
Optimizing Process Conditions for Sterilization of Plastic Tray
Products in Water Spray Retort
Korawan Plodklaew and Saowakon Wattanachant
Department of Food Technology, Faculty of Agro-industry, Prince of Songkla University, Songkhla 90112, Thailand
{korawan.p, saowakon.w}@psu.ac.th
Keywords: Plastic Tray Product, Sealing Conditions, Thermal Process, Water Spray Retort.
Abstract: Effect of some parameters in packing and retorting on the thermal process of a two-hole plastic tray product,
were investigated. The research aimed to obtain a high-quality product with a safe procedure for thermal
processed ready to eat rice and fried chicken with garlic and pepper product. Effects of head space, vacuum
level, sealing temperature, delay time of product, temperature and pressure of retort on defect occurrence of
package were investigated. Heat penetration profile and sterility test of product were examined to obtain target
F
o
value. The optimum process conditions for the products packed in the two-holes plastic trays were 115C
and 1.5 bar. The total come up time was 25 minutes and process time was 45 minutes to achieve the target F
o
value of the products. The cooling period was applied by holding products at 1.5 bar for 2 mins at temperature
of 100°C. The head space of the product, rice and fried chicken with garlic and pepper” in the tray should be
less than 3/16 inch and 4/16 inch, respectively. Sealing conditions without leakage of the two-hole plastic tray
product with film were achieved when spend 0.5 sec to reach the vacuum condition and sealed at 195°C for
1.3 sec. In addition, the changes in chemical and sensory characteristics of the products during storage for 12
months at room temperature were determined. The acceptable quality of the products during storage were
obtained.
1 INTRODUCTION
Plastic trays is the alternative from semi rigid
packaging to tin cans for the thermal processing of
ready to eat. In the commercial heat sterilization of
foods in cans or retortable pouches and plastic trays,
the container is heated in pressurized steam or hot
water retort at certain condition of temperature and
time. (Mokwena, K. K. and Tang, J, 2012) The
optimum process temperature, which guarantees
destruction of all spoilage factors and maximum
preservation of quality constituents depends, among
other things, on the rate that heat penetrates to the
coldest point in the container to good test and
appearance of products.
The original products of factory were ready to eat
rice and Thai style food packed separately in retort
pouch and plastic cup, then new package type was
applied to be two holes plastic tray for more
convenience.
The aim of the study was to obtain the optimum
conditions of package sealing and thermal process for
producing the product packed in two holes plastic tray
to achieve both safe to consume and good appearance
for quality of food and packaging.
2 MATERIALS AND METHODS
2.1 Materials
2.1.1 Rice
The solution for cook rice consisted with citric acid
0.08 % and salt 1.0%. The rice was precooked at
100C for 5 mins. The rice storage period of 5 months
or old rice that used for experimental. The moisture
of rice after cooked was 58.6 %. (AOAC,1995)
2.1.2 Chicken
The chicken breast were sliced and mixed with exact
ratio of baking powder. The precooked at 100C for
7 mins. (Drotz, H, .2012) Precooked chicken was
mixed with garlic and pepper sauce in the ratio of
70:30.
Plodklaew, K. and Wattanachant, S.
Optimizing Process Conditions for Sterilization of Plastic Tray Products in Water Spray Retor t.
DOI: 10.5220/0009993000002964
In Proceedings of the 16th ASEAN Food Conference (16th AFC 2019) - Outlook and Opportunities of Food Technology and Culinary for Tourism Industry, pages 91-96
ISBN: 978-989-758-467-1
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
91

2.1.3 Trays
The size of two holes plastic tray is 118x179x40 mm.
The layer structure is PP/PP + Additive/Tie
/EVOH/Tie/PP + Additive/PP and their thickness is
1000 micron as shown in figure 1.
2.2 Methods
Factors have been analyzed since the preparation of
raw materials filling, sealing condition and
sterilization profile in retort.( Lakshmana, ., Kumar
R., Kumaraswamy, T. JH., Jayaprahash,
CNadanasabapathi, ,2013) Figure 2 shown that the
factors were headspace, delay time of products,
temperature sealing vacuum level and profile of
retort. The resulted from plastic cup were tested and
compared with two holes plastic tray to find suitable
condition and reduce defect of product.
2.2.1 Condition Process
The old products were ready to eat rice in plastic cup
size 109x59 mm and stirred fried chicken with garlic
and pepper in plastic cup size 109x37mm and retort
pouch. To combine the packaging into one, the two
holes plastic tray was selected. However, we found
that the problem of defect caused by products from
rice. Therefore, it represents the development of
products for packing in two holes plastic trays.
2.2.2 Over Pressure Water Spray Retort
The pilot-scale overpressure retorting FM, Thailand
consisting of retort, boiler, air compressor, centrifugal
pump, and the control system (PLC) was used for
thermal processing. The FMC retort used in the study
is similar to the commercial-scale equipment, which
trays a high degree of process reproducibility and
accuracy. After processing the trays to a required Fₒ
value, they were cooled rapidly to 50 ± 10°C by
spraying water under pressure and further cooled in
chilled water immediately after taking out from the
retort. (Williams, T.S., 2012).
2.2.3 Thermol Process Evaluation
The temperature Microprocessor “ Ellab” Evalflex
was connected through the body of the retort by
copper with constant thin wire leads and scaled into a
pressure tight gland fitted. The 15 leads terminated in
male Ecklund plugs inside the retort for direct
connection to compatible Ecklund stainless steel
sheathed needle copper constant thermocouple,
another terminated side is connected to Temperature
Modules available in 15 channels module (Measuring
Range: -60 ° C …+170 ° C, Measuring Accuracy : +/-
0. 1 ° C) . Heat penetration characteristics of thermal
process of ready to eat rice and fried chicken with
garlic and pepper was determine ( Stowe, C .H .,
Smith, G .L., Thomas, R .L., Whiteside, W .S.,2016).
Figure 3 showed the middle of trays were fixed with
thermal couple. The intention of the temperature
distribution study was to set an appropriate come- up
cycle for the retort in order to achieve an efficient
come- up which may effect the rate of heat transfer
and process lethality during the cooking cycle of the
process. (Tang, F.,,Xia, W.,Xt, Y., Jiang, Q., Zhang,
Q., Zhang, W.,Zhang, L,2014)
2.2.4 Filling and Sealing
Determine the optimum weight for packing the rice
and chicken meat in the two-hole plastic tray
packaging to suit the consumption per 1 serving of
150 grams of rice and fried chicken with garlic and
pepper was at 75 grams. Then weight of heat
penetration was 165 grams of rice and fried chicken
with garlic and pepper was at 95 grams. Total net
weight was 260 grams. Adequate numbers of retort
pouches were fixed with thermocouples and the tip of
the thermocouple was inserted into the rice and
chicken pieces as shown in figure 3. The trays were
sealed with a pneumatic machine (SAMRAK
engineering, Thailand). The sealed tray were
subjected to thermal processing for optimizing the Fₒ
value at process temperature.( Abhishek, V., Kumar,
R., Geroge, J., Nataraju, S., Lakshmana, J. H.,
Kathiravan, T., Madhukar, N. Nadanasabapathi.,
2014).
Figure 1: The size of two holes plastic tray 118x179x40 mm
with layer structure is PP/PP + Additive/Tie
/EVOH/Tie/PP + Additive/PP.
16th AFC 2019 - ASEAN Food Conference
92
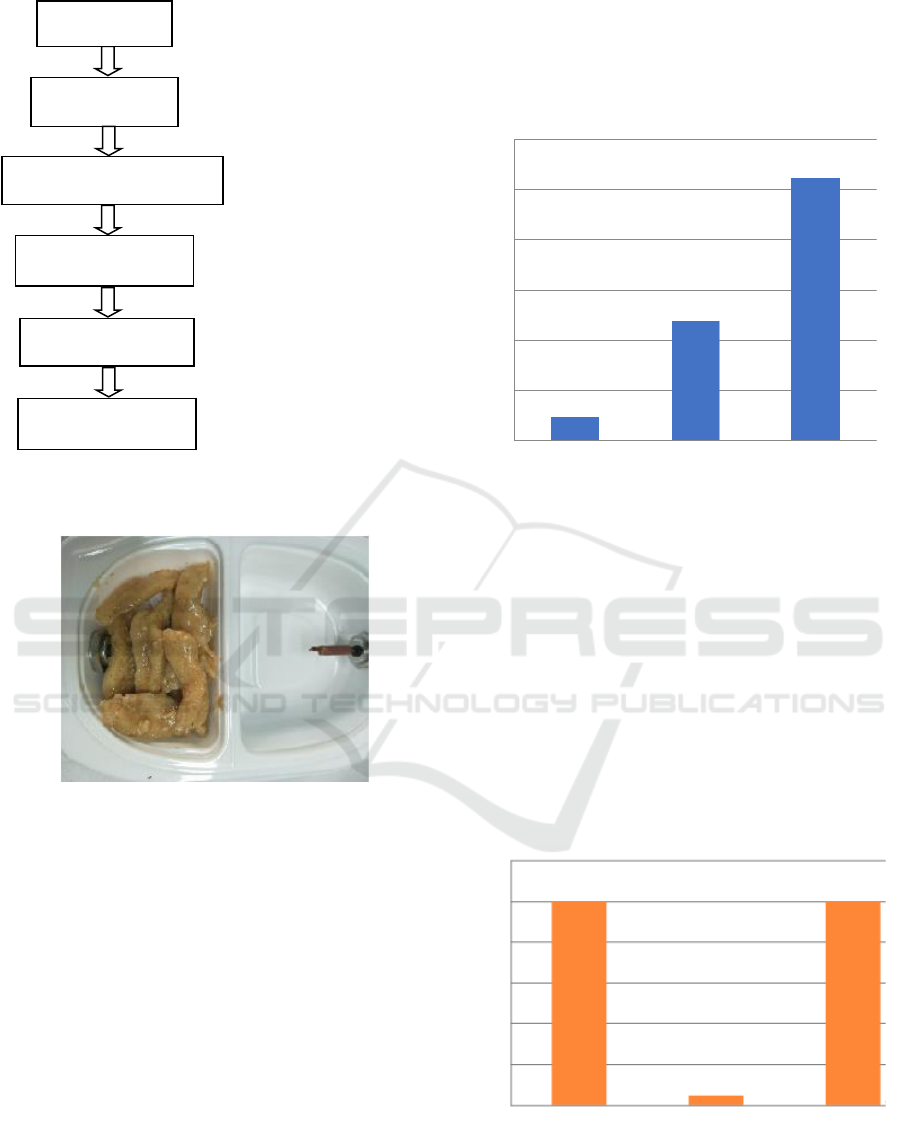
Figure 2: Factor affecting of defect from product of rice in
plastic cup.
Figure 3: Placed the largest possible pieces of chicken on
the thermocouple.
3 RESULTS AND DISCUSSION
3.1 Head Space
Headspace, the distance between the surface of food
and the underside of the lid, allows for expansion of
food solids or bubbling up of liquid during
processing. Adequate headspace allows a vacuum to
form during the processing of the food. The samples
rice of cup and two holes plastic trays were pressed
for three different headspace to 4/16, 7/16 and 9/16
inches. They placed in retort at 116C for 40 mins at
pressure 1.6 bar and pressure cooling hold at 1 . 6 bar
and reduce temperature from 115°C to 110°C within
2 mins. The results from figure 6 showed the largest
amount of defect was at 9/16 inches of the head space
in two holes plastic tray. The small amount of defect
were found pound in two-hole plastic tray for 4/16
inches.
Figure 4: Effect of head space on defect of two-hole plastic
trays .
3.2 Sealing Temperature
Sealing Process: Proper sealing conditions include
temperature, pressure and sealing time. Figure 5
showed that sealing temperature of two holes plastic
tray at 185C were leak 100% and the other sealing
temperature at 195C were pound 4.5 . %The sealing
temperature at 205C was burn. At present, the plant
used sealing temperature at 195C for two holes
plastic tray by Samrak machine .
Figure 5: Effect of sealing temperature on defect of two-
hole plastic trays.
4/16
7/16
9/16
Head space (inch)
Waste (%)
30
25
20
15
10
5
0
Pre-cooking
Washing precook rice
Filling
Sealing
Retorting
Washing
Head space
Sealing temperature,
Vacuum level,
Delay time of products
Profile retort
185
195
205
Temperature (°C)
Defect (%)
0
20
40
100
60
120
80
Optimizing Process Conditions for Sterilization of Plastic Tray Products in Water Spray Retort
93

3.3 Vacuum Level
Table 1: Effect of different vacuum level on defect of
plastic cup.
Vacuum Level (sec) Sample (cup) Defect (cup)
0.3 90 90 (100%)
0.4 90 18 (20%)
0.5 90 0
The factor vacuum level for products in cup with
three different level were 0 . 3, 0 . 4 and 0.5 sec that
sealed by G.Mondini machine. The result showed on
table 1 that the best vacuum level was 0 . 5 .The
vacuum level affected pound and leak for semi rigid
packaging that were determined for two holes plastic
trays.
3.4 Target Temperature
For thermal process evaluation, filled and sealed cups
and trays were heat processed to the required Fₒ
values. Ellab Eval Flex sixteen Channel Thermal
Validation and Sterilization Monitoring System,
Thermometer and Fₒ value integrator was used to
record core temperature, retort temperature, Fₒ value,
and cook value (CV) at a specific time interval of 60
s. The Fₒ constants were programmed at T = 121.1C,
Z= 10C. Thermocouple outputs ( time- temperature
data) were analysed using a computer. The heat
penetration data were plotted on a semi- log paper
with temperature deficit (retort temperature-cold spot
temperature) on log scale against time. Lag factor for
heating ( J
h
) , slope of the heating curve ( F
h
) , time in
minutes for sterilization at retort temperature (U), and
lag factor for cooling ( Jc) were determined. The
process time was calculated by a mathematical
method. Total process time was determined by
general method and the 58% of the come- up time.
CV, a measure of heat treatment with respect to
texture changes that occur during processing. The
samples process at suitable for Fₒ value were
incubated at 37 for 15 days and at 55C for a
minimum of 5 days). The sample was done according
to AOAC (AOAC,1995).
Table 2 shown the results that the target
temperature at 115C were 100% of pound but the 5%
at vacuum level 0.5 sec at pressure in retort 1.5 bar.
3.5 Profile Cooling
The suitable come up time profile retort was 115C at
1 . 5 bar and the cooling profile was dropped the
Table 2: The effect of vacuum and pressure level during
heating in retort on defect of two-hole plastic tray.
Temp
(C)
Vacuum
level
Pressure
Defect
115
0.5
1.4
leak100%
1.5
Pound5%+normal 95%
1.6
Pound 100%
1.0
1.4
Pound 100%
1.5
Pound 100%
1.6
Pound 100%
1.5
1.4
Pound 100%
1.5
Pound 100%
1.6
Pound 100%
Table 3: Effect of profile cooling on defect of two- hole
plastic tray.
Temperature
step 1 (°C)
Pressure in
retort (bar)
defect
110
1.5
Pound 32 %
1.3
Pound+leak + damage seal
22%
100
1.5
Normal
1.3
Leak42%
90
1.5
Leak 100 %
1.3
Pound+leak + damage seal
16%
temperature from 115°C to 100°C and hold the
pressure at 1.5 bar for 2 mins as shown in Table3.
3.6 Processing Time
Temperature (°C)
Time (min)
Figure 8: Total process time taken to reach the F
0
value of
rice. The ready to eat rice was thermally processed at 4.21
mins. F
0
value for 45 min at 115°C, 1.5 bar in retort.
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 77 81 85 89 93 97 101 105 109
140
120
100
80
60
40
20
CT
RT
F
0
16th AFC 2019 - ASEAN Food Conference
94

Temperature (°C)
Time (min)
Figure 9: Total process time taken to reach the F
0
value of
chicken with garlic and pepper. The ready to eat chicken
with garlic and pepper was thermally processed at 6.26
mins. F
0
value for 45 min at 115°C, 1.5 bar in retort.
Laced the test pouches in the established slowest
heating point in FM retort (DrotZ H, 2012). The retort
was full of dummy trays that 7%solution starch was
contained. The retort temperature up by following the
come up time procedure as per heat distribution study
was 25 mins. The ready to eat rice and fried chicken
with garlic was thermally processed at 4.21 and 6 . 26
F
o value
for 45 mins at 115C, 1.5 bar (Ali A.A, 2006,
Abhishek V, 2014) in retort that showed from figure
8 and 9 .
3.7 Shelf-Life of Products
The changes in the color parameters during thermal
processing of ready to eat rice and fried chicken with
garlic and pepper by hunter lab (L*a*b*) that showed
that all products increase in lightness (L*value) and
yellow color (b*value) (Hunter lab colorimeter)
method Chen,Lu and Lii (1999). Inspection period are
1,2,3,6,9 and 12 months.( Tang, F.,,Xia, W.,Xt, Y.,
Jiang, Q., Zhang, Q., Zhang, W.,Zhang,2014)
The maximum force required to cut the sample
was determined by shear force. The piece of sample
was placed on its side in Texture analyzer ( Texture
Analyzer model CT3, Brookfield, UK) ( R. K.
Majumdar., D. Roy., A. Saha. 2017.) The resut shown
on table 4 and 5.
4 CONCLUSIONS
The optimum process conditions for the products
packed in the two-holes plastic trays were 115°C and
Table 4: Sensory score of ready to eat rice of two holes tray.
Rice
time
(month)
color
Body
texture
Overall
acceptance
0
5.25±0.45
4.51±0.51
4.16±0.57
4.66±0.49
1
5.08±0.51
4.83±0.57
4.66±0.49
4.66±0.49
2
4.75±0.62
4.66±0.49
4.33±0.49
4.75±0.45
3
5.00±0.42
5.41±0.51
4.75±0.45
4.83±0.38
6
4.58±0.51
5.25±0.45
4.75±0.45
5.16±0.57
9
4.28±0.11
5.55±0.53
4.80±0.45
5.06±0.17
12
4.21±0.52
5.36±0.38
4.65±0.15
5.10±0.5
Table 5: Sensory score of ready to eat chicken with garlic
and pepper of two holes tray.
time (month)
color
Texture
Overall
acceptance
0
4.83±0.38
4.58±0.51
5.00±0.42
1
4.58±0.51
4.58±0.51
4.75±0.45
2
4.50±0.52
4.33±0.49
4.58±0.51
3
4.33±0.49
4.00±0.73
4.33±0.49
6
4.13±0.38
4.03±0.38
4.03±0.38
9
3.93±0.11
4.15±0.27
4.22±0.33
12
3.78±0.18
4.00±0.18
4.10±0.28
1.5 bar. The total come up time was 25 minutes and
process time was 45 minutes to achieve the target F
0
value of the products. The cooling period was applied
by holding products at 1.5 bar for 2 mins at
temperature of 100°C. The head space of the product,
rice and fried chicken with garlic and pepper in the
tray should be less than 3/16 inch and 4/16 inch,
respectively. Sealing conditions without leakage of
the two-hole plastic tray product with film were
achieved when spend 0.5 sec to reach the vacuum
condition and sealed at 195°C for 1.3 sec. In addition,
the changes in chemical and sensory characteristics of
the products during storage for 12 months at room
temperature were determined. The acceptable quality
of the products during storage were obtained.
ACKNOWLEDGEMENTS
We would like to thanks Prince of Songkla University
for funding support.
1 6 11 16 21 26 31 36 41 46 51 56 61 66 71 76 81 86 91 101 106
140
120
100
80
60
40
20
CT
RT
F
0
Tim
Optimizing Process Conditions for Sterilization of Plastic Tray Products in Water Spray Retort
95

REFERENCES
Ali, A.A., Sudhir, B., Gopal, T.K.S., 2006. Effect of
rotation on the heat penetration characteristics of
thermally processed tuna in oil in retort pouches.
International Journal of Food Science and Technology
41: 215-219.
AOAC. 1995 . Official Methods of Analysis. 16
ed.Virginia: The Association of Official Agricultural
Chemist.
Abhishek, V., Kumar, R., Geroge, J., Nataraju, S.,
Lakshmana, J. H., Kathiravan, T., Madhukar, N.
Nadanasabapathi, S. 2014 . Development of retort
process for ready-to-eat ) RTE) soy-peas curry as a
meat alternative in multilayer flexible retort pouches.
International Food Research Journal .21)4 :(1153-
1158 .
Drotz, H .2012 .Development of thermal process for Gaeng
Ped Gai in retort pouches .Master thesis Natural
Resources and Agricultural Science.Swedish
University .
Lakshmana, JH., Jayaprahash, C., Kumar R.,
Kumaraswamy, T., Nadanasabapathi, S. 2013.
Development and evaluation of shelf stable retort pouch
processed ready to eat tender jackfruit (Artocarpus
heterophyllus) curry. Journal food process technical 4:
274.
Mokwena, K .K. and Tang, J .2012 .Ethylene vinyl alcohol :
A review of barrier properties for packaging shelf stable
foods .Food Science and Nutrition .52 :640-650 .
R.K. Majumdar., D. Roy., A. Saha. 2017. Textural and
sensory characteristics of retort-processed freshwater
prawn in curry. medium. International Journal of Food
Properties: 2487-2498.
Stowe, C .H . , Smith, G .L., Thomas, R .L . , Whiteside, W .
S .2016 .Effects of packaging geometry on heat
penetration time in retortable semi rigid plastic trays .
International Journal of Advanced Packaging
Technology .4)1 :(246- 257.
Tang, F.,,Xia, W.,Xt, Y., Jiang, Q., Zhang, Q., Zhang,
W.,Zhang, L. Effect of thermal sterilization on the
selected quality attributes of sweet and sour carp. 2014.
International Journal of Food Properties, 17:8, 1828-
1840.
Williams, T.S., 2012. Which retort is best for your container
Retrieved 11 Jan 18 from: http://www.retorts.com/
white-papers/which-retort-is-best-your-container
R.K. Majumdar., D. Roy., A. Saha. 2017. Textural and
sensory characteristics of retort-processed freshwater
prawn (Macrobrachium rosenbergii) in curry medium.
International Journal of Food Properties: 2487-2498.
16th AFC 2019 - ASEAN Food Conference
96
