
Effect of High Speed Machining on the Turning Aluminum Alloy 6061
of the Integrity Coated TiAlN/TiN Cutting Tool Carbide
Sunarto and Razali
Department of Mechanical Engineering, Politeknik Negeri Bengkalis, Jalan Bathin Alam, Bengkalis, Indonesia
Keywords: Cutting Speed (Vc), Cutting Tools, Coating Materials, Titanium.
Abstract: Improved performance of carbide cutting tools that are widely used in the field of the metal cutting machining
process is done by coating the base material of the cutting tool with the coating material. From the results of
previous research, it was concluded that cutting tools coated with Titanium Aluminum Nitride and Titanium
Nitride (TiAlN/TiN) have toughness when cutting stainless steel. Other studies have concluded that coating
materials do not work properly when used to cut nonferrous metal alloys (Titanium). The integrity of the
coating element is very closely related to the mechanism of cutting tool wear in the form of chemical reactions.
The response between TiAlN/TiN coating material and the cut base material of Aluminum alloy 6061 became
the subject to be observed in this study. The cutting method is divided into three categories, namely low with
cutting speed Vc 800 m/min, medium with cutting speed Vc 1000 m/min, and high with cutting speed of 1200
m/min. The results of the study concluded that each cutting condition specified for each TiAlN/TiN coating
element observation point has not been found.
1 INTRODUCTION
Cutting speed above ≥ 1000 m/min for cutting
aluminum alloy material type is categorized in high
speed machining (Schulz & Moriwaki, 1992). The
impact arising from high cutting speed is the
increasing cutting temperature (Schey, 2000)
(Abhang, L.B., et al, 2010) (Nouari, et al, 2003).
According to Rochim (1993), the result of oxidation
at high cutting speeds resulted in decreased cutting
tool carbide resistance. Efforts are made to improve
the toughness of cutting tool carbide (WC+Co) by
coating the base material of the cutting tool using
coating materials including Titanium Aluminum
Nitride (TiAlN) and Titanium Nitride (TiN). It is
expected that the coating can serve as a solid lubricant
and as a sealing wall between the base material of the
cutting tool against the workpiece, thus the rate of
damage to the cutting tool can be suppressed.
According to Yin Fei, et al, (2005) multilayer layers
made on layered cutting tool carbide (TiAlN/TiN)
have high hardness, are wear-resistant, more resilient
in cutting when compared to coatings made of
monolayers (TiAlN), this study was conducted on the
lathe using stainless steel material with a cutting speed
(Vc) of 220 m/min, feeding motion (f) 0.2 mm
/round and cutting depth (a) 0.2 mm. The performance
of the Titanium Nitride (TiN) coating found in the cutting.
tool is not by its function when cutting the Alloy
Titanium Ti-6246 at a cutting speed milling operation
(Vc) of 55 m/min, feeding motion (f) 0.1 mm/tooth and
feeding depth (a) 2 mm were found to have an exfoliating
coating at the beginning of the initial wear process and
were concluded as a result of high reactivity to Titanium
Ti-6246 during the cutting process (S.Sharif, et al. 2008).
Other findings relating to the exfoliation of coatings
against cutting tool base materials at the beginning of
cutting were also presented by G.A. Ibrahim, et al, (2010)
on Titanium alloy material with lathe operation with
cutting speed (Vc) off 55 m/min, feeding motion (f) 0.15
mm/round and cut depth (a) 0.10 mm.
To see the integrity of coating materials in this
study the authors will conduct experiments that are
cutting Aluminum alloy 6061 using layered cutting
tool carbide of Titanium Aluminum Nitride and
Titanium Nitride (TiAlN/TiN) at cutting speeds of
800, 1000, and 1200 m/min in cutting conditions
without the use of coolant.
1.1 High-speed Machining
High-Speed Machining is one of today's modern
technologies, where in comparison with conventional
Sunarto, . and Razali, .
Effect of High Speed Machining on the Turning Aluminum Alloy 6061 of the Integrity Coated TiAlN/TiN Cutting Tool Carbide.
DOI: 10.5220/0010946900003260
In Proceedings of the 4th International Conference on Applied Science and Technology on Engineering Science (iCAST-ES 2021), pages 423-428
ISBN: 978-989-758-615-6; ISSN: 2975-8246
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)
423
cutting processes it is possible to improve the
efficiency, accuracy, and quality of the workpiece and
at the same time can lower the costs and machining
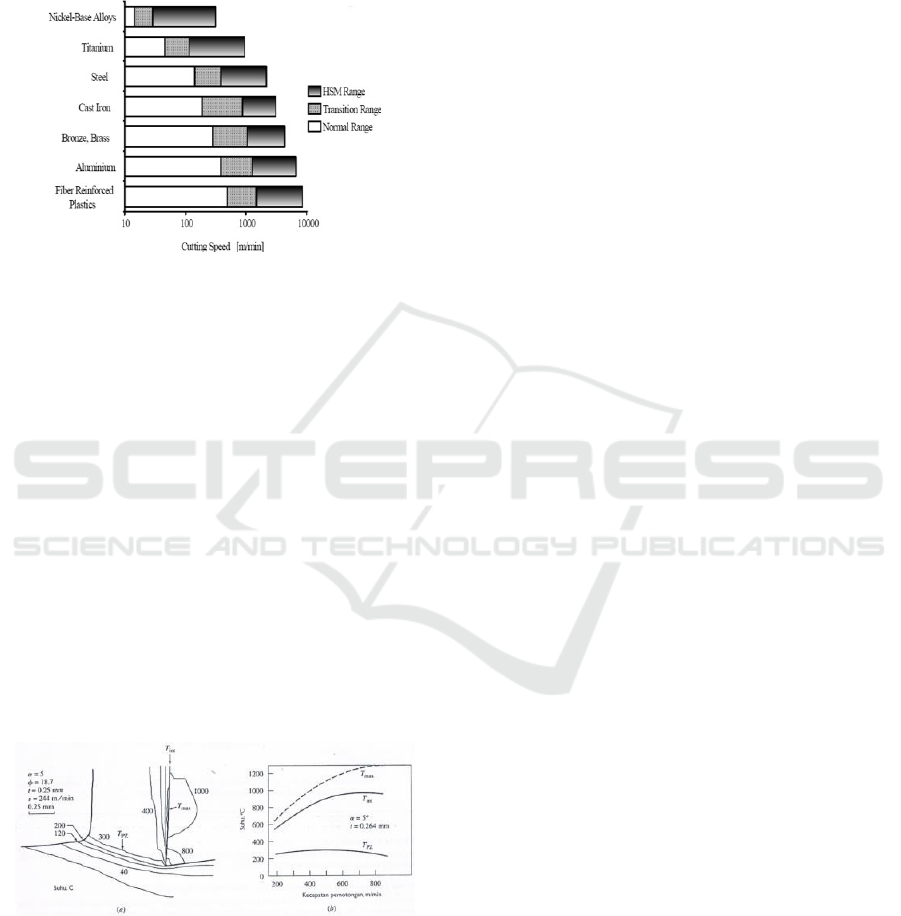
times. Schulz (1992) says that the process of high-
speed machining is determined based on the type of
material used as shown in Figure 1.
Figure 1: Cutting Speed at High-Speed Processes.
1.2 Cutting Temperature
Because the cutting area continues to move on the
workpiece, the heating rate in front of the cutting tool
is relatively small, and at least at high cutting speeds,
most of the heat (more than 80%) is carried away by
the chip. Nevertheless, the cutting tool continuously
intersects with the chip since there is no heat sealing
layer, the side face of the cutting tool becomes hot.
Friction on the face of the cut side (deformation in the
cutting area of the secondary) is also the cause of
heating. Detailed calculation results show that the
maximum temperature occurs on the face of the cut
side which is located a bit far from the end of the
cutting tool before the chip is lifted. As expected, the
maximum temperature (Tmax) and average interface
temperature (Tint) rise as the cutting speed increases,
as shown in Figure 2.
Figure 2: (a) Calculation of temperature distribution in chip
and cutting tools, (b) Temperature variation with cutting
speed during AISI 1016 steel cutting with carbide cut
chisel.
According to Abhang L.B et al, (2010) in their
research on the lathe process using alloy steel
workpieces with EN-31 series temperature increase in
cutting tool is the effect of cutting conditions. More
clearly they elaborate as follows:
1. Result of cutting speed (Vc) The cutting speed
greatly affects the increase in cutting
temperature. They further explained that the
increasing speed of friction cutting will
increase, which will lead to an increase in
temperature in the cutting zone.
2. As a result of the motion of eating (f) With
increased feeding motion (f) affecting the
growl, causing increased friction and causing
a rise in cutting temperatures, this is as
reported by Shaw (1984), Stephenson (1992).
3. Resulting from cutting depth (a) Changes in
cutting temperature are recorded in the cutting
zone as a function of cutting depth for different
cutting speeds and feeding motions with a
constant cutting tool radius (0.4mm).
1.3 Mecanishm Cutting Tool Wear
One of the mechanisms of cutting tool wear is a
chemical reaction. Two surfaces that rub against each
other with considerable pressure along with an active
chemical environment (air or coolant with a certain
composition) can cause interaction between the
cutting tool material and the workpiece. The newly
formed workpiece material surface (the sultry surface
and the cut workpiece surface) are so chemically
active that it is easy to react again and stick to the
cutting tool surface. At low cutting speeds, oxygen in
the air in the gaps between the cutting tool with a
growl or workpiece has the opportunity to react with
the material of the workpiece to reduce the degree of
unification with the surface of the cutting tool. As a
result, the contact area where the shift between the
cutting tool and the chip/workpiece will be wider so
that the wear and tear process due to friction will
occur faster. To observe damage/wear of the cutting
tool coating as a result of chemical reactions used
Microscope Elekron Scanning and Energy Dispersive
X-Ray Spectroscopy (SEM-EDS). SEM- EDS is a
tool that can provide direct information about the
topography (texture of the sample surface),
morphology (shape and size), composition
(constituent elements of the sample), as well as
crystallography information (atomic arrangement of
the sample preparation).
Ginting (2006) damage to the coating element in
the form of coating delamination is the occurrence of
loss of cutting tool in the form of layers from
surface of the cutting tool. The exfoliation of the
coating can be seen in Figure 3.
iCAST-ES 2021 - International Conference on Applied Science and Technology on Engineering Science
424
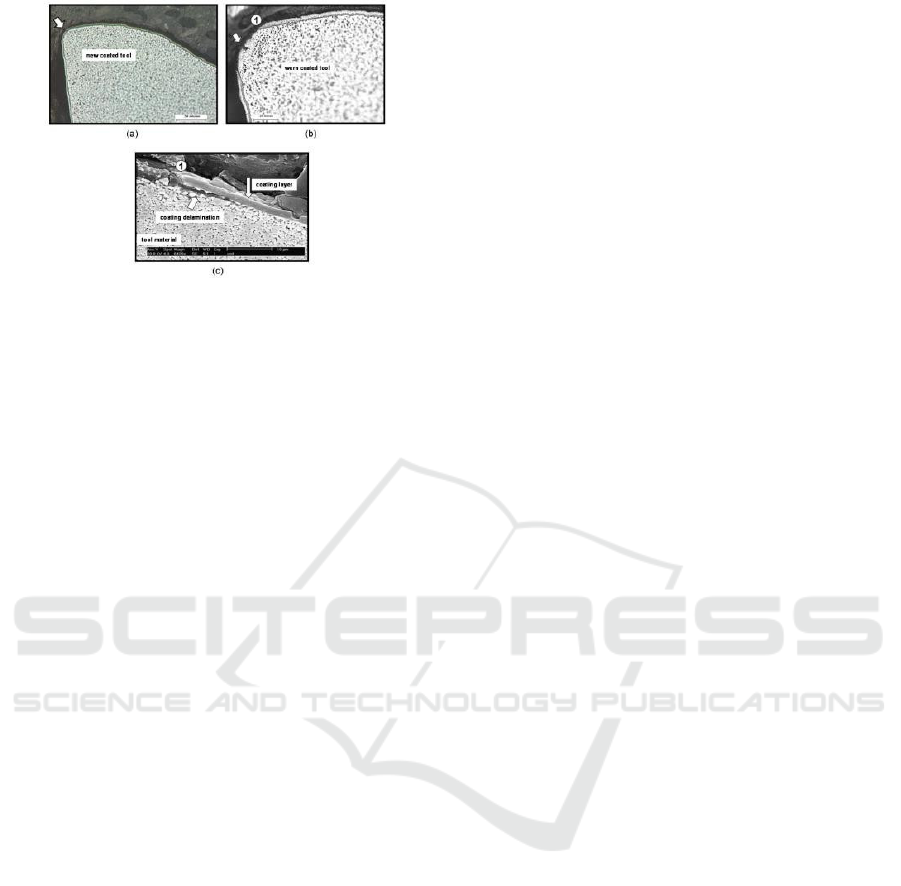
Figure 3: Coating Delamination Cutting Tool.
According to Nouari and Ginting (2006), in the case
of cutting tool coated exfoliation occurs with the
beginning of micro-cracks that take place inside the
coating layer and then followed by the rapid removal
of the layer material. In general, the investigation of
coating peeling is not an easy job, it is due to the
complex interaction between several factors that play
a role in exfoliation such as Dry Machining Operation
Environment (DMOE), the nature of coating
materials, and the interaction between cutting tool,
layers, and workpieces.
2 RESEARCH METHOD
Research on the effect of high cutting speed on the
turning of aluminum 6061 on the integrity of cutting
tool carbide coated TiAlN/TiN material was
conducted experimentally. Observing the integrity of
the coating material is done by dividing it into three
cutting conditions, namely low, medium and high
cutting conditions.
a)
Data retrieval under low category cutting
conditions is carried out with the following
steps:
1)
Cutting Aluminum alloy 6061 with cutting
speed (Vc) of 800 m/min, feeding motion (f)
0.2 mm/round, cutting depth (a) 1.5 mm,
and cutting time length (tc) more than 6
minutes (ISO 3685, 1977).
2)
The integrity of coating materials is
detected using Energy Dispersive X-Ray
Spectroscopy (EDS).
b)
Data retrieval in category medium conditions is
being done with the following steps:
1)
Cutting Aluminum alloy 6061 with cutting
speed (Vc) of 1000 m/min, feeding motion
(f) 0.2 mm/round, cutting depth (a) 1.5 mm,
and cutting time (tc) more than 6 minutes
(ISO 3685, 1977).
2)
The integrity of coating materials is
detected using Energy Dispersive X-Ray
Spectroscopy (EDS).
c)
Data retrieval under high category cutting
conditions is carried out with the following
steps:
1)
Cutting Aluminum alloy 6061 with cutting
speed (Vc) of 1200 m/min, feeding motion
(f) 0.2 mm/round, cutting depth (a) 1.5
mm, and cutting time (tc) longer than 6
minutes (ISO 3685, 1977).
2)
The integrity of coating materials is
detected using Energy Dispersive X-Ray
Spectroscopy (EDS).
3 RESULT AND DISCUSION
3.1 Low Category Cutting
Detection results using Energy Dispersive X-Ray
Spectroscopy (EDS) after cutting Aluminum alloy
6061 in the low category at the 7 spectrum
observation point were not found elements of
TiAlN/TiN coating material and the discovery of
Tungsten element (W) by 52.20% and Cobalt
element (Co) by 3.92%. Tungsten (W) and Cobalt
(Co) are the basic ingredients of cutting tools carbide
(WC+Co). An aluminum element of 14.54% is
indicated as a chip of a cut workpiece attached to the
surface of the cutting tool. Meanwhile, at the
observation point of spectrum 6 also not found
elements of TiAlN/TiN coating material and the
discovery of tungsten element (W) of 60.72 % and
cobalt element (Co) of 4.06% more than at the
observation point of spectrum 7.
Based on the above EDS results can be said that
at the speed of cutting speed 800 m/min coating
material elements namely Titanium Aluminum
Nitride (TiAlN) and Titanium Nitride (TiN) has not
been found. The EDS results can be seen more clearly
in Figure 4 and Figure 5:
Effect of High Speed Machining on the Turning Aluminum Alloy 6061 of the Integrity Coated TiAlN/TiN Cutting Tool Carbide
425
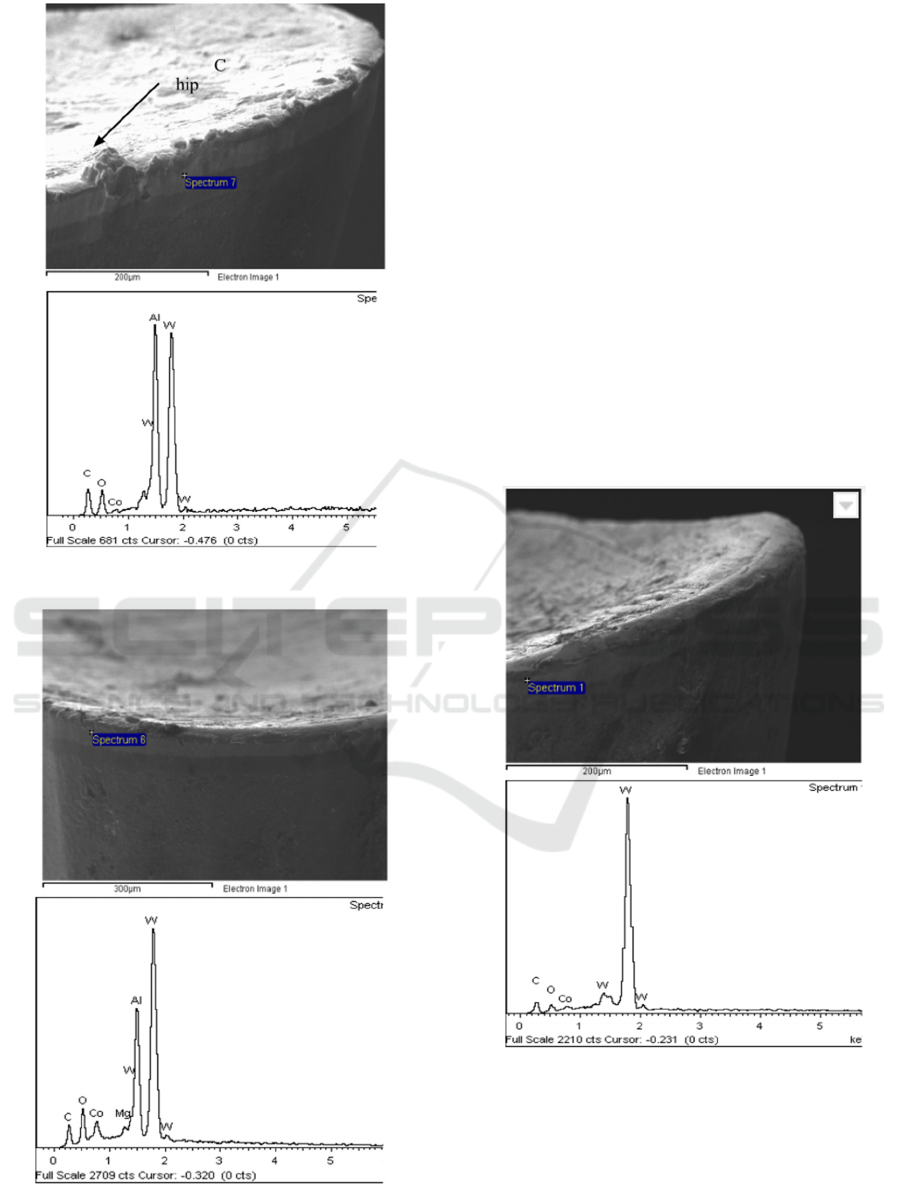
Figure 4: Observation Points on Spectrum 7.
Figure 5: Observation Points on Spectrum 6.
3.2 Medium Category Cutting
Detection results using Energy Dispersive X-Ray
Spectroscopy (EDS) after cutting Aluminum alloy
6061 in the medium category at the observation point
of spectrum 1 were not found elements of TiAlN/TiN
coating material and the discovery of Tungsten
element (W) by 82.85% and Cobalt element (Co) by
4.29%. On the spectrum of 4 EDS results were also not
found elements of coating materials (TiAlN/TiN) and
the discovery of tungsten element (W) by 79.09% and
Cobalt element (Co) by 3.87%. Detection results at
cutting speeds of 1000 m/min greater Tungsten
element (W) and Cobalt (Co) element were found
when compared to cutting speeds of 800 m/min. It
can be said that at a cutting speed of 1000 m/min the
TiAlN/TiN coating material element disappears
faster when compared to the cutting speed of 800
m/min. The EDS results can be seen more clearly in
Figure 6 and Figure 7:
Figure 6: Observation Points on Spectrum 1.
iCAST-ES 2021 - International Conference on Applied Science and Technology on Engineering Science
426
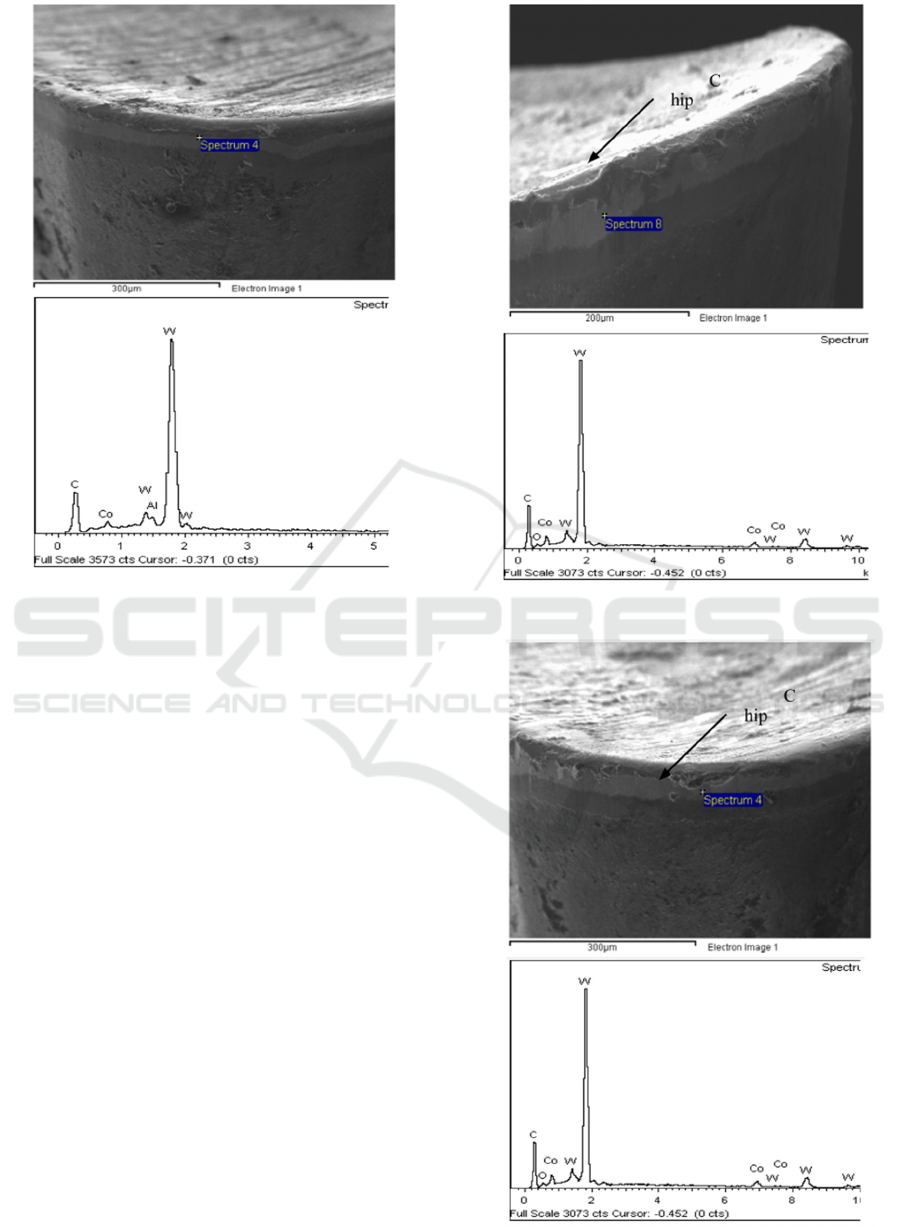
Figure 7: Observation Points on Spectrum 4.
3.3 High Category Cutting
Detection results on the spectrum 8 is dominated by
the basic elements of the cutting tool cobalt (Co) 5.55
% and Wolfram (W) 64.01 %. No Titanium
Aluminum Nitride (TiAlN) and Titanium Nitride
(TiN) were found to have been lost in 6 minutes
cutting time at a cutting speed of 1200 m/min.
Observation points on the spectrum 4 were also found
the basic elements of the chisel cobalt (Co) 4.91% and
Tungsten (W) 64.01%. Found aluminum element (Al)
by 8.84% is estimated to be a chip attached to the
surface of the chisel. The EDS results can be seen
more clearly in Figure 8 and Figure 9:
Figure 8: Observation Points on Spectrum 8.
Figure 9: Observation Points on Spectrum 4.
Effect of High Speed Machining on the Turning Aluminum Alloy 6061 of the Integrity Coated TiAlN/TiN Cutting Tool Carbide
427

4 CONCLUSION
The result of cutting Aluminum alloy 6061 at high
cutting speed in the turning process can be concluded
as follows:
1. At the cutting speed of the low category,
namely 800 m/min at observation points 6 and
7, no TiAlN/TiN coating material was found,
the average element of Wolfram (W) was
56.46% and Cobalt (Co) was 3.99 % which is
the base material for cutting tool.
2. At the cutting speed of the medium category,
namely 1000 m/min, observation points 1 and
4 did not find TiAlN/TiN coating material
elements, the average Wolfram element was
80.97% and Cobalt was 8.16%. The basic
elements in the form of Wolfram and Cobalt
were found more than at a cutting speed of
800 m/min.
3. At the cutting speed of the high category,
namely 1200 m/min, observation points 8 and
4, TiAlN/TiN coating materials were not
found, Wolfram elements were found on
average 64% and Cobalt was 5.23%. In the
three low, medium and high cutting
conditions at several observation points the
presence/integrity of TiAlN and TiN as
cutting tool coating materials was not found.
REFERENCES
Abhang, L.B., 2010, Chip-Tool Interface Temperature
Prediction Model for Turning Process. International
Journal of Engineering Science and Technology, Vol.
2(4), 2010, 382-393.
ISO 3685 Second Edition 1993.
G.A. Ibrahim, C.H., Che Haron, and J.A. Ghani., 2006,
Tool Wear Mechanisme in Continuous Cutting of
Difficult to Cut Material Under Dry Machining. Journal
Advanced Materials Research (Volumes 126 – 128).
Nouari M. dan Ginting A., 2006, Wear Characteristics and
Ferformance of Multi-layer CVD-Coated Alloyed
Carbide Tool in Dry End Milling of Titanium Alloy.
Surface Coating Technology. 200:5663-5676.
Rochim, Taufiq., 1993, Teori & Teknologi Proses
Pemesinan.Higher Education Development Support
Project. Jakarta.
S. Sharif, Mohruni A. S., Jawaid A., 2008, Face Milling of
Titanium Alloy Ti-62 using PVD- TiN Coated Carbide
Tools. Advance in Manufacturing And Industrial
Engineering. Universiti Teknologi Malaysia.
Schulz, H. dan Moriwaki T., 1992, High Speed
Machining.Annals of the CIRP.
Schey, A. dan John., 2000, Introduction to Manufacturing
Process. 3 rd Ed. Mc/ Graw – Hill Book Co.
Yin Fei, WU En xi, Chen Li, , Wang Xiu quan., 2005,
Microstructure and Physical Properties of PVD
TiAlN/TiN Multilayer Coating. Trans. Nonferrous Met.
Soc. China. Vol. 15.
iCAST-ES 2021 - International Conference on Applied Science and Technology on Engineering Science
428
