
RoboToy Demoulding: Robotic Demoulding System for Toy
Manufacturing Industry
Daniel S
´
anchez-Mart
´
ınez
1 a
, Carlos A. Jara
1
and Francisco Gomez-Donoso
2 b
1
Human Robotics, University of Alicante, Alicante, Spain
2
University Institute for Computer Research, University of Alicante, Alicante, Spain
Keywords:
Robotic, Soft Object, Flexible, Manufacturing, Toy Industry, Automation, Production, Computer Vision.
Abstract:
Industrial environments and product manufacturing processes are currently being automated and robotized.
Nowadays, it is common to have robots integrated in the automotive industry, robots palletizing in the food
industry and robots performing welding tasks in the metal industry. However, there are many traditional and
manual sectors out of date with technology, such as the toy manufacturing industry. This work describes a
new robotic system able to perform the demoulding task in a toy manufacturing process, which is a tedious
labor-intensive and potentially hazardous task for human operators. The system is composed of specialised
machinery about the rotational moulding manufacturing process, cameras, actuators, and a collaborative robot.
A vision-based algorithm makes this system capable of handling soft plastic pieces which are deformable and
flexible during demoulding. The system reduces the stress and potential injuries to human operators, allowing
them to perform other tasks with higher dexterity requirements or relocate to other sub-tasks of the process
where the physical effort is minor.
1 INTRODUCTION
Nowadays, there is a growing trend towards the au-
tomation and robotization of industrial processes. The
automotive industry, for example, has embraced the
use of assembly line robots to streamline their man-
ufacturing processes. Similarly, production factories
have integrated industrial robots to handle palletizing
tasks efficiently. Moreover, various other robotized
industrial applications, including welding, painting,
inspection, and quality control, have become increas-
ingly common. This technological progress has re-
placed human operator of the line production process.
However, the toy manufacturing sector is completely
manual, making the operators to carry out high-effort
demanding tasks such as demoulding of hot plastic
pieces of dolls and managing ovens at elevated tem-
peratures. This manual process consists of the follow-
ing steps. First, the operators fill a mould with liquid
plastic material. Then, they introduce it into the oven
at more than 250 degrees Celsius; once the oven has
finalized rotating, operators move the mould to an air
cooler; finally, they place the mould in the demould-
a
https://orcid.org/0009-0008-2279-3503
b
https://orcid.org/0000-0002-7830-2661
ing zone to extract all the soft pieces.
This work presents a novel robotic approach for
the demoulding task in the toy manufacturing process
using a vision-based algorithm and force control to
avoid damaging or breaking parts. Furthermore, this
system is collaborative, so as not to replace the human
factor in the process but to relocate it. The robot per-
forms the demoulding task which requires both high
force and dexterity, while the operator is still required
for the other steps mentioned above, reducing the pos-
sibility of injury or stress in the human operator.
The main contribution of this work is the develop-
ment of a robotic system able to perform the demould-
ing of plastic and soft pieces, which manual perfor-
mance requires the operators to apply high forces in
short cycle times. In addition, a vision-based algo-
rithm has been developed to improve the accuracy and
repeatability of the task execution, which is an impor-
tant fact in industrial tasks. Finally, this collaborative
system allows the operators to perform other dexter-
ous tasks instead of this physical demanding one.
This document is structured as follows. First, in
Section 2 some related works with similar contribu-
tions are presented. In Section 3 the manual and tradi-
tional manufacturing process of the toy sector are ex-
plained and detailed. In Section 4, the developments
546
Sánchez-Martínez, D., Jara, C. and Gomez-Donoso, F.
RoboToy Demoulding: Robotic Demoulding System for Toy Manufacturing Industry.
DOI: 10.5220/0012154200003543
In Proceedings of the 20th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2023) - Volume 1, pages 546-553
ISBN: 978-989-758-670-5; ISSN: 2184-2809
Copyright © 2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)

and contributions of this work are presented. Then,
in Section 5 different experiments of the approach are
exposed. Finally, in Section 6, some conclusions are
described.
2 RELATED WORKS
Nowadays, the manipulation of soft and flexible
pieces is a common research field which covers many
different kind of objects, as described in (Lahoud
et al., 2021), where authors developed a robotic sys-
tem to manipulate fabric clothes to perform the stitch-
ing task. Similarities can be observed in relation to the
demoulding task, given that the precision required for
its execution must be exceptionally elevated. How-
ever, the stitching task does not require high forces
and it is more difficult to damage or to break the ob-
ject, in contrast to the demoulding task.
In (Navarro-Alarcon et al., 2016), it is presented
an automatic method to compute the parameters of
the deformation model of the soft object in real time
with an external camera. They prepared a clear set-
up where the piece is always visible. However, in
our use case, the soft piece is inside the mould and
when the robot is demoulding it, the piece is occlud-
ing all possible views, so it is needed to estimate the
applied force before the performance of the task. In
(Ubeda et al., 2021), authors present a development
based on a collaborative robotic system able to per-
form sanding tasks using a force control loop with the
feedback of a force sensor. Force control is an impor-
tant fact when manipulating soft objects, but they ap-
plied the sanding task to rigid materials, so they had
not to worry about deformations. In (Ortenzi et al.,
2018), a vision-based manipulation system of plas-
tic objects was developed. In that paper, it is sum-
marized clearly the challenges of the manipulation of
soft pieces: the lack of deformation models for the
pieces, the difficulty to perform a visual tracking, and
the drawbacks to generate inputs and outputs for the
visual error obtained. In addition, the paper describes
how to handle kinetic sand whose dynamic model is
unknown. However, they manipulate the material in
the same temperature conditions, which makes easier
the estimation of the deformation model. In the case
of our approach, the deformation level depends on the
temperature of the pieces which varies a lot during the
extraction.
Regarding the manipulation of soft objects, there
are many different applications. In (Herguedas et al.,
2019), authors classify soft objects in groups depend-
ing on the deformation model used, dimension of
the object, the control strategy followed, perception-
based classification and predominant actions they
deal with. In this description, the use case faced in
this paper is classified in some of the most compli-
cated groups because we are handling 3D shaped ob-
jects with no previous deformation model and the per-
ception system is only about the feedback force of the
own robot due to the occlusions during the task. To
solve problems related to the lack of knowledge about
the deformation model, in (Navarro-Alarc
´
on et al.,
2013), authors propose a vision-based method to
servo control the deformation of a deformable object
applying a model-free method that estimates the ob-
ject’s deformation Jacobian matrix in real time. They
detect some points of interest of the piece to carry out
the manipulation. However, this work presents the
same drawback regarding the field of view and the
approach does not face the problem of partially oc-
cluded objects as in this case, and it is necessary to
control the force without any visual feedback.
In contrast to the classic control methods to ap-
ply force during the robot manipulation, in (Lin et al.,
2019) authors present a safe control system based on
Reinforcement Learning and force sensors to improve
the control and to avoid dangerous and unpredictable
situations, especially in the simulation - real world
transition. Implementing this kind of algorithms is
really useful to obtain general solutions; however, sta-
bility and reliability are not usually guaranteed. The
problem of this work is clearly delimited, so the accu-
racy, stability and repeatability of the trajectories are
priority. Another similar case is explained in (Huang
et al., 2019), where authors apply Deep Reinforce-
ment Learning to improve the interaction between the
robot and fragile objects based on curiosity (reward-
ing the robot the exploring actions) in pushing tasks.
The main disadvantage of the possible application of
this system in our work is the penalization of large
forces its algorithm uses to learn, because the avail-
ability of huge forces are really important for us, as
will be explained in the following sections. Main dis-
advantage is the penalization of large forces, which
are important parameters to consider for the develop-
ment of this work.
In conclusion, nowadays there are many contribu-
tions related to the manipulation of deformable ob-
jects, integration of collaborative robots in industrial
environments and force controllers. However, cur-
rently, there is not any significant advance in a real in-
dustrial case which involves the robotic manipulation
of soft pieces with high force requirements in collab-
orative tasks of the toy manufacturing process. This
work aims to fill this gap and brings about a relevant
improvement in this sector.
RoboToy Demoulding: Robotic Demoulding System for Toy Manufacturing Industry
547
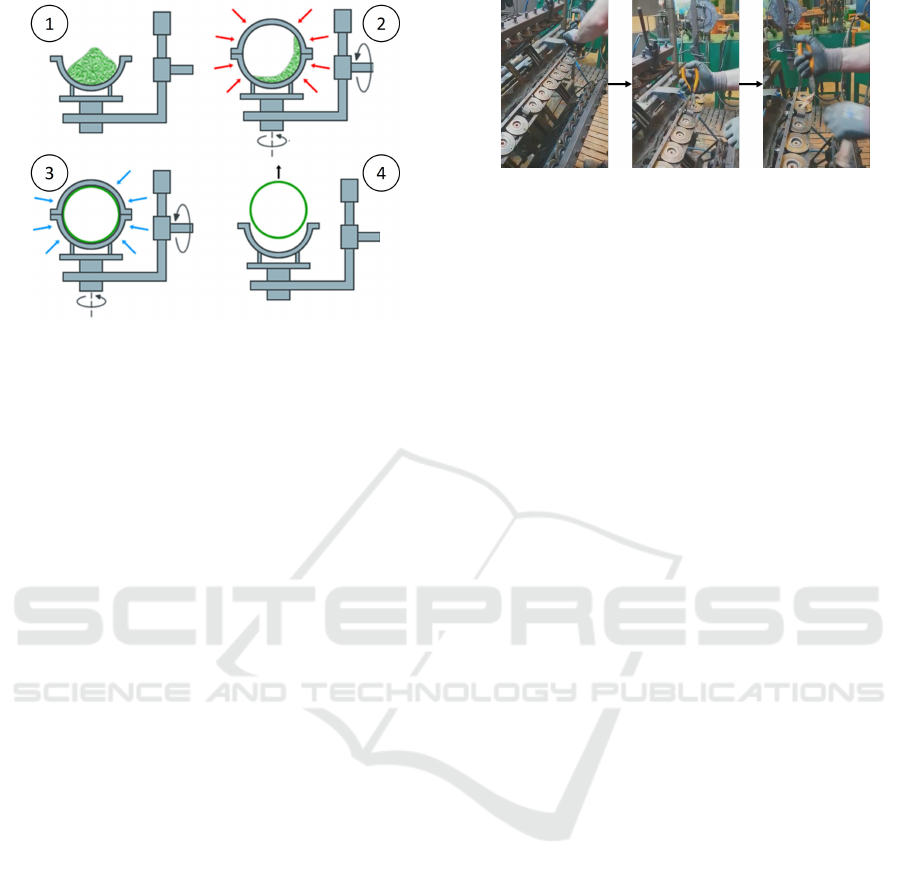
Figure 1: Rotomoulding manufacturing process.
3 MANUAL TASK
Toy industry is a really manual sector which involves
several tasks such as the demoulding of plastic pieces,
painting, assembly, packaging and many others. In
this case, the project is focused on the demoulding
task which is the most physically demanding one.
The extraction of the pieces is just one task of the
complete process shown in Figure 1 and explained as
follows.
• 1. Substance Pouring: the process begins with
carefully pouring the desired substance into the
mould. The amount of liquid plastic material de-
pends on the specific kind of manufactured piece.
• 2. Sealing, Placement and Rotational Heat-
ing: once the mould is filled, this is tightly closed
to avoid any leakage or escape of the substance.
Then, the operator places the mould inside a ro-
tomoulding oven. The rotomoulding oven is spe-
cially designed to facilitate rotational movement
along two distinct axes. Once the mould is placed
inside the oven, the rotation starts. This rota-
tional movement serves for two purposes; firstly,
it ensures the uniform distribution of the material
across the entire inner surface of the mould, elim-
inating any inconsistencies or air pockets. Sec-
ondly, the rotation helps in heating the mould, al-
lowing the substance to melt, fuse, and adhere to
the mould’s inner surface. The heating tempera-
ture and duration vary depending on the material
being processed.
• 3. Air Cooling: after finishing the heating pro-
cess, the operator moves the mould to an air cool-
ing system. This system helps to rapidly decrease
the temperature of the mould by the circulation of
ambient or chilled air around the mould surface.
Figure 2: Manual demoulding task.
The cooling process is carefully controlled to so-
lidify the substance within the mould.
• 4. Mould Unsealing and Extraction of Pieces:
once the substance has solidified (the piece is not
rigid and it stills soft) and reached the desired tem-
perature, the seal on the mould is carefully re-
moved. Special attention is given to avoid any
damage to the mould or the formed pieces. With
the mould unsealed, the resulting pieces are ex-
tracted.
By following these steps, the rotomoulding pro-
cess ensures the creation of uniformly distributed and
accurately formed objects with desirable properties.
Distinctive types of pieces necessitate varying quanti-
ties of material, distinct heating and cooling duration,
as well as different demoulding forces. As illustrated
in Figure 2, skilled operators use pliers to extract the
components since both the pieces and the mould re-
tain elevated temperatures. Prompt demoulding is es-
sential to prevent the pieces from an excessive cool-
ing, because prolonged cooling compromises their
malleability and complicates the extraction process.
4 ROBOTIC SYSTEM
In order to develop a robotic cell with all the needed
capabilities, the first step is to design and simulate the
mock-up, in order to set the layout of the elements. In
Figure 3, it is shown the distribution of the different
elements of the robotic cell: the rotomoulding oven is
marked as the red area, the air cooler is marked as the
green area, the demoulding zone is marked in yellow,
and finally, the robot (UR10e) is marked in blue.
From the simulation, the developed mock-up was
developed and it is illustrated in Figure 4 where color
areas show the different elements mentioned above.
Finally, the robot was integrated in order to final-
ize the construction of the robotic cell as shown in
Figure 5. This configuration enables the robot only to
access the demoulding area in order to execute the ex-
traction using the robotic gripper equipped with cus-
tomized fingers and an integrated vacuum system.
ICINCO 2023 - 20th International Conference on Informatics in Control, Automation and Robotics
548
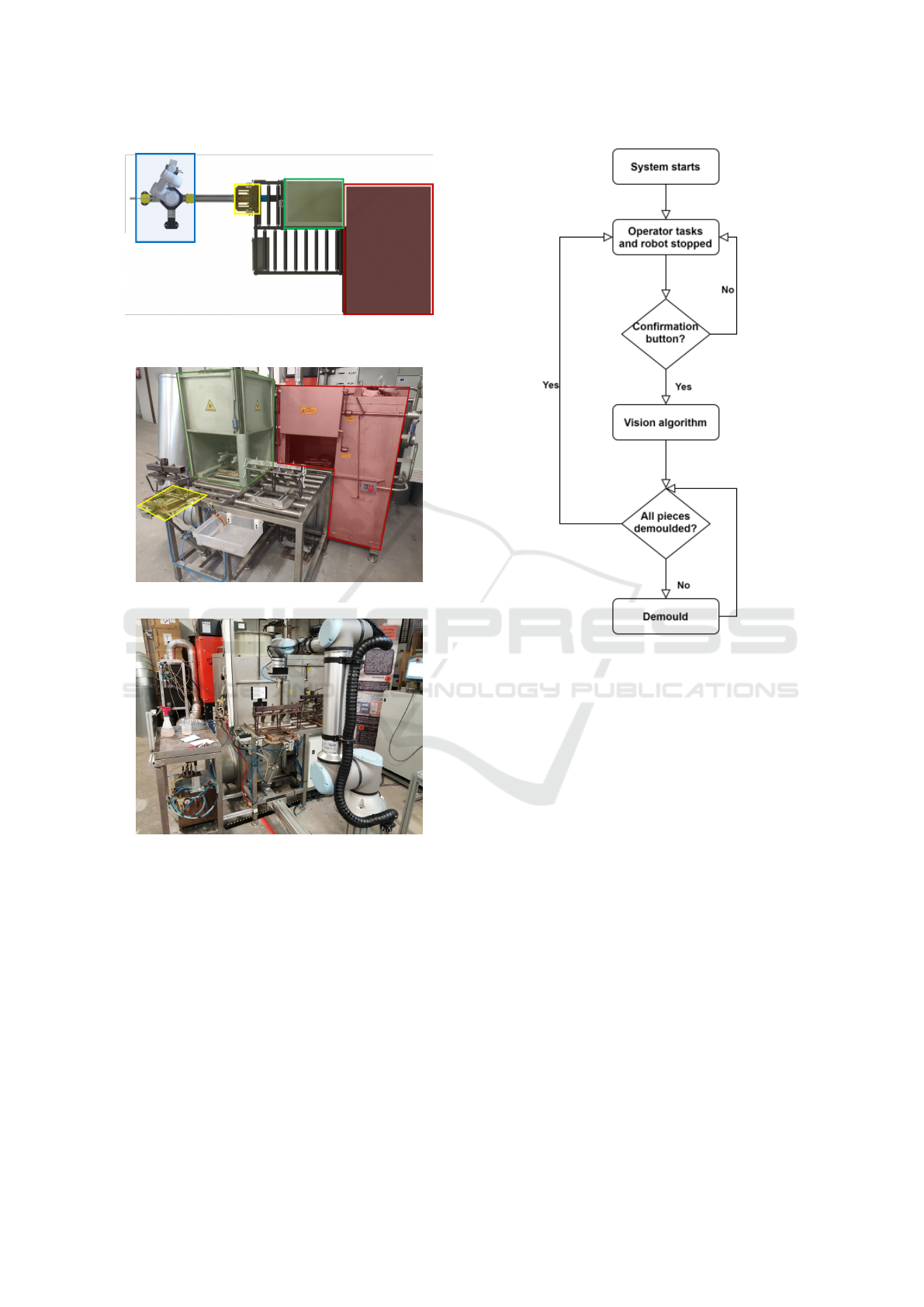
Figure 3: Layout of the simulated robotic cell with marked
elements.
Figure 4: Real developed mock-up.
Figure 5: Final robotic cell.
Once the hardware of the robotic cell has been in-
tegrated, the developed software of the system must
ensure the safety of the operators and achieve the de-
moulding without damaging the pieces. In Figure 6,
it is explained the workflow of the system.
First of all, the system is initialized and the robot
is stopped until its action is required, so the operator
carries out the other tasks of the process (filling the
mould, putting in the oven, insertion in the cooler and
placing the mould in the demoulding zone) safely and
securely. Then, the operator goes out the robotic cell
and presses an external button to send the confirma-
tion to the robot in order to start the program. Next,
four pneumatic actuators fix the mould and the inte-
Figure 6: Automatic demoulding pipeline.
grated camera (Real Sense d435i) of the robot grip-
per detects the pieces. The computer vision algorithm
computes the grasping point to perform the demould-
ing. Then, the robot starts the demoulding trajectory
as shown in Figure 7. It introduces the vacuum sys-
tem equipped finger of the gripper into the detected
extraction point, closes the gripper and the air inside
the piece is removed to make easier the extraction.
After demoulding all the pieces from the mould, the
robot moves to the initial position and the cycle of
the system starts again. These steps ensure the op-
erator will be out of the robotic cell during the robot
performance, avoiding risk of injuries. Nevertheless,
a pair of laser scanners have been integrated around
the robotic cell to slow down or stop the robot in any
unforeseen situation. The security insurance and the
removal of the direct physical effort of the task reduce
the stress of the operators.
4.1 Vision Algorithm
As explained previously, the operator places the
mould in the demoulding zone and four pneumatic ac-
tuators fix it. However, the human error when placing
RoboToy Demoulding: Robotic Demoulding System for Toy Manufacturing Industry
549

Figure 7: Demoulding process.
the mould produces small variations in the positions.
The vision algorithm has been developed in order to
detect the extraction point of the pieces before the de-
moulding and to correct these small variations.
Figure 8 provides a comprehensive overview of
the entire algorithmic process, encompassing the ac-
quisition of the initial image to the detection of hole
coordinates. The process unfolds as follows.
• 1: in the initial step, the camera captures both the
initial RGB image and the point cloud of the en-
vironment.
• 2: next stage involves the removal of background
points from the point cloud to optimize computa-
tional efficiency and eliminate non-relevant data
for the algorithm. A defined threshold will elimi-
nate points that are outside, in order to minimize
the area of interest for detection.
• 3: after reducing the point cloud, the target is
to detect the top of the mould, where pieces are
located. In order to achieve it, RANSAC al-
gorithm is employed to identify the best-fitting
plane, which corresponds to the top surface of the
mould. RANSAC is an iterative method for es-
timating the parameters of a mathematical model
of an observed data set containing outliers. In this
case, the observed data set is the point cloud, the
estimated model a plane (top of the mould) and
removed outliers are the points out of that plane.
• 4: subsequently, any data outside the bounding
box of the identified plane is discarded from the
initial image. This step changes the data managed
from 3D to 2D to improve computational cost.
• 5: by narrowing down the focus to the region of
interest, the center of the piece can be readily de-
tected (green circles at the center of the pieces).
• 6: finally, the robot moves towards these coordi-
nates and introduces the vacuum finger into the
identified extraction hole. Then, the robot follows
the demoulding process shown in Figure 7.
This sequence of steps ensures a comprehensive
and accurate algorithmic process for the detection of
the extraction hole, facilitating the subsequent robotic
manipulation.
The accuracy of the vision algorithm is crucial in
identifying the extraction hole of the pieces since it
closely matches the dimensions of the gripper’s fin-
ger. This gripper incorporates a vacuum system which
removes the air from inside the piece, facilitating the
demoulding process. Additionally, these holes en-
able us to securely grasp the piece from its interior,
preventing any damage to the external surface of the
piece. Another important feature is the scalability of
this algorithm, which is easily modifiable to detect
other kind of pieces such as legs, bodies and arms,
instead of just doll heads.
5 EXPERIMENTATION AND
RESULTS
This work aims to achieve industrial production re-
quirements, which do not allow many failures during
the process and need really accurate actions. In order
to test the repeatability and performance level, several
tests have been carried out.
The primary parameters to evaluate in this appli-
cation are the accuracy of the vision algorithm and
the applied force of the robot. A substantial level of
repeatability is essential to consistently identify the
identical center point of the pieces, which has been
achieved optimizing parameters of the vision algo-
rithm explained previously. Moreover, it is crucial to
ICINCO 2023 - 20th International Conference on Informatics in Control, Automation and Robotics
550

Figure 8: Vision-based algorithm process for extraction point detection.
appropriately define the force, ensuring it is sufficient
for demoulding without causing any damage. The
robot force limit is 150 Newtons (N); however, it is
possible to disable restrictions and set the maximum
force to 225N. This test is based on good accuracy of
the algorithm to carry out 30 cycles of the complete
process using the ”head” pieces mould (2 pieces per
mould), and divide the results in different situations
which depend of the temperature of the pieces and the
force applied. Possible situations to appear during the
experiments are explained below:
• Stuck: when the robot tries to demould the parts
by applying force but the part does not come off
the mould, the robot enters an elastic loop with no
end. This usually occurs when it has taken a long
time for the robot to grip the part and the part has
cooled down.
• Slip: this situation is similar to the previous one.
The robot tries to demould the piece, but it does
not come off the mould. However, in this case,
the gripping force is lower and the piece slips.
• Damaged: in this case, the robot has demoulded
the part, but has scratched it during removal, so
although the part has been demoulded, the result
is not good. This usually happens when the force
applied is sufficient to demould the piece, but it is
not very high and the robot spends a lot of time
doing it.
• Broken: when the robot applies too much force,
the soft piece breaks.
• Demoulded: if the force applied is correct, the
piece is demoulded.
As explained previously, the robot will perform
the demoulding task 30 times, which corresponds to
60 possible pieces to extract. In Table 1 results are
shown for three different force limits:
Table 1: Demoulding success rate with different forces.
Forces (N)
150 190 225
Stuck (%) 43 22 0
Slip (%) 17 12 6
Damaged (%) 0 7 3
Broken (%) 0 3 11
Demoulded (%) 40 56 80
The results lead to the conclusion that the more
force is applied, the more successful the demoulding.
The following figures explain each result according to
the situation.
5.1 Stuck Results
As explained previously, if the robot is not applying
enough force to demould the piece, it cools, and con-
sequently the robot tries to demould it in an infinite
loop. Figure 9 shows the results obtained and the
trend of the percentage of times this situation will oc-
cur according to the force applied.
Figure 9: Trend of stuck situations as a function of the force
applied by the robot.
RoboToy Demoulding: Robotic Demoulding System for Toy Manufacturing Industry
551
It is noticeable that when the forces are high, the
parts do not get stuck, whereas when the forces are re-
duced, this situation becomes more frequent because
the robot does not manage to dislodge the parts from
the mould.
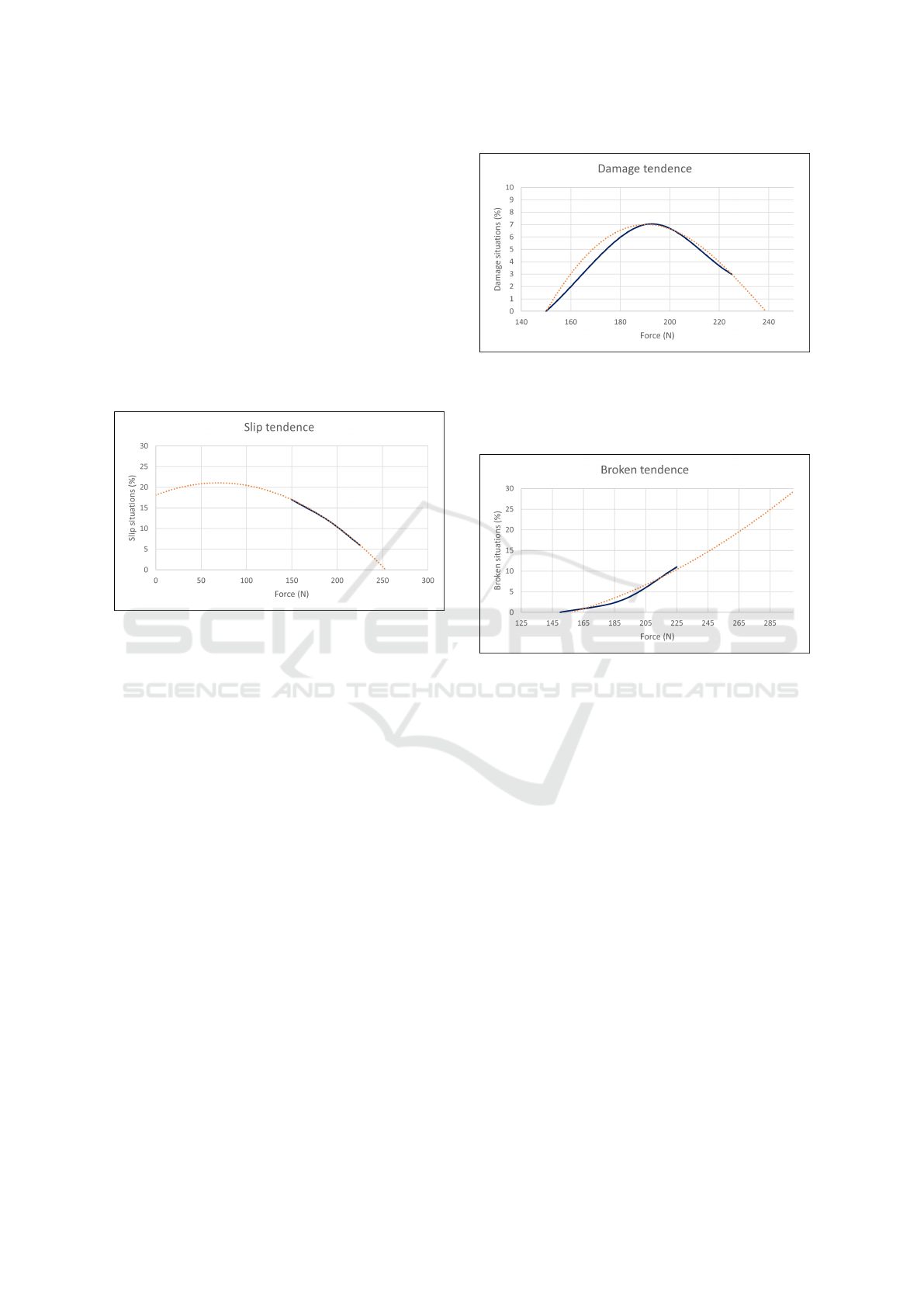
5.2 Slip Results
The piece slips from the robot during the demoulding
task due to the lack of applied force. Slip and stuck
situations are the most repeated ones when the robot
applies low forces. Figure 10 shows the results of the
test and the trend of the slip situation according to the
force applied.
Figure 10: Trend of slip situations as a function of the force
applied by the robot.
The results obtained show the relation between
low forces and slippage produced in the pieces dur-
ing demoulding task.
5.3 Damage Results
Causing harm to the pieces is a frequent occurrence
when dealing with moderate levels of force, as the
robot managed to remove the piece but encountered
challenges in doing so, resulting in damage to the
piece during the procedure. Figure 11 represents the
trend of the damage situations from the obtained data
of the tests.
By contrasting the preceding graphics, it is possi-
ble to infer that when subjected to lower forces, the
piece remains undamaged due to its inability to be re-
moved from the mould. Conversely, at higher forces
there is no damage because the robot successfully ac-
complishes the demoulding of the piece.
5.4 Broken Results
As mentioned previously, the pieces are highly soft
and malleable, which poses challenges for manipulat-
ing this material as the robot runs the risk of either
Figure 11: Trend of Damage situations as a function of the
force applied by the robot.
deforming or breaking it. Figure 12 shows the ten-
dency for part breakage situations to occur.
Figure 12: Trend of Break situations as a function of the
force applied by the robot.
These situations occur when the demoulding task
is performed with relatively higher forces. It can be
observed that with an increase in force, the probability
of breakage also tends to rise.
5.5 Demoulded Results
This situation measures the number of demoulded
pieces, which means the absolute success rate of the
task. Figure 13 represents the trend of the demoulding
success rate.
In conclusion, the results obtained indicate that
as the force increases, the probability of successful
demolding of the part also increases. However, as
mentioned in the previous graphics, if the force is
increased, the probability of breaking the piece rises
too.
To sum up, considering the three distinct forces
applied (150N for low, 190N for intermediate, 225N
for high), the potential scenarios can be categorized
as follows. At low forces, there are instances of slips
and pieces getting stuck. At intermediate forces, the
robot tend to damage the pieces. And at high forces,
ICINCO 2023 - 20th International Conference on Informatics in Control, Automation and Robotics
552

Figure 13: Trend of Demoulded situations as a function of
the force applied by the robot.
the pieces can either break or demould successfully.
Target forces to achieve a successful task perfor-
mance are elevated. Indeed, it is important to consider
that the rise in the rate of broken pieces could have an
impact on the overall results. This is the reason for
research into new gripper finger designs to achieve
demoulding of pieces at medium forces or to define
new demoulding paths to avoid part breakage.
6 CONCLUSION
This paper has presented a new robotic system able to
perform the traditional demoulding task of the roto-
moulding manufacturing process of plastic toys. An
accurate vision-based algorithm detects the extraction
hole of the pieces, where the robot grasps them. The
first step to achieve this performance level was to de-
velop the accurate vision algorithm. Then, the defi-
nition of effective demoulding trajectories to achieve
the extraction of the pieces.
The results obtained allow us to understand the di-
rect relationship between the force applied and the
number of successful demouldings. However, this
fact increases the possibility of breaking the pieces
during the process. As future work, in order to im-
prove the system and to avoid failed extractions, the
fingers of the gripper could be redesigned to increase
the grasped area of the piece, to reduce the possibility
of leaving marks or to break it.
Finally, a more exhaustive study will be carried
out on the trajectories the operators make during the
manual process in order to define similar ones to the
robot. Furthermore, as this system is easily scalable,
the number of parts to be demoulded will be increased
to cover all the parts that a normal toy doll has. In-
stead of only demoulding heads, the system will also
be able to extract bodies, legs and arms. In addition,
this work has the potential to be completely adapted to
cover all the different models of toys the factory pro-
duces; however, when the need arises to extract larger
pieces, it becomes evident that the collaborative robot
may fall short in terms of force capacity. In such situ-
ations, it would be necessary to resort to an industrial
robot, which offers greater force and performance ca-
pabilities. However, making this switch would entail
losing the collaborative nature of the task since in-
dustrial robots often operate in more controlled envi-
ronments and are not safe for direct interaction with
humans. Therefore, a balance must be struck between
the size of the pieces and the robot’s capacity to main-
tain safe and efficient collaboration.
REFERENCES
Herguedas, R., L
´
opez-Nicol
´
as, G., Arag
¨
u
´
es, R., and Sag
¨
u
´
es,
C. (2019). Survey on multi-robot manipulation of de-
formable objects. In 2019 24th IEEE International
Conference on Emerging Technologies and Factory
Automation (ETFA), pages 977–984.
Huang, S. H., Zambelli, M., Kay, J., Martins, M. F., Tassa,
Y., Pilarski, P. M., and Hadsell, R. (2019). Learning
gentle object manipulation with curiosity-driven deep
reinforcement learning.
Lahoud, M., Marchello, G., Abidi, H., D’Imperio, M.,
and Cannella, F. (2021). Robotic Manipulation Sys-
tem for Multi-Layer Fabric Stitching. volume Vol-
ume 7: 17th IEEE/ASME International Conference
on Mechatronic and Embedded Systems and Appli-
cations (MESA) of International Design Engineering
Technical Conferences and Computers and Informa-
tion in Engineering Conference. V007T07A037.
Lin, N., Zhang, L., Chen, Y., Zhu, Y., Chen, R., Wu, P., and
Chen, X. (2019). Reinforcement learning for robotic
safe control with force sensing. In 2019 WRC Sym-
posium on Advanced Robotics and Automation (WRC
SARA), pages 148–153.
Navarro-Alarcon, D., Yip, H. M., Wang, Z., Liu, Y.-H.,
Zhong, F., Zhang, T., and Li, P. (2016). Automatic
3-d manipulation of soft objects by robotic arms with
an adaptive deformation model. IEEE Transactions
on Robotics, 32(2):429–441.
Navarro-Alarc
´
on, D., Liu, Y.-H., Romero, J. G., and Li, P.
(2013). Model-free visually servoed deformation con-
trol of elastic objects by robot manipulators. IEEE
Transactions on Robotics, 29(6):1457–1468.
Ortenzi, V., Corke, P., Leitner, J., and Cherubini, A. (2018).
Towards vision-based manipulation of plastic materi-
als.
Ubeda, R. P., Guti
´
errez Rubert, S. C., Stanisic, R. Z., and
Perles Ivars, A. (2021). Behavioural study of the force
control loop used in a collaborative robot for sanding
materials. Materials, 14(1).
RoboToy Demoulding: Robotic Demoulding System for Toy Manufacturing Industry
553
