN 2.0 (49 %), EPC (47 %)
and, to a lesser extent, IT-related UML (Unified Mod-
eling Language) (20 %). A further interesting ques-
tion was: “In which departments are BPM methods
applied in your organization?” 32 of the companies
(N=191) stated logistics. This functional area was
ranked seventh behind IT, consulting/provision of
services, procurement/purchasing, finance/control-
ling, production and sales/distribution. At the same
time, 47 of the companies stated that the greatest ben-
efit was seen in logistics (Minonne, 2011). A particu-
lar challenge in the presentation of processes in logis-
tics and purchasing lies in the strong link between
physical and administrative or IT processes (Liebe-
truth, 2016). Both BPMN 2.0 and EPC offer a means
to map physical and administrative processes. Ac-
cording to (Allweyer, 2015), EPC is still frequently
used as notation in the field of business process mod-
eling. EPC is mainly established in German-speaking
countries, but has disadvantages in automation. EPC
should no longer be preferred for process modeling in
the context of process automation (Freund and
Rücker, 2017). In addition, there is a clear trend to-
wards modeling business processes in BPMN 2.0.
The BPMN 2.0 modeling language is well-suited
where existing processes are to be documented and
modeled in a domain-oriented way and where the
main focus is the technical modeling and execution of
the models (Gadatsch, 2017; Liebetruth, 2016). One
notation introduced by the Object Management
Group (OMG) for modeling decision rules in business
process management is the Decision Model and No-
tation (DMN) (Freund and Rücker, 2017). Describing
the principle of decision logic of the process as busi-
ness rules has existed for a long time (Endl, 2004).
There are some software solutions on the market like
Drools or IBM Websphere ILOG JRules. However,
the use of the two standards DMN and BPMN makes
it possible to map and integrate the decision logic di-
rectly via a workflow management system. An ad-
vantage is thereby the combinability with BPMN,
which will be further improved in the BPMN 2.1
specification. In addition, the implementation of an
automated decision making process is possible, which
can present the requirements for the department as
Information Modeling of Rule-based Logistic Planning Processes Kanban Loop Planning Supported by a Workflow Engine
169
well as the IT in an understandable way. BPMN 2.0
thus offers three major advantages over EPC which
are important for the representation of rule-based lo-
gistics planning processes. First, it is designed to be
usable by logistics experts and skilled personnel with-
out IT knowledge. Secondly, it offers a way of mak-
ing modeled processes executable (Liebetruth, 2016).
Thirdly, BPMN 2.0 is supported by DNM, which is
relevant for the presentation of the rules. Thus, EPC
is not suitable for the representation of rule-based lo-
gistics planning processes.
As already mentioned at the beginning, the mate-
rial supply processes are most strongly affected by the
fast pace. The strongly fluctuating markets require a
waste-free, synchronized and short-cycle supply of
production to avoid bottlenecks in material supply.
An example of a rule-based logistics planning process
in production logistics is the planning and calculation
of the kanban loop. So far, these logistics planning
processes have been insufficiently represented by
models in standard modeling languages. Planning the
kanban loops is very time-consuming and is carried
out manually in many companies. However, this prin-
ciple is potentially error-prone. Basically, the proce-
dure is based on the principle of processing decision
rules that have a direct influence on the design of the
kanban loop. Decision rules can be documented in the
implicit knowledge of employees, in the program
code or in formally written down rules.
There are two options for modeling in a standard
modeling language. Decision logic can be integrated
into the model as scripts or external files in program-
ming languages such as Java or C++ can be connected
to the model. The disadvantage of linking to external
files is obvious, as logistics planners usually do not
have in-depth programming knowledge. In addition,
the logistics planner can no longer view the process
knowledge in the program code. External systems can
be linked to the process model by web service calls
through the code either in the models themselves or
in associated files. With the introduction by the OMG
of DMN as the official standard for decision rules, a
way to define deterministic decision logics for pro-
cesses, which can also be maintained by business us-
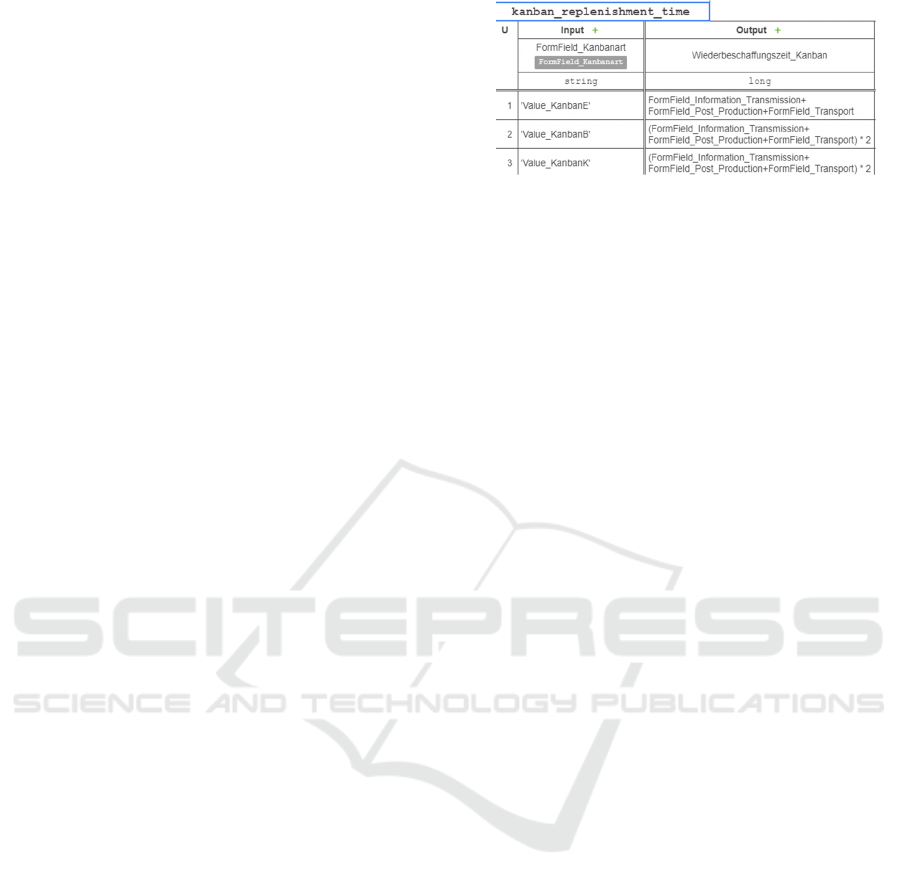
ers was created. An overview of the decision rules
used in the BPMN model (Figure 2) is shown in the
DMN decision table (Figure 1). This is linked to the
BPMN model and can be used to extract decision
logics from the model and present it in an easily un-
derstandable form.
Figure 1: Decision rules in the DMN-Model.
4 WORKFLOW
IMPLEMENTATION
In general, business processes are modeled based on
logically linked activities and can be automated using
a workflow engine. Workflows are automated process
operations in which, in addition to the processes,
predefined rules as well as the interacting participants
and systems are defined. When modeling executable
processes, the transition from domain-oriented to
technical models is the focus. Modeled processes are
basically semi-formal, represented in flow diagrams,
not directly executable and serve primarily for the
documentation and visualization of processes.
Executable workflows, on the other hand, must be
exact and allow a clear interpretation of the process
and the interaction. For this purpose, information
sources and sinks must be defined in the process, and
this includes ERP systems or other inventory
management systems in which the relevant
information for processes is stored: lot sizes,
packaging units and consumptions. Ideally, these
systems provide interfaces through which they can be
accessed from outside. If interfaces do not exist, they
must be defined additionally, otherwise automated
data exchange cannot be ensured. The modeling
language BPMN 2.0 is suitable for the automation of
business processes. The following
section describes how the exemplary implementation
of a workflow was carried out using the rule-based
“kanban loop” logistics planning process. Therefore
we describe the domain-oriented model, the technical
model and the necessary steps to get from the domain-
oriented to the technical model.
In the modeling of information models, a general
distinction is made between a domain-oriented model
and a technical model (Freund and Rücker, 2017).
The domain-oriented model contains more
organizational structures and forms a basic
framework for the documentation of the process. A
technical model, on the other hand, extends the
domain-oriented model with information that is
required as a workflow at the execution time. For this
KMIS 2019 - 11th International Conference on Knowledge Management and Information Systems
170

purpose, the individual steps of the domain-oriented
model must be broken down into transactional tasks
which are implemented by individual components.
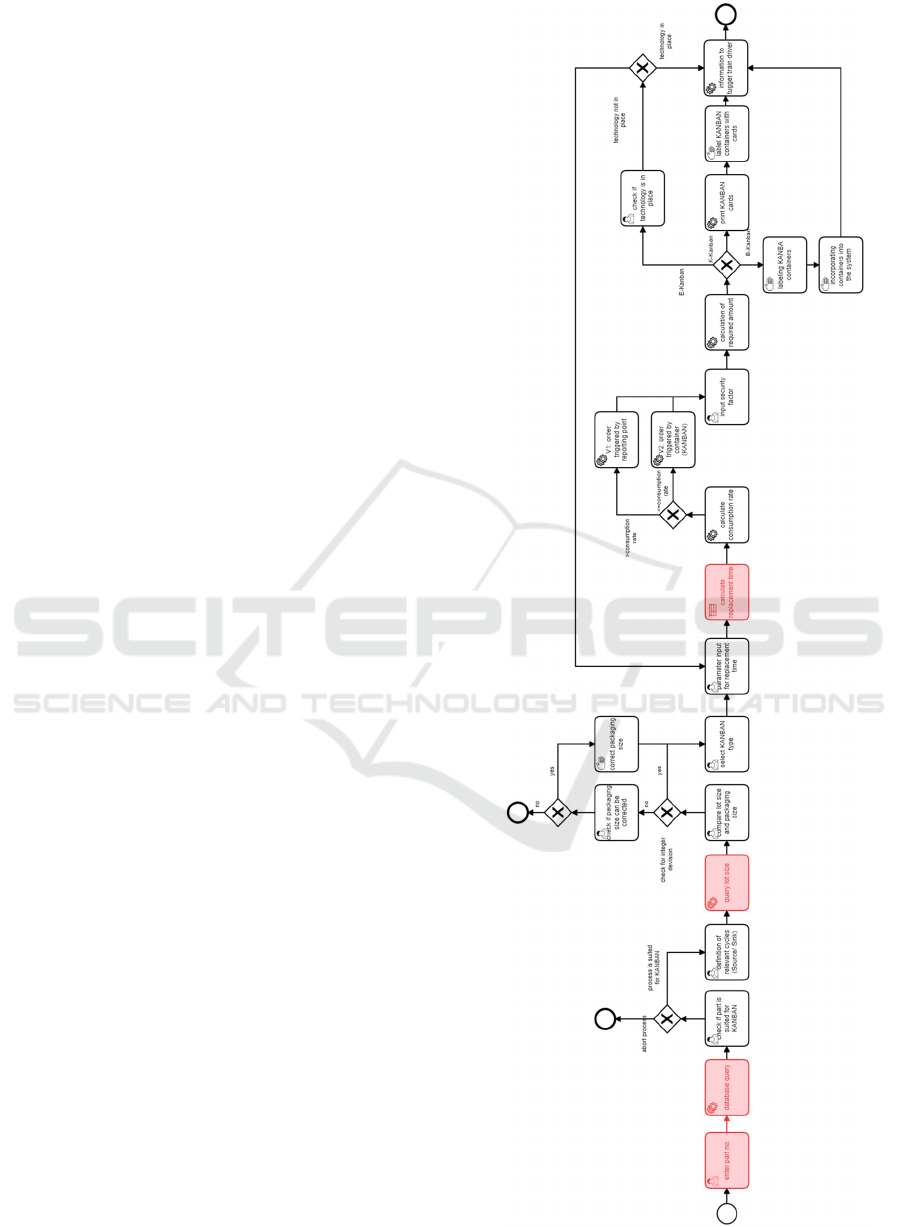
Figure 2 shows the model of a rule-based logistics
planning process: the kanban loop. Its description in
the literature is limited to the interpretation and
calculation of the number of kanban. Kanban in Jap-
anese stands for sign or card, but it is far more than
that. It stands for the production control element that
transforms a push system into a pull system (Gorecki
and Pautsch, 2014). Here, each kanban stands for a
real stock keeping unit and triggers the replenishment
process when it is removed. This means that the num-
ber of kanban limits the actual inventory. Therefore,
the planning of kanban loops is an important logistics
planning process, ensuring the material supply of
production. Individual planning process steps have
been described in the literature (Becker, 2018;
Gadatsch, 2017; Liebetruth, 2016). However, no
kanban loops with the planning process steps needed
have yet been modeled. This was developed in
collaboration with the partners of the “Intelligent
Production Logistics Competence Network” project,
e.g. a company for agriculture textile products or a
company for conductors and other technical experts.
At the beginning, a first process draft based on the
knowledge from practice and literature was prepared.
This process was then subjected to a plausibility
check by partners and other experts from logistics
planning. The domain-oriented model was modeled
in BPMN 2.0 and continuously further developed
with the knowledge and experience of the technical
experts. The model contains the steps for calculating
the number of kanban as well as the upstream and
downstream process steps that are necessary for the
design and introduction of the kanban loop. In the
following, these three focal points of the process are
referred to as process building blocks. The upstream
planning process steps (upstream process building
block) include executing an ABC/XYZ analysis to
check the kanban capability of the component,
determining the source and sink, checking the lot size
with the packaging unit, and determining the kanban
type. The ABC/XYZ analysis divides the components
according to consumption value (high, medium and
low) and prediction accuracy (high, medium and
low). Components with the properties AX, AY, BX,
CX, BY and CY are suitable for consumption control
and thus for kanban loops. An ABC/XYZ analysis is
a valuable aid for the logistics planner, but not the
only criterion as to whether there is kanban capability
or not. Other criteria may include component size and
technological limitations of the source and sink.
Therefore, after performing the analysis, the logistics
planner can still decide whether to cancel the process
even after kanban capability has been determined, or
to continue the process even though the component
BX, CX, BY or CY is not assigned. There are three
loop options in production logistics: warehouse to
supermarket, supermarket to production and
production to production. The decision for the loop
option influences the selection of the kanban type, lot
size and replenishment lead time. The next process
step is to check the ratio of the lot size to the
packaging unit. The packaging unit is the number of
components in the container. In the extreme case, the
packaging unit must be adapted to the container. In
Figure 2 the kanban loop process was terminated for
this scenario. In order to concentrate Figure 2 on the
essentials, a process termination was chosen. The
selection of the kanban type influences the
calculation. The kanban types to be selected are:
K-kanban: Classic kanban in which a card (K) is
attached to the container and is given to the operative
logistician when the last component is removed, thus
triggering the order for the next lot size.
B-kanban: This type also has a card, but this is not
removed when the last component is removed;
instead, the entire container (B) is returned with the
card to the source as empties, thus triggering the
order.
E-kanban: The logic is identical to that of the K-
kanban but the card is not returned. Instead a signal
that the last component was removed is sent back to
the source electronically.
The information flow of the order is shorter than with
K-kanban and B-kanban. The “physical
transmission” by card or container is eliminated and
replaced by an electronic transmission. Once the
upstream process building block has been completed,
the actual process steps for calculating the number of
kanban start. The kanban formula is described in
detail in the literature and is as follows (Burrows,
2015; Klevers, 2009):
Number of kanban = (replenishment lead
time * average consumption
rate)/packaging unit * safety factor +
safety stock
As already mentioned, the replenishment lead
time depends on the kanban type and is made up of
three parts: transport time, post-production time and
transmission or waiting time. The transport time is the
time between source and sink and depends on the
transport medium, transport cycles and handling
times. The post-production time depends on the lot
size in the case of the production-production cycle
option. It is omitted in the possible cycles warehouse-
supermarket and supermarket-production. The
transmission and waiting time depends on the
Information Modeling of Rule-based Logistic Planning Processes Kanban Loop Planning Supported by a Workflow Engine
171
selected kanban type. The average consumption is
calculated from past values and therefore involves
some uncertainty. This uncertainty is addressed using
the safety factor. In case of strongly fluctuating
consumption, the maximum consumption is often
used in the formula. In practice, this information is
retrieved either from the ERP system (Enterprise
Resource Planning System) or from databases.
During plausibility checks of the kanban loop rule-
based logistics planning process, it was often pointed
out that some information is not available in the ERP
system, for instance the packaging unit, which in
some cases was not maintained as a master data
record. This is particularly true for small and
medium-sized enterprises. In addition, it was pointed
out that implicit knowledge and the experience of
logistics planners play an essential role in whether the
number of kanban was calculated correctly. In the
process described, there are still two variants of the
triggering of an order. Variant 1 (V1) describes the
triggering of an order by a signalling point, also
known as collective or signal kanban. Here, kanban
are bundled according to a defined limit before the
order is triggered. Another variant (V2) describes
how an order is triggered with each kanban. The
decision is made in cooperation with operative
logisticians and production planners. It depends on
the local conditions and a high consumption rate.
After the successful calculation of the kanban loop,
the third and last process building block – the so-
called downstream process steps – starts. They
describe the steps required to implement a kanban
loop. For the implementation, the kanban must first
be generated. The type depends on the kanban type
selected at the beginning. With K-kanban and B-
kanban, the kanban must be attached to the containers
and the containers must be brought into the cycle.
With E-kanban, it is not absolutely necessary to print
out the kanban. However, it is necessary to check the
type of data transmission. The decisive factor is
whether technological support already exists or
whether technologies have to be procured before the
implementation of the kanban loop. Finally, the
operative logistician (e.g. tugger train driver) must be
informed. In practice, a further process for checking
the transport capacities between source and sink must
also be started here. This process was not take into
consideration here because of the concentration on
the kanban loop. So far, the domain-oriented part of
the entire kanban control cycle rule-based logistics
planning process has been described. Next, the steps
necessary to move from a domain-oriented model to
a technical one will be described, since the former
model is not yet suitable for execution on a workflow
Figure 2: The technical model.
KMIS 2019 - 11th International Conference on Knowledge Management and Information Systems
172

engine. A technical model, which is also called a
workflow, “is a formally described, completely or
partially automated business process” (Gadatsch,
2017). Compared to the domain-oriented model, the
technical model contains additional information such
as error handling, responsibilities, but also interface
call-ups to other systems.
As shown in Figure 2 all tasks in the model, which
are relevant for automation, contain an icon that
defines their type. This determines which properties a
task has. Service tasks (represented by a cogwheel)
offer the ability to store scripts, whereas user tasks
(represented by a human as icon) offer input options.
In Figure 2 the differences to the domain-oriented
model are marked in red. Due to the lack of space one
can find the domain-oriented model online
(https://github.com/DanielHilpoltsteiner/KMIS_201
9_Paper_Appendix). All changes in the technical
model serve to refine the process flow and better
allocate tasks to the system or user. At the beginning,
the technical model was supplemented by the
information that has to be entered by the user at the
start of the process. For this purpose, the task “enter
part no.” was inserted at the beginning of the process
as a user task, in which the user must enter the article
number in an input screen. In addition, the service
task “database query” was added, which specifies that
information on the article number must be retrieved
from an external system so that it is available later in
the process. At the same time, scripts were stored and
variables defined in the aforementioned tasks in order
to be able to use the values in the workflow engine at
execution time. The same procedure was used to
check the lot size for the packaging unit, since here
too the information must be obtained from an external
system. The “calculate replacement time” task was
challenging during the transformation because
process logic has to be entered here. This was solved
by defining the calculations in the DMN table
“KanbanReplenishmentTime” from Figure 1. To
perform this work, the task was defined as a business
rule task and DMN used as the implementation detail.
It would also have been possible to implement this via
embedded scripts or an external program code.
However, both approaches would have the
disadvantage that the business rules could not be
maintained by the business experts themselves, since
most of them have no experience in programming. In
the case of external file links, it must be ensured that
this is known to a workflow engine at the time of
execution and is in the correct directory. When the
task is executed, information is exchanged between
the engine and the script using the input and output
parameters of the task.
During the transformation of the domain-oriented
into a technical model, it was also found that the
definition of output parameters and variables within
the model can only be used to a limited extent with
regard to the data types. While information entered in
input interfaces contains numbers or truth values,
neither of these two data types can be used as the
output of a task. This problem is solved by using
external scripts and files in which the program code
is managed. Even the design of forms within a model
is only possible in a rudimentary way and so it makes
sense to outsource this functionality to an external
program code.
5 EVALUATION
As intended in the DSR according to (Hevner and
Chatterjee, 2010), the developed artifact (Figure 2) is
evaluated. The domain-oriented model was con-
structed in cooperation with various technical experts
and thus represents a scientifically founded kanban
loop that includes factors relevant to practice. The do-
main-oriented model was increasingly refined in sev-
eral iterations. The next step was to transform the do-
main-oriented model into a technical model. As al-
ready described, broader requirements apply to this
model than to the technical model. It is important that
after the transformation the technical correctness is
maintained. Therefore, the process was executed on a
workflow engine and tested to ensure that it ran cor-
rectly and that all elements in the model were reached
and processed. For this, the model must be uploaded
to the engine. This was done by using a REST (Rep-
resentational State Transfer) from the modeling envi-
ronment.
Since digitization affects many SMEs are in-
volved in technology transfer projects, when choos-
ing a workflow engine open source providers and free
product versions were consciously considered. Fur-
thermore, the application can be used for further re-
search by third parties. SMEs are often financially
limited in their digitization resources. In addition,
many companies are only beginning to digitize their
processes and can approach the topic slowly by using
freely accessible software. The “Community Plat-
form” by Camunda was used as a concrete example
of a workflow engine. shows the first interface seen
by the user when they start the process. Here, the user
must enter the article number for which they want to
plan a kanban loop.
The application on the workflow engine was
made available to the logistics planner as a technical
model for testing the logic. It was noted that during
Information Modeling of Rule-based Logistic Planning Processes Kanban Loop Planning Supported by a Workflow Engine
173

implementation, the interfaces to external systems
such as inventory management systems were left out.
Exemplary values were chosen and firmly integrated
into the DMN (Figure 1) and BPMN models (Figure
2). Requesting the values from external systems is ul-
timately only an implementation detail. By publish-
ing the model and the decision rules, everyone is free
to take this step towards integration within their own
systems.
6 CONCLUSION
It has been shown that the challenge lies in bundling
implicit and explicit employee knowledge in logistics
planning and preparing it for programmers in a way
that ensured efficient and effective automation of
rule-based logistics planning processes. This helps
companies digitize their processes. The BPMN 2.0
modeling language in combination with DMN is able
to represent rule-based logistics planning processes.
It is equally suitable for employees from specialist de-
partments and for programmers in companies. The
processes can be represented completely, sustainably
and uniformly in a common notation. DMN also al-
lows rules to be mapped in the processes. The ad-
vantages of a transformation from a domain-oriented
to a technical model towards an executable process in
a workflow engine are obvious. It eliminates the extra
time and effort involved in software modeling. Spe-
cialist departments can model their processes them-
selves. The process logic is determined on the basis
of the decision rules, and employee knowledge is rec-
orded and documented. Continuous improvements,
which are necessary to survive in a volatile market,
can be implemented quickly through this approach as
resources can be used in a targeted manner. Special-
ized changes in the process can be carried out by the
departments themselves without needing the re-
sources of in-house programmers. Coordination pro-
cesses between specialist departments and program-
mers can be made more efficient through a common
(modeling) language. The process specifies the pro-
cess flow in the workflow engine. This means that the
process is not determined by the information flow, but
rather the reverse: the process defines the information
flow.
This procedure will be further elaborated and
checked for plausibility within the framework of the
“Intelligent Production Logistics Competence Net-
work” project, e.g. a company for agriculture textile
products or a company for conductors. The approach
offers small and medium-sized enterprises the oppor-
tunity to use their technical resources more sustaina-
bly. The free licenses of the open source platforms for
BPMN and DMN also offer small companies the op-
portunity to automate their processes and to start out
on digital transformation.
ACKNOWLEDGEMENTS
The “Competence Network Intelligent Production
Logistics” technology transfer project is funded by
the European Regional Development Fund (ERDF) -
Operational Program “Investment in Growth and Em-
ployment”, Bavaria 2014-2010.
REFERENCES
Allweyer, T. (2015) BPMN 2.0 - Business Process Model
and Notation: Einführung in den Standard für die
Geschäftsprozessmodellierung, 3rd edn, Norderstedt,
BOD - Books on Demand.
Becker, T. (2018) Prozesse in Produktion und Supply Chain
optimieren, Berlin, Heidelberg, Springer Berlin Heidel-
berg.
Burrows, M. (2015) Kanban: Verstehen, einführen, an-
wenden [Online], s.l., dpunkt. Available at http://
gbv.eblib.com/patron/FullRecord.aspx?p=4350075.
Endl, R. (2004) Regelbasierte Entwicklung betrieblicher
Informationssysteme: Gestaltung flexibler Infor-
mationssysteme durch explizite Modellierung der Ges-
chäftslogik (Zugl.: Bern, Univ., Diss., 2004), Köln, Eul.
Federal Ministry for Economic Affairs and Energy (2018)
SMEs Digital: Strategies for the digital transformation
[Online]. Available at https://www.mittelstand-digi-
tal.de/MD/Redaktion/DE/Publikationen/mittelstand-
digital-broschuere-englisch.html (Accessed 24 April
2018).
Freund, J. and Rücker, B. (2017) Praxishandbuch BPMN:
Mit Einführung in CMMN und DMN, 5th edn, Mün-
chen, Hanser.
Gadatsch, A. (2017) Grundkurs Geschäftsprozess-Manage-
ment, Wiesbaden, Springer Fachmedien Wiesbaden.
Gorecki, P. and Pautsch, P. (2014) Praxisbuch Lean Man-
agement: Der Weg zur operativen Excellence, 2nd edn,
München, Hanser.
Helmke, B. (2019) ‘Digitalisierung in der Logistik’, in Har-
tel, D. H. (ed) Projektmanagement in Logistik und Sup-
ply Chain Management: Praxisleitfaden Mit Beispielen
Aus Industrie, Handel und Dienstleistung, 2nd edn,
Wiesbaden, Gabler, pp. 183–207.
Hevner, A. R. and Chatterjee, S. (2010) ‘Design Research
in Information Systems Theory and Practice’, Inte-
grated Series in Information Systems Volume 22.
Klevers, T. (2009) Kanban: Mit System zur optimalen
Lieferkette, München, mi-Wirtschaftsbuch FinanzBuch-
Verl.
KMIS 2019 - 11th International Conference on Knowledge Management and Information Systems
174

Kocbek, M., Jost, G., Hericko, M. and Polancic, G. (2015)
‘Business process model and notation: The current state
of affairs’, Computer Science and Information Systems,
vol. 12, no. 2, pp. 509–539.
Liebetruth, T. (2016) ‘Prozessmodellierung’, in Liebetruth,
T. (ed) Prozessmanagement in Einkauf und Logistik,
Wiesbaden, Springer Fachmedien Wiesbaden, pp. 27–
57.
Liebetruth, T. (2019) Die Informationsbasis des Supply
Chain Controllings: Forschungsstand, empirische An-
alyse, Gestaltungsempfehlungen, Wiesbaden, Springer
Fachmedien Wiesbaden GmbH.
Minonne, C., ed. (2011) Business-Process-Management
2011 - Status quo und Zukunft: Eine empirische Studie
im deutschsprachigen Raum ; building competence,
crossing borders, Zürich, vdf Hochschulverl. AG an
der ETH.
Plümer, T. and Steinfatt, E., eds. (2016) Produktions- und
Logistikmanagement, Berlin, Boston, De Gruyter.
Porter, M. E. (1986) Wettbewerbsvorteile: Spitzen-
leistungen erreichen und behaupten = Competitive ad-
vantage, Frankfurt, Campus.
Schubel, A. (2017) Dezentrale und kurzfristige Produk-
tionslogistikplanung.
Schubel, A., Seel, C. and Schneider, M. (2015) ‘Infor-
mationsmodelle für die Produktions- und Logistikpla-
nung - Eine Literaturanalyse des aktuellen Refer-
enzmodellbestands’, Wirtschaftsinformatik Proceed-
ings 2015.
Seel, C. (2014) ‘Vergleichende Analyse von polyglotten
mit reinen BPMN-Modellierungsstacks’, in, pp. 10–20.
Information Modeling of Rule-based Logistic Planning Processes Kanban Loop Planning Supported by a Workflow Engine
175
