
Digital Twin Architecture of a Cyber-physical Assembly Transfer
System
Matteo De Marchi
1a
, Rafael A. Rojas
1b
, Benedikt G. Mark
1c
, Tanel Aruväli
1d
,
Erwin Rauch
1e
and Dominik T. Matt
1,2 f
1
Industrial Engineering and Automation (IEA), Faculty of Science and Technology, Free University of Bozen-Bolzano,
39100 Bolzano, Italy
2
Innovation Engineering Center (IEC), Fraunhofer Italia Research s.c.a.r.l., Via A. Volta 13a, 39100 Bolzano, Italy
Keywords: Industry 4.0, Cyber Physical Systems, Digital Twin, Smart Manufacturing.
Abstract: In recent years, the introduction of Internet of Things ready devices set new standards in the exploitation of
Industry 4.0 related concepts. The growing complexity of Cyber-Physical Systems makes industrial
machinery to be more connected, interoperable, and controllable. Hereby, topics such as edge/cloud
computing, cyber security, and sustainability are gaining considerable importance. In this scenario, the Digital
Twin paradigm aims at establishing a safe and seamless integrated data flow from the physical world to the
virtual one and vice versa, ensuring a constant optimization of the system and its real-time monitoring. This
work aims to design and implement a DT architecture for a cyber-physical intelligent manufacturing line. The
implementation of a DT node for a flexible transfer line allows users to simply interface it with other systems,
such as collaborative and traditional industrial robots as well as to enable the smart routing and tracing of
shuttles. The development of the technological demonstrator has been conducted at the Smart Mini Factory
laboratory of the Free University of Bolzano.
1 INTRODUCTION
The rapid advancements of technology make the
interconnection and communication of smart devices
over the Internet possible. In addition, the storage
capabilities and processing power of these devices
increased while the size could be reduced. Smart
devices have the capabilities of real-time data
monitoring, accumulation, saving and processing
(Grieves, 2014). Internet of Things (IoT) is a
technology which is rapidly growing and offers
various functions and applications in many domains
and in everyday life. IoT aims at linking the digital to
the physical world while letting devices and people
connect anywhere, anytime, with anyone and
anything (Barricelli et al., 2019) (Negri et al., 2017)
IoT and specifically Industrial Internet of Things
(IIoT) together with automation and digitalization are
a
https://orcid.org/0000-0001-7965-4338
b
https://orcid.org/0000-0002-3668-7719
c
https://orcid.org/0000-0001-8211-4682
d
https://orcid.org/0000-0003-2077-6642
e
https://orcid.org/0000-0002-2033-4265
f
https://orcid.org/0000-0002-2365-7529
seen as enablers of Industry 4.0, the so-called fourth
industrial revolution (Grieves, 2014). Industry 4.0
stands for a combination of industrial practices and
traditional manufacturing with these new
technologies such as the aforementioned IoT (and/or
IIoT) and, among others, new machine
communications and Cyber-Physical Systems (CPS).
CPS are highly integrated and interconnected systems
including interacting networks of computational and
physical components (Kritzinger et al., 2018).
Meaning, a CPS typically consists of a digital part,
e.g., data or software, and a physical part, e.g., a
machine or device. The state of the physical part is
represented by the cyber part which impacts it by
automated control (ISO, 2002). Digital Twins (DT)
are reciprocally synchronized and connected via
actuators and sensors and the term stands (Bellman &
Landauer, 2000). The DT of CPS presents a medium
168
De Marchi, M., Rojas, R., Mark, B., Aruväli, T., Rauch, E. and Matt, D.
Digital Twin Architecture of a Cyber-physical Assembly Transfer System.
DOI: 10.5220/0011589900003329
In Proceedings of the 3rd International Conference on Innovative Intelligent Industrial Production and Logistics (IN4PL 2022), pages 168-175
ISBN: 978-989-758-612-5; ISSN: 2184-9285
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

to manifest, visualize and control a physical twin
(Vernadat, 2007) and enables companies to cope with
nowadays challenges such as ever more fast-paced
complex and uncertain boundary conditions .
After the introduction in the current Section 1,
Section 2 focuses on a theoretical background of
modularity in DT. Therefore, the DT paradigm and
the interoperability and scalability of DT applications
are presented. Subsequently, the conceptual
framework of standard modules for DTs is presented
in Section 3 and exemplary application is shown in
Section 4. Following, a discussion is conducted
(Section 5) and a conclusion and outlook is presented
(Section 6).
2 THEORETICAL
BACKGROUND
2.1 The Digital Twin Paradigm
The fourth industrial revolution set new standards for
industrial environments thanks to the introduction of
innovative technologies including, but not limited to,
the Internet of Things (IoT), Cyber Physical Systems
(CPS), Big Data analytics, and simulation.
Furthermore, thanks to the deployment of AI features,
computational systems have gained significant
power, being more capable, more robust, and more
efficient. The concept of DT rises following the
integration of the above-mentioned technological
aspects and their coexistence. The first formalization
of the term “Digital Twin” has to be attribute to
Michael Grieves, who formalized it in 2014 (Grieves,
2014). Even though many different definition has
been provided (Barricelli et al., 2019), a generally
valid one, applicable to the industrial sector has been
provided by (Negri et al., 2017) and defines the DT
as “a virtual representation of a production system
that is able to run on different simulation disciplines
that is characterized by the synchronization between
the virtual and real system, thanks to sensed data and
connected smart devices, mathematical models and
real time data elaboration. The topical role within
Industry 4.0 manufacturing systems is to exploit these
features to forecast and optimize the behaviour of the
production system at each life cycle phase in real-
time”. This definition can be further elaborated
introducing the concepts of Digital Model (DM) and
Digital Shadow (DS) (Kritzinger et al., 2018), that
differ from the DT given their level of integration. A
DM physical world and its virtual counterpart are not
connected, meaning that the information should be
collected and transported manually from one world to
the other. The DS is characterized by an autonomous
data collection feature, but still requires the human
presence to transfer the data back, from the virtual
environment to the physical world. Finally, the DT is
characterized by a fully integrated virtual
environment, which enable an autonomous data flow
in both directions.
2.2 Interoperability and Scalability of
DT Applications
Integration may be understood as the necessary steps
that allow a body of disparate systems to be treated as
a whole, so that it can be understood, monitored and
controlled (ISO, 2002) (Bellman & Landauer, 2000).
In what refers to digital systems, where information
plays a key role, interoperability is required,
intending that each system must be able to use and
process the information produced by another system
(Vernadat, 2007). This poses several challenges that
spans different layers of the digital structure of the
system that we desire to integrate (Lin et al., 2015).
At its deepest, this involves the nature of the data
representation at chip-level and the internal use and
meaning that each software gives to data. However,
this complex dimension is often simplified by the
communication interfaces and protocols that systems
expose to successfully communicate. However, these
interfaces are rarely homogenous among system
types and generations. As a consequence, achieving
interoperability poses the challenges of designing a
communication solution among disparate systems.
As it is remarked in (Rojas et al., 2017),
interoperability needs to be implemented at different
layers of the OSI model (Zimmermann, 1980) and can
be classified into technical, syntactic and semantic.
With technical interoperability, we refer to the
capacity of exchanging raw and autonomous
sequence of bites. Syntactic interoperability is
associated with data formats, i.e., the symbols
represented by such sequences of bits. Finally,
semantic interoperability is the capacity of
exchanging meaning between systems. Semantic
interoperability depends on syntactic interoperability
that depends on technical interoperability. Among all
existing solutions to achieve technical
interoperability, Ethernet has become a de-facto
choice in industrial systems (Yang et al., 2005) that
implement the OSI 1 and 2, 3 and 4 layers. If follows
that Interoperability solutions are mainly syntactic
and sematic interoperability solutions that depends on
the architecture and the intended use of the system as
a whole.
Digital Twin Architecture of a Cyber-physical Assembly Transfer System
169
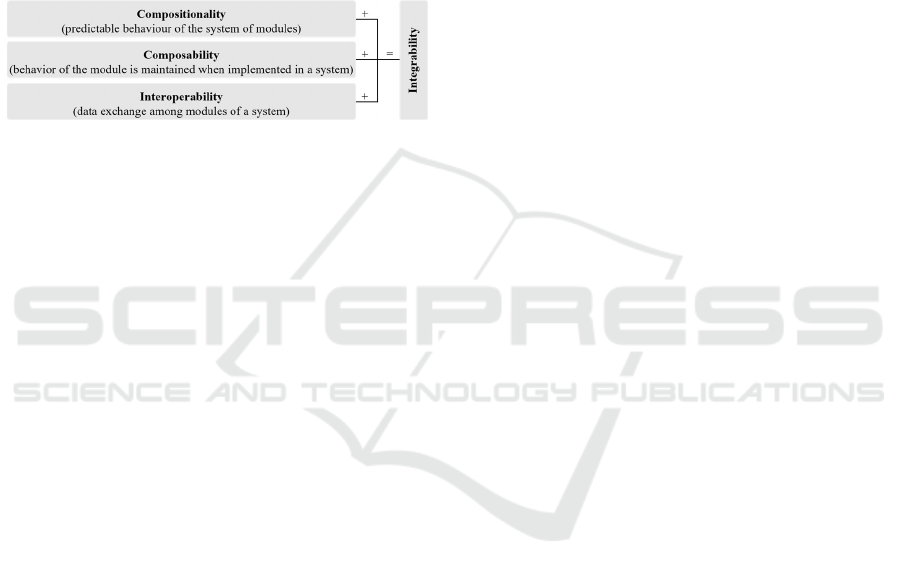
We underline that interoperability is a key feature
to achieve three key conditions for integrability
(Gössler & Sifakis, 2005), as displayed in Figure 1.
On the one hand, compositionality, i.e., that the
behaviour of the system is predictable from the
behaviour of its components. On the other hand,
composability, i.e., that the properties of a component
do not variate when it is placed inside the system. In
fact, interoperability allows exchange the data
required to the coordination and orchestration of
system components. In addition, this enables system
scalability, in the sense that allows adding new
components to the system with new functionalities.
Figure 1: Compositionality, composability, and
interoperability as elements of integrability.
3 CONCEPTUAL
FRAMEOWORK OF
STANDARD MODULES FOR
DIGITAL TWIN
In this section the authors aim at proposing an
inclusive definition of standard modules for DT
application. A number of examples of modular DT
application is available in literature, while a clear,
shared definition of module is missing yet. The
authors of (Guo et al., 2019) suggest that the modular
approach must be based on parametrization.
Parametrization allow modules that have similar
functions and structure to be clustered in larger,
functional modules. In this perspective, the final
functional modules users will be able to easily
replicate the implementation of modules, reducing the
programming workload and the effort required for
modelling. In (Negri et al., 2019), DT modules are
referred to as Functional Mock-up Units (FMUs).
FMUs are referred to as black boxes that are capable
of interacting with different simulation environment,
requiring only little arrangements. FMUs can be
instantiated as many times as necessary, allowing
users to easily scale their DT applications. (Yun et al.,
2017) asses that DT characteristics such as
complexity, resolution, programming languages and
data formats may represent an issue for DT
implementation and its eventual scalability. In
addition, the authors of (Yun et al., 2017) underline
the fact that centralized DT application may consume
too big resources and energies, and therefore suggest
the realization of DT applications which are
geographically and logically distributed for better
addressing data transportation and energy
consumption efficiency.
In our view, it is legit to rise various definitions of
DT modules, depending on the desired architectural
resolution and the targeted product life cycle phases.
Nevertheless, a general definition of DT module,
which is not constrained, nor limited, by the
architectural resolution focus nor by its peculiar
function is proposed next: DT modules are
standardized, reconfigurable, parametrized software
packages which share similar internal operative
structural elements (data collection, data pre-
processing, data storage, data exploitation, data
visualization and feedback/control) (Rocha et al.,
2021) and differ the ones from the others due to the
necessary inputs and desired outputs. Standing with
this definition, DT modules achieve compositionality
thanks to the shared internal architecture,
composability due to input-output-bounded design,
and interoperability whenever input and output data
formats are homogeneous in type and format,
enabling system scalability. The synergy of two or
more DT modules results in a DT system.
Conceptually, it is possible to subdivide DT
modules into five application levels, ranging from the
product level, up to the Supply Chain (SC) level,
passing through the work cell, system, and factory
levels. At the product level, DT modules operate in
several product life-cycle phases. In particular, DT
modules addressing Product Life-cycle Management
(PLM) aim to monitor, simulate and optimize each
life-cycle phase of a product (Tao et al., 2018), from
the early design up to the retirement. If the benefits of
the DT paradigm are trivial for the design,
manufacturing and service life-cycle phases of a
product, the potential of a DT application for
products’ retirement phase requires further research
(Liu et al., 2020). The product simulation field could
be ideally a part of a PLM DT system that serves
during the design phase. The implementation of a
product simulation DT module ensures a lower time-
to-market, reducing the time required for the
prototyping phase. In as much, in DT-driven product
development, the design is generated by the DT
application based on real user experience, thus
eliminating (or drastically reducing) the need of
design modifications and re-prototyping (Lo et al.,
2021). At work cell level, DT modules are employed
to manage the work cell as whole. For example, DT
modules monitoring and optimizing the performance
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
170

of robotics systems through real-time robot behaviour
adaption features based on adaptive motion planners
lead to improvement of motion speed, energy
consumption and safety (She, 2021). Safety, in
particular, is crucially important for Human-Robot
Collaboration (HRC), where human operators and
robotic manipulator share the same workspace at the
same time. DT modules for HRC enable the dynamic
task allocation based on task properties and assembly
characteristics, aiming to improve the human-robot
workload balance (Bilberg & Malik, 2019).
Employed in HRC, but also in quality inspection,
autonomous driving or authentication applications,
Computer Vision DT modules allow DT system to
access data retrieved from 2D, 3D or Infrared (IR)
cameras.
Especially in collaborative assembly workstation,
to exploit Computer Vision (CV) devices, for
predictive maintenance purposes as well as for fault
detection and diagnosis. The system level is
embodied by the ensemble of work cells and all those
entities aimed moving row material, semi-finished
products and finished product from one work cell to
another. At the system level DT modules can embody
virtual representations of transfer lines, Autonomous
Guided Vehicles (AGVs) and Autonomous Guided
Robots (AGRs) for solving optimal path planning
algorithms and to simulate their behaviour in the
physical shopfloor (Bottani et al., 2017). DT based
Production Management Systems (DTPMS) enable
the real-time monitoring of production processes,
allowing simulation and forecasting elements of the
DTPMS module to efficiently optimize production
planning tasks (Ma et al., 2020). In addition,
performance prediction (Zhuang et al., 2021) and
energy consumption optimization (Zhang et al., 2018)
are made possible by the inclusion of forecasting DT
modules who rely on the real-time monitoring of the
system. On the factory and supply chain levels, DT
modules aim at monitoring and optimizing higher
level processes. E.g., factory layout planning DT
modules allow layout planners to generate a
conceptual design of the factory shopfloor before
constructing the facility. This ensures resource
saving, avoiding the need of reconfiguration. This is
also supported by Building Information Modelling
(BIM) DT modules, that merges the real-time
collected data of a piece of equipment, its static data
and its 3D representation to facilitate the access to
information when needed (Coupry et al., 2021).
Cybersecurity (Saad et al., 2020) is a topic that ideally
affects every application level, but can be addressed
with dedicated DT modules deployed at factory level,
considering the transfer of data between one facility
and another more risky than intra-factory data
transfer. Supply Chain DT (SCDT) application
observe and optimize the behaviour of supply chains
(Park et al., 2021).
4 EXEMPLARY APPLICATION
The idea of treating DT applications as a body of
interoperable and replicable modules that have been
explained in Section 3 has been put into practice at
the Smart Mini Factory laboratory for Industry 4.0 of
the Free University of Bozen-Bolzano, which has the
objective of replicating an industrial environment,
both from manufacturing and logistics perspectives,
to allow undergraduate students as well as
practitioners from industry to learn Industry 4.0
related concepts through hands-on experiences.
In this case a technological demonstrator has been
set up to explain the benefits and potential of a
modular DT application. In particular, the
demonstrator consists of the assembly of a product
that requires the orchestration of several entities in
order to be successfully manufactured. For this
purpose, a “gopher holes” puzzle will be employed.
The puzzle is made out of a bottom plate, by six laths
(four unique parts and two equal parts), and a top
plate. The assembly of the product is carried on
autonomously by a smart assembly line. The
components of the puzzle are randomly scattered on
a conveyor belt. A DT module of the conveyor belt is
deployed and is in charge of dynamically adjusting
the speed of the belt conveyor based on the future
requirements of the production line. The conveyor
belt brings the components under a CV system that
recognizes the Reference Frame (RF) and the identity
of each part. The CV system also features its own DT
module, which is in charge of creating a virtual
representation of the components sparse on the
conveyor belt and to produce actual and future
(simulated) data to be shared with a delta robot. The
robotic system picks the puzzle elements through
suction caps and placing them on a shuttle, that runs
on an intelligent monorail transfer line. Each shuttle
can host one base of the puzzle or three laths. The DT
module of the delta robot receives information about
the actual and future (simulated) position of puzzle’s
elements on the conveyor belt. Thanks to this
synergy, the delta robot is capable of continuously
replanning its trajectories, preventing the arrival of
components, thus optimizing speed performance.
Moreover, the delta robot DT module is informed by
the CV DT module about the identity of the arriving
component. This information is required by the delta
Digital Twin Architecture of a Cyber-physical Assembly Transfer System
171
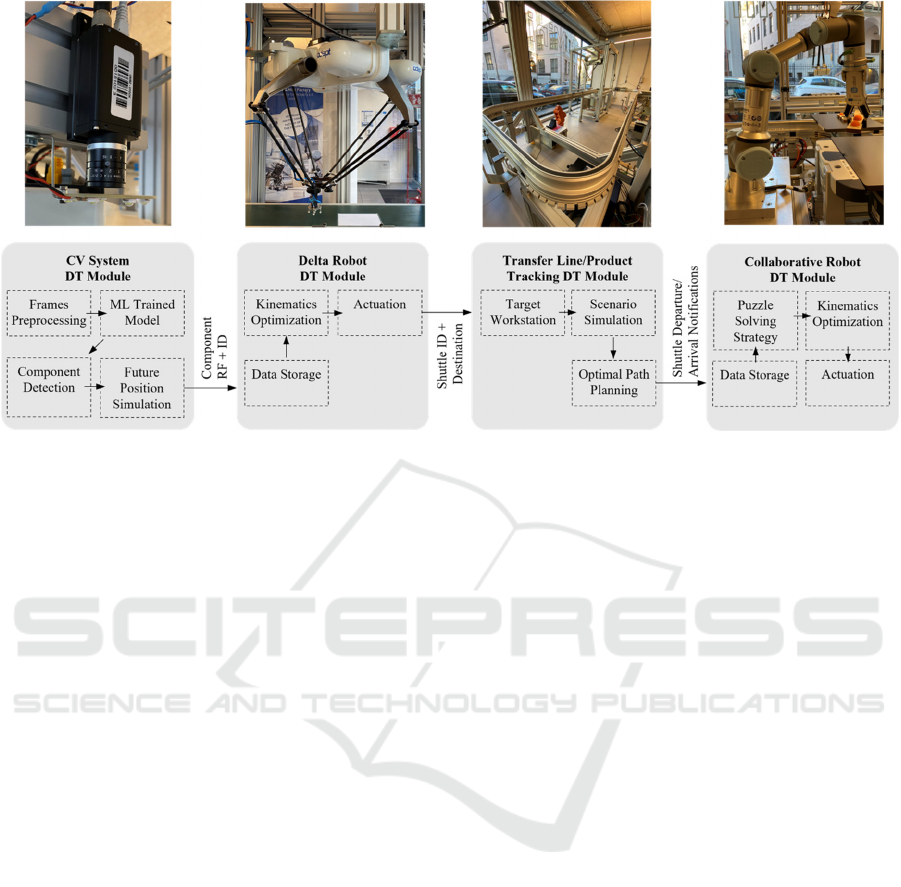
Figure 2: DT modules arrangement.
robot to easily plan the picking of the incoming
component, as components show varying surfaces.
This same information is then forwarded to the
product tracking DT module, which is in charge of
virtualizing the logical location of products along the
production line, together with the address of the
shuttle that is carrying the component(s). The
intelligent transfer line DT module solves an optimal
path planning problem to ensure the optimization of
one or more Key Performance Indicators (KPIs) (e.g.,
speed, idle time, path length, energy consumption,
jerk avoidance) for moving the shuttle from the delta
robot workstation towards the collaborative robot
workstation. Here, a lightweight collaborative robot
is notified about the arrival of a loaded shuttle by the
transfer line DT module, and immediately retrieves
the information about component ID and position on
the shuttle by the product tracking module. The
collaborative robot must unload the components from
the incoming shuttle. Given the unpredictable
components arrival order, the collaborative robot
workstation features a rack onto which components
that cannot be immediately assembled are
temporarily stored. The collaborative robot is driven
by a DT module similar to the one driving the delta
robot, with additional features for human-robot
collaboration. Even though in this peculiar
application a collaborative robot is employed on its
own (without the constant presence of a human
operator), the robotic arm is not fenced, hence, the
eventuality of a collision with a human operator
cannot be excluded. In addition, the collaborative
robot DT module simulates the cinematics of the
collaborative manipulator aiming at finding the best
set of joints motion for flexibly assembling the
puzzle. Completed puzzles are loaded on a shuttle
which will move to a representative warehouse.
Figure 2 graphically reports the arrangement of DT
modules that concur to the successful assembly of the
product. Only the most important parts of the DT
system have been reported in Figure 2 for space
saving reasons.
5 DISCUSSION
The union of the DT modules gives life to a DT
application which is finally capable of managing the
assembly of a product, whose components supply
does not attend the Just in Time (JIT) nor the Just In
Sequence (JIS) principles. This introduces
unpredictability and randomness in the system, which
would be impossible to tackle with traditional
assembly lines, that require long reconfiguration
times and costs and provide low flexibility during the
assembly phases. These issues are easily tackled by
the introduction of decentralized control of machines
provided by DT modules. All the items composing
the presented case study (conveyor belt, CV system,
delta robot, intelligent transfer line, and collaborative
robot) have been programmed in such a way that it is
possible for them to exchange information with
external DT modules through XMLRPC calls over
the local Ethernet Infrastructure. Practitioners from
industry as well as students can consider this work as
a starting point for learning the features and the
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
172

potential of DT application, together with the concept
of modular DT implementation. The work, in its
current form, is structured in such a way that each DT
module can be teared apart and presented in detail,
both from an architectural perspective and from an
informatic point of view. The strength of the
presented work resides in the facilitated combination
of several DT modules, which are capable to
construct a large-scale DT application for an entire
production line. In addition, the modularity of the
proposed architecture enables system
reconfigurability, flexibility and scalability.
Two major issues can be met during the
development and deployment of a modular DT
application:
(1) Systems integrability is not always easy to
realize. For example, great effort has been spent
to create an external controller for the delta
robot, which is originally driven by proprietary
programming language, that strongly limits
system’s integrability.
(2) Cybersecurity plays a major role in DT
applications since they strongly rely on data
transportation over the Internet. In this sense,
dedicated research should be carried on for
ensuring the security of data transportation in
the DT era.
6 CONCLUSIONS AND
OUTLOOK
This paper presents the design and implementation of
a DT architecture for a cyber-physical assembly
transfer line. The implementation of a DT node
enables an easy-to-implement connection with other
systems. The authors give a definition of DT module
and describe their internal structure. In addition, the
authors list and describe a list of possible DT modules
application in industry. For validating the novel
definition, a practical case study is presented. Here, a
demonstrative assembly line composed by a conveyor
belt, a delta robot equipped with a CV system, an
intelligent transfer line, and a collaborative robot are
in charge of assembling a logically difficult to
assemble product, a puzzle, for this demonstrative
case study. The implementation of DT modules
remarks existing challenges in Industry 4.0
environment such as cybersecurity and the need of
integrable systems and opens new horizons such as
the fine granularity and level of detail that is possible
to obtain through the adoption of modular DT
applications. In the future, more research is needed on
cyber-security, as this will play an increasingly
important role in DT applications. In the next future,
the authors aim at developing the case study,
including more DT modules in the production line, as
well as more equipment. Moreover, the objective is to
demonstrate the potential flexibility of such a
production line assembling more than one product at
the same time on the same line. In addition, ways and
possibilities should be elaborated to simplify the
integration process.
ACKNOWLEDGEMENTS
This research was funded by the Autonomous
Province of Bolzano under the Grant TN220V
(project title: ASSIST4RESILIENCE - Increasing
Resilience in Manufacturing - Development of a
Digital Twin Based Worker Assistance).
REFERENCES
Aivaliotis, P., Georgoulias, K., & Chryssolouris, G. (2019).
The use of Digital Twin for predictive maintenance in
manufacturing. International Journal of Computer
Integrated Manufacturing, 32(11), 1067–1080.
Ansys Twin Builder. (n.d.). https://www.ansys.com/it-
it/products/digital-twin/ansys-twin-builder
Anylogic. (n.d.). https://www.anylogic.com/features/
digital-twin/
AnyLogistix. (n.d.). https://www.anylogistix.com/
Autodesk Tandem. (n.d.). https://intandem.autodesk.com/
Barricelli, B. R., Casiraghi, E., & Fogli, D. (2019). A survey
on digital twin: Definitions, characteristics,
applications, and design implications. IEEE Access, 7.
Scopus.
https://doi.org/10.1109/ACCESS.2019.2953499
Barykin, S. Y., Bochkarev, A. A., Dobronravin, E., &
Sergeev, S. M. (2021). The place and role of digital twin
in supply chain management. Academy of Strategic
Management Journal, 20, 1–19.
Bellman, K. L., & Landauer, C. (2000). Towards an
integration science: The influence of Richard Bellman
on our research. Journal of Mathematical Analysis and
Applications, 249(1), 3–31.
Biesinger, F., Meike, D., Kraß, B., & Weyrich, M. (2019).
A digital twin for production planning based on cyber-
physical systems: A Case Study for a Cyber-Physical
System-Based Creation of a Digital Twin. Procedia
CIRP, 79, 355–360.
Bilberg, A., & Malik, A. A. (2019). Digital twin driven
human–robot collaborative assembly. CIRP Annals,
68(1), 499–502. Scopus. https://doi.org/10.1016/j.cirp.
2019.04.011
Digital Twin Architecture of a Cyber-physical Assembly Transfer System
173

Bottani, E., Cammardella, A., Murino, T., & Vespoli, S.
(2017). From the Cyber-Physical System to the Digital
Twin: The process development for behaviour
modelling of a Cyber Guided Vehicle in M2M logic.
XXII Summer School Francesco TurcoIndustrial
Systems Engineering, 1–7.
Coupry, C., Noblecourt, S., Richard, P., Baudry, D., &
Bigaud, D. (2021). BIM-Based Digital Twin and XR
Devices to Improve Maintenance Procedures in Smart
Buildings: A Literature Review. Applied Sciences,
11(15), 6810.
De Marchi, M., Gualtieri, L., Rojas, R. A., Rauch, E., &
Cividini, F. (2021). Integration of an Artificial
Intelligence Based 3D Perception Device into a
Human-Robot Collaborative Workstation for Learning
Factories. Available at SSRN 3863966.
Gehrmann, C., & Gunnarsson, M. (2019). A digital twin
based industrial automation and control system security
architecture. IEEE Transactions on Industrial
Informatics, 16(1), 669–680.
Google—Supply Chain Twin and Pulse. (n.d.).
https://cloud.google.com/solutions/supply-chain-twin
Gössler, G., & Sifakis, J. (2005). Composition for
component-based modeling. Science of Computer
Programming, 55(1–3), 161–183.
Grieves, M. (2014). Digital Twin: Manufacturing
Excellence through Virtual Factory Replication. Digital
Twin: Manufacturing Excellence Through Virtual
Factory Replication. Scopus.
Guo, J., Zhao, N., Sun, L., & Zhang, S. (2019). Modular
based flexible digital twin for factory design. Journal of
Ambient Intelligence and Humanized Computing,
10(3), 1189–1200.
ISO. (2002). Iso 19439, cim system architecture-framework
for enterprise modelling. Technical report, ISO,
Kritzinger, W., Karner, M., Traar, G., Henjes, J., & Sihn,
W. (2018). Digital Twin in manufacturing: A
categorical literature review and classification. IFAC-
PapersOnLine, 51(11), 1016–1022. Scopus.
https://doi.org/10.1016/j.ifacol.2018.08.474
Kunath, M., & Winkler, H. (2018). Integrating the Digital
Twin of the manufacturing system into a decision
support system for improving the order management
process. Procedia Cirp, 72, 225–231.
Lin, S.-W., Miller, B., Durand, J., Joshi, R., Didier, P.,
Chigani, A., Torenbeek, R., Duggal, D., Martin, R.,
Bleakley, G., & others. (2015). Industrial internet
reference architecture. Industrial Internet Consortium
(IIC), Tech. Rep.
Liu, M., Fang, S., Dong, H., & Xu, C. (2020). Review of
digital twin about concepts, technologies, and industrial
applications. Journal of Manufacturing Systems.
Scopus. https://doi.org/10.1016/j.jmsy.2020.06.017
Lo, C., Chen, C., & Zhong, R. Y. (2021). A review of digital
twin in product design and development. Advanced
Engineering Informatics, 48, 101297.
Ma, J., Chen, H., Zhang, Y., Guo, H., Ren, Y., Mo, R., &
Liu, L. (2020). A digital twin-driven production
management system for production workshop. The
International Journal of Advanced Manufacturing
Technology, 110(5), 1385–1397.
Nåfors, D., Berglund, J., Gong, L., Johansson, B.,
Sandberg, T., & Birberg, J. (2020). Application of a
hybrid digital twin concept for factory layout planning.
Negri, E., Fumagalli, L., Cimino, C., & Macchi, M. (2019).
FMU-supported simulation for CPS digital twin.
Procedia Manufacturing, 28, 201–206.
Negri, E., Fumagalli, L., & Macchi, M. (2017). A Review
of the Roles of Digital Twin in CPS-based Production
Systems. Procedia Manufacturing, 11, 939–948.
Scopus. https://doi.org/10.1016/j.promfg.2017.07.198
Oracle IoT Production Monitoring Cloud. (n.d.).
https://docs.oracle.com/en/cloud/saas/iot-production-
cloud/index.html
Park, K. T., Son, Y. H., & Noh, S. D. (2021). The
architectural framework of a cyber physical logistics
system for digital-twin-based supply chain control.
International Journal of Production Research, 59(19),
5721–5742.
Reply. (n.d.). https://www.reply.com/en/topics/internet-of-
things/the-digital-companion-for-manufacturing
Riverlogic. (n.d.). https://www.riverlogic.com/solutions
Robot Operating System (ROS). (n.d.).
https://www.ros.org/
Rocha, C. A. P., Rauch, E., Vaimel, T., Garcia, M. A. R., &
Vidoni, R. (2021). Implementation of a Vision-Based
Worker Assistance System in Assembly: A Case Study.
Procedia CIRP, 96, 295–300.
Rojas, R. A., Rauch, E., Vidoni, R., & Matt, D. T. (2017).
Enabling connectivity of cyber-physical production
systems: A conceptual framework. Procedia
Manufacturing, 11, 822–829.
Saad, A., Faddel, S., Youssef, T., & Mohammed, O. A.
(2020). On the implementation of IoT-based digital
twin for networked microgrids resiliency against cyber
attacks. IEEE Transactions on Smart Grid, 11(6),
5138–5150.
Samir, K., Maffei, A., & Onori, M. A. (2019). Real-Time
asset tracking; a starting point for Digital Twin
implementation in Manufacturing. Procedia Cirp, 81,
719–723.
She, M. (2021). Deep Reinforcement Learning-Based
Smart Manufacturing Plants with a Novel Digital Twin
Training Model. Wireless Personal Communications,
1–20.
Siemens NX. (n.d.). https://www.plm.automation.siemens.
com/global/it/products/nx/
Siemens PLM. (n.d.). https://www.plm.automation.
siemens.com/global/
Tao, F., Cheng, J., Qi, Q., Zhang, M., Zhang, H., & Sui, F.
(2018). Digital twin-driven product design,
manufacturing and service with big data. International
Journal of Advanced Manufacturing Technology, 94(9–
12), 3563–3576. Scopus. https://doi.org/10.1007/
s00170-017-0233-1
Vernadat, F. B. (2007). Interoperable enterprise systems:
Principles, concepts, and methods. Annual Reviews in
Control, 31(1), 137–145.
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
174

Wang, G., Zhang, G., Guo, X., & Zhang, Y. (2021). Digital
twin-driven service model and optimal allocation of
manufacturing resources in shared manufacturing.
Journal of Manufacturing Systems, 59, 165–179.
Wang, P., Liu, W., Liu, N., & You, Y. (2020). Digital twin-
driven system for roller conveyor line: Design and
control. Journal of Ambient Intelligence and
Humanized Computing, 11(11), 5419–5431.
Wang, Y., Wang, X., & Liu, A. (2020). Digital twin-driven
supply chain planning. Procedia CIRP, 93, 198–203.
Xu, Y., Sun, Y., Liu, X., & Zheng, Y. (2019). A digital-
twin-assisted fault diagnosis using deep transfer
learning. IEEE Access, 7, 19990–19999.
Yang, S.-P., Sang, N., & Xiong, G.-Z. (2005). Safety
critical real-time networks based on ethernet
technology. Ruan Jian Xue Bao(J. Softw.), 16(1), 121–
134.
Yun, S., Park, J.-H., & Kim, W.-T. (2017). Data-centric
middleware based digital twin platform for dependable
cyber-physical systems. International Conference on
Ubiquitous and Future Networks, ICUFN, 922–926.
Scopus. https://doi.org/10.1109/ICUFN.2017.7993933
Zhang, M., Zuo, Y., & Tao, F. (2018). Equipment energy
consumption management in digital twin shop-floor: A
framework and potential applications. 2018 IEEE 15th
International Conference on Networking, Sensing and
Control (ICNSC), 1–5.
Zhuang, C., Miao, T., Liu, J., & Xiong, H. (2021). The
connotation of digital twin, and the construction and
application method of shop-floor digital twin. Robotics
and Computer-Integrated Manufacturing, 68, 102075.
Zimmermann, H. (1980). OSI reference model-the ISO
model of architecture for open systems interconnection.
IEEE Transactions on Communications, 28(4), 425–
432.
Digital Twin Architecture of a Cyber-physical Assembly Transfer System
175
