
Relationship Between Tableting Motion and Tablet Hardness in
Compression Molding
Shinji Kobayashi
1
, Takahiro Sato
2
and Takanori Yamazaki
3
1
Graduate school of Science and Engineering, Graduate school of Tokyo Denki University,
Ishizaka, Hatoyama, Hiki, Saitama, 350-0394, Japan
2
Nagase & Co. Ltd., Tokiwabashi Tower, 2-6-4, Ote, Chiyoda, Tokyo, 100-8142, Japan
3
School of Science and Engineering, Tokyo Denki University, Ishizaka, Hatoyama, Hiki, Saitama, 350-0394, Japan
Keywords: Compression Molding, Tableting Motion, Tablet Hardness, Elastic Recovery.
Abstract: A tableting machine is used to form powders into tablets. It is well known that the quality of tablets formed
by tableting machines varies greatly depending on the compression conditions, such as compression velocity
and compressive force. It is of industrial importance to clarify how compression conditions affect the
properties of the formed tablets. In this research, we manufactured a tableting machine with an upper and
lower pestle that can be arbitrarily operated, and the aim of this research is to clarify the relationship between
the tableting conditions and the property of the formed tablets. In this experiment, we change the driving
pestle as the tableting condition, measure the formed tablet hardness, and discuss the relationship between
them.
1 INTRODUCTION
A tableting machine is a machine used to make tablets
from powder by compression molding. This machine
has been widely used mainly in the pharmaceutical
industry. It is expected to be applied in the food and
material industries as well, due to its advantages such
as reduced transportation and storage costs by
reducing the volume of powder to tablets (Kamiya,
2022), (Brewin, 2008). Typical performance
requirements for tableting machines include high-
velocity molding for improve productivity and high-
hardness molding to prevent disintegration. In
general, it has been confirmed that tablet hardness
increases when compression velocity is reduced
(Mohan, 2012). However, decreasing the velocity is
accompanied by a decrease in productivity.
Therefore, the development of a technology that can
both improve productivity and increase hardness is a
problem (Kamiya, 2022). Conventional researches
have attempted to solve this problem by using the
method of precompression followed by main
compression (Patel, 2006) or by adding additives
such as excipients to the powder (Kamiya, 2012).
However, it has been confirmed that additives lack
physical safety (Bharate, 2010).
We have developed a single-shot tableting
machine with an upper and lower pestles that can be
arbitrarily operated until now, and we have performed
compression molding with the upper pestle as the
driving pestle. We considered that the tablet hardness
could change by the direction of the compressive
force acting on the powder. In this research, the
compression molding was performed in the following
three patterns: the upper pestle compression using the
upper pestle as the driving pestle, the lower pestle
compression using the lower pestle as the driving
pestle and the double pestle compression using both
pestles as the driving pestle. The hardness of tablets
formed by three different motions of the driving
pestle is compared.
2 EXPERIMENTAL DEVICES
2.1 Tableting Machine
Figure 1 shows the overall structure of a tableting
machine. There are two types of tableting machines:
the single-shot type and the rotary type. In this
research, the single-shot type was adopted because
302
Kobayashi, S., Sato, T. and Yamazaki, T.
Relationship Between Tableting Motion and Tablet Hardness in Compression Molding.
DOI: 10.5220/0012230200003543
In Proceedings of the 20th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2023) - Volume 2, pages 302-306
ISBN: 978-989-758-670-5; ISSN: 2184-2809
Copyright © 2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)

Table 1: Performance of each servo motor of tableting machine and hardness tester.
Specification Items Upper Lower Hardness tester
Rating output [kW] 0.36 0.4 0.05
Rating current [A] 2.8 1.1
Rating Torque [N・m]
1.15 1.27 0.16
Instantaneous maximum stall torque [N・m]
4.8 0.48
Instantaneous maximum stall current [A] 10.8 4.7
Torque constant [N・m/A]
0.524 0.1021
Rating rotation speed [min
-1
] 3000
Figure 1: Tableting machine.
the purpose of tableting is prototyping and the
tableting conditions can be changed.
The tableting machine consists of a PMAC as the
host device, and commands are sent from the motion
program on the PMAC to the servo amplifier, which
drives the servo motor. The tableting machine is
controlled by a semi-closed-loop system using a
rotary encoder with a resolution of 17 bits installed in
the servo motor. Data capture is performed at a setting
of 4 kH (250 ms/data). Each servo amplifier is
connected to the Eather CAT network environment to
improve synchronization performance of each axis.
The tableting machine is installed with a load cell
between the pestle and the electric cylinder to
measure the compressive force. The load cells have a
capacity to measure compressive forces of 5 kN for
the upper pestle and 10 kN for the lower pestle.
2.2 Hardness Tester
In our laboratory, we have manufactured a hardness
tester and use it to measure tablet hardness. Figure 2
shows the overall structure of the hardness tester. On
the
compression side of the hardness tester, a servo
Figure 2: Hardness tester.
motor and an electric cylinder connected by a
coupling are installed, and a terminal for compressing
tablets is attached to the end of the electric cylinder.
On the measurement side, a load cell was fixed to the
stage, and a terminal for supporting the tablet was
attached to the end of the load cell. The side of the
tablet was pressed in with the compression terminal,
and the force at break was measured by the load cell.
The compression speed was 1 mm/s.
3 EXPERIMENT CONDITIONS
The sample is weighed using an electronic balance
with an accuracy of 1.9995 g to 2.0004 g. The sample
is placed in the mortar, and compression molding is
performed using a driving pestle. The motion method
of the pestle is a motion numerical control using a
host device. Figure 3(a)~(c) shows the compression
processes (the process before driving pestle
compression where the motion of the driving pestle
starts, the compression process where the distance
between the pestles is minimized, and the pressure
release process where the compressive force is
removed) for each of upper pestle compression, lower
pestle
compression
and
double
pestle
compression.
Relationship Between Tableting Motion and Tablet Hardness in Compression Molding
303

Figure 3: Compression process.
In the upper pestle compression, the lower pestle
is held at a position -20 mm from the upper edge of
the mortar and the powder is placed into the mortar
(before the driving pestle compression process). The
upper pestle is compacted downward direction from
a position 50 mm to a position -11.5 mm
(Compression process).
In the lower pestle compression, the lower pestle
is held at a position -30 mm from the upper edge of
the mortar and the powder is placed into the mortar.
The upper pestle is moved downward from a position
50 mm and held in place at a position -10 mm (before
the driving pestle compression process). The lower
pestle is compacted upward direction from a position
-30 mm to a position -21.5 mm (Compression
process).
In the double pestles process, the lower pestle is
held at a position -25 mm from the upper edge of the
mortar and the powder is placed into the mortar. The
upper pestle is moved downward direction from the
position 50 mm and held at the position -5 mm
(before the driving pestle compression process). The
upper pestle compacted at the same time from a
position -5 mm to a position -10.75 mm and the lower
pestle from a position -25 mm to a position -19.25
mm (Compression process).
The optional motion of the dynamic pestle adopts
a two-stage compression molding process, in which
compression molding is performed at a constant
velocity of 1 mm/s and 10 mm/s, respectively,
starting from a position where the distance between
the pestles is 10.5 mm. Pressure release velocity is a
constant velocity of 50 mm/s. After compression
molding, tablet height is measured using a micro laser
distance measurement sensor and tablet weight is
measured using an electronic balance. The tablets
were then compacted from the side using a tablet
hardness tester to break the tablets, and the hardness
was calculated by measuring the value at the time of
breaking using a load cell.
4 EXPERIMENTAL RESULTS
Table 1 summarizes the experimental results. Where,
U-01 means that the upper pestle was used as the
driving pestle at a compression velocity of 1 mm/s.
The table shows that slower compression velocitys
resulted in higher tablet hardness without depending
on the tableting motion.
The profile of the compression process (pestle
position and compressive force) is shown in Figure 4.
The amount of elastic recovery is an important data
during tableting. In this time, the amount of elastic
recovery is defined as X, which is the distance from
the maximum compression position until no force is
detected. Elastic recovery in compression molding
occurs either inside the mortar immediately after
compression
molding
or
outside
the
mortar
when
the
ICINCO 2023 - 20th International Conference on Informatics in Control, Automation and Robotics
304
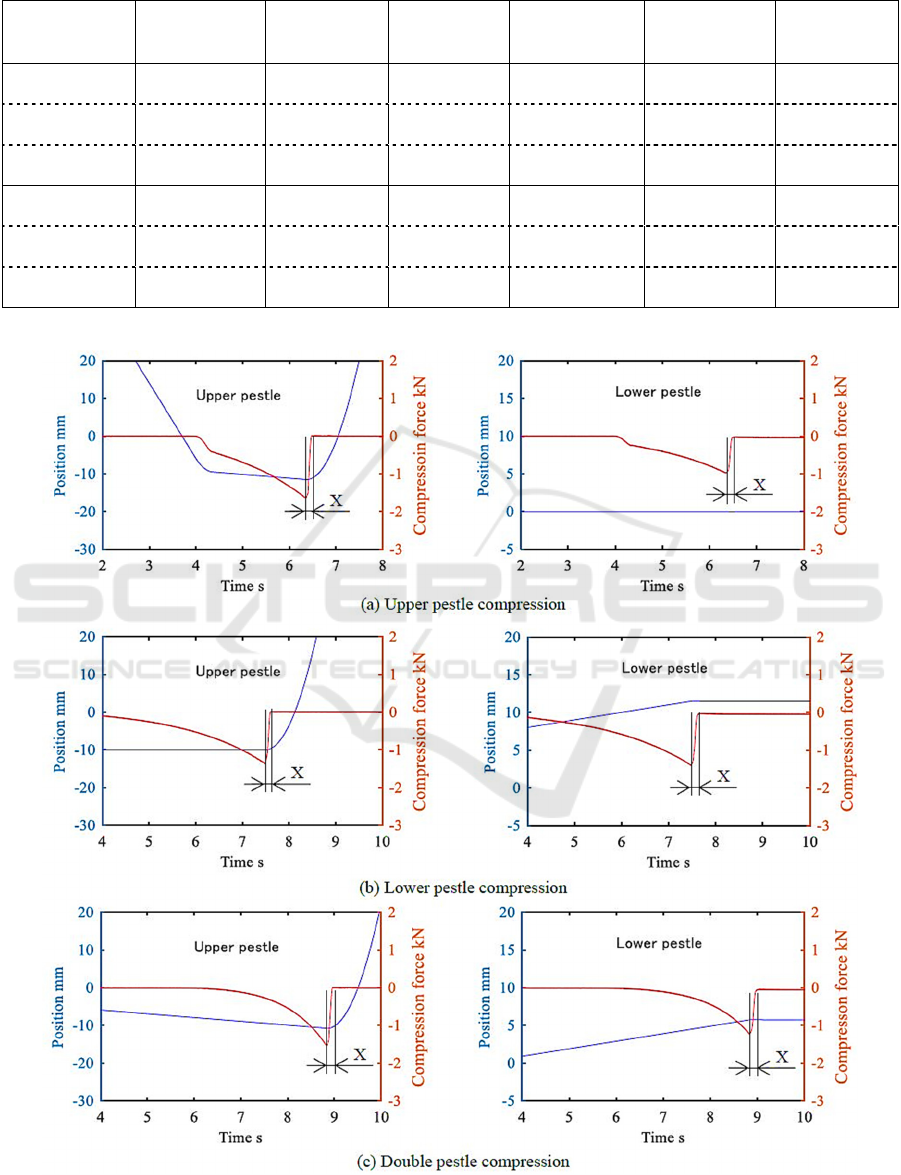
Table 2: Three times average experimental results.
Test condition
No.
Powder weight
g
Tablet weight
g
Tablet height
mm
Tablet hardness
N
Compressive
force
kN
Elastic
recovery
mm
U–01 2.0003 1.9989 8.88 13.7 2.65 0.283
L–01 1.9999 1.9989 8.90 15.8 2.68 0.273
D–01 2.0001 1.9950 8.87 12.8 2.80 0.287
U–10 2.0000 1.9977 8.80 10.8 2.56 0.286
L–10 2.0001 1.9973 8.89 13.2 2.57 0.277
D–10 1.9999 1.9926 8.92 10.9 2.67 0.290
*[U–01]→Upper pestle compression and compression velocity 1mm/s*
Figure 4: Compression process of elastic recovery (1 mm/s).
Relationship Between Tableting Motion and Tablet Hardness in Compression Molding
305

tablet is removed from the mortar (Rahul, 2010). We
measured the amount of elastic recovery inner mortar.
Table 1 also shows the amount of elastic recovery.
Regarding the relationship between the compression
velocity and this amount, it can be seen that the faster
the compression velocity, the larger the amount of
elastic recovery, and the powder cannot be compacted.
As for the tableting motion, this amount is smaller in
the order of double pestles, upper pestle, and lower
pestle, indicating that the smaller the amount of
elastic recovery, the higher the hardness of the tablet.
It is considered to be more compressed in this
sequence.
5 CONCLUSIONS
In this research, an experiment was conducted to
compare tablet hardness by three types of pestle
motions in powder compression molding. As a result,
it was found that the highest tablet hardness can be
obtained by lower pestle compression. Tablet
hardness is considered to be related to the amount of
elastic recovery of the tablet that occurs inside the
mortar during compression molding. In the future,the
relationship between tablet hardness and elastic
recovery will be further investigated by applying
various tableting conditions.
On the other hand, the relationship between
compressive force and hardness is not clear. It is
affected by the particle size, particle shape, and
particle size distribution of the powder (Changouan,
2005). In addition, various factors such as air flow in
the mortar during compression molding and
temperature and humidity have been reported to have
an effect (Kremer, 2006), (Casettari, 2016). We are
also going to discuss the relationship between
compressive force and hardness or elastic recovery.
REFERENCES
Kamiya, T., Hanyu, K. (2022). Hardening Mechanism of
Tablet Infant Formula. The Role that Synchrotron Light
Technology Carries Out. Oil Chemists Society, in
Japanese.
Brewin, P, R., Coube, O., Doremus, P., Tweed, J, H. (2008).
Modelling of Powder Die Compaction. Engineering
Materials and Processes.
Mohan, S. (2012). COMPRESSION PHYSICS OF
PHARMACEUTICAL POWDERS. International
journal of pharmaceutical sciences and research.
Patel, S. Kaushal, A, M. Bansal, A, K. (2006). Compression
physics in the formulation development of tablets.
Department of Pharmaceutical Technology
(Formulations), National Institute of Pharmaceutical
Education and Research. in india.
Kamiya, T. Kondo, H. Hiroma, H. Nakajima, S. Watanabe,
M. Yamasita, K. Sako, K. Uemura, M. Hasizume, T.
(2012). Development of the Novel Functional In-line
Lubrication System and Applications for
Phamaceutical Industry. Powder technology, in
Japanese.
Bharate, S, S. Bharate, S, B. Bajaj, A, N. (2010).
Interactions and incompatibilities of pharmaceutical
excipients with active pharmaceutical ingredients: a
comprehensive review. Excipients and Food Chem.
Rahul, V, H. Ingunn, T. Annette, B, B. (2010). Evaluation
of a rapid approximation method for the elastic
recovery of tablets. Powder Technology.
Changouan, S. Himmelspach, M, W. (2005). Reduced
Tabletability of Roller Compacted Granules as a Result
of Granule Size Enlargement. Wiley InterScience.
Kremer, D, M. (2006). A numerical investigation of air
flow during tablet compression. Chemical Engineering
Science.
Casettari, L. Bonacucina, G. Cespi, M. Perinelli, D, R.
Micheli, M. Cacciatore, I. Stefano, A, D. Palmieri, G,
F. (2016). Effect of manufacturing temperature and
molecular weights on compression, mechanical and
dissolution properties of PEO matrix tablets. Journal of
Drug Delivery Science and Technology.
ICINCO 2023 - 20th International Conference on Informatics in Control, Automation and Robotics
306
