
Evaluation of Safety Behavior and Work Environment of Operators
in the SME Producing Shuttlecocks
Issa Dyah Utami, Ika Deefi Anna, Trisita Novianti, Richo Dwi Cahyo
Department of Industrial Engineering, Universitas Trunojoyo, Madura, Bangkalan, Indonesia
Keywords: Safety behavior, work environment, small and medium enterprises.
Abstract: The role Small and Medium Enterprises in increasing the incomes and employment can certainly be rated for
Indonesia. The implementation of behavioral-based safety in SMEs in Indonesia is still very minimal, one of
which is the implementation at MM SME that produces shuttlecocks. The shuttlecock production processes
have not implemented a culture of work safety. Moreover, the working environment is still poor and work
standards are not applied. The application of Behavior-Based Safety (BBS) method in the research at MM
SME resulted in the values of safety behavior of 44% and unsafety behavior of 56%. The calculation of rating
indicates that the feather perforation process was unsafe. Unsafe production processes are recommended to
be improved by using the 5S method.
1 INTRODUCTION
Behavior-Based Safety (BBS) is a program to activate
employees in Occupational Health and Safety efforts.
Behavior-Based Safety strives to help management to
control unsafe work cultures in work areas that
involve operators or employees (Williams and Geller,
2000). The main cause of unsafety behavior and
unsafety conditions at work are the weaknesses in
management control that cannot be corrected only by
interfering unsafety behavior. The main purpose of
Behavior-Based Safety is to build the enthusiasm of
workers to observe if unsafety behavior occurs
directly in the workplace (Geller, 2005).
In Indonesia, the Behavior-Based Safety (BBS)
evaluation application as an effort to improve the
occupational safety and health system of employees
in small and medium enterprises (SMEs) has not
received much attention from the government and
researchers (Unnikrishnan et al., 2015; Ansori,
Sutalaksana and Widyanti, 2018)(Wang et al.,
2018)(Subramaniam et al., 2016; Subramaniam,
Mohd. Shamsudin and Lazim, 2016)(Abdullah et al.,
2016; Osman, Dhabi University Khalizani Khalid and
Mohsen AlFqeeh, 2019). This is not in line with the
conditions in which SMEs contribute more than 50%
to the economy in Indonesia. Therefore, this study
aims to evaluate the behavioral safety of one of the
SMEs in Indonesia that produces shuttlecocks. The
results of this study are expected to be an example and
increase the motivation of other SMEs in Indonesia in
implementing and improving their OHS system.
The MM SME is a SME engaged in the
manufacturing industry producing shuttlecocks
established in 2005. This SME produces 10 packs of
shuttlecock per day, in which one pack contains 50
boxes and one box contains 12 units of shuttlecocks,
meaning that MM SME can produce 6,000 units of
shuttlecocks each day. The production processes of
shuttlecocks have not implemented a culture of work
safety. The working environment is still poor and the
standards for work are not well-applied. The operator
of each machine at the MM SME still deals with
potential hazards that can cause accidents at the
workplace. The facilities and equipment to support
the tidiness of equipment and the cleanliness of the
workplace are not available. However, the types of
equipment available are brooms, trash bins, garbage
bins and shoe bins that are no longer suitable for use.
This causes ineffective and inefficient work
procedures and is risky for accidents in the workplace
because the products are various and high-quality.
Based on these problems, the research on the
prevention of occupational accidents by applying
health and safety culture, which covers Sort, Set in
Order, Shine, Standardize, and Sustain (5S) (Ghodrati
and Zulkifli, 2012; Agrahari, Dangle and Chandratre,
2015; Filip and Marascu-Klein, 2015; Sánchez et al.,
2015; Ankomah, Ayarkwa and Agyekum, 2017;
Adzrie et al., 2019) and minimizing risky behaviors
158
Utami, I., Anna, I., Novianti, T. and Cahyo, R.
Evaluation of Safety Behavior and Work Environment of Operators in the SME Producing Shuttlecocks.
DOI: 10.5220/0010305500003051
In Proceedings of the International Conference on Culture Heritage, Education, Sustainable Tourism, and Innovation Technologies (CESIT 2020), pages 158-164
ISBN: 978-989-758-501-2
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

by analyzing Behavior-Based Safety (BBS) approach
(Geller, 2005; Ismail, 2012; Persekutuan, 2015;
Skowron-Grabowska and Sobociński, 2018) needs to
be carried out.
2 RESEARCH METHOD
This research was conducted at the MM SME that
produces shuttlecocks. This study uses qualitative
methods through the CBC (Critical Behavior
Checklist) questionnaires, interviews and direct
observations. The questionnaires were distributed to
70 operators in the production area. The supporting
data of this research were obtained by collecting
information on work accidents and documentation in
the production area. The first step was identifying
unsafe behaviors. The identification table contains the
types of the production processes, the hazards, the
consequences of the potential hazards, the description
of the operators when working and the causes of
hazards. The stages in the CBC questionnaire include
assessing the aspects of the work environment,
namely floors, spatial planning, leakage prevention,
state of the facilities, and temperature. The equipment
and facilities include barriers and protectors, lifting
equipment, correct use, and the state of the
equipment. The personal protective equipment
comprises hand, face, eye, feet, fall, respiratory,
hearing and body protection equipment. The body use
and position include the eye safety at work and the
dangerous path. The aspects of the procedures consist
of work preparation, lock-out and tag-out.
The formula for calculating the safe score stated
by (Williams and Geller, 2000) is as follows:
%𝑆𝑎𝑓𝑒𝑡𝑦 𝑠𝑐𝑜𝑟𝑒
𝑇𝑆𝑂
𝑇𝑆𝑂 𝑇𝑅𝑂
100%
(1)
Note: TSO (Total Safety Observation) and TRO
(Total Risk Observation).
According to (Salem et al., 2007), the scoring and
calculation of unsafety behaviour rating numbers
indicate the range of values from 0 to 1, where the
security level is still in a safe condition, and vice versa
if it shows a range from 0 to (-1), and then classified
as unsafe condition. The formula (2) was used for the
rating calculation.
Rating =
∑
∑
∑
∑
(2)
Behavioral observation card was used to assess
the safety and danger of the operator's behavior in
carrying out the work and maintaining the work
environment. This research used Likert scale 1 to 5 as
shown in Table 1.
Table 1: The assessment of safety and risk levels.
Safety Risk
Score Description Score Description
5
Very high
safet
y
5
Very high
hazar
d
4Hi
g
h safet
y
4
High
hazard
3Medium safet
y
3
Medium
hazard
2Low safet
y
2
Low
hazar
d
1Ver
y
low safet
y
1
Very low
hazar
d
The efforts to achieve an attitude become tangible
necessary supporting factors, and among others are
facilities. Facilities are resources to support safety
behaviors. It was found that the workplace in the MM
SME was not well structured. However, workers had
the desire to implement a good workplace
arrangement. These were proven in the results of
interview with an informant that he sorted goods,
returned goods to the workplace, cleaned the
workplace, and often had difficulty finding
equipment. The attitude of workers were still poor in
implementing a good workplace, and this was
evidenced by messy and disorganized condition of
workplace. Therefore, the efforts to improve the
workers’ behaviors can be conducted by structuring
the work environment using the following 5S
principles (Sort, Set in Order, Shine, Standardize, and
Sustain).
1. A brief design includes the method of selecting
materials and equipment that are used and not.
Critical Behavior Checklist is used to classify
equipment, materials, and objects that are in a
good condition, deformed, or damaged.
Equipment and objects that are not used are
also labelled with particular symbols.
2. Neat design involves the storing of equipment,
materials, and objects by disposing or placing
them in a storing place when they are no longer
used. They are stored based on the frequency of
use. The stored equipment and layout are given
labels.
3. The design of dress comprises several cleaning
phases involving workers’ participation.
Evaluation of Safety Behavior and Work Environment of Operators in the SME Producing Shuttlecocks
159

Partial cleaning involves the operators at the
production stations. It can be done by making
schedules, steps for cleaning, and procurement
of Personal Protective Equipment (PPE).
4. The design of care includes the stages of
maintaining and implementing the initial 3S
and making SOP (Standard Operating
Procedure) by taking into account the safety.
5. The design of diligent behavior includes the 5S
and SOP processing steps. Reward is granted
for those implementing the 5S principles and
SOPs, while punishment is given for the
violators of those regulations. Information on
OHS implementation is also continuously
provided.
3 RESULT AND DISCUSSION
This section describes the results of identification of
the unsafety behaviors applied by the MM SME
producing shuttlecocks, safety behavior index
calculation, rating and evaluation of the 5S (Sort, Set
in Order, Shine, Standardize, and Sustain) design.
The number of employees at MM is 100 people, with
71 production employees. Table 2 presents the
number of employees at each work station. All
employees in the production section became the
respondents in this study to provide information about
their behaviors at workplace by filling out the critical
behavior checklists. Table 3 demonstrates the
activities that cause unsafety behaviors in the shop
floor.
Table 2: The number of daily production operators.
No Work Station Operators
1
Feather selection and
oven 10
2 Feather perforation 10
3 Duck perforation 2
4 assembling 8
5 Stitchin
g
8
6 Controllin
g
6
7 Gluin
g
and dr
y
in
g
8
8 Testin
g
7
9 Packaging 12
Table 3: The identification of unsafety behaviors.
Process Shuttlecocks production
p
rocess
Hazar
d
Unprotected machinery
and equipment, slippery
floors, scattered items,
dust, chemicals, dirt, and
liquids
Exposure Infrequently
Deviation Operators do not wear
personal protective
equipment such as gloves,
masks, goggles, safety
shoes, and do not apply
cleanin
g
procedures, etc.
Consequence Wounds, sliced fingers,
shortness of breath, eye
pain, itching, eye irritation,
blisters, skin irritation,
faintin
g
, bruisin
g
, blisters
Cause Operators dot use PPE and
implemen
t
5S
Analysis on the information obtained from CBC
questionnaires on the behaviors of 10 operators in
feather selection station shows the following scores
of safety and risk levels, as presented in Table 4.
Table 4: The summary of responses to CBC questionnaires
on the behaviors of 10 operators in feather selection station.
Critical Behavior Checklists
in Feather Selection Station
Behavior REF. Safe At Ris
k
Work Environment 0 0 0
Spatial layou
t
1.1 25 37
Floo
r
1.2 23 31
Lighting 1.3 24 30
The condition of goods
and facilities
1.4 23 36
Temperature 1.5 25 30
Personal Protective
Equipment (PPE)
2 0 0
Eye protective
equipmen
t
2.1 25 29
Hand protective
equipmen
t
2.2 27 29
Respiratory
p
rotective
equipmen
t
2.3 25 33
Hearing
p
rotective
equipmen
t
2.4 30 30
CESIT 2020 - International Conference on Culture Heritage, Education, Sustainable Tourism, and Innovation Technologies
160

Foo
t
p
rotective
equipmen
t
2.5 30 30
Body
p
rotective
equipmen
t
2.6 29 31
Fall protective
equipmen
t
2.7 30 30
Equipment and
Facilities
3 0 0
Barrier equipment and
p
rotective equipmen
t
3.1 30 32
Lifting equipmen
t
3.2 29 30
The proper use of
equipmen
t
3.3 29 30
The condition of
equipmen
t
3.4 28 31
Bod
y
Use and Position 4 0 0
Eye safety at wor
k
4.1 30 30
Hazardous path 4.2 25 31
Procedures 5 0 0
Work preparation 5.1 30 31
Loc
k
-ou
t
/Tag-ou
t
5.2 30 30
Total 547 621
The calculation shows the safety score in the
feather selection station of 46%. This result implies
54% unsafety or potential of occupational accidents.
In terms of the measurement of unsafety behavior,
if the score ranges from 0 to 1, the condition is
considered safe, while if the score ranges from 0 to -
1, the condition is perceived unsafe.
Tables 5 and 6 demonstrate the identification
results of critical behaviors in feather perforation and
duck perforation.
Table 5: The summary of responses to CBC questionnaires
on the behaviors of operators in feather perforation station.
Critical Behavior Checklist in Feather
Perforation Station
Behavior REF. Safe At
Risk
Work
Environment 00 0
Spatial layou
t
1.1 23 37
Floo
r
1.2 22 30
Lighting
1.3 22 30
The condition
of goods and
facilities 1.4 19 38
Temperature
1.5 23 30
Personal
Protective
Equipment
(PPE) 20 0
Eye protective
equipmen
t
2.1 20 30
Hand
protective
equipmen
t
2.2 14 40
Respiratory
protective
equipmen
t
2.3 30 33
Hearing
protective
equipmen
t
2.4 30 30
Foo
t
p
rotective
equipmen
t
2.5 32 31
Body
protective
equipmen
t
2.6 30 32
Fall protective
equipmen
t
2.7 33 28
Equipment
and Facilities 30 0
Barrier
equipment and
protective
equipmen
t
3.1 19 32
Lifting
equipmen
t
3.2 29 30
The proper use
of equipmen
t
3.3 29 30
The condition
of equipmen
t
3.4 26
3
3
Bod
y
Use and
Position 40 0
Eye safety at
wor
k
4.1 30 30
Hazardous
p
ath 4.2 21 37
Procedures
50 0
Work
p
reparation 5.1 30 31
Loc
k
-ou
t
/Tag-
ou
t
5.2 30 31
Total
512 643
Evaluation of Safety Behavior and Work Environment of Operators in the SME Producing Shuttlecocks
161
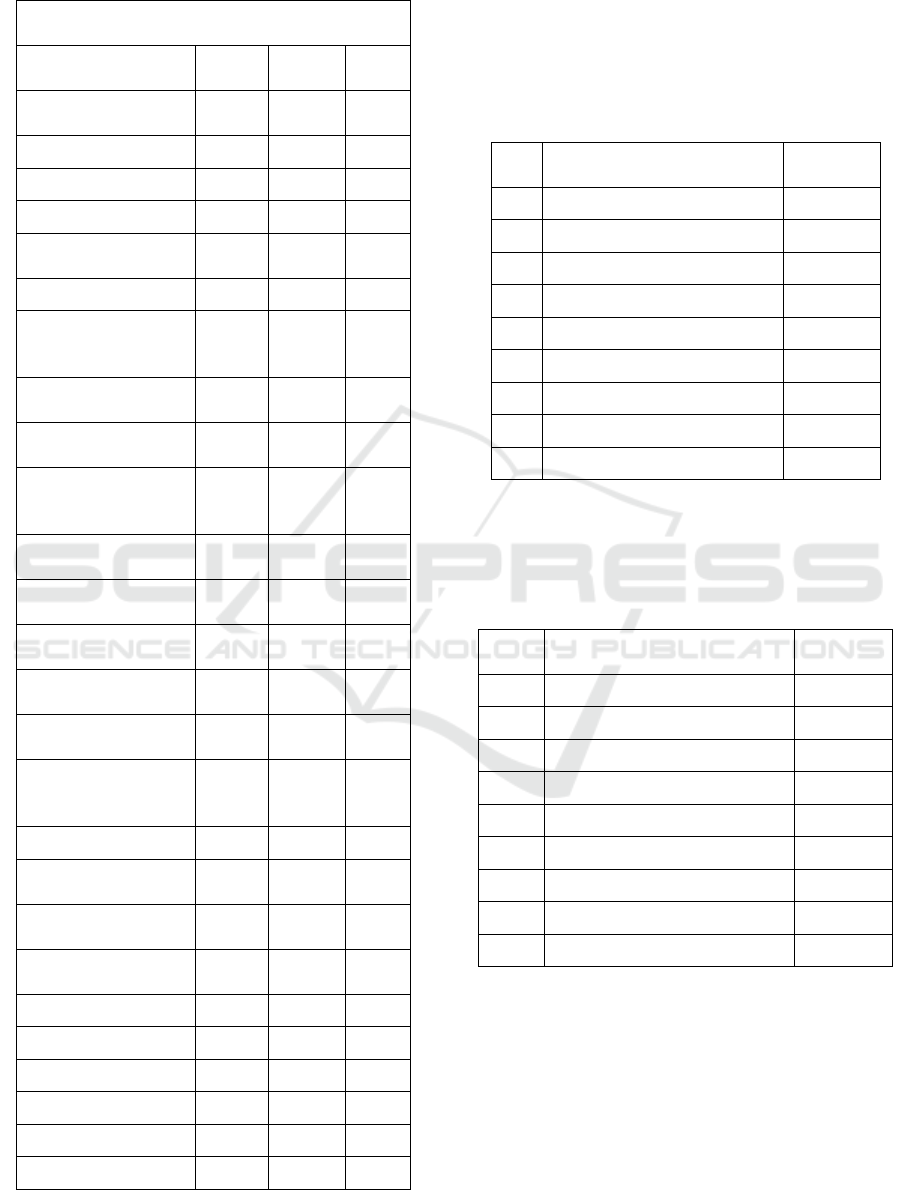
Table 6: The summary of responses to CBC questionnaires
on the behaviors of operators in duck perforation station.
Critical Behavior Checklist in Duck
Perforation Station
Behavior REF. Safe At
Risk
Work
Environment 0 0 0
Spatial layou
t
1.1 6 6
Floo
r
1.2 6 6
Lighting
1.3 6 6
The condition of
goods and facilities 1.4 4 7
Temperature
1.5 8 6
Personal
Protective
Equipment (PPE) 2 0 0
Eye protective
equipmen
t
2.1 4 8
Hand protective
equipmen
t
2.2 4 6
Respiratory
protective
equipmen
t
2.3 4 7
Hearing
p
rotective
equipmen
t
2.4 6 7
Foo
t
p
rotective
equipmen
t
2.5 6 6
Body protective
equipmen
t
2.6 6 6
Fall protective
equipmen
t
2.7 6 6
Equipment and
Facilities 3 0 0
Barrier equipment
and protective
equipmen
t
3.1 6 7
Lifting equipmen
t
3.2 6 6
The
p
roper use of
equipmen
t
3.3 6 6
The condition of
equipmen
t
3.4 6 7
Bod
y
Use and
Position 4 0 0
Eye safety at wor
k
4.1 4 6
Hazardous path
4.2 6 6
Procedures
5 0 0
Work preparation
5.1 6 7
Loc
k
-ou
t
/Tag-ou
t
5.2 6 6
Total
112 128
The summary of safety score calculation of the
results of observation on the nine processes in
producing shuttlecocks is presented in Table 7. The
safety score in the feather selection process was 46%,
denoting 54% potential of risky working condition
and behavior.
Table 7: Safety scores of nine processes.
N
o. Processes Safety
Score
1
Selection and feather oven 0.468322
2
Feather perforation 0.443290
3
Duck perforation 0.466667
4
Assemblin
g
0.568432
5
Stitching 0.530271
6
Controlling 0.603974
7
Gluin
g
and dr
y
in
g
0.491886
8
Testin
g
0.553687
9
Packa
g
in
g
0.452684
The summary of scoring calculation on safety and
unsafety behaviors of workers in each process of
production is demonstrated in Table 8.
Table 8. The summary of rating scores.
No. Shuttlecock Production
Processes
Ratin
g
1
Feathe
r
selection and oven -0.1191
2
Feather perforation -0.2036
3
Duck perforation -0.1245
4
Assembling 0.31671
5
Stitching 0.12874
6
Controlling 0.52403
7
Gluing and drying -0.0319
8
Testing 0.24019
9
Packaging -0.1728
The ratings of behaviors in feather selection,
feather perforation, duck punching, gluing and
packaging processes ranged from 0 to -1; and thus,
the conditions were classified unsafe. The unsafe
production processes were then further evaluated for
improvement using the 5S principles of health and
safety culture (Sort, Set in Order, Shine, Standardize,
and Sustain).
CESIT 2020 - International Conference on Culture Heritage, Education, Sustainable Tourism, and Innovation Technologies
162

The results of 5S evaluation were yielded after the
calculation of safety and unsafety rating scores at
each production process. The processes include father
selection, feather perforation, duck perforation,
gluing and packaging. The activities of operators in
applying 5S and SOP procedures were observed by
the person in charge in each station.
Work safety procedures set in the MM SME
Guidance regulate that operators must use Personal
Protective Equipment (PPE), comply with OHS
(Safety, Health and Work), apply 5S, report and
document unsafety conditions to superiors, be honest
and attend OHS briefings. The briefing is held every
Monday before the production process starts. The
activity aims to provide various information to
operators, including OHS, compliance with SOP and
5S, potential hazards and how to overcome them, the
latest OHS issues, etc. It is usually conducted in five
to 15 minutes and all operators are required to attend.
The Personal Protective Equipment used in the
MM SME includes:
a. Clothes protective equipment
This equipment protects the body from liquid,
dust, and dirt. Some of the equipment are apron
clothes from fabric or leather and waterproof
clothes from parachute that can be used in
humid work place.
b. Hearing protective equipment
It functions to prevent noise resulted from
machines. The equipment is commonly made
of rubber, hard plastic, soft plastic, wax, and
cotton.
c. Eye and face protective equipment
It is commonly made of plastic and functions to
shields eye and face from small materials, heat,
light, and radiation.
d. Respiratory protective equipment
This equipment protects nose and mouth, as
well as respiratory system from pollution at
work place.
e. Hand protective equipment
It protects fingers of exposure to fire, heat,
chemicals, radiation, scratches, and collisions.
This equipment to shield hands from heat and
fire is made of asbestos, cotton, and wool.
Equipment to protect wound and scratches is
made of leather. Synthetic materials are used
for chemical hazards.
f. Foot protective equipment
The equipment protects toes and soles of feet
from being hit by hard objects, liquid spills,
tripping, and slips, being punctured by objects,
the hazards of hot water, dirt, and cold. Shoes
are made of plastic or synthetic rubber, and
leather with a rough surface.
Socialization and information are provided in the
forms of pictures or posters so that operators and
others will notice and understand them more easily.
4 CONCLUSION
Identification of potential hazards was done at each
shuttlecock production station by examining the data
of accidents. In the process of feather selection, the
danger was from hot objects and equipment used in
the feather curing. Direct contact with hot equipment
could cause the palm to bend if operator did not
implement the 5S principles. The feather perforation
process with sharp knives could endanger the
operators. The 5S principles were not applied so that
the operators were vulnerable to finger-cuts. The
results of identifying unsafety behavior were
evaluated using the SBI (Safety Behavior Index)
(Mohammad, Zuraida and Esmail, 2018) calculation.
SBI values in the feather selection process, the feather
perforation process, the duck perforation process, and
tide process were 0.468, 0.443, 0.466, and 0.568,
respectively. Meanwhile, the SBI values in the
sewing process, the service process, the gluing and
drying process, the test process and the packaging
process were 0.53, 0.603, 0.491, 0.533, and 0.452,
respectively. The SBI results that were more than
50% or 0.50 indicated the implementation of safety
behaviors. The rating calculation showed the unsafe
production processes, where the values in the feather
selection, feather perforation, duck perforation,
gluing, and packaging processes were -0.119, -0.203,
-0.124, -0.031, and -0.172, respectively, denoting
negative values as represented by 0 to -1 scores.
The evaluation of improvements was carried out
with the 5S principles by examining the production
processes and the result showed that the processes
were considered fairly unsafe. Therefore, a short
design was made by selecting equipment and items
needed. The equipment and items that were not
required in the processes were given red labels. Neat
design was created by organizing and storing items
according to the frequency of use. Name labels and
storage areas, such as toolboxes, cabinets, and small
shelves, were provided. Dresses were designed by
making cleaning schedules and rules, including time,
cleaning tools used, and responsibilities. The
procurement of PPE (Personal Protective Equipment)
was performed by considering the needs of operators.
The design of care was made by setting SOP
(Standard Operating Procedure) of 5S and PPE so that
Evaluation of Safety Behavior and Work Environment of Operators in the SME Producing Shuttlecocks
163

the 5S principles could be applied earlier. Salary was
designed by customizing the SOPs, giving
punishment to SOP violators, and granting rewards to
SOP implementers. The information was announced
by using pictures, posters, and weekly briefing to
discuss about OHS.
ACKNOWLEDGMENT
This research publication was funded by the Faculty
of Engineering, Universitas Trunojoyo Madura.
REFERENCES
Abdullah, M. S. et al., 2016. ‘Safety Culture Behaviour in
Electronics Manufacturing Sector (EMS) in Malaysia:
The Case of Flextronics’, Procedia Economics and
Finance. Elsevier B.V., 35(October 2015), pp. 454–
461. doi: 10.1016/s2212-5671(16)00056-3.
Adzrie, M. et al., 2019. ‘Implementation of 5s in Small and
Medium Enterprises ( SME )’, 1(1), pp. 1–18.
Agrahari, R. S., Dangle, P. A. and Chandratre, K. V., 2015.
‘Implementation Of 5S Methodology In The Small
Scale Industry A Case Study’, International Journal of
Scientific & Technology Research, 4(4), pp. 180–187.
Ankomah, E. N., Ayarkwa, J. and Agyekum, K., 2017. ‘A
theoretical review of Lean implementation within
construction SMEs’, 6th International Conference on
infrastructure development in Africa, (April), pp. 71–
83..
Ansori, N., Sutalaksana, I. Z. and Widyanti, A.., 2018.
‘Comparison Between Key Success Factors in Safety
Behavior in Small- and Medium-Sized Enterprises
(SMEs) and Large Industries, and Development of a
Hypothetic Model for Safety Behavior in Indonesian
SMEs’, KnE Life Sciences, 4(5), p. 582. doi:
10.18502/kls.v4i5.2587.
Filip, F. C. and Marascu-Klein, V., 2015. ‘The 5S lean
method as a tool of industrial management
performances’, IOP Conference Series: Materials
Science and Engineering, 95(1). doi: 10.1088/1757-
899X/95/1/012127.
Geller, E. S., 2005. ‘Behavior-based safety and
occupational risk management’, Behavior
Modification, 29(3), pp. 539–561. doi:
10.1177/0145445504273287.
Ghodrati, A. and Zulkifli, N., 2012. ‘A Review on 5S
Implementation in Industrial and Business
Organizations’, IOSR Journal of Business and
Management (IOSR-JBM), 5(3), pp. 11–13.
Ismail, F., 2012. ‘Steps for the Behavioural Based Safety:
A Case Study Approach’, International Journal of
Engineering and Technology, 4(5), pp. 594–596. doi:
10.7763/ijet.2012.v4.440.
Mohammad, A., Zuraida, A. and Esmail, J. M.., 2018. ‘A
Conceptual Framework for Upgrading Safety
Performance by Influence Safety Training,
Management Commitment to Safety and Work
Environment: Jordanian Hospitals’, International
Journal of Business and Social Research, 8(7), pp. 25–
35. doi: 10.18533/ijbsr.v8i7.1117.
Osman, A., Dhabi University Khalizani Khalid, A. and
Mohsen AlFqeeh, F., 2019. ‘Exploring the Role of
Safety Culture Factors Towards Safety Behaviour in
Small-Medium Enterprise’, International Journal of
Entrepreneurship, 23(3), pp. 1939–4675.
Persekutuan, W., 2015. ‘Level of Awareness on Behaviour-
Based Safety ( Bbs ) in Manufacturing Industry
Towards Reducing Workplace Incidents’, 3(1), pp. 77–
88.
Salem, O. et al., 2007. ‘A behaviour-based safety approach
for construction projects’, Lean Construction: A New
Paradigm for Managing Capital Projects - 15th IGLC
Conference, (July), pp. 261–270.
Sánchez, P. M. et al., 2015. ‘Impact of 5S on quality ,
productivity and organizational climate - Two Analysis
Cases’, Proceedings of the 2015 International
Conference on Operations Excellence and Service
Engineering, (Cura 2003), pp. 748–755.
Skowron-Grabowska, B. and Sobociński, M. D., 2018.
‘Behaviour Based Safety (BBS) - Advantages and
Criticism’, Production Engineering Archives, 20(20),
pp. 12–15. doi: 10.30657/pea.2018.20.03.
Subramaniam, C. et al., 2016. ‘The influence of safety
management practices on safety behavior: A study
among manufacturing smes in Malaysia’, International
Journal of Supply Chain Management, 5(4), pp. 148–
160.
Subramaniam, C., Mohd. Shamsudin, F. and Lazim, M.,
2016. ‘Safety Management Practices and Safety
Compliance: A Model for SMEs in Malaysia’, in The
European Proceedings of Social & Behavioural
Sciences, pp. 856–862. doi:
10.15405/epsbs.2016.08.120.
Unnikrishnan, S. et al., 2015. ‘Safety management practices
in small and medium enterprises in India’, Safety and
Health at Work. Elsevier Ltd, 6(1), pp. 46–55. doi:
10.1016/j.shaw.2014.10.006.
Wang, Q. et al., 2018. ‘Analysis of Managing Safety in
Small Enterprises: Dual-Effects of Employee Prosocial
Safety Behavior and Government Inspection’, BioMed
Research International. Hindawi, 2018. doi:
10.1155/2018/6482507.
Williams, J. H. and Geller, E. S., 2000. ‘Behavior-Based
Intervention for Occupational Safety: Critical Impact of
Social Comparison Feedback’, Journal of Safety
Research, 31(3), pp. 135–142. doi: 10.1016/S0022-
4375(00)00030-X.
CESIT 2020 - International Conference on Culture Heritage, Education, Sustainable Tourism, and Innovation Technologies
164
