
A Neural-Fuzzy System for Predicting the Areal Surface Metrology
Parameters
Ronak Sharma, Mahdi Mahfouf and Olusayo Obajemu
Department of Automatic Controls and Systems Engineering, The University of Sheffield, S1 3JD, Sheffield, U.K.
Keywords:
Model 1, Model 2, ANFIS, Surface Metrology, Sa, Sq, RMSE, RMS, Multi-objective Optimisation.
Abstract:
With the increasing demand for faster manufacturing, Industry 4.0 has now only started to contribute towards
streamlining the manufacturing processes. Despite the availability of high dimensional manufacturing data,
a significant amount of time is still spent on testing the end products. Therefore, with a drive to substitute
these inspection processes with a “digital twin”, this paper presents a framework for predicting the optimal
surface metrology parameters such as force and vibration, required to achieve the desired surface roughness
of an end product. Firstly, an Adaptive Neuro-Fuzzy Inference System (ANFIS) was designed to predict
the surface roughness using vibration, force and temperature. A low RMSE of 0.07 was obtained between
the predicted and desired surface roughness. This model was then reverse engineered to predict the optimal
surface conditions (force, vibration and temperature) required to achieve the desired surface roughness. For
this, optimisation was applied to minimise the error between the target and predicted surface roughness. This
framework will help manufacturing industries to discard frequent in-depth product inspection processes in
favour of this “digital twin” due to the possibility of achieving right-first-time production.
1 INTRODUCTION
Manufacturing is an ever-developing sector that con-
tinuously strides towards accuracy to ensure the ef-
ficient production of goods. Therefore, industries
are now adopting Multistage Manufacturing Process
(MMP), which involves performing multiple opera-
tions such as forming, machining and assembly in a
series to create the end product(Yang et al., 2010).
To meet the growing demand for customer-centric
products, there has been a rising focus on product
quality. Due to this, a significant amount of time is
spent on the testing of end products to ensure that they
meet the stringent customer requirements. Therefore,
the demand to substitute these processes with an alter-
native has given birth to the field of surface metrology.
This field focuses on the measurement of small-scale
characteristics such as amplitude, spacing and shape
of features of a manufactured product (Yang et al.,
2010). These surface properties are correlated to the
function of a manufactured product and thus play an
important role in predicting its behaviour over time.
Therefore, exploiting surface metrology data can help
discard these physical inspection processes and still
meet the stringent environmental and economic con-
straints to achieve ‘right-first-time production’. With
the continuous advancements in data acquisition tech-
nologies, industries are now equipped with cutting
edge sensors for measuring surface properties such
as vibration, force and temperature throughout the
MMP. Therefore, applying Artificial Intelligence (AI)
techniques can help discover new and not so obvious
patterns, which can then be used to design data-driven
models for simulating these manufacturing processes.
As a result, these models can help compute the op-
timal surface parameters such as force and vibration
required to achieve the desired surface quality such
as roughness thus simplifying the product inspection
process. By providing better insights into the man-
ufacturing processes, these models can further con-
tribute to the diagnostics and prognostics of a product,
thus reducing costs and achieving better customer sat-
isfaction. Considering the above advantages of using
AI for surface metrology, this paper presents a sys-
tems engineering framework, capable of predicting
the optimal surface conditions required for achiev-
ing the desired surface roughness. To achieve this, an
ANFIS model was first developed to predict the sur-
face roughness using surface parameters such as vi-
bration. This model was then reverse-engineered and
optimised to predict the optimal surface parameters
required to achieve the desired surface roughness.
286
Sharma, R., Mahfouf, M. and Obajemu, O.
A Neural-Fuzzy System for Predicting the Areal Surface Metrology Parameters.
DOI: 10.5220/0010125602860293
In Proceedings of the 12th International Joint Conference on Computational Intelligence (IJCCI 2020), pages 286-293
ISBN: 978-989-758-475-6
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reser ved

2 LITERATURE REVIEW
2.1 Rise of Surface Metrology
Achieving a good surface finish ensures that the cus-
tomer desired tribological properties such as high fa-
tigue strength, corrosion resistance and aesthetic ap-
peal are met to a high accuracy(Yang et al., 2017).
However, excessive surface finishing can lead to in-
creased costs of manufacturing and degraded mechan-
ical properties. As a result, it is important to devise
models that can predict the optimal surface metrol-
ogy parameters required to achieve such properties to
a high degree of accuracy. (Acayaba and de Escalona,
2015) developed an ANN model comprised of two
hidden layers, to predict the surface roughness of
stainless steel in turning. This model achieved an ac-
curacy of 98% thus inspiriing to use an ANN based
technique in this paper for predicting surface rough-
ness. This research also compared the results against
regression models and as expected, ANN performed
better due to a lower Mean Squared Error (MSE). In
another research (Abbas et al., 2018), a multi-layer
perceptron based ANN model was designed to predict
the surface roughness of magnesium alloys used in
aviation products. Using the cutting speed and depth
of cut of the tool as inputs, this model achieved a re-
liable prediction accuracy of 1.35%.
With advancement in AI techniques, an intelligent
framework combining ANFIS and Genetic Algorithm
(GA) was developed to predict the surface roughness
of a thermally drilled hole in galvanised steel (Kumar
and Hynes, 2020). Using the spindle speed and an-
gle of tool as inputs, the ANFIS model predicted the
surface roughness which was then used by GA to min-
imise an objective function. This framework achieved
a correlation of 0.99 and RMSE of 2.4x10
−6
between
the predicted and experiment value.
The above research work shows the advantage of
using AI based frameworks for predicting surface
roughness of manufactured products. Another re-
search showcased the correlation between surface
roughness and surface metrology parameters such as
force and vibration (Rao and Murthy, 2018). Hence,
this paper presents a new system for intelligent man-
ufacturing that combines the above discussed insights
and techniques thus highlighting its novelty. This
framework utilises and learns from surface metrology
data to better predict the surface roughness value of a
manufactured product as a measure of surface quality.
2.2 ANFIS
ANFIS is a feed-forward adaptive neural network
which uses a fuzzy inference system through its struc-
ture.Being a combination of fuzzy logic and neu-
ral network, it provides the advantages of both these
modelling techniques in a single framework i.e. a
powerful interpolator which is transparent and can
deal with uncertainty intrinsically. Such integration is
beneficial because the fuzzy logic manages the impre-
cision and uncertainty while the neural network en-
sures adaptation. The research defined in Section 2.1
shows the popularity of using ANN in surface metrol-
ogy and thus, it was decided to use MATLAB ANFIS
editor (an f isedit) for predicting surface roughness.
Overview: The rest of the paper is organised as
follows. Section 3 describes the experimental set-
up. Section 4 and 5 explain and compare two AN-
FIS models for predicting surface roughness of end
products. Section 6 describes the reverse-engineering
framework that computes the optimal surface param-
eters. Section 7 presents the concluding remarks.
3 EXPERIMENTAL SETUP
A total of seventeen blocks of material steel EN24
were manufactured in the Advanced Manufacturing
Research Centre (AMRC) facility in Sheffield, UK,
where they underwent MMP. These blocks were first
heat treated for hardening and then tempered at high
temperatures to produce blocks that possessed simi-
lar mechanical but different surface properties. Here,
the average temperature was measured using ther-
mocouples but only once as a discrete value for ev-
ery block. Then, milling and turning (referred to
as Operation1 and Operation2) were performed on
these blocks. During this, the vibration and force
values were measured using a dynamometer and ac-
celerometer in three axes i.e. X, Y and Z but were
sampled at different rates thus generating differently
sized datasets. A typical 3D surface plot for the sur-
face metrology measurement of a part is shown in
Figure 1. After MMP, a Coordinate Measuring Sys-
tem (CMS) was used to measure surface properties
called Surface Areal Parameters. These parameters
characterise the full 3D surface of a product and are
standardised in the ISO 25178 (Specifications, 2012).
This contains a list of industry-standard surface areal
parameters. The two popular parameters are Sa and
Sq and have been described in Table 1. A single dis-
crete value of both of these was recorded by the CMS
as a measure of surface roughness for every block.
A Neural-Fuzzy System for Predicting the Areal Surface Metrology Parameters
287
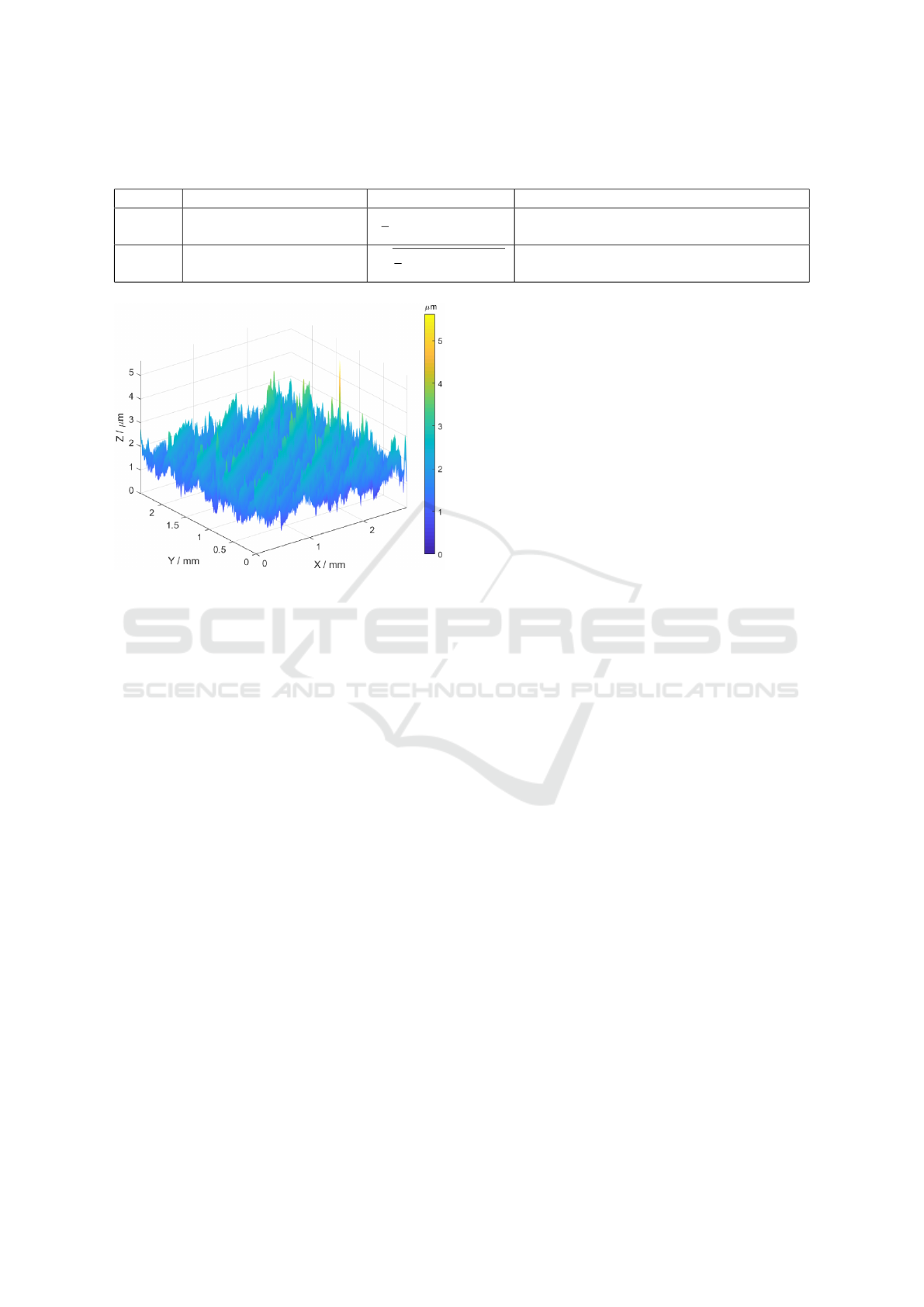
Table 1: Selected areal parameters as defined in the ISO documents. It should be noted that the data is sampled uniformly
along the x and y axes. z(x, y) represents the measured height at location (x, y) (Specifications, 2012).
Symbol Name Formula Notes
Sa Arithmetic Mean Height
1
A
R R
|
z(x, y))
|
dxdy
Arithmetic mean of the absolute of the
ordinate values within a definition area (A).
Sq Root Mean Square Height
q
1
A
R R
z
2
(x, y)dxdy
Root mean square value of the ordinate
values within a definition area (A).
Figure 1: Typical surface metrology measurement of a part.
This is a 3mm x 2.5mm surface patch with a sampling den-
sity of 100 samples per mm(Papananias et al., 2019).
4 MODEL 1: BIN DIVISION
(Rao and Murthy, 2018) showed that vibration mea-
surements were widely used across industries to
predict surface roughness of manufactured products
due to a high correlation between these parameters.
Hence, to produce a simple but reliable model, only
vibration was considered as a useful feature for pre-
dicting the surface roughness. Since Sq had a higher
statistical significance than Sa, therefore it was con-
sidered an ideal representation of surface roughness.
4.1 Data Mining
The vibrations during MMP were recorded in three
axes i.e. X, Y and Z and an average correlation of 0.87
was observed between these values. Hence, to ex-
ploit this knowledge, Principal Component Analysis
(PCA) was applied. This reduced the data dimension-
ality by replacing the three axes dataset with a sin-
gle PCA generated dataset thus reducing model com-
plexity without losing any relevant information. Also,
when analysing this PCA’d vibration dataset, it was
identified that Operation1 data oscillated between -1
and 1, while Operation2 data oscillated between -6
and 6. Therefore, these datasets were then normalised
between 0 and 1 to ensure that the training features
were scaled equally thus reducing the risk of produc-
ing a biased model. The above techniques (PCA and
Normalisation) were applied to the vibration data ob-
tained during both the Operations for all 17 blocks.
4.2 Sample Size Reduction
The above techniques improved the data quality, how-
ever, the I/O dataset was still unequally sized. This
was because the vibration data was a continuous-time
series dataset, however, the Sq data was a discrete
dataset recorded only once for every block. To train a
model, it is important to create a training dataset con-
taining equally sized input and output data. Thus, the
following approach was taken:
• Input Data: The vibration dataset was first di-
vided into eight equally sized sub-datasets called
as ‘Bins’. Then, the mean vibration value was cal-
culated for each of these eight ‘Bins’. As a result,
this technique affiliated each block with eight vi-
bration values, irrespective of the original dataset
size. This ensured that every block had the same
number of vibration sample values.
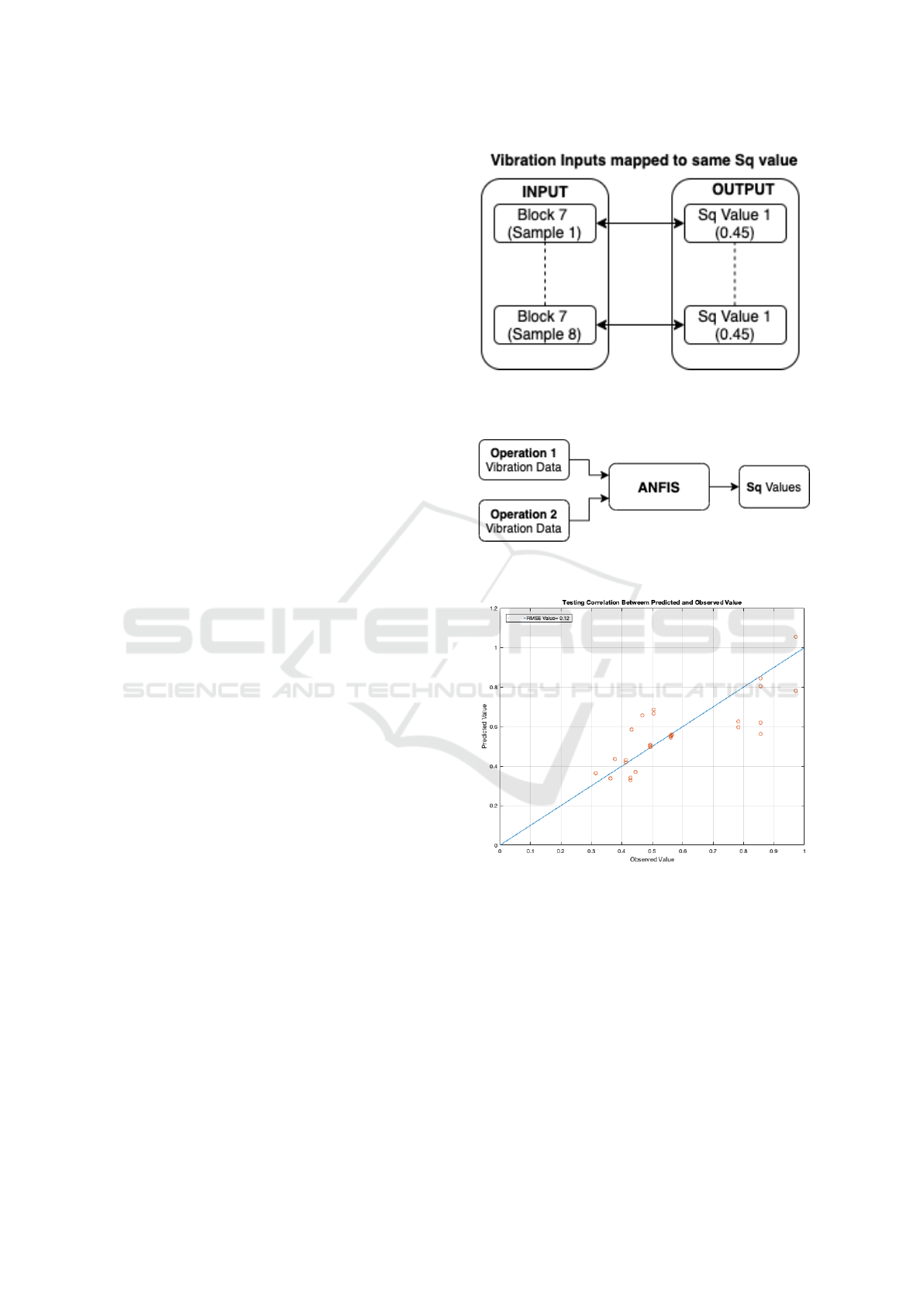
• Output Data: The Sq dataset size was increased
by repeating the same Sq value eight times per
block thus affiliating these values to each of eight
mean vibration values as shown in Figure 2.
The above processes were applied to the vibra-
tion dataset obtained for each block during both
Operation1 and Operation2. This resulted in an
equally sized I/O dataset and hence fit for training.
4.3 Overarching Model Architecture
Since all seventeen blocks were identical and under-
went the same Operations, it was decided to combine
the newly processed vibration data of all the seven-
teen blocks obtained from Operation 1 together and
similarly combine the newly processed vibration data
of all blocks obtained from Operation 2 together. This
allowed utilising the vibration data of both Operations
separately for training the model. Figure 3 shows this
model architecture which is a Two Input Single Out-
put ANFIS model. A total of 136 samples were gen-
FCTA 2020 - 12th International Conference on Fuzzy Computation Theory and Applications
288
erated and randomised such that 76% of it were used
for training the model and the rest for testing.
4.4 Further Analysis
Data Filtering: To reduce the effect of outliers, Sav-
itzky Golay filter was applied to the dataset. How-
ever, this degraded the performance significantly as
evidenced by a high RMSE value of 2.34.
Bin Size Adjustments: The performance degraded
with increasing the Bin size (example to 15) possibly
due to overfitting. Reducing the Bin Size (example to
4) also led to reduced performance due to underfitting.
Hence, Bin size of eight was considered optimal.
4.5 Results and Discussion
The correlation plot in Figure 4 shows that the pre-
dicted Sq values are scattered in the close vicinity
of the correlation line thus evidencing a good perfor-
mance. Correlation of 0.85 and RMSE of 0.12 was
achieved, thus showing the model’s capability for pre-
dicting Sq values to high accuracy. The generalisation
of this model can be evidenced by the training data re-
sponse. A correlation of 0.90 and an RMSE of 0.08
was achieved thus confirming the absence of overfit-
ting. Furthermore, a linear regression model and a 2
layer feed-forward ANN were designed and used as
benchmarks to compare the performance. Both these
models obtained a higher RMSE and a lower corre-
lation value thus showing an inferior performance.
Therefore, ANFIS was the preferred technique.
5 MODEL 2: STATISTICAL
FEATURE EXTRACTION
Despite showing a good performance, “Model 1”
posed the following limitations. Firstly, applying
“Bin Division” as explained in Section 4.2 led to a
huge reduction in vibration dataset, thus losing use-
ful information Secondly, the duplication of Sq values
meant providing misleading data to train the model.
Hence, inspired by (Papananias et al., 2019), the fol-
lowing strategy was adopted.
5.1 Data Mining
Based on (Papananias et al., 2019), it was found that
parameters such as force, vibration and temperature
were highly correlated to surface roughness. There-
fore, these features were used for eliciting a new
model i.e. Model 2 for predicting surface roughness
Figure 2: Shows the duplication of Sq values for Block
7, Operation 1. Here, the different vibration values are
mapped to the same Sq value.
Figure 3: Shows an ANFIS model i.e. ‘Model 1’ designed
to predict the Sq values using vibration data.
Figure 4: Testing data shows a near linear relationship b/w
the ‘Model 1’ predicted and observed Sq value.
of end products. Inspired from paper (Papananias
et al., 2019), it was decided to use Sa instead of Sq
as a measure of surface roughness.
Data Set: Vibration and Force, both were continuous
time-series data while temperature and Sa both were
discrete values recorded once for every block. Un-
like Model1, where the focus was to utilise the actual
values of the continuous time-series data, this method
instead focused on utilising the statistical features of
the continuous time-series data as follows.
A Neural-Fuzzy System for Predicting the Areal Surface Metrology Parameters
289

Technique: The Root Mean Square (RMS) and Mean
value of both ‘Force’ and ‘Vibration’ datasets were
calculated for every block. For example, Block 1
had (RMS and Mean) ‘Force’ values and (RMS and
Mean) ‘Vibration’ values affiliated to it. This feature
extraction technique was applied to both Operation1
and Operation2 datasets, thus generating eight values
of ‘Force’ and ‘Vibration’ for every block. The tem-
perature was a single value measured only once across
both Operation1 and 2 for every block. Hence, the
final training dataset comprised of 17 sample values
due to 17 blocks and each sample was associated with
the above mentioned nine features. Following such a
technique, ensured that the input and output datasets
could now be mapped easily without having to either
reduce the input dataset or duplicate the output values.
Hence, this technique embedded in an ANFIS frame-
work highlights the novelty proposed by this paper.
5.2 Overarching Model Architecture
Figure 5 shows the proposed system architecture. The
nine feature dataset as described above was subjected
to some feature extraction techniques and was then
used as input to an ANFIS model for predicting the
Sa value. The proposed model is a three-input single-
output Sugeno based ANFIS. This architecture over-
came the limitations of ‘Model 1’ as now each block
was linked to nine distinct features, all mapped to a
single Sa value thus avoiding any duplications.
5.3 Feature Extraction
To remove any biases, the sample dataset was ran-
domised. Furthermore, it was identified that the vi-
bration, force and temperature data were all scaled
differently. Therefore, to ensure equal contribution to
the model design, they all were normalised to a com-
parable scale i.e. between 0 and 1. Having nine input
features but only 17 data samples, such a dataset was
considered unfit for model training. Therefore, PCA
was applied to reduce the dimensionality and retain
the useful information of the removed features;
PCA Method: The four vibration values (i.e. RMS
and Mean from both Operation 1 and 2) were first col-
lected together and then subjected to PCA thus reduc-
ing the dimension of vibration dataset from four to
one. The same method was then applied to the four
force associated features thus reducing their dimen-
sionality to one. Following this method, the dimen-
sionality of the training dataset was reduced from nine
features at the start to three input features, i.e. PCA’d
Vibration, PCA’d Force and Temperature as shown in
Figure 5. Due to the small sample size (i.e. seven-
teen samples), it was decided to utilise 13 samples for
training i.e. a 76% and 24% split of the data.
Verification and Validation
Multiple Runs: The developed ANFIS model was
executed 100 times such that the original dataset was
randomised in each run thus producing a different
RMSE and Correlation value. This was done to ev-
idence the generalisability of the model. Therefore to
evaluate the performance, average RMSE and Corre-
lation values were calculated.
K-Fold Cross Validation: Despite the reduced di-
mensionality, such a low number of data samples
posed the risk of overfitting. Hence, 4 Fold Cross-
validation was applied. The performance was eval-
uated by calculating the average Correlation and
RMSE value obtained in each fold. This was used
to evidence the model’s diversity and robustness.
5.4 Results and Discussion
An average correlation and RMSE of 0.87 and 0.09
was obtained on running the model 100 times using
the testing data thus showing acceptable performance.
Figures 6 and 7 show the best predicted and observed
Sa values obtained among the 100 runs using test-
ing and training data. A low RMSE of 0.07 and
0.05 shows the high accuracy of the predictor. Fur-
thermore, the results obtained from the 4-Fold cross-
validation also showed a high correlation and a low
RMSE value for both the training and testing dataset,
thus evidencing model’s generalisability. The 3D sur-
face plots between the input and output, correspond-
ing to this single best run are shown in Figure 8 and
Figure 9.These plots are non-linear and within the
data minimum and maximum ranges thus suggesting
that no obvious extrapolation occurred. Furthermore,
a linear regression model and a 2 layer feed-forward
ANN were designed and used as benchmarks to com-
pare the performance. Both these models produced a
higher RMSE and a lower correlation value than the
ANFIS model thus showing an inferior performance.
Comparison between Model 1 and Model 2
Model2 achieved a lower RMSE and a higher Corre-
lation value. Some other differences were as follows:
• Model1 followed a “Bin Division” approach, util-
ising the actual dataset values thus leading to in-
formation loss. While Model2 utilised the statis-
tical features of the dataset to predict the surface
roughness and thus the preferred choice
FCTA 2020 - 12th International Conference on Fuzzy Computation Theory and Applications
290

Figure 5: Shows the system architecture of ‘Model 2’.
Figure 6: Testing data shows a linear relationship b/w the
‘Model 2’ predicted and observed Sa value.
Figure 7: Training data shows a linear relationship b/w the
‘Model 2’ predicted and observed Sa value.
• Unlike Model1, Model2 did not require to dupli-
cate the output values i.e. surface roughness val-
ues, thus generating an unbiased training dataset
6 OPTIMISATION FRAMEWORK
6.1 Motivation
The above proposed ‘ Model 2’ was capable of pre-
dicting the surface roughness i.e. Sa value, given
surface metrology parameters as input. However, to
achieve right-first-time production, it was required
to design a framework, such that given a target Sa
value as an input, the framework could predict the
optimal surface metrology values required to achieve
that target. Therefore, the following framework
was designed in which the ‘Model 2’ was reverse-
engineered. To achieve this, multi-objective optimi-
sation was applied to minimise the error between the
customer desired and model predicted Sa value until
the error value was below a defined threshold.
6.2 Objective Function
Genetic Algorithm (GA) was used for optimising two
objective functions. The first objective was to min-
imise the error between the customer desired and
model predicted Sa value. The second objective was
to minimise the Standard Deviation (SD). Therefore,
multiple predictors were designed which were vari-
ations of ‘Model 2’ . Inspired from (Mason et al.,
2017), these objective functions were also normalised
to minimise the risk of biasness during optimisation.
Mathematically;
Objective 1 =
SaTarget − MeanSaValue(x)
SaTarget
2
(1)
Objective 2 =
ST DSaValue(x)
SDEstimate
2
(2)
where, ‘MeanSaValue’ calculated the average of
the Sa value predicted by the multiple models;
‘ST DSaValue’ calculated the SD using the Sa value
A Neural-Fuzzy System for Predicting the Areal Surface Metrology Parameters
291

Figure 8: Shows 3D surface plot of Temperature and Vibra-
tion against Sa values.
Figure 9: Shows 3D surface plot of Temperature and Force
against Sa values.
predicted by the multiple models; ‘SDEstimate’ was
set to 1000 (Mason et al., 2017). ‘SaTarget’ was the
customer desired Sa value.
6.3 System Architecture
Figure 10 shows the framework used for reverse-
engineering the proposed ANFIS model. Seven AN-
FIS predictors were designed by varying the Member-
ship Functions(MFs) such as ‘Bell’ and ‘Sigmoid’.
In the first iteration of this framework, GA generated
a random set of solution and passed this solution set
to the seven ANIFS models as an input. This solution
set represented the nine features as described earlier
in Figure 5. In each iteration, the seven variations of
‘Model 2’ used the GA produced solution set to pre-
dict seven Sa values. These seven values were then
used to calculate the mean Sa value and SD which
were then passed to the optimiser(GA). Using these
values, the optimiser produced a new set of solutions,
with an aim to minimise the error objective.
6.4 Implementation
Method 1: MATLAB function called gamultiob j
was used for multi-objective optimisation. The objec-
tives were specified in two separate equations (Sec-
tion 6.2) but were optimised simultaneously. This
produced Pareto solutions. Figure 11 shows that the
solutions for Sa of 0.37, minimised the objectives to
achieve a low MSE in the range of 0.4 and 10
−8
.
Method 2: Inspired from paper (Mason et al., 2017),
the two objective functions were combined to form
a single function and each objective was assigned a
weight vector to quantify their priorities. This pro-
vided more control over optimisation by allowing
to generate solutions of interest directly rather than
Pareto solutions;
Objective = w1 ∗ (Ob jective1) + w2 ∗ (Ob jective2)
(3)
where w1 and w2 were the weights assigned to each
objective and were varied between 0 and 1. This was
because the objectives themselves were normalised
between this range of values.
6.5 Results and Discussion
Both ‘Method 1’ and ‘Method 2’, produced very sim-
ilar results. However, there was a qualitative differ-
ence between the two methods.
Method 1: This is beneficial for solving generic prob-
lems, where the decision-maker (usually analysts) are
unable to determine the priority order of the different
objectives as they are debatable and not stringent.
Method 2: This is beneficial for solving problems
where analysts can prioritise objectives according to
their goal by manipulating weights of each objective
For the proposed surface metrology problem,
‘Method 1’ was preferred as it provides analysts with
the flexibility to choose the optimal solution that
meets their goals from a range of Pareto solutions.
7 CONCLUSIONS
The increasing demand for customer-centric products
is difficult to meet when a significant amount of
time is still spent on the testing of end products.
Therefore, with a drive to substitute these inspection
processes with a ‘digital twin’, this paper presented
FCTA 2020 - 12th International Conference on Fuzzy Computation Theory and Applications
292

Figure 10: Shows the reverse-engineered framework devel-
oped for achieving right first time production.
Figure 11: Pareto-Optimal solutions obtained using
‘Method 1’ where target Sa value was set to 0.37.
an intelligent framework to predict the optimal
surface metrology parameters required for achieving
the desired surface roughness of an end product. This
was a two-stage process:
Stage 1: A 3 I/O ANFIS model was designed
to predict the surface roughness of an end product
using surface parameters such as vibration and force.
Using statistical features of these parameters in an
ANFIS model showcases the novelty.
Stage 2: ‘Model 2’ was then reverse-engineered to
compute the optimal surface metrology values such
as force and vibration required to achieve the desired
surface roughness value. An optimisation framework
was developed where GA was applied to minimise
the error between the predicted and target roughness.
Limitation and Future Work: ‘Model 2’ was
derived using the data collected from seventeen
experiments only. Such a low sample size does not
guarantee a reliable model and hence, more data shall
be collected for robust validation. Due to limited data,
the model was only tested within a limited range of
target values. Hence, the model shall be tested with a
wide range of target values. Another case study shall
also be conducted to establish emphatically that the
proposed framework for digital twin establishment
is generic to a wide range of manufacturing systems.
Finally, other modelling techniques such as SVM and
Deep Learning will be explored as ANFIS can be
restrictive in problem-specific parameter tuning.
To summarise, developing such a framework for pre-
dicting the surface roughness, will help manufactur-
ing industries to discard the in-depth product inspec-
tion process thus saving on processing time and costs.
REFERENCES
Abbas, A. T., Pimenov, D. Y., Erdakov, I. N., Taha, M. A.,
Soliman, M. S., and El Rayes, M. M. (2018). Ann sur-
face roughness optimization of az61 magnesium alloy
finish turning: Minimum machining times at prime
machining costs. Materials, 11(5):808.
Acayaba, G. M. A. and de Escalona, P. M. (2015). Pre-
diction of surface roughness in low speed turning of
aisi316 austenitic stainless steel. CIRP Journal of
Manufacturing Science and Technology, 11:62–67.
Kumar, R. and Hynes, N. R. J. (2020). Prediction and
optimization of surface roughness in thermal drilling
using integrated anfis and ga approach. Engineer-
ing Science and Technology, an International Journal,
23(1):30–41.
Mason, K., Duggan, J., and Howley, E. (2017). Multi-
objective dynamic economic emission dispatch using
particle swarm optimisation variants. Neurocomput-
ing, 270:188–197.
Papananias, M., McLeay, T. E., Mahfouf, M., and Kadirka-
manathan, V. (2019). A bayesian framework to es-
timate part quality and associated uncertainties in
multistage manufacturing. Computers in Industry,
105:35–47.
Rao, K. V. and Murthy, P. (2018). Modeling and optimiza-
tion of tool vibration and surface roughness in boring
of steel using rsm, ann and svm. Journal of intelligent
manufacturing, 29(7):1533–1543.
Specifications, G. P. (2012). Surface texture: Areal—part
2: Terms, definitions and surface texture parameters.
International Standard ISO, pages 25178–2.
Yang, A., Han, Y., Pan, Y., Xing, H., and Li, J. (2017). Op-
timum surface roughness prediction for titanium alloy
by adopting response surface methodology. Results in
Physics, 7:1046–1050.
Yang, Z., Gu, X., Liang, X., and Ling, L. (2010). Ge-
netic algorithm-least squares support vector regres-
sion based predicting and optimizing model on carbon
fiber composite integrated conductivity. Materials &
Design, 31(3):1042–1049.
A Neural-Fuzzy System for Predicting the Areal Surface Metrology Parameters
293
