
Industrial Controls and Asset Administration Shells:
An Approach to the Synchronization of Plant Segments
Stephan Sch
¨
afer
1
, Dirk Sch
¨
ottke
1
, Thomas K
¨
ampfe
1
, Oliver Lachmann
1
, Aaron Zielstorff
1
and Bernd Tauber
2
1
Hochschule f
¨
ur Technik und Wirtschaft (HTW) Berlin, Berlin, Germany
2
EAW Relaistechnik GmbH, Berlin, Germany
Keywords:
Asset Administration Shell, Digital Twin, PackML.
Abstract:
The complexity of modular production plants is constantly increasing due to flexible functionalities. The need
to be able to flexibly adjust processes to product requirements is thus becoming more relevant. Therefore,
limiting production plants to their processes is no longer up-to-date and a division of processes into single,
atomic capabilities, which are represented by a Asset Administration Shell (AAS), has proven to be useful.
This article deals with the synchronization of individual capabilities at the field level via the use of the PackML
State Machine. An approach is presented how individual capabilities can be combined into a composite
capability using a higher-level state machine. This approach is similar to the group or control component
presented in BaSyx. To be able to represent the data in the AAS, the PackML does not offer a direct interface.
This is created via a template in the control layer to be able to represent data in the AAS. This allows the AAS
to read data in one structure and independently manipulate parameters in another structure in a non-real-time
manner.
1 INTRODUCTION
Due to their flexible functionality and variable sys-
tem design, convertible production environments ex-
hibit a high degree of complexity. The complexity
arises, among other things, from the heterogeneity of
the components used, their scalability, their interac-
tion within the systems, and the system-wide com-
munication. Software solutions in the environment of
automation systems, among other things, have a ma-
jor influence on the flexibility and complexity of the
plant. With them, plants can be flexibly configured to
the respective application case.
Here, the interoperability and scalability of the
systems represent a significant challenge. Among
other things, the reference architecture model (RAMI)
for Industrie 4.0 presents the concept of the Asset Ad-
ministration Shell (AAS) as an essential basis for in-
teroperability (Bader et al., 2022). The AAS is the
digital representative (digital twin) of an object (as-
set) in the I4.0 environment and enables communica-
tion to further assets (Ye et al., 2021). For example,
machines, products or controllers are considered as
assets. AAS consist of several submodels in which in-
formation and functionalities of an object, and other
things, are described. The information provided by
the AAS includes documents, properties, parameters,
and other functions (Kuhn et al., 2020). The AAS
thus becomes a provider of bookable services, which
can be synchronized via a coordinator, for example.
For the use of the available services with their
characteristics, their secure booking in and out of the
plant network and a comprehensible process control
are essential. Necessary system parts and compo-
nents may only be integrated from a defined and re-
producible plant state. Here, for example, the OMAC
PackML with its structure and components can be
used for process control. The ”BaSyx Control Com-
ponent” on the AAS side is also suitable for synchro-
nizing processes.
The aspects mentioned (convertibility, interoper-
ability, synchronization of processes) give rise to the
question of how these can be harmonized with exist-
ing systems and their use, for example. A large num-
ber of different industrial controllers are established
in the industrial environment. They can communi-
cate via a variety of field buses. This already results
in a need for adaptation for further processing of the
information. This adaptation can be compensated to
a large extent by using AAS and software adapters,
Schäfer, S., Schöttke, D., Kämpfe, T., Lachmann, O., Zielstorff, A. and Tauber, B.
Industrial Controls and Asset Administration Shells: An Approach to the Synchronization of Plant Segments.
DOI: 10.5220/0011527200003329
In Proceedings of the 3rd International Conference on Innovative Intelligent Industr ial Production and Logistics (IN4PL 2022), pages 75-84
ISBN: 978-989-758-612-5; ISSN: 2184-9285
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
75

since information is provided here via a standardized
interface.
In new plants, this can already be taken into account
during the conception/design of the plant, but in ex-
isting plants this is essentially only possible during
migration or with adaptation of the project planning.
Currently, industrial control systems do not offer the
possibility of initial integration of AAS. This means
that additional engineering is always required for their
preparation. Here, a simplification of the processes
should take place, which can also allow a step-by-step
digital transformation.
Furthermore, industrial controller not only au-
tomates individual processes, but also realizes net-
works of plant components. These can be coordi-
nated/synchronized inside or outside the control sys-
tem. Both approaches can usefully complement each
other and are well established. If synchronization
takes place at the level of the industrial controller, the
end-to-end consistency of the data must also be en-
sured in the associated AAS, i.e., its digital represen-
tative. This applies not only to the relevant data for
synchronizing the processes, but also to supplemen-
tary information from the industrial control system.
The focus of the paper is the presentation of a
practical use case from the project ”OpenBasys 4.0”,
which shows possibilities to reduce the initial effort in
engineering. The reduction results with the use of de-
fined templates for various industrial controllers (here
Codesys - platform) for synchronization and the inte-
gration of the data model into the assigned AAS struc-
ture.
2 INDUSTRIAL CONTROLS AND
STATE OF THE PRACTICE
Controls/automation devices, with their control pro-
grams according to IEC 61131-3, are assigned to the
lowest level of the RAMI. They represent a close rela-
tionship to the operating equipment of the production
plants/systems (Cavalieri and Salafia, 2020). This re-
sults in significant advantages in the description, com-
missioning and the process of reconfiguration of the
plant components. Despite the connection, there are
also deficits in their use (Wallner et al., 2021). For one
thing, there is a lack of consistent self-description,
information on maintenance, and representation of
relationships to neighboring systems/items. On the
other hand, breaks in the consistent preparation, stor-
age and use of information exist in the engineering
phase. In addition, there is currently no ”established
procedure method” for integrating inventory solutions
with industrial controls in I4.0 system environments,
but rather a variety of proprietary solution methods.
Some deficiencies can be compensated for in the con-
text of using Basys 4.0 middleware (Adolph et al.,
2020).
Reducing the deficits mentioned requires a me-
thodical approach in order to be able to generate as
much added value as possible from the available data.
For this purpose, it is first necessary to consider the
state of the art for project planning of control sys-
tems. In various contributions with their use cases,
the initial configuration of plants and required struc-
tures are assumed. In (Bouter et al., 2021), for exam-
ple, extensive descriptions were made and the mod-
eling of a reference plant (pick & place station) with
its components was shown. The modeling of capa-
bilities as submodels was also discussed here. The
migration/transfer of existing plants, in their overall
constellation or in sub-areas, to I4.0 environments, for
example, represents a different situation and a chal-
lenge here. Further approaches of reference imple-
mentations are discussed in (Belyaev et al., 2021) and
(Di Orio et al., 2019).
2.1 Process Synchronization
The construction of modular and changeable plants
requires capability-based manufacturing systems. A
distinction can be made between ”atomic” and ”com-
posed” capabilities (Bayha et al., 2020). Several
”atomic skills” can be combined into a ”composed
skill” and thus generate a specific manufacturing pro-
cess. To bring these capabilities in line, it is necessary
that these processes are synchronized. The synchro-
nization of individual sub-processes results in a com-
plex process that can be managed by a higher-level
unit.
2.2 Process Control - Synchronization
with AAS
For the synchronization of processes BaSys 4.2 pro-
poses a ”Control Component” (Grothoff et al., 2021).
This allows individual capabilities to be mapped in a
state machine. Each process can be controlled uni-
formly and triggered individually by a user or an or-
chestration unit. The orchestration can be done by
an AAS or a PLC, which has been determined to be
the control component. Itself can be represented by
a state machine.The control component has a signif-
icant influence on the use of components here. This
concerns not only the operation, but also the commis-
sioning and the possible component exchange. It en-
ables subsequent tasks in a changeable environment
(Gr
¨
uner et al., 2021):
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
76
• Defined access and asset control at field level,
component level, or composite component level
• During initial commissioning or replacement of
components, these can be brought into defined
states via predefined interfaces and supplemented
with relevant parameters
• Encapsulation of capabilities or their supplemen-
tation by e.g. virtual components
• Assurance of the process access (prioritization of
abilities)
• Realization of dependencies to/between compo-
nents by using the asset context
The control component itself can be represented by
a state machine. BaSys relies on its own state ma-
chine, which is similar to the PackML state machine
in essential areas, and represents the following states
(excerpt) (Grothoff et al., 2021):
Occupation: The occupation state machine defines
the occupation state of the component. An oc-
cupation realizes an exclusive lock on the control
component. It defines who uses a control com-
ponent. Certain orders may be issued only if the
principal occupies the control component, i.e. if
he has the lock on the control component.
Execution Mode: The execution mode state ma-
chine defines the execution mode of the control
component. Execution mode defines how a con-
trol component responds to commands. Execu-
tion modes include automatic mode, which is the
usual mode of operation, or semi-automatic mode
for setup operation. A control component is in
only one execution mode at any given time.
Execution State: Execution state communicates the
execution state of a control component using a
PackML state machine. Execution state indicates
the state of a control component in a particular ex-
ecution mode.
Operation Mode: The operation modes of a compo-
nent are used to distinguish different capabilities
Control
component
Component
service interface (In)
Component
service interface (Out)
Signal
Inputs
Signal
Outputs
State
interface
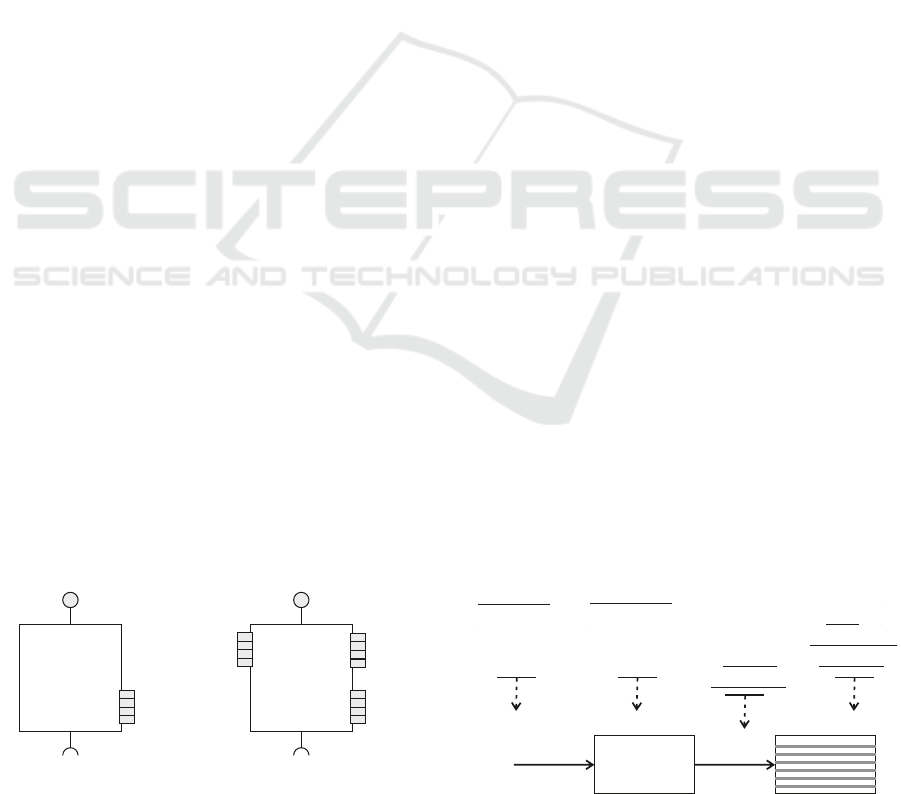
Group
component
Component
service interface (In)
Component
service interface (Out)
State
interface
Figure 1: Interface of a control and group component
(Grothoff et al., 2021).
of a component. By selecting an operation mode,
the user of a component specifies what the com-
ponent should do.
Work State: The work state of a component defines
the current, operation mode-specific state of a
control component.
Contrary to the BaSys Control Component (CC), the
PackML state machine is already a general standard in
the packaging industry. There is a generally valid im-
plementation guide for it, which is designed for plat-
forms that follow the IEC 61131-3 standard. The im-
plementation is therefore standardized and makes the
PackML state machine robust and usable across man-
ufacturers.
2.3 Grouping of AAS-components
The function of a group component (Fig. 1) is not
to interact directly with the process, but to coordinate
and orchestrate the control components that then in-
teract with the process. Therefore, a group compo-
nent combines the various basic capabilities into an
composed capability (overall function). It is possi-
ble to name a large number of examples here, since
diverse areas of manufacturing are usually based on
this principle. Among other things, the pick and place
task is based on the principle of grouping capabili-
ties. Here, for example, parts are provided, picked up,
transported and transferred.
According to the BaSys4.0 specification, group
components differ from control components in that
they do not have an IO interface to the controlled pro-
cess. They use the available network interfaces to act
as service providers or service users. In addition, the
current status of the group component is provided.
2.4 Process Control with PackML
The PackML state machine is an ISA standard that
was adopted in 2008. It has already been adapted on
a large number of platforms (Fathizadeh et al., 2013).
The PackML according to ISA guideline TR88.00.02
Starng
Execute
Start SC
Command
that trigger
the acng
state
Acng state
that perform
some acons on
the unit
The acon
are finished
and the
State is
Completed
A stable
Wait or
Acng state
= Execute
Figure 2: Syntax of the PackML SM (OMAC, 2009).
Industrial Controls and Asset Administration Shells: An Approach to the Synchronization of Plant Segments
77
Suspending
Suspended
Unsuspending
Holding
Held
Unholding
Clearing
Complete
Completing
Execute
Starting
Aborting
Aborted
Stopping
Stopped
Resetting
Idle
Clear
SC
SC
Hold
SC
Suspend
Reset
Abort
Stop
Reset
SC
SC
SC
Unsuspend
Start
SC
SC
SC
SC
Unhold
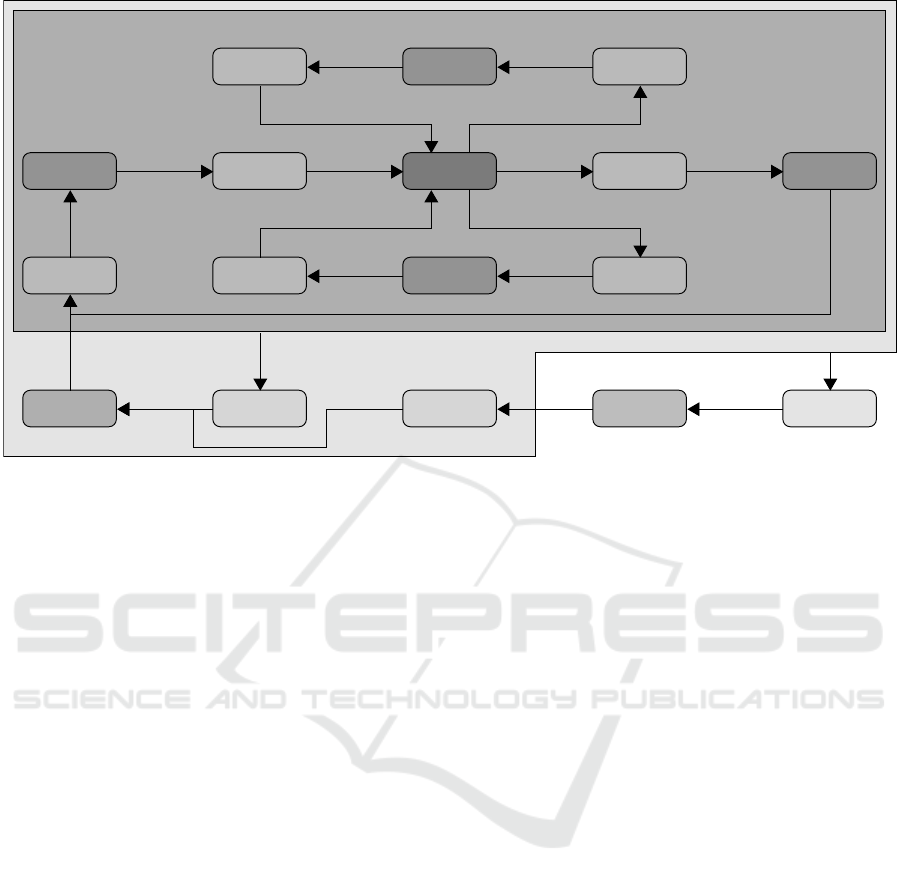
Figure 3: PackML state machine.
takes into account the operating modes ”Production,
Maintenance and Manual”. These can be supple-
mented by the user (ISA, 2015; Mu
ˇ
si
ˇ
c, 2015). Thus,
each operation mode can have a maximum of 17
states. These are divided into three categories. The
Wait-States, with which it is to be signaled that a cer-
tain condition of the plant was reached. The Acting-
States, in which different activities can be executed
and a Dual-State (Execute) (Arens et al., 2006). The
general syntax of the PackML state machine is shown
with Figure 2.
All 17 states (Fig. 3) are divided into sub-areas.
Thus it can be achieved that inner states can be left at
any time by a single condition. In addition to these
defined states, PackTags were introduced to pass ma-
chine data to IT systems. This means that PackML
state machines can also be controlled by higher-level
or neighboring systems.
Companies benefit from this established stan-
dard, which is now widely used in the packaging in-
dustry (Dorofeev and Zoitl, 2018). This results from
the fact that PackML state machine makes applica-
tions more efficient, flexible and reusable. Commis-
sioning also becomes less costly and interoperability
between the different control systems can be ensured.
Troubleshooting becomes easier due to the consistent
operations and thus the uptime of the plants is ex-
tended.
3 USE CASE AND ASSET
ADMINISTRATION SHELL
An essential requirement for the successful transfer of
the existing plant to an I4.0-based solution is the re-
producibility of the available plant description and the
implemented programs.
In our application, products, in this case high-
quality thermal switches, are tested in an industrial
environment during production or after the manufac-
turing process. In this environment, each product
passes through predefined test scenarios. The prod-
ucts are placed on a special pallet carrier and made
available to the respective processes. The required
test frame, the sequence and the dwell time of the
products on the test stations vary according to the
product batch. As an example, the technological
scheme (excerpt) of the plant environment with its
processes is shown in Figure 4.
As part of the preparation of the use case, there
was a discussion of a possible migration of plant com-
ponents using AAS. The analysis of the environment
of the test station of thermoswitches and their compo-
nents showed that a variety of processes, starting with
the preparation of the test specimens, their provision,
the transfer and other processes must be included.
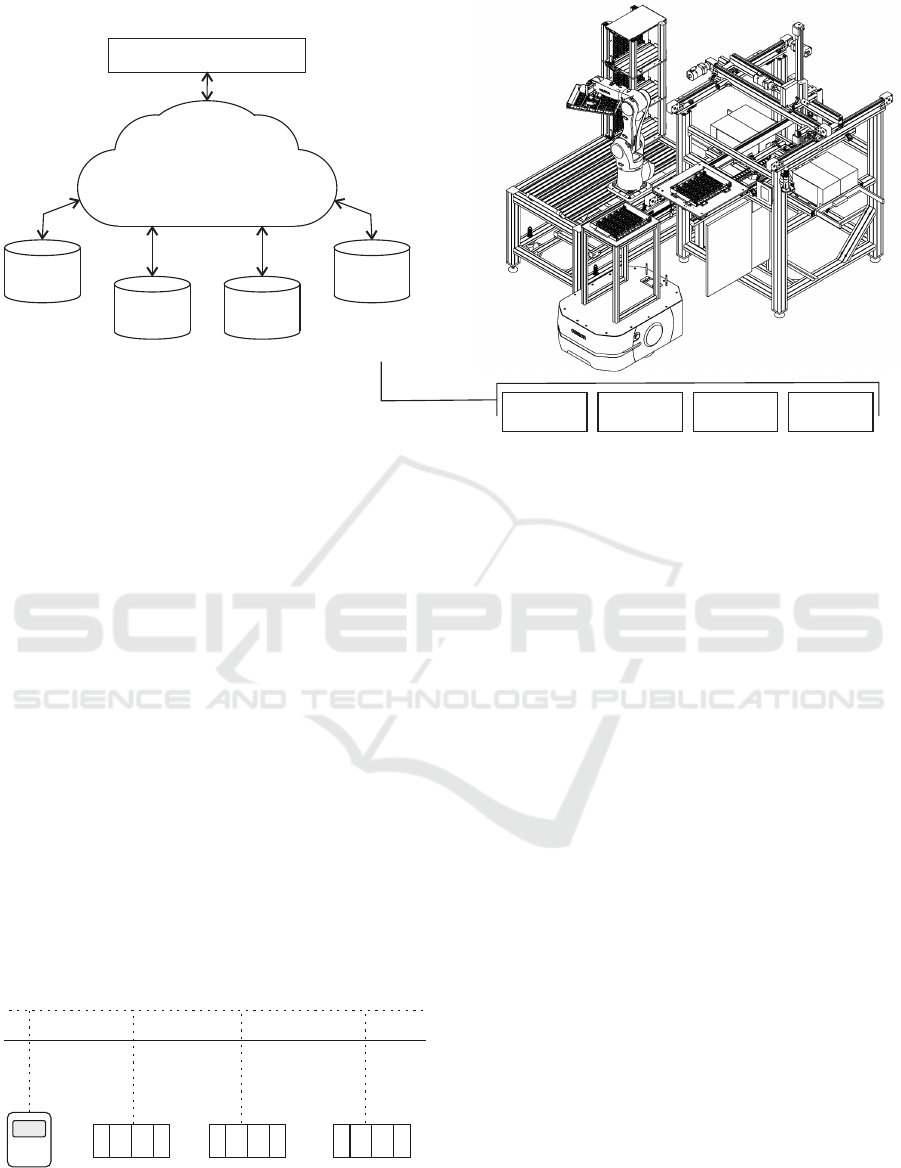
The automation of the stock was carried out with
heterogeneous instrumentation (see Figure 5), start-
ing with the use of programmable logic controllers
(PLC) from different manufacturers and ending with
the industrial robot for handling. Here, an overarch-
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
78
* Excerpt from the plant environment
Bringing
service
Pallet
handling
Pallet
feeding
Sor!ng
unit
Order
management
Components
management
Management
skills
. . .
Asset
segment
Asset
segment
Asset
segment
Asset
segment
Orchestra!on / Coordinator
Produc!on
Handling/
Transport
Test field
Sor!ng
Figure 4: Subsection - pallets feeder.
ing synchronization and coordination of the processes
is required. This can be achieved, for example, by
establishing control components at the AAS level or
by using a PackML state machine implemented at the
process level and possible extensions.
Since essential components of the plant were im-
plemented in an IEC 61131-3-compliant Codesys en-
vironment, the question arose of transferring com-
ponents to a future I4.0 environment. Among other
things, a large number of function libraries and vari-
ous communication protocols can be used in this plat-
form(Rayment, 2004). However, there are no solu-
tions that allow simple integration into an I4.0 envi-
ronment and its synchronization via AAS.
The challenge is thus the effort-reduced realiza-
tion of a digital representative as I4.0 components and
their integration (Koulamas and Kalogeras, 2018).
These can be mapped in the form of a AAS. Here,
a distinction is made between three types of AAS
based on a uniform information metamodel (Beden-
bender et al., 2020). Type 1 contains a passive AAS
Create
order
PLC
AGV
Ethernet
Device level
(excerpt)
Robot
control
PLC
Sorng
Figure 5: Instrumentation - initial situation.
with asset description. Type 2 represents a reactive
form, which includes a communication channel in ad-
dition to the asset description. Only the proactive
AAS of type 3 enables an independent communica-
tion between the AAS. The description of a AAS can
be done, among other things, in the AASX Package
Explorer (Repository, 2022). It can be used to real-
ize a structured description using submodels and other
structural elements. Submodel templates are provided
for the modeling of frequently used/recurring asset as-
pects.
The discussion of the use case resulted in the ne-
cessity of both migrating the inventory of industrial
controllers to the future environment and implement-
ing their representation in the form of AAS with re-
duced effort. With the implementation of PackML on
the controllers and various extensions, which enable
a similar range of functions as the control component,
a number of advantages result from the step-by-step
migration. These include, for example, the booking
of resources, the synchronization of processes and the
possibility of equalizing the migration over time.
The SDK BaSyx 4.2 (Platform, 2021) was used
in the ”OpenBasys 4.0” project (BMBF, 2019) to im-
plement the representative. It offers the possibility to
realize Asset Administration Shells in different pro-
gramming environments. The project engineering of
Asset Administration Shells with SDKs can be done
manually according to the general description of the
structure with its submodels using the C# program-
ming environment.
However, this means that an IT expert must take
Industrial Controls and Asset Administration Shells: An Approach to the Synchronization of Plant Segments
79
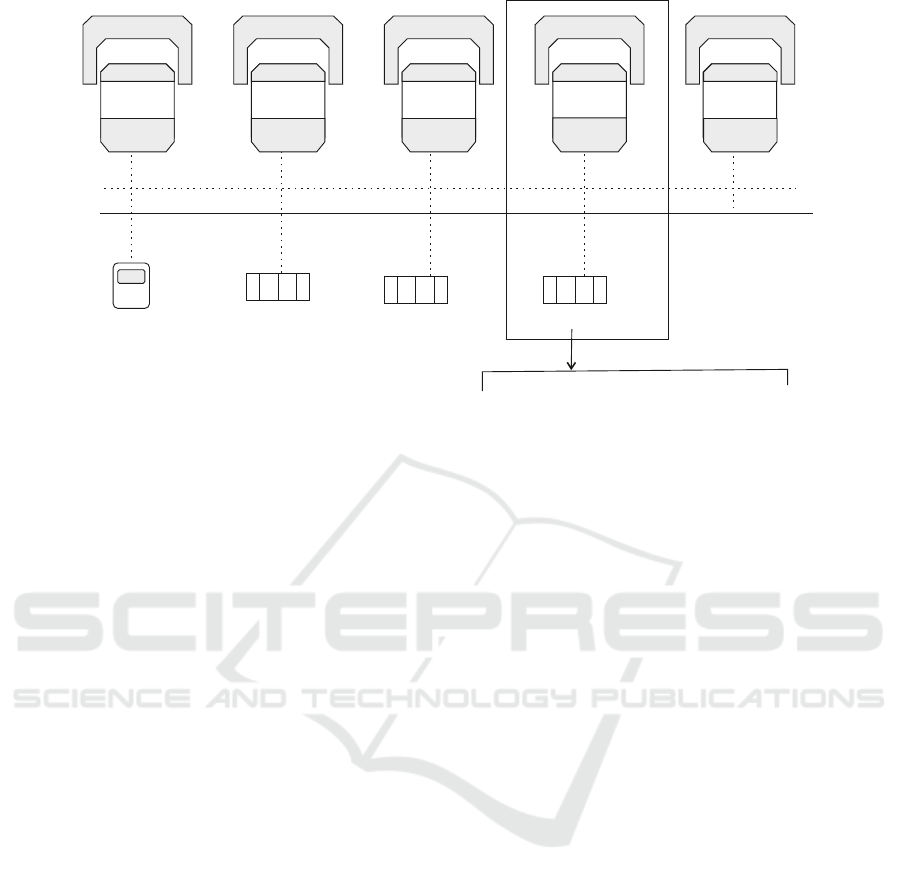
Edge
Gateway
Create order
PLC - AGV
Bringing service
Ethernet
Device
(Excerpt)
Robot control
Pallet handling
Pallet
feed
PLC - Sorng
Pallet
idenficaon
Sorng
unit
Storage
unit
AAS
. . .
Group
component
Device
AAS
. . .
PLC
GnC
components
1
*
AAS
. . .
PLC
GnC
components
1
*
AAS
. . .
PLC
GnC
components
1
*
AAS
. . .
PLC
GnC
components
1
*
*1 Group and Control
components
Figure 6: Instrumentation - with AAS assignment.
over the engineering area in the company. This aspect
may limit the spread of AAS in the industrial environ-
ment and in the company.
For example, a control component for synchro-
nizing the components must currently still be imple-
mented manually on the basis of the IDTA templates.
This template is currently only available in the SDK
version (Java / C++), which limits its distribution for
synchronization.
In many cases, there are also not corresponding
employees with the necessary knowledge available in
the company. However, automation engineers are al-
ready employed for the existing machinery and equip-
ment, who are responsible for supporting the system.
Their knowledge and skills can be drawn upon with
regard to the design of solutions. This also applies to
the coordination/synchronization of processes. Since
the manual creation of AAS is widely established, this
is not considered in detail in the article.
Instead, the question arises as to how the user
of industrial controller can be enabled to use AAS in
an industrial environment. One option is the largely
generic preparation of AAS without knowledge of the
SDK environment. Requirements for this should only
be the description of the asset as AAS type 1 and the
adaptation of the necessary interfaces in the control
software.
Since the software development process goes
through several phases, it makes sense to establish the
generation of the AAS (Sch
¨
afer et al., 2021) online
with the controller as well as offline without the con-
troller but with a defined data model and communica-
tion protocol. Thus, a generated AAS (offline variant)
can already be evaluated via its interfaces with a test
application even without a controller. The interfaces
used/defined can subsequently be made available to
the controller as a template via an exchange format.
4 USE CASE -
IMPLEMENTATION
4.1 System Environment/Components
The possibility of a largely generic preparation of
Asset Administration Shells was taken up in the
”OpenBasys 4.0” project. In addition to simplifying
software development, the generic approach enables.
This leads to the reduction of time and possible mal-
functions. In the context of the project an environ-
ment for the generic preparation of Asset Adminis-
tration Shells was realized. In the future, this envi-
ronment will be supplemented by accompanying test
scenarios (structure-, interface-, unit-tests).
In this environment, without SDK knowledge, As-
set Administration Shells of type 2 (reactive AAS)
can be realized. The company’s employees only
have to make minor corrections and additions to their
process controls. This mainly concerns the data
model used and the communication channel, since the
AAS generator in the current version accesses defined
global variable lists.
On request, for example by the process control,
the generation of a Asset Administration Shell of type
2 is largely automated, which can be stored in a con-
tainer after completion of the process. It is also possi-
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
80
«enum»
eCommand
- ePMLCommand_Undefined:= 0
- ePMLCommand_Reset:= 1
- ePMLCommand_Start:= 2
- ePMLCommand_Stop:= 3
- ePMLCommand_Hold:= 4
- ePMLCommand_Unhold:= 5
- ePMLCommand_Suspend:= 6
- ePMLCommand_Unsuspend:= 7
- ePMLCommand_Abort:= 8
- ePMLCommand_Clear:= 9
«enum»
ActState
- ePMLState_Undefined:= 0
- ePMLState_Clearing := 1
- ePMLState_Stopped:= 2
- ePMLState_Starting:= 3
- ePMLState_Idle:= 4
- ePMLState_Suspended:= 5
- ePMLState_Execute:= 6
- ePMLState_Stopping:= 7
- ePMLState_Aborting:= 8
- ePMLState_Aborted:= 9
- ePMLState_Hodling:= 10
- ePMLState_Held:= 11
- ePMLState_Unholding:= 12
- ePMLState_Suspending:= 13
- ePMLState_Unsuspending:= 14
- ePMLState_Resetting:= 15
- ePMLState_Completing:= 16
- ePMLState_Complete:= 17
«enum»
ActMode
- ePMLUnitMode_Invalid:= 0
- ePMLUnitMode_Production:= 1
- ePMLUnitMode_Maintenance:= 2
- ePMLUnitMode_Manual:= 3
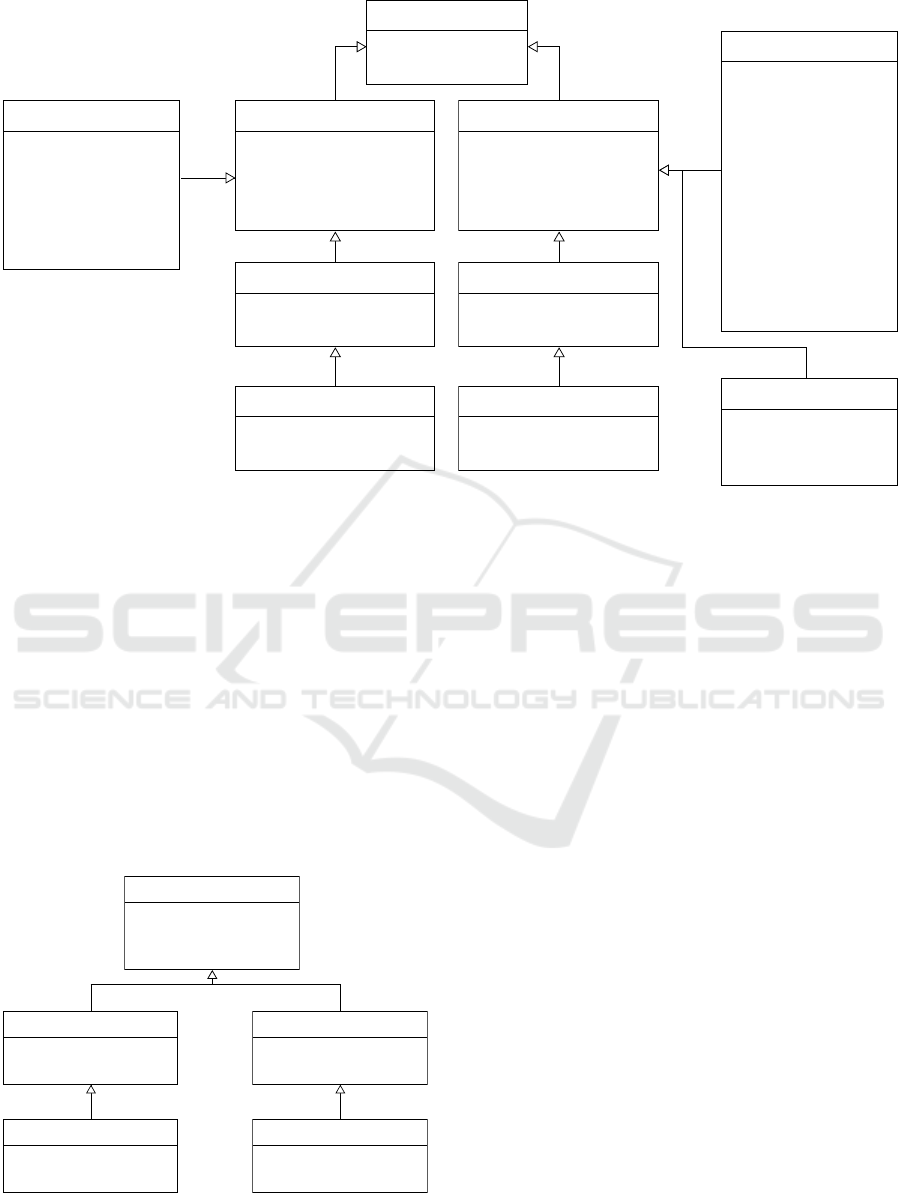
«struct»
ProcessVariables
- ID: DINT
- Name: STRING
- Unit: STRING
- Value: REAL
«struct»
Parameter
- ID: DINT
- Name: STRING
- Unit: STRING
- Value: REAL
«struct»
ElementOfUnitInfo
- ElementID: DINT;
- ElementName: STRING;
- ProcessVariables: STRUCT;
«struct»
ElementOfUnitController
- ElementID: DINT;
- ElementName: STRING;
- Parameter: STRUCT;
«struct»
aUnitInfo
- ID: DINT
- Name: STRING
- ActMode: E_PMLProtectedUnitMode
- ActState: E_PMLState
- Running: BOOL
- ElementOfUnitInfo: STRUCT
«struct»
aUnitController
- ID: DINT;
- Name: STRING;
- UnitSelect: BOOL;
- UnitRelease: BOOL (hidden);
- RS_Release: RS (hidden);
- eCommand: ENUM;
- ElementOfUnitController: STRUCT
«struct»
Unit
- aUnitInfo: STRUCT
- aUnitController: STRUCT
Figure 7: Structure Unit (aUnitInfo and aUnitController) (Sch
¨
afer et al., 2022).
ble to trigger this process via the web interface of the
AAS generator. The user can use this approach to de-
sign reactive AAS relatively easily and transfer them
to an I4.0 compliant environment. A machine inter-
pretation of the contents/capabilities is not yet given
due to the different usage of the terminology.
In the project, the online variant was implemented,
which prepares its own structure in the global variable
list (GVL) for the application. Among other things,
the PackML state machine (SM) data (including the
details of used plant components) and the process data
from the process controller (PLC) are transferred. Us-
ing the approach resulted in the infrastructure of the
migrated plant shown in Figure 6. Each controller
«struct»
Parameter
- ID: DINT
- Name: STRING
- Unit: STRING
- Value: REAL
«struct»
ElementOfProcessControl
- ElementID: DINT;
- ElementName: STRING;
- ProcessVariables: STRUCT;
«struct»
Process
- ID: DINT
- Name: STRING
- ElementOfProcessInfo: STRUCT
- ElementOfProcessControl: STRUCT
«struct»
ElementOfProcessInfo
- ElementID: DINT;
- ElementName: STRING;
- ProcessVariables: STRUCT;
«struct»
ProcessVariables
- ID: DINT
- Name: STRING
- Unit: STRING
- Value: REAL
Figure 8: Structure ”Process” with its elements (Sch
¨
afer
et al., 2022).
was assigned an AAS according to its functions, rep-
resenting the interface to the controller with the im-
plemented PackML and necessary additions.
4.2 Interface to the AAS
According to the metamodel of the Asset Administra-
tion Shell, a structuring of the data in submodels and
submodel elements according to their domain is re-
quired. Since these were not described in more detail
in (Bader et al., 2022), (L
¨
uder et al., 2020) demands
that a solution be found/established that allows en-
gineering data to be integrated efficiently and effec-
tively into the Asset Administration Shell. This ap-
plies not only to the design of new plants, but also to
existing automation solutions. In addition to the tech-
nical description, information from the process events
and their respective status must also be assigned to the
engineering data. For their representation, tags are
embedded in the realized system environment, which
provide information (unit info) from the processes or
influence processes or plant components via the im-
plemented command structures (unit controller). Fig-
ure 7 shows an excerpt of the class structure of the
tags (UnitInfo and UnitController). These were im-
plemented using the global variable lists (GVL) on
the respective target systems. For supplementary and
specific information from the plant area/processes, an
extended global variable list (Process) is available to
the user for use. Both types of global variable lists are
considered in the automatic generation of the Asset
Industrial Controls and Asset Administration Shells: An Approach to the Synchronization of Plant Segments
81
Administration Shell in the form of submodels with
their properties. In addition, the information is pre-
pared in an associated GUI (FrontEnd) for further use
with any end devices. The structure aUnitController
is used to control and parameterize the master SM and
subordinate machine units (Units).
Units can be, for example, a linear axis or a
jointed-arm robot, or, as in this application, a defined
and delimitable process of the entire plant. The pro-
cess is selected via the Unit-Select variable, for exam-
ple, and the PackML state machine that accompanies
or controls this process is activated. The state ma-
chine is controlled by changes to the eCommand vari-
able. Changes can be made both by external process
control via the OPC UA interface of the controller and
by internally programmed process control. In the Ele-
mentOfUnitController structure, the parameterization
of the unit and its elements is to be carried out. While
the aforementioned structure has a controlling char-
acter, in the structure aUnitInfo the state of the units
and their elements (incl. the description of the plant
components) is mapped. OPC UA clients have read-
only access to this structure. ActMode and ActState
represent the current mode and the current state of the
underlying state machine.
Relevant supplementary process information is
defined in the ”Process” structure. In the GVL
(Fig. 8), relevant process variables are available
in the ElementOfProcessInfo and ElementOfProcess-
Control structure. Whereby only the ElementOfPro-
cessControl area can be used for manipulation via an
OPC UA client or the associated AAS.
5 ADDITION OF PROCESS
INFORMATION TO AAS
TEMPLATE
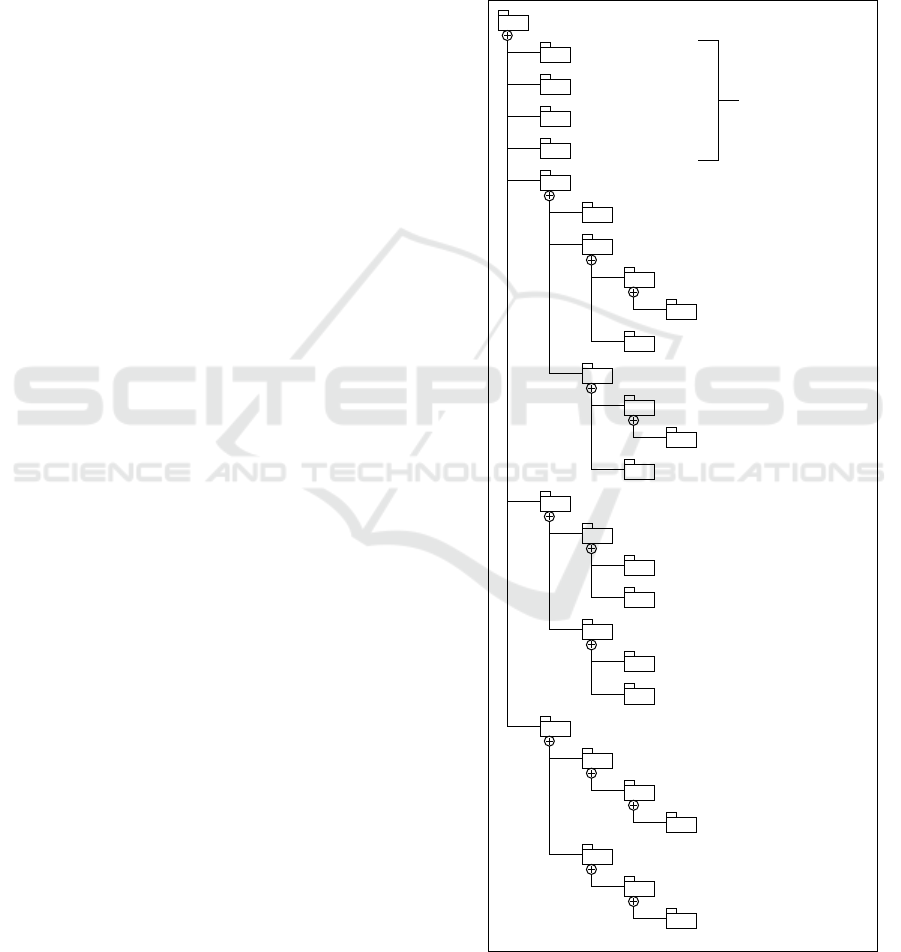
One of the requirements for the generic generation of
a AAS type 2 is the existence of an asset description
as AAS type 1 (see Fig. 9) with the submodels (SM)
”Nameplate”, ”Identification”, ”Technical Data”, as
well as the SM ”Communication” (option). This in-
formation is necessary to carry out the process of
generation and to assign the required data from the
controller. In the ”OpenBasys 4.0” research project,
controllers from the manufacturers Beckhoff, Wago,
Schneider Electric, as well as solutions based on
firmware from Codesys were essentially used. Dur-
ing the generation process, the structures stored in the
global variable list are assigned to the relevant sub-
models. So that after the generation process one of
the following structures results. The above structures
(Unit, Process) can be transferred selectively or to-
gether into the new asset structure. (cf. Fig.9) For
the generator, it is in principle of secondary impor-
tance whether this is a controller, an edge controller
or other automation device, since the submodels are
created and assigned after successful identification on
the basis of the OPC UA data structure. With the des-
ignated data structures, the entire range of PackML
with its synchronization mechanisms is now available
AAS-template file
AAS
SM Nameplate
SM Identification
SM Technical Data
SM Communication
SM Unit1 (SuperiorStateMachine)
SMC StateMachine
SMC aUnitInfo
SMC ElementOfUnitInfo[1]
Prop ProcessVariable[n]
SMC ElementOfUnitInfo[n]
SMC aUnitController
SMC ElementOfUnitController[1]
Prop Parameter[n]
SMC ElementOfUnitInfo[n]
SM Unit2
SMC aUnitInfo
SMC ElementOfUnitInfo[1]
SMC ElementOfUnitInfo[n]
SMC aUnitController
SMC ElementOfUnitController[1]
SMC ElementOfUnitInfo[n]
SM Process
SMC ProcessInfo
SMC ElementOfProcessInfo[n]
Prop ProcessVariable[n]
SMC ProcessControl
SMC ElementOfProcessControl[n]
Prop Parameter[n]
Figure 9: AAS - Supplement with SM ”Unit” (Sch
¨
afer et al.,
2022).
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
82
to the AAS. This simplifies the integration and ex-
change of system components in the plant operator’s
I4.0 system environment.
6 REQUIREMENT FOR
SYNCHRONIZATION
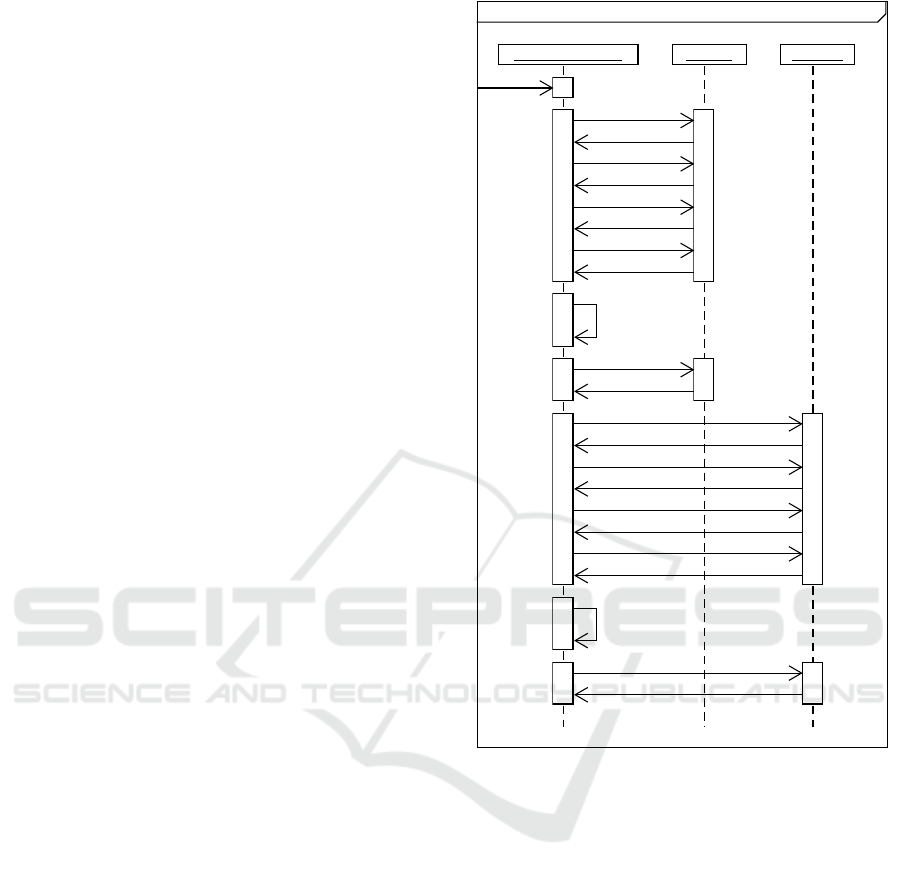
Exemplary templates with embedded PackML state
machines (Fig. 3) and supplementary functions were
prepared for different Codesys platforms. Since not
only one process can be prepared on a process con-
troller, but a large number of processes have been im-
plemented, as in the present use case, their structur-
ing and synchronization is mandatory. Here the en-
capsulation of processes in SubUnit-SM was consid-
ered. Their coordination and release is done with the
”PackML Manager” (SuperiorStateMachine), which
is also considered in the template. Like the ”Group
Component” from the ”BaSyx Control Component”,
the ”Superior State Machine” enables the superim-
posed use/control of subordinate capabilities. The ini-
tialization process including the booking of resources
is exemplarily shown with figure 10. The individual
states are offered in the templates according to the
selected mode in the form of methods. Thus, at the
level of the AAS it is always visible in which state the
plant components/processes are, since all information
is stored in the corresponding GVL (unit) and is avail-
able as an image in the AAS. Since not only the infor-
mation from the state machine and its components are
relevant for the user, it is made possible for the user
to provide further information via another GVL of the
AAS.
7 CONCLUSION - OUTLOOK
The article illustrates the synchronization of different
plant segments with the help of a PackML template.
The focus was set on the fact that especially existing
plants can comply with an Industrie 4.0 standard. In
this context, a proposal is made as to how structures
can be stored in a PLC in order to be able to store
them in an AAS.
By embedding individual SubUnits within a PLC,
these can be described as atomic capabilities. This
means that they can be orchestrated via a higher-level
unit and combined into a composed capability. The
”BaSyx Control Component” follows a similar pat-
tern. However, since these do not yet correspond to a
generally applicable standard, this contribution is ori-
ented to the ISA 88 state machine (PackML). In order
Communication between SuperiorSM and SubUnits for operating mode Production
SubUnit[n]
SubUnit1
SuperiorStateMachine
Running=False
release Unit[n]
wait until
SubUnit[n].ActState
=Complete
Execute
send "Start" cmd
Idle
send "Reset" cmd
Stopped
send "Clear" cmd
Running=True
book Unit[n]
Running=False
release Unit[1]
wait until
SubUnit[1].ActState
=Complete
Execute
send "Start" cmd
Idle
send "Reset" cmd
Stopped
send "Clear" cmd
Running=True
book Unit[1]
set in Execute
Figure 10: INIT-process PackML SM (Sch
¨
afer et al., 2022).
for this to correspond to the conditions of a control
component according to BaSyx, various changes were
made to an existing template, which cover a large part
of the functions of the BaSyx CC. A management
of different atomic skills to compsed skills was re-
alized over a SuperiorStateMachine. Each SubUnit
gets its own PackML SM, which is also passed on
to the AAS. Thus, a uniform synchronization can be
achieved across all plant segments.
Through the agile combination of different skills,
a high degree of changeability of the system can be
achieved without having to carry out time-consuming
programming work.
REFERENCES
Adolph, D. L., Ammon, E., Becker, J., and Bedenbender,
H. e. a. (2020). German standardization roadmap in-
Industrial Controls and Asset Administration Shells: An Approach to the Synchronization of Plant Segments
83

dustrie 4.0.
Arens, D., Hopfgartner, T., Jensen, T., Lamping, M.,
Pieper, M., and Seger, D. (2006). Packaging machine
language v3. 0 mode & states definition document.
OMAC Motion for Packaging Working Group.
Bader, S., Barnstedt, E., Bedenbender, H., Berres, B., Bill-
mann, M., and Boss, B. (2022). Details of the asset
administration shell: Part 1: The exchange of infor-
mation between partners in the value chain of indus-
trie 4.0.
Bayha, A., Bock, J., Boss, B., Diedrich, C., and Malakuti, S.
(2020). Describing capabilities of industrie 4.0 com-
ponents.
Bedenbender, H., Bock, J., Boss, B., Diedrich, C., Garrels,
K., Graf Gatterburg, A., Heidrich, K., Hillermeier, O.,
Rauscher, B., Sauer, M., Schmidt, J., Werner, T., and
Zimmermann, P. (2020). Verwaltungsschale in der
praxis: Wie definiere ich teilmodelle, beispielhafte
teilmodelle und interaktion zwischen verwaltungss-
chalen. Plattform Industrie 4.0, Discussion Paper.
Belyaev, A., Diedrich, C., Espen, D., L
¨
udicke, B., Miny,
T., Mrosowski, A., M
¨
uller, M., Neidig, J., Pollmeier,
S., Reich, J., R
¨
ubel, P., Sauer, M., Schr
¨
oder, T., Ul-
rich, O., Urban, C., Vojanec, B., and Wieczorek, M.
(2021). Vws-referenzmodellierung: Exemplarische
modellierung einer fertigungstechnischen anlage mit
aasx package explorer auf basis des vws-metamodells.
BMBF (2019). Basys 4.0 in der anwendung - verbundpro-
jekt openbasys 4.0.
Bouter, C., Pourjafarian, M., Simar, L., and Wilterdink, R.
(2021). Towards a comprehensive methodology for
modelling submodels in the industry 4.0 asset admin-
istration shell. In 2021 IEEE 23rd Conference on
Business Informatics (CBI), volume 2, pages 10–19.
IEEE.
Cavalieri, S. and Salafia, M. G. (2020). Asset administra-
tion shell for plc representation based on iec 61131–3.
IEEE Access, 8:142606–142621.
Di Orio, G., Mal
´
o, P., and Barata, J. (2019). Novaas: A ref-
erence implementation of industrie4. 0 asset adminis-
tration shell with best-of-breed practices from it en-
gineering. In IECON 2019-45th Annual Conference
of the IEEE Industrial Electronics Society, volume 1,
pages 5505–5512. IEEE.
Dorofeev, K. and Zoitl, A. (2018). Skill-based engineer-
ing approach using opc ua programs. In 2018 IEEE
16th international conference on industrial informat-
ics (INDIN), pages 1098–1103. IEEE.
Fathizadeh, M., Yen, J., and Werthman, M. (2013). Inte-
gration of packml in engineering education. In Pro-
ceedings of the World Congress on Engineering and
Computer Science, volume 1.
Grothoff, J., Porta, D., Espen, D., and Haque, A. (2021).
Basyx/documentation/api/controlcomponent.
Gr
¨
uner, S., David, A., Motsch, W., Grothoff, J., Fachinger,
G., Miny, T., Schaller, G., Hamann, T., Johann, P., and
Kr
¨
amer, N. (2021). D-4.8 entwurf einer generischen
plug & produce prozedur.
ISA (2015). Isa-tr88.00.02:2015.
Koulamas, C. and Kalogeras, A. (2018). Cyber-physical
systems and digital twins in the industrial inter-
net of things [cyber-physical systems]. Computer,
51(11):95–98.
Kuhn, T., Schnicke, F., and Antonino, P. O. (2020). Service-
based architectures in production systems: Chal-
lenges, solutions & experiences. In 2020 ITU Kaleido-
scope: Industry-Driven Digital Transformation (ITU
K), pages 1–7. IEEE.
L
¨
uder, A., Behnert, A.-K., Rinker, F., and Biffl, S. (2020).
Generating industry 4.0 asset administration shells
with data from engineering data logistics. In 2020
25th IEEE International Conference on Emerging
Technologies and Factory Automation (ETFA), vol-
ume 1, pages 867–874. IEEE.
Mu
ˇ
si
ˇ
c, G. (2015). A low-cost packml-based control
solution for a modular production line. IFAC-
PapersOnLine, 48(10):184–189.
OMAC (2009). Packml implementation guide.
Platform, E. B. (2021). Ready-to-use components and ex-
tendable software development kits (sdk).
Rayment, M. (2004). Flexible motion control using iec
61131-3. In 2004 Mini Symposia UKACC Control,
pages 27–36. IET.
Repository, G. (2022). A viewer/editor for the asset admin-
istration shell.
Sch
¨
afer, S., Sch
¨
ottke, D., K
¨
ampfe, T., Ralinovski, K.,
Tauber, B., and Lehmann, R. (2021). Design and de-
ployment of digital twins for programmable logic con-
trollers in existing plants. In IN4PL, pages 145–150.
Sch
¨
afer, S., Sch
¨
ottke, D., K
¨
ampfe, T., Lachmann, O., Ziel-
storff, A., and Tauber, B. (2022). Migration and syn-
chronization of plant segments with asset administra-
tion shells. unpublished - will be published in the
ETFA2022 conference proceeding.
Wallner, B., Trautner, T., Pauker, F., and Kittl, B. (2021).
Evaluation of process control architectures for agile
manufacturing systems. Procedia CIRP, 99:680–685.
Ye, X., Hong, S. H., Song, W. S., Kim, Y. C., and Zhang,
X. (2021). An industry 4.0 asset administration shell-
enabled digital solution for robot-based manufactur-
ing systems. IEEE Access, 9:154448–154459.
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
84
