
Proposal to Improve Storage Management to Reduce Stock-Outs
Through the Use of the Reorder Point, Safety Stock and 5S in the
Plastic Sector
Cristhofer Valdivia Vargas
*a
, Cesar Seminario Cerna
†b
and Alberto Florez Perez
c
Facultad de Ingenieria y Arquitectura, Universidad de Lima, Lima, Peru
Keywords: Reorder Point, Safety Stock, ABC, 5S, EOQ, Inventory Control.
Abstract: In warehouse management lies mainly the absence of spare parts when they are needed for maintenance of
machinery or because a fault arose, and it is necessary to replace the parts. This cause must be reduced as it
generates a huge downtime of the machinery. In the present case study, the ABC was used to separate the
most important spare parts families, in addition, using the EOQ together with the reorder point was able to
efficiently supply the spare parts stores, to reduce stock breakages and, Also, the security stock was used.
Then, from implementing the improvement tools in the sourcing process, 5S and ABC methods were used to
organize the warehouses, obtaining in this way a considerable decrease in the stock break of approximately
42% and a reduction of the purchase orders by 58%.
1 INTRODUCTION
In Peru, the plastic industry contributes well,
accounting for 4% of Gross Domestic Product and
generating 200,000 jobs (Sociedad Nacional de
Industrias, 2019b). This is a good indicator as the
industry grows annually at a rate of 3.2% (Sociedad
Nacional de Industrias, 2019b), this is due to the
reactivation of the construction sector and the demand
for packaging for the agro-industry sector. Added to
this the plastics industry sector has a growing trend,
this is evidenced by the fact that the global plastic
production in volume of 2017 exceeded by 3.8% to
the production of 2016 (Sociedad Nacional de
Industrias, 2019a). However, this trend of growth in
production is affected by various problems, affecting
several products, this is mainly reflected in single-use
plastics as they are (Sociedad Nacional de Industrias,
2019a), that is why there is a tendency to reduce the
amount of plastics consumed, as evidence of this
trend are taxes and various restrictions, in the national
case, we have the law 30884 that estimates to reach a
reduction of 30% of plastics in the first year of
validity (Sistema Nacional de Información
Ambiental, 2019)
a
https://orcid.org/0000-0003-4907-4126
b
https://orcid.org/0000-0002-1971-2177
c
https://orcid.org/0000-0003-0813-0662
The above shows that companies in the plastic
sector, although they have global growth trends, also
have problems so it is sought to propose new
solutions, Part of these solutions focused on
innovation in creating new types of products such as
100% recyclable packaging and thereby promoting a
cycle of use and disuse.
It was identified that there are different factors
that affect the problem, such as the mean time
between breakdowns in each machine, stock breakage
and inefficient management in the supply plans,
significantly affecting the performance of the
injection molding machines and therefore production,
which is the reason for the increase in costs, generated
by an inadequate stock (Conceição et al., 2021).
With this established, the following structure is
presented for this article, which is divided into five
important parts which are: introduction, state of the
art, contribution, validation, and conclusions.
552
Valdivia Vargas, C., Seminario Cerna, C. and Florez Perez, A.
Proposal to Improve Storage Management to Reduce Stock-Outs Through the Use of the Reorder Point, Safety Stock and 5S in the Plastic Sector.
DOI: 10.5220/0011960200003612
In Proceedings of the 3rd International Symposium on Automation, Information and Computing (ISAIC 2022), pages 552-557
ISBN: 978-989-758-622-4; ISSN: 2975-9463
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)

2 STATE OF THE ART
2.1 5S Methodology (5S) -Activity
Basic Costing in the Stores (ABC)
Based on the improvement in the warehouses, it was
found in the various case studies that the main flaws
are the lack of controls and the standardization of
processes, in addition to that only 5% of the activities
add value and 60% only add partial value (Marmolejo
et al., 2016), this means that many of the activities are
underutilized when adding value, and that there are
usually activities that do not generate value and these
should be eliminated since they only generate costs
that will not be paid by customers(Shahriar et al.,
2022).
The implementation of the 5S means that
everything that is considered waste is eliminated
(Sukdeo et al., 2020), but to start implementing the 5S
you first need to establish a language that everyone
can understand (Gupta & Jain, 2015), in order to
avoid confusion.
Because when properly implemented it not only
helps productivity, but also keeps the place clean and
organized (SOROOSHIAN & MAD ALI, 2017), it
helps to make working conditions better, improves
the usability of spaces and reduces downtime
(SOROOSHIAN & MAD ALI, 2017).
Another problem is the lack of organization in the
warehouses, where we find that the big mistake that
is made is to give all items the same treatment
(Conceição et al., 2021), to solve this applies the
order based on the ABC, which serves to separate the
items that are stored, based on which have greater
financial relevance (Conceição et al., 2021).
2.2 Reorder Point – Economic Order
Quantity (EOQ)
Due to the uncertainty of demand, the application of
the reorder point and the EOQ for forecasts were
found in different case studies. Based on different
market conditions, companies face a demand that
cannot be accurately predicted(Sorooshian & Jadidi,
2021). In addition, the security stock must be used
when sales are greater than the sales planned to fulfill
the customer’s orders.
Based on actual demand, the moving average
forecast was made for the last three periods. The EOQ
was then calculated to determine the lot size and
reduce inventory-related costs(Rodríguez et al.,
2020), taking a fixed cost and the annual maintenance
cost per unit. Finally, taking the lead time of the
supplier proceeds to calculate the reorder point,
which is important since this is the time to order the
material, to have them at the optimal time(Conceição
et al., 2021).
However, because of the oscillating demand, it is
necessary to have a safety stock, since stocks are
required to deal with unplanned situations(Rusman et
al., 2019).
2.3 Inventory Control- Stock Safety
(SS)
To reduce the costs of a company, the management of
its warehouses is one of the necessary activities
(Salee & Chutima, 2021). For the proper management
of inventories, it should be taken into account that the
main objective is to maximise profitability by
reducing storage costs (Kheireddine &
Bouchelaghem, 2020) , in addition to this it should be
taken into account that poor management produces
negative effects such as material shortages
(Rodríguez et al., 2020) , this is why a good inventory
policy must be chosen that can respond to demand,
without breaking stock and reducing costs to the
maximum (Paredes Rodriguez et al., 2019). For this
to happen, it must be accompanied by a safety stock,
which will be responsible for anticipating the
uncertainties of the future as there may be delays and
thereby reduce the risk (Conceição et al., 2021)
3 CONTRIBUTION
3.1 Fundamentals of the Model
For the development of our improved inventory
management, we took into account various types of
papers that were especially related to the safety stock,
reorder point, EOQ, ABC and 5S. These articles
provided the necessary knowledge for
implementation and possible outcomes. As for the
differentiation with other jobs of this type is the
implementation of the ABC tool as a complement to
the 5S, since it was seen that not only enough with the
organization of the warehouses but also, the time lost
in the search for spare parts must be minimised,
however, the importance of this work lies in the
combination of the various tools already mentioned
and their adaptation for use in a company in the
plastic sector, achieving a significant improvement in
the supply of spare parts needed by the company,
being the most outstanding tools the reorder point
which is the level of spare parts calculated to request
another multiorder to the supplier based on its lead
time and the safety stock that will ensure us keep the
necessary stocks for the machines to continue
functioning.
Proposal to Improve Storage Management to Reduce Stock-Outs Through the Use of the Reorder Point, Safety Stock and 5S in the Plastic
Sector
553
3.2 Basis
The proposed model is developed based on the
following tools: 5S and ABC for the order of
warehouses and the distribution of spare parts, with
the ABC tool in charge of distributing the various
types of spare parts, this will depend on the frequency
of use of the spare parts.
Supply and control of warehouses spare parts, the
reorder point tools, safety stock and EOQ were used,
these tools being responsible for determining when
the next order must
Table 1: Comparative matrix of cause VS State of art.
Authors
Inventory
planning
Improveme
nt in
inventory
manageme
nt
Warehouse
disorder
D. Sobyaa, S.
Nallusamyb,
and Partha
Sarathi
Chakraborty
(2021)
5S, Line
Balancing
R Hanafi, F
Mardin, S
Asmal, I
Setiawan and S
Wijaya (2019)
EOQ
SS,
Reorder
Point
ABC
M Rusman, S
Mangengenre,
SM Parenreng,
I Setiawan y A
Pertiwi (2019)
Normal
Distribution,
SS
EOQ,
Reorder
point
A.M. Paredes-
Rodríguez;V.
L. Chud-
Pantoja; J.C.
Osorio E
(2019)
Inventory
control
System of
inventories,
Q
Proposal
Inventory
Control & SS
EOQ &
Reorder
Point
5S & ABC.
3.3 Proposed Model
The proposed model is developed based on the
following tools: 5S and ABC for the order of
warehouses and the distribution of spare parts, with
the ABC tool in charge of distributing the various
types of spare parts, this will depend on the frequency
of use of the spare parts.
Supply and control of warehouses spare parts, the
reorder point tools, safety stock and EOQ were used,
these tools being responsible for determining when
the next order must be made and the concrete quantity
to be able to supply the warehouse s, without having
to fall into a cost overrun caused by parts that are
never used.
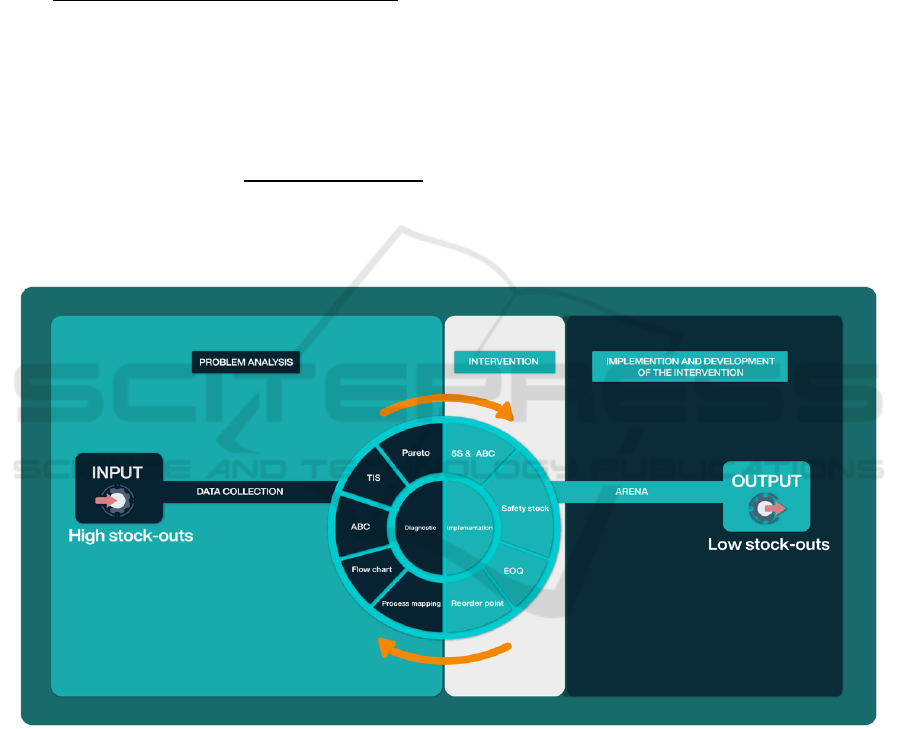
3.4 Components of Model
3.4.1 Component 1: Analysis of the Problem
At this point we analyzed the current situation of the
company and how the stock breaks arise, so that we
could determine why these values are so high.
In order to detect the existing stock break, the
number of times the spare parts needed for the
machines could not be properly supplied was taken.
With this it was determined, the techniques to use to
solve it, in the case of our improvement were used the
inventory control, the stock of safety and the point of
reorder, in order to reduce the times that the
warehouse is left without spare parts. And the 5S and
ABC tools will be used for the reduction of disorder,
elimination of unnecessary processes, for the
distribution of places for the various types of spare
parts and for the standardization of all these processes
3.4.2 Component 2: Intervention
In this component, the application of tools to solve the
problem that was analyzed in the diagnosis is given.
First, the 5S will be used to start with a clean,
organized, and standardized environment, along with
the ABC to classify the resistance family according to
its rotation. Secondly, the safety stock will be
calculated to have a spare parts stock in any
emergency. Thirdly, we will proceed to calculate the
EOQ to know the optimal lot of purchase. Finally, the
reorder point will be calculated, which will be the
notice to make the purchase during the lead time of
the supplier to deliver the order.
3.4.3 Component 3: Implementation and
Development of the Intervention
This last part is the implementation of the
improvement, for this you will have to use the
ARENA simulator, which seeks to observe the
improvements obtained after the implementation of
the entire improvement plan in the company, this will
require a comparison of indicators before and after
improvements.
ISAIC 2022 - International Symposium on Automation, Information and Computing
554
3.5 Indicators
The following indicators were used to evaluate the
performance of the improvements made
- Stock out: Measure the quantity of
unsolicited spare parts ordered over the total
spare parts supplied.
Target: Reduce stock break to 5%
=
𝑆𝑝𝑎𝑟𝑒 𝑝𝑎𝑟𝑡𝑠 𝑜𝑟𝑑𝑒𝑟𝑒𝑑 𝑏𝑢𝑡 𝑛𝑜𝑡 𝑑𝑒𝑙𝑖𝑣𝑒𝑟𝑒𝑑
𝑆𝑝𝑎𝑟𝑒 𝑝𝑎𝑟𝑡𝑠 𝑠𝑢𝑝𝑝𝑙𝑖𝑒𝑑
- Number of orders served: Determines the
fulfillment of orders placed by technicians
Target: Orders served increased to 98%
% 𝑂𝑟𝑑𝑒𝑟𝑠 𝑓𝑢𝑙𝑓𝑖𝑙𝑙𝑒𝑑 =
𝑁° 𝑜𝑟𝑑𝑒𝑟𝑠 𝑑𝑒𝑙𝑖𝑣𝑒𝑟𝑒𝑑
𝑁° 𝑜𝑟𝑑𝑒𝑟𝑠 𝑝𝑙𝑎𝑐𝑒𝑠
For the mutual benefit and protection of Authors and
Publishers, it is necessary that Authors provide
formal written Consent to Publish and Transfer of
Copyright before publication of the Book. The signed
Consent ensures that the publisher has the Author’s
authorization to publish the Contribution.
The copyright form is located on the authors’
reserved area.
The form should be completed and signed by one
author on behalf of all the other authors.
4 VA L I D AT I O N
4.1 Diagnosis Inicial
To begin with, it must be understood that the reorder
point is the main tool and the safety stock a
complement and as established from the beginning,
the main objective is the reduction of stock break to
acceptable levels, for the plastics production sector.
Figure 1: Management Model
But, to achieve this must take into account various
factors such as whether the company applies policies
of inventories suitable for its type of demand, in the
case of this company was opted for the creation of a
new policy of stock of safety and a policy of point of
reorder, this was intended to significantly reduce
stock breakage and the costs of not owning the right
types of spare parts when breakdowns occur. This
was established after analyzing the company and
understanding that the biggest of its problems was the
policy of acting in a corrective manner generating a
lack of policies of replenishment of spare parts
4.2 Design Validation and Comparison
with Diagnostics
For this segment the sand software was used, in which
the initial form of the company was modeled and then
another where the corresponding improvements were
Proposal to Improve Storage Management to Reduce Stock-Outs Through the Use of the Reorder Point, Safety Stock and 5S in the Plastic
Sector
555

applied, managing to obtain data for the validation of
the system.
For the first simulation, the necessary information
was collected to establish the initial indicators and the
conditions with which they were obtained, this served
us for the subsequent analysis and comparison with
the data collected in the second scenario, in which it
is evidenced the enormous importance of having a
policy of rearrangement point and complement with
the stock of security, with this reduce the number of
times that happen the breaks and reach a value less
than 5% of break.
4.3 Enhancement- Simulation of
Improvement
As specified in the previous point the simulation was
done with the Arena software, in which the first
scenario is the model without improvement, is the
model that the company used and in the second
scenario, the proposed improvements were
established, some 212 simulations were made, of
about 24 hours a day in the span of one year in order
to have a truthful simulation.
Taking into account that the main variables are the
number of orders placed and the demand for spare
parts for each order made.
With these data, the following table was
established showing a comparison of the pre-
improvement situation vs the improved situation
using the KPIs or the indicators proposed above, this
in order to establish a numerical sample in the
improvements obtained after the simulation.
Once the table has been made and analyzed, it is
possible to observe a considerable improvement in
the main indicator after the improvements were
applied in the spare parts warehouse, achieving in this
way to have a breaking percentage of 2.13% being
considerably lower than the current break of 48.52%,
likewise it was found that this decrease in stock break
increased the orders requested by technicians by
90.11%.
Table 2: Current simulation against the improved situation
Process Current Improved %
Stock
Outs
48.52% 2.13% -95.61%
Orders
served
51.48% 97.87% 90.11%
5 CONCLUSIONS
The aim of the present investigation was to reduce
stock breakages in a spare parts warehouse for
injectors. Based on a quantitative and qualitative
analysis of the company’s demand and case studies,
it was calculated that the company had 48.52% of
orders not delivered to the maintenance area and after
applying the improvements was able to reduce the
stock break to 2.13%. Achieving in this way meet the
main objective of reducing at least 5% of stock break.
Another of the improvements achieved, along
with the improvement of the reduction of stock
breakage there is an improvement in the decrease of
orders made purchases, where in the pre-
improvement was had 37 purchase orders and after
the improvements applied was had 16 purchase
orders, thus obtaining a reduction of 58.33% in terms
of the orders made.
This research was applied in a plastic sector
company, and it was possible to demonstrate the great
synergy that the tools of the reorder point have with
that of the stock of security, because as seen in the
scenarios of the discussion, no single one can reach to
eliminate stock breakage since while the reorder point
tries to avoid stock breakage through orders, the
security stock serves as an additional insurance.
REFERENCES
Conceição, J., de Souza, J., Gimenez Rossini, E., Risso, A.,
& Beluco, A. (2021). Implementation of inventory
management in footwear industry. Journal of Industrial
Engineering and Management, 14(2).
https://doi.org/10.3926/jiem.3223
Gupta, S., & Jain, S. K. (2015). An application of 5S
concept to organize the workplace at a scientific
instruments manufacturing company. International
Journal of Lean Six Sigma, 6(1).
https://doi.org/10.1108/IJLSS-08-2013-0047
Kheireddine, A., & Bouchelaghem, A. (2020, December 2).
Amelioration of Reorder Point replenishment method
of an unstable production system. 2020 IEEE 13th
International Colloquium of Logistics and Supply
Chain Management (LOGISTIQUA).
https://doi.org/10.1109/LOGISTIQUA49782.2020.935
3929
Marmolejo, N., Milena Mejía, A., Peréz-Vergara, I. G.,
Caro, M., & Rojas, J. A. (2016). Mejoramiento
mediante herramientas de la manufactura esbelta, en
una Empresa de Confecciones. Ingeniería Industrial,
37(1), 1.
http://scielo.sld.cu/scielo.php?script=sci_arttext&pid=
S1815-59362016000100004&lang=es
ISAIC 2022 - International Symposium on Automation, Information and Computing
556

Paredes Rodriguez, A. M., Chud Pantoja, V. L., & Osorio,
J. C. (2019). Sistema de control de inventarios
multicriterio difuso para repuestos. Scientia et
Technica, 24(4).
https://doi.org/10.22517/23447214.22331
Rodríguez, S., Lopez, H., Viacava, G., & del Carpio, C.
(2020). [Inventory planning and management in the
automotive after-sales supply chain]. Proceedings of
the LACCEI International Multi-Conference for
Engineering, Education and Technology.
https://doi.org/10.18687/LACCEI2020.1.1.178
Rusman, M., Mangengenre, S., Parenreng, S. M., Setiawan,
I., & Pertiwi, A. (2019). Inventory planning analysis for
vehicle spare parts by using Continuous Review
method: A green engineering approach. IOP
Conference Series: Earth and Environmental Science,
343(1). https://doi.org/10.1088/1755-
1315/343/1/012006
Salee, S., & Chutima, P. (2021). Warehouse Management
Improvement for A Leather Dyeing Factory. 2021 3rd
International Conference on Management Science and
Industrial Engineering, 139–145.
https://doi.org/10.1145/3460824.3460846
Shahriar, M. M., Parvez, M. S., Islam, M. A., & Talapatra,
S. (2022). Implementation of 5S in a plastic bag
manufacturing industry: A case study. Cleaner
Engineering and Technology, 8, 100488.
https://doi.org/10.1016/j.clet.2022.100488
Sistema Nacional de Información Ambiental. (2019, July
31). Ley N° 30884 regula consumo de bienes de
plástico de un solo uso que generan riesgo para la
salud pública y/o el ambiente.
https://sinia.minam.gob.pe/novedades/ley-ndeg-
30884-regula-consumo-bienes-plastico-un-solo-uso-
que-generan
Sociedad Nacional de Industrias. (2019a). Fabricación de
productos de plástico. https://www.sni.org.pe/wp-
content/uploads/2019/07/Reporte-Sectorial-
Plásticos_2019.pdf
Sociedad Nacional de Industrias. (2019b, April 25).
Industria del plástico genera alrededor de 200 mil
puestos de trabajo. https://sni.org.pe/industria-del-
plastico-genera-alrededor-200-mil-puestos-trabajo/
Sorooshian, S., & Jadidi, O. (2021). Supply Reorder Point
in Response to Lead-Time Uncertain Demand. Journal
of Engineering Science and Technology, 2(0), 59–60.
http://www.jestr.org/downloads/Volume14Issue2/fullt
ext81422021.pdf
SOROOSHIAN, S., & MAD ALI, S. A. (2017). Lean
Practices Pertaining Hard and Soft Factors in Service
Sectors. QUALITY MANAGEMENT, 18, 80–86.
Sukdeo, N., Ramdass, K., & Petja, G. (2020).
APPLICATION OF 7S METHODOLOGY: A
SYSTEMATIC APPROACH IN A BUCKET
MANUFACTURING ORGANISATION. South
African Journal of Industrial Engineering, 31(4).
https://doi.org/10.7166/31-4-2283
Proposal to Improve Storage Management to Reduce Stock-Outs Through the Use of the Reorder Point, Safety Stock and 5S in the Plastic
Sector
557
