
Comparative Study of Microstructure and Mechanical Properties of
Hot Work Tool Steel SKD 6 with Different Manufacturing Process
Roni Kusnowo
1a
, Hanif Azis Budiarto
2b
, Cecep Ruskandi
1c
and Gita Novian Hermana
3d
1
Department of Foundry Engineering, Bandung Polytechnic for Manufacturing, Bandung 40135, West Java, Indonesia
2
Department of Design Engineering, Bandung Polytechnic for Manufacturing, Bandung 40135, West Java, Indonesia
3
Department of Advanced Materials Engineering, Bandung Polytechnic for Manufacturing, Bandung 40135, West Java,
Indonesia
Keywords: SKD 6 Tool Steel, Heat Treatment, Precipitation, Carbide, Tool Steel, Cast Steel.
Abstract: SKD 6 tool steel is a medium carbon-alloy steel known as a creep-resisting alloy used as lightweight
aluminium (Al) component die casting under high-temperature conditions. SKD 6 tool steel is an imported
steel material manufactured by rolling and forging processes. Some studies also developed advance
technology to fabricated SKD 6 by recrystallization and partial melting (RAP) process. However, due to the
complex geometry and cost efficiency, sand casting method is the most effective method to produce Al dies.
The SKD 6 cast alloy sample was heat treated at 850°C for 4 hours and cooled slowly inside the furnace by
opening the oven door to 45 degrees. The observation showed that the microstructure of cast SKD 6 is
identical to the as-cast product (imported) that has normalized. The microstructure showed that the normalized
cast alloy has a ferrite matrix with spherical secondary carbide grain on the grain boundary. However, the
hardness value of cast alloy Cr-M-V is slightly lower, 13.6 HRC, while the as-cast alloy is 18.1 HRC. The
low hardness value may cause by the lower content of secondary carbides in casting sample, and segregation
from secondary carbide. With these results, the imported substitute material is suitable for use.
1 INTRODUCTION
SKD 6 alloy is a medium carbon alloy steel known as
a creep-resisting alloy. It is the most common
material used in die casting to produce nonferrous
materials parts with complex shapes (Hong et al.,
2016; Xue et al., 2021). Recently, commercial SKD 6
steels have fabricated through different
manufacturing process such as rolling and forging.
Some studies also developed advance technology to
fabricated SKD 6 by recrystallization and partial
melting (RAP) process (Meng et al., 2012). However,
due to the complex geometry and cost efficiency,
sand casting method is the most effective method to
produce Al dies.
Commonly dies are made by machining process
from rolling steel Cr-Mo-V. Cr-Mo-V bar/ plate are
machining by CNC machine (fig. 1). Though, the
machining process increase machine time and the
a
https://orcid.org/0000-0002-7632-3434
b
https://orcid.org/0000-0002-1983-3032
d
https://orcid.org/0000-0003-1860-1130
production of scrap, while sand casting process has
the advantage of near net shape product. Then, it is
carried out using CNC to achieve dimensional
accuracy (Adeleke et al., 2022; El-Hofy, 2013).
Figure 1: 3D model of dies.
Normalizing shall be given to the as-cast product
so that the product can be used under work
conditions. Hardness test and metallographic test are
746
Kusnowo, R., Budiarto, H., Ruskandi, C. and Hermana, G.
Comparative Study of Microstructure and Mechanical Properties of Hot Work Tool Steel SKD 6 with Different Manufacturing Process.
DOI: 10.5220/0011876100003575
In Proceedings of the 5th International Conference on Applied Science and Technology on Engineering Science (iCAST-ES 2022), pages 746-750
ISBN: 978-989-758-619-4; ISSN: 2975-8246
Copyright © 2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)

carried out both from imported and cast alloy Cr-Mo-
V steel to get mechanical properties so that meet the
specification of industries.
2 METHODS
2.1 Materials and Heat Treatment
In this study, the SKD 6 was produced by sand casting
method. Each alloy was melted by using an induction
furnace (Inductotherm) with a capacity 250 kg. The
casting of SKD 6 material uses metal casting rules,
starting from making Y-block patterns, making
moulds, and smelting. SKD 6 rolled steel was
imported from Buderus Edelstahl GmbH, Bulgaria as
a comparison.
Figure 2: Y-Block of Cr-Mo-V.
The compositions of SKD 6 alloy steel were
determined according to JIS Standard and being
tested by using an Optical Emission of Spectroscopy
(OES, ARL 234) before pouring into the sand mould
as shown in Table 1.
Table 1: JIS Cr-Mo-V (SKD 6) material standard
composition (% W) (International ASM, 2000).
3 Si Mn Cr V Mo
S
P
0.32-
0.42
0.8-
1,2
0,5
max
4,5-
5,5
0.3-
0,50
1,00-
1,5
<0,0
2
<0,0
3
Normalizing was carried out to refine the grain,
improve machinability, eliminate residual stress and
improve the mechanical properties of construction
carbon steel and low alloy steel (Kristianto, 2018;
Roberts et al., 1998). The Y block SKD 6 steel was
separated into 2 specimens. the first sample were heat
treated at 850 °C for 4 hours and cooled slowly inside
the furnace by opening the oven door to 45 degrees
while the second were heat treated at 850 °C, held for
2 hours and cooled by air temperature. Last, the all of
sample were cut out with the dimension 20x20x10
mm (figure 3).
Figure 3: Sample As-recieved (left), As-Cast (middle),
Normalizing (right).
2.2 Microstructure Investigations
After the normalizing process, samples were ground
and polished with Al
2
O
3
paste for the hardness
measurements and microstructure analysis. Each
sample were polished and etched in 1 g picric acid, 4
mL HCl, 96 mL ethanol. A scanning electron
microscope (SEM; Hitachi SU 3500; Japan) was used
to examine the microstructure of the SKD 6 steels.
2.3 Hardness Measurement
The hardness measurements were made on a polished
surface of sample by using the Rockwell’s method.
Measurements were conducted on Future Tech
Rockwell Hardness Tester Machine with 1.498 N in
load and held for 10 seconds.
3 RESULTS AND DISCUSSIONS
3.1 Chemical Compositions
The chemical composition test showed that the
sample was confirmed as SKD 6 steels. As Shown in
Table 2, the chemical compositions of the specimen
are in the range recommended by standard JIS.
Table 2: The chemical composition of specimen Cr-Mo-V
cast alloy steel.
JIS Standard
C Si Mn Cr V Mo
S
P
0.32-
0.42
0.8-
1,2
0,5 max 4,5-
5,5
0.3-
0,50
1,00-
1,5
<0,02 <0,03
Cast Alloy Cr-Mo-V Steel Sample
C Si Mn Cr V Mo
S
P
0.41 0.9 0.21 4.5 0.3 1.02 0.01 0.01
Comparative Study of Microstructure and Mechanical Properties of Hot Work Tool Steel SKD 6 with Different Manufacturing Process
747
3.2 Microstructure Investigations
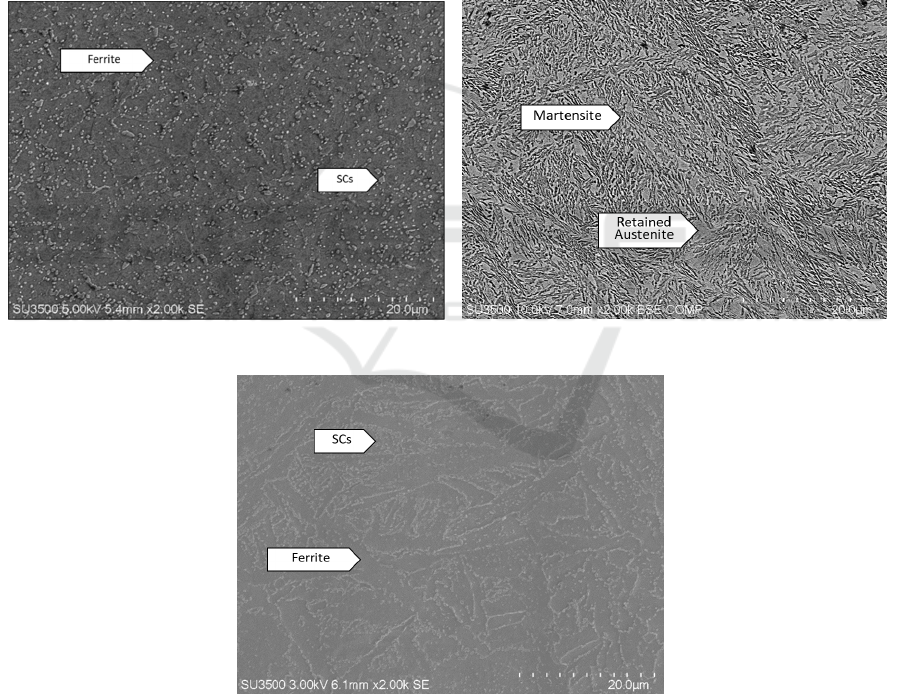
The Scanning Electron Microscope (SEM) images of
the SKD 6 steel showed in Figure 4. Picture of 4(a) is
as received sample (imported steel) which shows
some small spherical carbide known as Secondary
Carbides (SCs). The secondary carbides are
distributed evenly in the ferrite matrix with range of
size 500 nm to 1 µ in the ferrite matrix. Figure 4(b)
shows the microstructure of As-cast Cr-Mo-V steel.
It has observed that the lath martensite was fully
distributed in the alloy with the retained austenite
(Meng et al., 2012; Qamar, 2015). Further, figure 4(c)
is a cast alloy Cr-Mo-V steel after normalized. As can
be seen in that figure, the microstructure is identical
with the as-received sample. Nevertheless, the
secondary carbides in normalizing sample tend to
distributed in the grain boundary with the range of
size 500 nm to 1 µ. Both SCs on sample are indicated
as M
23
C
6
carbides (Michaud et al., 2007).
Moreover, The SEM-EDS data (Figure 5) showed
that there were Cr and Mo content in area 1 and area
3 that indicated M
23
C
6
carbides.
Precipitation carbides on the grain boundaries due
to high temperature known as sensitization. Heating
the sample at the sensitization temperature will cause
the C Atoms in the interstitial diffuse and tend toward
the grain boundaries. However, Cr atoms are
different. Cr atoms are hard to diffuse freely, even at
high temperatures. Therefore, the C atoms at the grain
boundaries will bind the atom Cr around it (Maulana
and Sulistijono, 2015).
(a) (b)
(c)
Figure 4: Microstructure of samples (a) As-received (b) As-cast (c) Normalized.
iCAST-ES 2022 - International Conference on Applied Science and Technology on Engineering Science
748

Figure 5: Graphics of Carbides SEM-EDS measurement (a) area 1 (b) area 2 (c) area 3 (d) area 4.
3.3 Hardness
Table 3 shows the hardness measurement by using
Rockwell hardness tester type C. The as-received Cr-
Mo-V alloy steel has higher hardness value 18.1 HRC
than normalizing sample 13.6 HRC. Although the two
samples had identical microstructures, the as-
received samples had a higher SCs content, and the
segregation was more even. This is what causes the
hardness value of As-received sample to be higher,
although not significant.
Table 3: Hardness test result.
Sample
Hardness (HRC) Average
1 2 3 4 5 (HRC)
As-received 18.3 18.1 17.7 17.9 18.3 18.1
Normalizing 13.4 13.7 13.3 13.8 13.7 13.6
4 CONCLUSIONS
The microstructural and hardness investigation on
Imported Cr-Mo-V Steel and Cast Alloy Cr-M0-V
Steel has been established. The observation showed
that the microstructure of cast alloy Cr-M-V is
identical to the as-cast product (imported) that has
normalized. The microstructure showed that the
normalized cast alloy has a ferrite matrix with
spherical secondary carbide grain on the grain
boundary. However, the hardness value of cast alloy
Cr-M-V is slightly lower, 13.6 HRC, while the as-cast
alloy is 18.1 HRC. The low hardness value may cause
by the lower content of SCs in the casting sample and
segregation from secondary carbide on the grain
boundaries. With these results, the imported
substitute material is suitable for use.
ACKNOWLEDGEMENTS
The authors acknowledge financial support from the
Ministry of Education, Culture, Research, and
Technology, Indonesia. The author is also thankful
for the help from Bandung Polytechnic for
Manufacturing and PT. Pako Akuina.
REFERENCES
Adeleke, A. A., Oki, M., Anyim, I. K., Ikubanni, P. P., and
Adediran, A. A. (2022): Recent Development in
Casting Technology : A Pragmatic Review Revue des
Composites et des Matériaux Avancés-Journal of
Composite and Advanced Materials Recent
Development in Casting Technology : A Pragmatic
Review, (May).
El-Hofy, H. A.-G. (2013): Machining by Thermal Erosion,
Fundamentals of Machining Processes, 429–468.
https://doi.org/10.1201/b15339-19
Hong, S. P., Kim, S. Il, Ahn, T. Y., Hong, S. T., and Kim,
Y. W. (2016): Effects of extended heat treatment on
carbide evolution in Cr-Mo steels, Materials
Characterization, 115, 8–13. https://doi.org/10.1016/
j.matchar.2016.03.013
Comparative Study of Microstructure and Mechanical Properties of Hot Work Tool Steel SKD 6 with Different Manufacturing Process
749

International ASM (2000): ASM handbook: Volume 8 (A.
International, Ed.). https://doi.org/https://doi.org/
10.31399/asm.hb.v08.9781627081764
Kristianto, R. (2018): Analisa Perlakuan Panas Pada Baja
Karbon Sedang Setelah Proses Pengelasan Dilihat Dari
Uji Kekerasan Dan Struktur Mikro, Jurnal Teknik
Mesin Ubl, 5(2), 14–18.
Maulana, F. H., and Sulistijono (2015): Pengaruh
Temperatur Sensitisasi dan Variasi Stress Terhadap
Laju Korosi SS 409 pada Lingkungan Salt Spray,
Jurnal Teknik ITS, 4(1).
Meng, Y., Sugiyama, S., and Yanagimoto, J. (2012):
Journal of Materials Processing Technology
Microstructural evolution during RAP process and
deformation behavior of semi-solid SKD61 tool steel,
Journal of Materials Processing Tech., 212(8), 1731–
1741. https://doi.org/10.1016/j.jmatprotec.2012.04.003
Michaud, P., Delagnes, D., Lamesle, P., Mathon, M. H., and
Levaillant, C. (2007): The effect of the addition of
alloying elements on carbide precipitation and
mechanical properties in 5% chromium martensitic
steels, Acta Materialia, 55(14), 4877–4889.
https://doi.org/10.1016/j.actamat.2007.05.004
Qamar, S. Z. (2015): Effect of heat treatment on mechanical
properties of H11 tool steel, Key Engineering
Materials, 656–657(2), 434–439. https://doi.org/
doi:10.4028/www.scientific.net/KEM.656-657.434
Roberts, G. ., Krauss, G., and Kennedy, R. (1998): Tool
Steels: 5th Edition, ASM International, 364.
https://doi.org/10.1361/t
Xue, S., Yang, T., Guo, R., Deng, A., Liu, X., and Zheng,
L. (2021): Crack analysis of Cr-Mo-V-Si medium-
carbon alloy steel in casting die, Engineering Failure
Analysis, 120(July 2020), 105083. https://doi.org/
10.1016/j.engfailanal.2020.105083
iCAST-ES 2022 - International Conference on Applied Science and Technology on Engineering Science
750
