
Production-Ready End-to-End Visual Quality Inspection for Defect
Detection on Surfaces Based on a Multi-Stage AI System
Patrick Trampert
∗ a
, Tobias Masiak, Felix Schmidt
b
, Nicolas Thewes, Tim Kruse, Christian Witte
and Georg Schneider
Artificial Intelligence Lab, ZF Friedrichshafen AG, Scheer Tower II, Uni-Campus Nord, Geb. D5 2 66123 SB, Germany
Keywords:
Machine Learning, Artificial Intelligence, Deep Learning, Visual Quality Inspection, Defect Detection,
Windowing, Multistage Learning.
Abstract:
Quality inspection based on optical systems is often limited by the ability of conventional image processing
pipelines. Moreover, setting up such a system in production must be tailored towards specific tasks, which is
a very tedious, time-consuming, and expensive work that is rarely transferable to different inspection prob-
lems. We present a configurable multi-stage system for Visual Quality Inspection (VQI) based on Artificial
Intelligence (AI). In addition, we develop a divide-and-conquer strategy to break down complex tasks into
sub-problems that are easy-to-handle with well-understood AI approaches. For data acquisition a human-
machine-interface is implemented via a graphical user interface running at production side. Besides facilitated
AI processing the evolved strategy leads to a knowledge digitalisation through sub-problem annotation that
can be transferred to future use cases for defect detection on surfaces. We demonstrate the AI based quality
inspection potential in a production use case, where we were able to reduce the false-error-rate from 16.83%
to 2.80%, so that our AI workflow has already replaced the old system in a running production.
1 INTRODUCTION
The fast-developing ecosystem of the fourth indus-
trial revolution with its ongoing digital transformation
brings a lot of challenges and opportunities (Schwab,
2017). Hereby, intelligence-driven production is a
central building block for success. Artificial Intel-
ligence (AI) has empowered autonomous decision-
makings in a production environment since the break-
through of deep neural networks in 2012 (Krizhevsky
et al., 2012). Production performance can benefit in
multiple ways, for instance increasing transparency,
higher efficiency, more flexibility, lightweight recon-
figuration, easier controllability as well as cost opti-
mization (Azamfirei et al., 2021a).
AI based production systems are subject to man-
ufacturing prerequisites and have to fulfil many con-
ditions to be integrated into an everyday shop floor.
This starts at quality assurance regulations, includes
cycle times and low scrap rates, and ends at employee
empowerment. Important is not only a robust automa-
a
https://orcid.org/0000-0002-1065-4345
b
https://orcid.org/0009-0008-3010-8385
∗
Corresponding author
tion but also an integrated human machine interaction
process to foster acceptance and scalability of AI. A
tight intertwining of AI applications and shop floor
workers ensures continuous monitoring and enhance-
ment of implemented solutions to hold high quality
standards, hence, a decrease of human imperfection
(See et al., 2017).
Particularly in the context of Visual Quality In-
spection (VQI) based on image processing, such a
cooperation is extremely beneficial. An AI system
can ask a human operator in case it is not confident
about a decision. An initial uninformed AI will ask
for help each time it gets presented an item to be anal-
ysed. With growing number of examples, the AI in-
ternalises human knowledge and needs less help. Fur-
thermore, knowledge will be able transferable to sim-
ilar problems.
Most VQI is based on specialised camera sys-
tems with built in or connected conventional image
processing capabilities (Golnabi and Asadpour, 2007;
Huangpeng et al., 2018). At Start of Production
(SOP) for a new product great effort is needed to
achieve full functioning of an image analysis system,
for example to detect defects. Systems must be cal-
ibrated exactly for the new product or even for new
Trampert, P., Masiak, T., Schmidt, F., Thewes, N., Kruse, T., Witte, C. and Schneider, G.
Production-Ready End-to-End Visual Quality Inspection for Defect Detection on Surfaces Based on a Multi-Stage AI System.
DOI: 10.5220/0012536500003720
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 4th International Conference on Image Processing and Vision Engineering (IMPROVE 2024), pages 55-66
ISBN: 978-989-758-693-4; ISSN: 2795-4943
Proceedings Copyright © 2024 by SCITEPRESS – Science and Technology Publications, Lda.
55

types or variants of already known products. In many
cases, this is a tedious endeavour based on the knowl-
edge and experience of the employee conducting this
task. Invested time to guarantee a proper working
of the system postpones the SOP and, hence, is very
costly in terms of working time and lost production
time. Technical changes in the production pipeline,
like replacing a conventional oven for an induction
oven, may require a recalibration as the altered sys-
tem could fail to handle the resulting changes in error-
patterns. Authorisation and approval granted to such
a system each time involves many human experts, es-
pecially quality assurance personnel.
In this article we show how to replace this pro-
cess with an AI based system for VQI of surfaces.
The presented approach reduces calibration times to
a minimum from several weeks to few hours, in par-
ticular for new types and variants of already known
products, as the knowledge of associated AI models
can be utilised. Our contributions are (i) introducing
a workflow for learning an AI model for defect detec-
tion, which can assist from the start in examining pro-
duced parts by gathering and annotating data during
production, (ii) AI supported interactive learning via
Human Machine Collaboration (HMC) to digitalise
process know-how, (iii) a flexible Graphical User In-
terface (GUI) for annotating images captured at pro-
duction time as interface for the HMC, (iv) a multi-
stage AI approach based on Deep Learning (DL) for
optimised inference and cycle times, (v) cutting-edge
AI technology combined with traditional manual de-
sign and modelling to have the advantages of both
worlds while reducing the individual disadvantages,
and (vi) end-to-end integration of the AI system into
a shop floor.
Following, we conduct an exhaustive analysis of
production research. We investigate the current state-
of-the-art (SOTA) based on a use case explaining the
motivation behind our work. This leads to the pro-
posal of the developed workflow. The experimental
setup as well as evaluation results follow afterwards.
The article finishes with a discussion and conclusion
of the presented work.
2 LITERATURE REVIEW
There is a wide range of applications, methods, and
workflows for VQI at production lines. (Inman et al.,
2003) performed a literature review on the intersec-
tion of quality and production system design and ar-
gue that the production system itself has a major im-
pact on the quality. Hence, integrating an AI includ-
ing a human machine interaction loop will improve
quality. (Yazidi et al., 2018) designed and developed
a distributed ontology-based quality control system
and showed its feasibility for printed circuit boards.
The approach enables autonomous quality control but
lacks transferability to problems that are not covered
by the ontology. (Raabe et al., 2017) proposed to in-
troduce zero defect strategies or cyber physical sys-
tems to minimise scrap rates by use of self-correcting
and autonomous systems. This reduces the depen-
dence on manual decision-making processes and pre-
dictive condition-based maintenance to decrease hu-
man imperfection. An exhaustive review on the SOTA
of quality control methods in the automotive manu-
facturing industry is presented in (Hafizi et al., 2019).
Furthermore, the work of (Knop, 2020) gives very in-
teresting insights into visual inspection methods and
even investigates further concepts regarding the term
“visual”.
Many examples of conventional image processing
algorithms that aim to detect defects exist. (Tsai et al.,
2012a) used an independent component analysis to
identify errors in solar cells. This approach requires a
lot of additional processing and relies on image recon-
structions of defect-free images as baseline to clas-
sify unseen images. Besides big initial effort the ap-
proach is not flexible for similar problems and, hence,
could only be evaluated on 80 test images resulting
in a mean recognition rate of 93.4%, which is insuf-
ficient. Further approaches for solar panel defects,
e.g., wavelet transforms (Li and Tsai, 2012) or Fourier
transforms (Tsai et al., 2012b) could not increase per-
formance significantly. (Chao and Tsai, 2010) pro-
posed anisotropic diffusion to identify defects in low-
contrast images. They applied their approach to ma-
terial surfaces in liquid crystal displays. Such kind of
model-based approaches require time-consuming ad-
justments per use-case. They are limited in terms of
flexibility, computing demands, and applicability on
production lines with short cycle times. (Jia et al.,
2004) developed a system based on manually defined
features as input for a support vector machine. Ad-
ditional filtering is needed before using the system to
find defects on surfaces of rolled steel. The perfor-
mance and speed of the system made it real-time ap-
plicable. However, a huge effort was needed for im-
plementation including manual modelling and human
decisions intrinsic to the system. The presented ap-
proaches share several drawbacks. Such approaches
often (i) only aim at a final step that makes a binary
decision, which means it is not possible to extend the
classification to more than two classes, (ii) require a
huge effort to make them work, and (iii) are tailored
towards one use case and application so that a transfer
to other use cases is hardly possible.
IMPROVE 2024 - 4th International Conference on Image Processing and Vision Engineering
56

Since the rise of DL in 2012 (Krizhevsky et al.,
2012), many novel methods were investigated for the
deployment to production. However, a lot of research
remains on an experimental level or does not exploit
its full potential. (Soukup and Huber-M
¨
ork, 2014)
used Convolutional Neural Networks (CNNs) to find
rail surface defects. They used photometric dark-field
stereo images. They showed that CNNs distinctly out-
perform model-based approaches, nevertheless, their
setup is not suited to be used in day-to-day applica-
tions. (Du et al., 2019) used Faster R-CNN, which
is an object detection approach, to detect casting alu-
minium defects based on X-ray images. They could
increase accuracy in detection, yet the X-ray setup is
quite expensive and very limited to specific applica-
tions. The lack of suitable datasets and the problem
that new data is hard to obtain narrow down the us-
age further. A more elaborated example was shown
by (Mueller et al., 2019b). They developed a binary
real-time quality inspection powered by AI and vali-
dated the approach in an aerospace assembly to clas-
sify rivet connections during their joining process as
OK or not OK (NOK). Besides the benefits, a disad-
vantage of their system is the limitation to only iden-
tify good and faulty parts, as it can’t be extended to
identify additional features, such as part numbers, en-
gravings, or other features.
3 INTELLIGENCE-DRIVEN
PRODUCTION
Nowadays, systems need high effort to be calibrated
for a single use case for – at least partly – autonomous
workflows. This involves a lot of tedious steps by-
hand as well as testing to make sure that a single use
case runs as it should (Malamas et al., 2003). Trial-
and-error processes instead of an elaborated develop-
ment for a defect detection pipeline are not rare. Qual-
ity control must ensure many sub-steps and regularly
validate the system. In the worst case, this must be
repeated every time something gets altered in the pro-
duction (Kopardekar et al., 1993), for example if a
new induction oven instead of a conventional is in-
stalled in a production line. A further problem is that
many calibrated systems still perform quite average,
so that additional manual re-inspections must be car-
ried out. Even if the human effort at a production line
is reduced by up to some percentage, the remaining
percentage of re-inspection means additional work for
unnecessary checking (Azamfirei et al., 2021b). An
exhaustive review on the current SOTA in defect de-
tection can be found in (Ren et al., 2021). The authors
present a plethora of approaches that use machine
learning. However, most of the presented methods
are quite complex and require much time in advance
to a possible usage. Besides all the semi-automatic
workflows, there are even use cases in VQI that are
completely manual human tasks without the help of
cameras, or any autonomous system (Nessle
˚
Asbrink,
2020).
3.1 Current Production Setting
Based on a use case analysis and the planning ap-
proach “product – production process – production
equipment” (Mueller et al., 2019a, cf.), the depen-
dencies between a product, the current production or
inspection process, and the current production equip-
ment must be considered to derive a holistic solution
concept (cf. Figure 1).
Example characteristics of a product can be shape,
size, or material. Especially a multi-variant produc-
tion as well as the production volume have an impact
on the later process and, thus, on the selection of the
production equipment needed for inspection. This use
case is based on the manufacturing of a spring from
the clutch pack of commercial vehicles. Springs are
produced in many different variants. These variants
can differ in terms of product size and the character-
istics of various features, such as diameter, material
thickness, or number of shaped holes.
The production process has constraints, e.g., cycle
time. One process is an inspection task that analyses
the surface of each spring to identify scratches, pres-
sure marks, or material spelling and classifies these as
NOK in comparison to OK parts with no faults (cf.
Figure 2). In a non-digitalised environment, the in-
spection process was performed manually by humans
in a monotonous and error-prone process. Since the
advent of Industry 4.0, an increasing amount of in-
spections is handled by an automated cell. Such cells
mostly use conventional image processing for work-
piece classification.
The inspection cell consists of the following pro-
duction equipment: A robot system for manipulating
the components, a camera dome as well as a sub-
sequent image processing system, and a human for
re-inspection by-hand. The spring is delivered via a
conveyor belt and automatically positioned under the
camera dome with the robotic system. Several images
are recorded from both sides of the component to cap-
ture the whole surface of each spring. The resulting
images are prepared for further processing applying
shape from shading (Zhang et al., 1999, cf.). This
technique enhances small surface defects by exposing
them from different angles with a flash, so that a three-
dimensional impression of the surface is provided.
Production-Ready End-to-End Visual Quality Inspection for Defect Detection on Surfaces Based on a Multi-Stage AI System
57

(a) In this use case a commercial vehi-
cle spring is considered as a product.
(b) The production process is repre-
sented by an automated inspection at
the production line.
(c) Used production equipment:
robot, camera dome, conventional
image processing, and human opera-
tors for re-inspection.
Figure 1: Planning approach for the development of an automated inspection process.
(a) pressure marks (b) scratches (c) material spelling (d) material inclusion
Figure 2: Examples of possible error features that need to be detected by the inspection system.
Image data is evaluated by a conventional image
processing software and the classification result is re-
ported to the cell controller. Depending on the result,
in this case OK or NOK, the component is released for
further assembly or made available to a human opera-
tor for re-inspection. The operator performs a final in-
spection of the spring via haptic feedback through pal-
pating any scratches and grooves, or via visual feed-
back by means of a close investigation of the object.
In case the component is defective, it is rejected and
thrown away, otherwise it is released for further as-
sembly. The current approach is far from being robust
in terms of a high accuracy in part classification. Due
to the complexity and individuality of possible de-
fects, classical image processing has reached its lim-
its. This results in a large number of parts incorrectly
classified as NOK, also called false-NOK, which in
turn leads to a time-consuming manual re-inspection.
The presented use case clearly shows the need for
a more sophisticated workflow and enhanced algorith-
mic performance. Production should aim at a classifi-
cation error rate converging towards zero eliminating
many drawbacks mentioned before moving towards
a fully automated production line. As a first step in
this direction, we develop a workflow called Artificial
Intelligence based Quality Inspection (AIQI). With
AIQI we introduce AI to the production floor utilis-
ing new ideas of classical visual computing before AI
processing to digitally optimise the data without the
need of any optical requirements engineering in ad-
vance to image acquisition (Ren et al., 2021). Fur-
thermore, we introduce a during production annota-
tion via a GUI, which is developed from scratch and
integrated into the production line. Combining SOTA
AI techniques, we use the collected and annotated
data to train a powerful and fast inferencing system
that is deployed in production replacing outdated sys-
tems. As proof for the superior performance of our
new workflow we conduct an evaluation of the old
system against AIQI and show its significant impact
on future production.
3.2 Material & Methods
AI systems usually need huge amounts of data to be
trained from scratch, at the same time events of in-
terest, here NOK-patterns, are seldom encountered
and consequently under-represented in a collected
dataset. To increase the amount of such data a tech-
nique called Data Augmentation (Wong et al., 2016;
Xu et al., 2016) is used. Hereby, transformed versions
of the original data are added to the training dataset.
Common transformations from image processing can
be used, like flipping, translations, zoom, lightning
changes and many more.
DL for image processing mainly uses CNNs,
which consist of many layers that can learn features,
like low-level edges or mid-level characteristics of a
provided problem (Yosinski et al., 2014). Based on
this fact, such already trained features can be trans-
ferred to new, similar tasks, so that CNNs do not
have to be trained from scratch, this process is called
Transfer Learning (Shin et al., 2016). We identify
three main CNN architectures through extensive ex-
IMPROVE 2024 - 4th International Conference on Image Processing and Vision Engineering
58

periments to be used in the production line, namely
ResNet (He et al., 2016), SqueezeNet (Iandola et al.,
2016), and AlexNet (Krizhevsky et al., 2012), as they
offer the best trade-off between performance and run
time to guarantee short cycle times with high detec-
tion quality.
FastAI
1
serves as basis for our development
(Howard and Gugger, 2020). This is a DL library
that provides high-level components to easily use and
apply AI techniques. Furthermore, low-level compo-
nents are provided to add new functionality. PyTorch
2
(Paszke et al., 2019) serves as the AI backend frame-
work to perform trainings. For being able to evaluate
many different CNN architectures, we use the Timm
library
3
(Wightman, 2019) as well as Torchvision
4
.
These libraries offer a collection of image models and
utilities to pull together a wide variety of SOTA archi-
tectures with the ability to reproduce ImageNet train-
ing results. All our trained models are exported to
the exchange format Open Neural Network Exchange
(ONNX) and executed in production with the runtime
accelerator ONNX Runtime
5
to ensure fast inferenc-
ing times. Communication between the peripheries
of the production station such as the Programmable
Logic Controller (PLC) and our annotation tool or the
inferencing application is realised with the integration
of the multi-platform Ethernet communication suite
Snap7
6
. The application and all its dependencies are
bundled with the help of PyInstaller
7
. We bundle ev-
erything this way to guarantee isolation of system de-
pendencies, and to ensure reproducibility.
3.3 AIQI Workflow
We present AIQI in this section. The main workflow
consists of two pipelines, one for the collection of
high-quality data in the production environment (Fig-
ure 3a and b) and one for the inference deployment at
production lines (Figure 3c).
Before an AI can accurately classify the surface
of, e.g., springs it is indispensable to acquire data and
help the system to gather correct annotations. Hu-
man experts, like line operators or quality assurance
staff, are involved in assisting an untrained AI to clas-
sify workpieces via inspection by-hand. Human in-
volvement gradually decreases over time until an ad-
ditional manual inspection is only required whenever
1
https://github.com/fastai/fastai
2
https://github.com/pytorch/pytorch
3
https://github.com/rwightman/pytorch-image-models
4
https://github.com/pytorch/vision
5
https://github.com/microsoft/onnxruntime/
6
http://snap7.sourceforge.net/
7
https://pypi.org/project/pyinstaller/
new features arise, respectively when the AI is not
confident about a classification. To accurately deter-
mine the confidence of an AI we also developed a
method that enables the confidence estimation of an
arbitrary CNN at run-time based on black-box access
to the CNN. This method is used in AIQI, for further
information have a look at (Woitschek and Schneider,
2022). The described data acquisition results in a data
set that is put into the system by means of a HMC
using an interface. This interface is tightly coupled
within the production process via a GUI, developed
especially for this purpose. Inspired by visual com-
puting, images are split into small sub-images, also
called patches, using a divide-and-conquer strategy
adapted from sliding window approaches, called Win-
dowing. First, the whole image of the workpiece is
presented to a human operator. For critical surface de-
fects the operator can select the image region that con-
tains an anomaly. The resulting marked area is then
split into patches, and these are presented to the oper-
ator besides the full view of the image. The operator
must select and classify each patch as OK (marked
green) or NOK (marked red) via a click operation in
the GUI. The results of the human classification and
the corresponding image data are used afterwards for
AI model training. Each generated data point allows
to improve the current classification accuracy via ad-
ditional training of existing models.
We introduce a visual computing step called Win-
dowing (Schneider et al., 2023) as an additional stage
in an AI based classification pipeline (see Figure 4).
The grey coloured window at the top of Figure 4 a-c
is moved with a defined step size over a defined re-
gion and determines sub-images of that region. Step
size of the window in x- and y-axis direction as well
as the size of the window h × w pixels can be modi-
fied at any time. However, the size of a single patch
must be decided once and stays fixed. The objective
of Windowing is to break down a large problem into
many small entities as shown at the bottom of Fig-
ure 4a-c. Instead of searching for complex error fea-
tures in high-resolution images, this approach allows
the error features to be located and classified in very
small sub-images. Thus, it is not necessary to specify
each feature at a whole. It is sufficient to assign each
sub-feature to its corresponding class.
The process therefore reduces the amount of data
to be analysed in each case while keeping the origi-
nal pixel resolution, which means there is no transfor-
mation of the data. The high-resolution sensor data
is broken down into many small patches at original
pixel resolution. In the workflow, as also shown in
the use case, Windowing is applied to each large-scale
image of the workpiece, so that many small patches,
Production-Ready End-to-End Visual Quality Inspection for Defect Detection on Surfaces Based on a Multi-Stage AI System
59
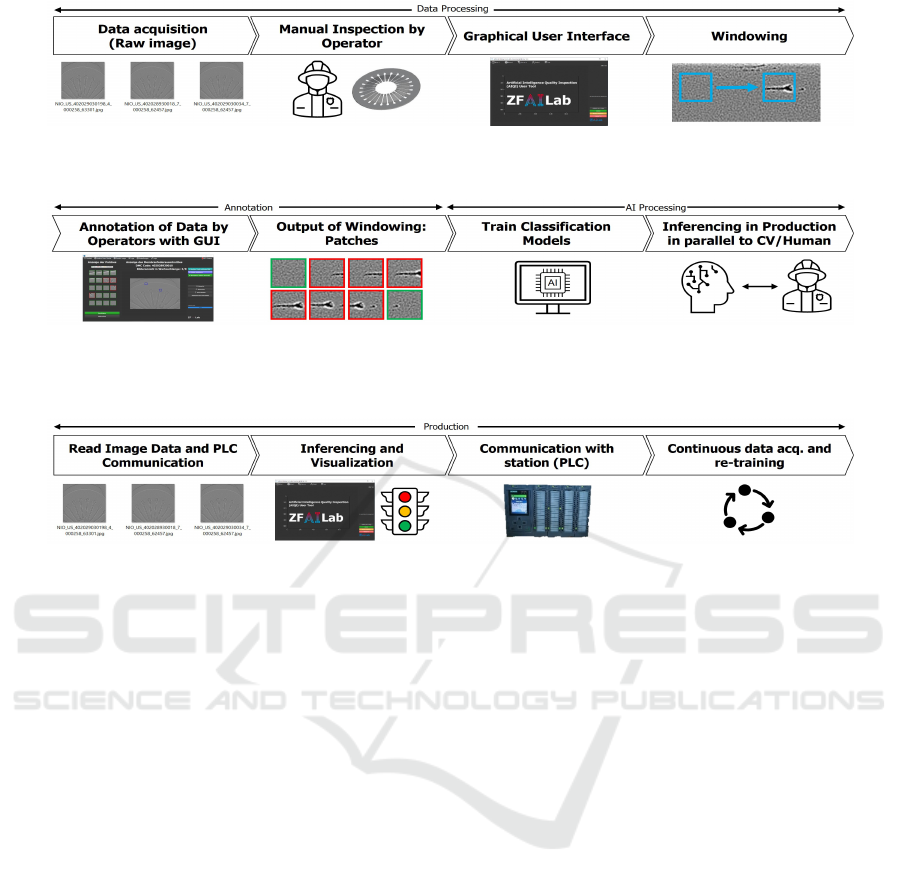
(a) Data Processing in advance of applying our workflow is composed of data acquisition, manual inspection by
human operators, setting up the annotation tool, and performing Windowing of the high-resolution large-scale
images.
(b) Assisted by the implemented GUI, human operators annotate the sub-images coming from Windowing as
OK or NOK. As soon as sufficient data has been collected, classification models can be trained and installed
into production lines, where AI inference can run in parallel to the old computer vision (CV) system and human
operators assist when AI lacks confidence.
(c) Each production line works independently now. Image data is acquired and read by the system via a PLC. The
production version of our GUI takes care for AI processing, that means inferencing as well as visualisation. The
PLC processes the results and saves them to a database. During this process additional data may be generated
and used for continuous monitoring and training to enhance current models.
Figure 3: Artificial Intelligence based Quality Inspection (AIQI) Workflow.
which are assigned to the OK or NOK class, are gen-
erated. Theoretically, Windowing is not only applica-
ble to image data but can also be transferred to other
sensor data.
Each individual patch is annotated and evaluated
by-hand at the production start-up phase, as shown
in Figure 4. The evaluation into class 1 and class 2,
which means OK and NOK within the scope of qual-
ity inspection, is performed online during production
via a GUI. The generated data and the associated
classification labels are used for model training. Dur-
ing data annotation it is important to determine the
ground truth based on the judgement of multiple hu-
man experts independently. Then, only data annotated
consistently by everyone is kept ensuring increasing
data quality for the ground truth as basis for AI train-
ing. At this point we want to emphasise once more the
importance of data quality as already a small number
of wrongly annotated data can disrupt AI model train-
ing significantly (Beggel et al., 2020, cf.).
In the presented workflow, a high quality of col-
lected data and corresponding annotations must be en-
sured, which means each classification of each sub-
image must represent the truth as defined by quality
assurance. Each miss-classified data point will lead
to a decrease in AI model performance. Hence, dif-
ferent procedures are integrated into the data quality
process, which are applied to known annotated data
as well as to unknown not yet annotated data. Exam-
ples are filtering based on high loss values both dur-
ing training and validation, or confidence analyses of
each pair of ground truth and predicted outcomes, for
example each NOK that is really predicted as NOK.
As soon as a trained model is available, the clas-
sification of the patches is no longer performed by a
human operator, but autonomously by the AI. In cases
where the AI is unsure about the assignment as OK or
NOK, e.g., because the error is a novel and very indi-
vidual feature, the AI can ask the operator for advice
and obtains help. The operator inputs the feedback via
the GUI. The associated data is collected in the back-
ground and will be available for future model training.
Through this approach, the accuracy of the model can
be continuously improved.
Obviously, it does not suffice to classify only a
single patch of several high-resolution images to as-
sign the result with certainty to the workpiece. Hence,
we developed a multi-stage inferencing pipeline for a
IMPROVE 2024 - 4th International Conference on Image Processing and Vision Engineering
60
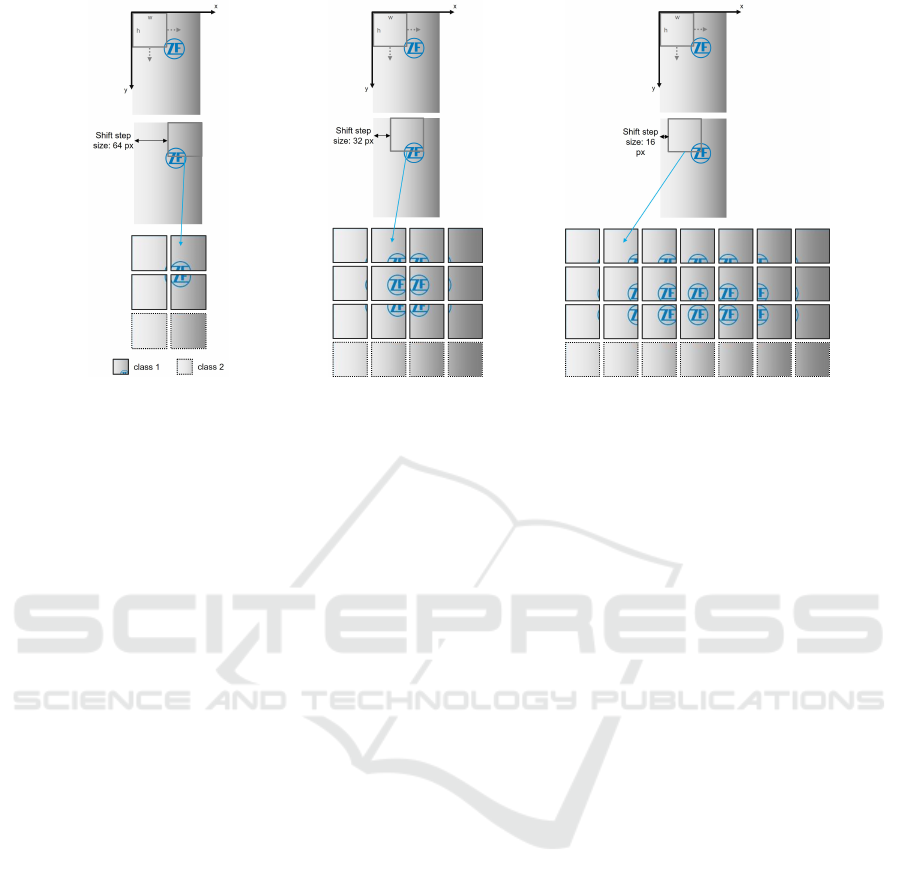
(a) (b) (c)
Figure 4: Divide-and-conquer approach via Windowing. (a) A window of size h × w pixels moves horizontally and vertically
over a selected area with a configurable but fixed step size, which is also specified in pixels. Thereby, the image is split into
many sub-images, also called patches. Patches are annotated by a human operator into classes, e.g., OK and NOK. Non-
overlapping patches are generated in the initial Windowing step. (b) Stage two of our multi-stage classification of patches is
shown. By altering the step size to a smaller value than the patch size, overlapping patches are generated. (c) The final stage
with even smaller step size is shown. Combining these three, or even more, stages leads to enhanced feature detection.
reliable usage at production lines as depicted in Fig-
ure 4 as sketch. An initial inspection of each high-
resolution image is performed by applying Window-
ing with maximal step size, so that non-overlapping
patches are generated as shown in Figure 4a. The
subsequent classification uses a fast AI model with a
high false-NOK rate, which means many patches are
identified as NOK although they are OK. The goal
behind this procedure is to detect each possible de-
fective patch, so that the likelihood to miss a NOK
workpiece tends towards zero. All areas around iden-
tified NOK patches are analysed at least once more.
These areas are sub-sampled with a smaller step size,
so that overlapping patches are generated as shown in
Figure 4b. Now, a slower more precise AI model is
used to identify only patches that are really NOK, as
it should be prevented to generate a lot of additional
manual work due to unnecessary re-inspections. De-
pending on production constraints like cycle-times the
procedure can be extended with a third stage as shown
in Figure 4c. Subsequent stages are executed at differ-
ent granularity applying AI models with varying ac-
curacy towards less false-NOK predictions. The final
patch classification can be further adjusted in terms
of sensitivity. As example, a workpiece can be cate-
gorised as NOK based on a defined minimum of NOK
patches, which could be one for a very high sensitiv-
ity and possibly more false-NOKs or five within a de-
fined area size for less sensitivity. This number can be
calibrated according to different workpieces and situ-
ations. The multi-stage procedure allows features to
be inspected from different perspectives and provides
a more accurate classification result adaptable to the
needs of individual use cases. At this point AIQI ben-
efits from the usage of small patches in contrast to
whole high-resolution images because novelties can
be analysed completely isolated from workpiece ge-
ometries and image sizes The AI is not confused and
mislead from the surrounding environment near any
anomaly, which often is a problem when applying DL
(Heaven et al., 2019).
A running production line incorporates additional
modules (cf. Figure 3c). An additional production-
ready version of our GUI is installed and serves as
brain of the quality inspection. Besides running the
AI inference, results are visualised and the HMC
takes place when the AI asks for it. Furthermore,
results are processed and saved to a database via a
PLC. Additional data may be generated at this point
for continuous monitoring or to enhance current mod-
els.
4 USE CASE RESULTS
We show the usefulness and impact of the developed
workflow by means of the presented workpiece pro-
duction of springs. Two production lines were se-
lected as basis for the AIQI development and eval-
uation. Besides the already described workflow, we
Production-Ready End-to-End Visual Quality Inspection for Defect Detection on Surfaces Based on a Multi-Stage AI System
61

used SOTA techniques from AI research and devel-
opment to ensure that no potential is wasted. Before
presenting the setup and results the most important
ingredients will be recapped.
We selected PyTorch and FastAI as main develop-
ment frameworks for implementation as well as train-
ing and evaluation of our AIQI workflow. Due to low
data availability and faster convergence rates all mod-
els were learned with pre-trained architectures.
As already shown before, cf. Figure 3, we had
to start with data acquisition as not a single image
was available at that time. The whole pipelines in-
cluding annotation routines, image data quality assur-
ance, and the GUI were developed upfront and set up
in production. During data collection we developed
the training and inferencing routines and tested these
regularly with increasing data availability to ensure
robust working of the software.
For the experiments we used 19,265 patches parti-
tioned into the classes OK and NOK with 15,600 OK
and 3,665 NOK. As AIQI is able to include an arbi-
trary number of classes with no additional effort, we
tweaked the training utilizing this fact. OK patches
were split into the classes OK and false-NOK, which
resulted in 12,638 OK and 2,962 false-NOK. The
AI was then trained with three classes, and a sub-
sequent inference was mapped onto the classes OK
and NOK again for decisions on large-scale images
in production. The applied trick halved the error-rate
in upcoming results. Due to production constraints,
in particular cycle times, not only the best perfor-
mance in terms of accuracy was important, but also
a runtime smaller than allowed. Hence, we evaluated
1065 different CNN architectures to identify an opti-
mal trade-off. We refrain from presenting all of these
results, as this would not add any value to the pre-
sented work. The data patches were split into a train-
ing and a validation set with an 80 to 20 ratio and
equally distributed classes in both sets. For testing we
gathered additional data sets of workpieces that were
completely independent of the training patch data set.
The whole inferencing workflow was applied to all
high-resolution images.
Based on the experiments, we identified three ar-
chitectures for the final inferencing pipeline used in
the described multi-stage approach. The multi-stage
approach was fixed using SqueezeNet in round one,
AlexNet in round two, and ResNet as final decision
step for the classification. This results in a very fast
first stage and a very accurate last stage. We only re-
port performance in terms of accuracy for ResNet, as
stage three determines the final classification. For the
training set an error rate of 0.0325% was achieved,
which shows that training converged quite well. The
validation set delivered an error rate of 3.5%, which
was the best possible trade-off between accuracy and
run-time also incorporating the additional stages as
pre-selection and acceleration steps.
Before installing the AI in production as indepen-
dent system, we had to convince quality assurance
that our workflow outperforms the old one. Hence, a
quality assurance approved data set of 386 whole im-
ages, which consisted of 298 OK and 88 NOK work-
pieces, was composed and approved for a final test.
The old system was compared against AIQI. An im-
portant remark here is, that both systems did not con-
fuse real NOK workpieces as OK, so that no defective
parts passed the quality check. Hence, the goal was to
reduce the false-NOK rate while keeping the false-
OK rate at zero. The old system had an error rate
of 27%, whereas our AI workflow had an error rate
of 3.1%. This convinced quality assurance to install
the AI in parallel to the old system for a long-term
test. The following months a long-term test was per-
formed running both systems in parallel. The long-
term evaluation was based on 9,020 workpieces. The
old system performed at an error-rate of 16.83% and
the AI at 2.80%. In sum, the validation set, the test
set, as well as the long-term test set performed con-
sistently in terms of error rates, which is a strong hint
for a well-trained AI. Consequently, the old system
was shut down after the evaluation.
5 DISCUSSION
After having presented AIQI and an use case appli-
cation that is already deployed at a production floor
including superior results compared to a traditional
workflow (cf. Figure 5), we concentrate on the indi-
vidual steps and work out the benefits and limitations
of AIQI.
Compared to more complex AI methods, e.g.,
bounding box annotation in object detection, initial
data collection and the connected annotation work-
flow during production are much easier with AIQI.
Firstly, due to system design as annotation and pro-
duction are not separated processes, secondly, as the
annotation workflow itself exhibits a strongly reduced
complexity. Looking at bounding boxes, tagging fea-
tures does not lead to unique results for different an-
notators as the variability in bounding box sizes needs
much more tedious work and, hence, is more error
prone despite a higher effort. In our approach there
is a clearly defined workflow to generate distinct sub-
images and it is only needed to assign them to a class.
Furthermore, the reduced complexity makes our ap-
proach less data hungry than standard bounding box
IMPROVE 2024 - 4th International Conference on Image Processing and Vision Engineering
62
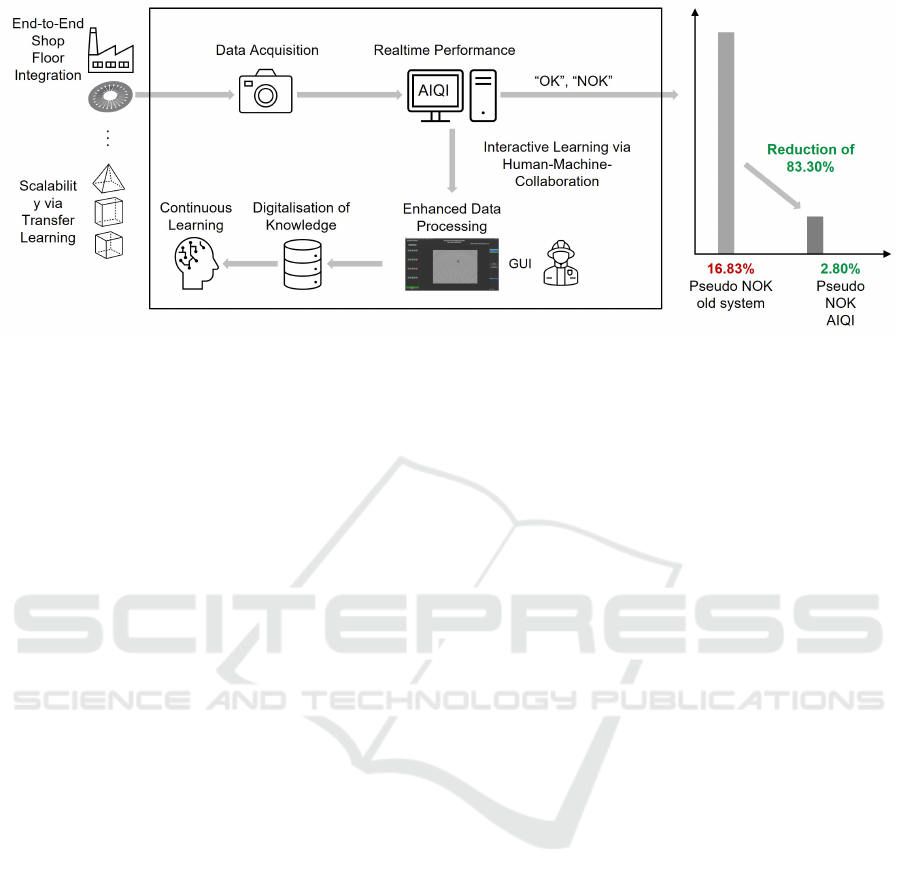
Figure 5: Summary of our contributions and achievements as workflow for AI based defect detection. Enhanced data pro-
cessing via Windowing is one of the crucial steps within a shop floor integration to deliver an End-to-End solution. Acquired
sensor data is analysed in real time by AIQI utilising its multi-stage AI approach based on DL. Cutting-edge AI technologies
in combination with conventional methods integrate the advantages of both worlds. Hereby, interactive learning is realised via
HMC to digitalise process know-how by means of a GUI and its annotation functions. The system is easily scalable because
of integrated transfer learning methods toward further applications. In the presented use case, AIQI reduced the pseudo error
rate, depicted as Pseudo NOK, of the old system by 83.30% from 16.83% down to 2.80%.
approaches. Other ways of defect identification are at
least as complex as object detection which highlights
the importance of our AIQI approach.
The proposed annotation workflow developed in
our GUI profits from an effect called Gaming With
A Purpose (GWAP) as described in (Venhuizen et al.,
2013). Hereby, labelling tasks are presented as games
to the user, but serve a purpose to the owner of the
product, respectively the principal of the annotation
task. Such GWAP’s are nowadays used in the form of
captchas where each user identifies objects by click-
ing on boxes. Compared to bounding box approaches,
where it is needed to draw appropriate boxes for de-
fects, clicking on readily prepared boxes is much eas-
ier. This increases the motivation of the user for the
data labelling task to do a good job. The authors have
shown that an increased motivation results in higher
quality when annotating data, which was one more
reason we developed AIQI. We are aware that the
facilitated annotation workflow does not solve each
kind of problem. Humans still suffer from imperfec-
tion, and it is quite likely that errors occur during
labelling that can mislead any AI training. Hence,
ground truth data must be independently validated
by different persons and the current workflow must
be challenged and developed further. AI-based sup-
port via trained models as well as semi-automated la-
belling assistance can also be enhanced further to re-
duce labelling errors and effort.
Besides the advantages for data labelling, Win-
dowing also brings significant algorithmic advan-
tages. Identifying defects and anomalies on
large-scale images without losing pixel resolution
and, hence, detection quality is very challenging.
Analysing whole images as basis for classification
is very compute intensive and requires a lot of data
covering the possible space of occurring situations
like specific errors. Applying Windowing, which is a
divide-and-conquer inspired splitting of a large-scale
image into smaller sub-images, resolves such issues
and facilitates many tasks. Hereby, a large complex
problem is broken down into many small and simple
problems that can be classified more easily and ef-
ficiently. Furthermore, training an AI with patches
that are context independent of its environment pre-
vents focusing on the surroundings, which increases
the ability to learn what is expected.
When cutting an image into many small pieces
to find erroneous spots it is important to create some
logic around the whole system arising from this idea.
Classification of a single patch isn’t enough to deter-
mine the quality of a produced part robustly. Conse-
quently, we developed a multi-stage approach, which
has the advantage to be more reliable due to multiple
factors used for a decision, so that more knowledge
than only single patch classifications is incorporated.
The multi-stage approach also has a higher degree of
flexibility to adapt to the classification process. For
example, sensitivity can be varied in subsequent steps
by refining the minimum error size or the number of
patches with detected errors that are needed to judge
a whole image as containing at least one defect or
anomaly. Nevertheless, a multi-stage AI is often not
usable out of the box, hence, additional work may be
Production-Ready End-to-End Visual Quality Inspection for Defect Detection on Surfaces Based on a Multi-Stage AI System
63

needed to modify AIQI.
Windowing is tailored towards basic classification
tasks, which are well researched, fast, robust, and do
not require complicated workflows or architectures.
In a production setup, image processing speed is one
of the main bottlenecks that influences real-time per-
formance of vision systems (Ren et al., 2021). The
simplicity of our approach to break down a hard task
into many easy tasks delivers a huge benefit towards
this problem, as we showed in the depicted use case.
It may be misleading that we argue with shorter run-
times and easier application, as there are additional
steps involved that cost time and need to be integrated.
However, the developed multi-stage pipeline makes
it possible to identify important areas of large-scale
images to only concentrate on small percentages for
the complex operations. The need for such an initial
search may require some time but saves much more
time in subsequent steps. Furthermore, we sped up in-
ferencing times by converting models to the exchange
format ONNX. Utilizing the ONNX format and its
runtime environment ONNX Runtime provides fast
computation times, so that the inferencing time can be
sped up drastically compared with data formats from
other frameworks, like PyTorch or TensorFlow. This
is crucial in time sensitive applications, especially on
the production floor, where each part has a predeter-
mined cycle time for each step to minimise delays and
maximise the number of produced parts.
Additional benefits emerge that make future de-
velopments easier and more reliable in terms of tack-
ling new use cases. Patches can be collected as kind
of an error catalogue for surface defects and anoma-
lies. This offers an adaption onto other variants from
a workpiece, like springs with a varying diameter or
differing holes, out of the box with minimal additional
effort. Furthermore, other produced workpieces also
share properties regarding their surface, like the ma-
terials they consist of, hence, also errors occurring on
such surfaces look similar. Consequentially, a knowl-
edge transfer from collected and annotated data of
workpieces to new or not yet included workpieces is
possible. Due to the splitting into small sub-images
the collected error catalogue becomes even more in-
formative. Instead of templates for complete errors,
we collect subsets or fragments from varying angles
and positions. Using such sub-error parts or sub-
anomaly parts the developed multi-stage approach
makes it possible to put these together like in a jigsaw
and recognise even unseen complete errors that con-
sist of the sub-parts. That means, scalability becomes
simpler, and it is like working on the same data as size
of images and defects does not play an important role
for sub-images of the same small size. With a grow-
ing number of use cases this leads to a comprehensive
error database for surface defects and anomalies as a
digitalization of human knowledge that can be utilised
for the development of powerful AI methods.
Where there is light, there is also shadow. We
should not expect to have solved all problems regard-
ing the detection of surface errors and anomalies as
soon as we identified a use case. There will always
occur defects never seen before, or materials that look
the same when OK may develop different properties
and challenge the AI based quality inspection. Close
monitoring and regular human quality controls still
need to be performed besides the ability of the AI to
ask for help and additional data that can be added to
the models via continuous learning strategies. Exactly
such strategies were put into practice in the spring
use case during the last year. Additional data was
collected and annotated based on uncertainties from
AI as well as from observed problems for continu-
ously updating running models. Based on the most
recently produced 16,153 workpieces we performed
a long-term comparison of the initially deployed and
latest up-to date models. The initial setup led to an er-
ror rate of 4.42%, which shows that over time models
can decrease as well as that not all kind of errors had
been covered. The latest setup led to an error rate of
2.58%, which is even better than the final evaluation.
Summarizing based on the discussed advantages
and limitations, AIQI turned out to be a promising ad-
dition to a digitalised production incorporating com-
puter vision and machine learning. Realising more
use cases and utilising the capabilities already present
will give additional insights to further extensions and
a rich database for surface defect recognition.
6 CONCLUSION
The main contribution of our work is a multi-stage AI
system for image processing tasks. Instead of using a
sophisticated black box like end-to-end algorithm that
is not configurable in between, we propose to break-
down a complex task into small and easy sub-tasks
that can be handled with well-understood basic AI ap-
proaches. Besides enhanced control over data collec-
tion and training, AIQI is more flexible due to manual
modelling and configurability. This makes it possible
to introduce additional steps based on, e.g., defined
metrics and confidences to control the behaviour of
the whole process. Furthermore, it is easier to under-
stand the inner workings and, hence, to explain the
system to operators that use it in day-to-day produc-
tion. The ability to explain, what the AI is doing and
why, increases transparency and hence acceptance of
IMPROVE 2024 - 4th International Conference on Image Processing and Vision Engineering
64

the system. The interwoven human machine collab-
oration ensures both digitalisation of human knowl-
edge and high-quality performance due to continu-
ously updated data and trained models. The AI sys-
tem asks for help if unclear instances are detected and
incorporates the human answers into future assess-
ments.
The presented workflow can be extended in sev-
eral ways, like introducing a higher degree of de-
tail than only OK and NOK labels as we did by in-
troducing false-NOK labels, adding more stages if
needed, changing the basic AI algorithm, adapting ex-
isting models to similar problems via transfer learn-
ing, or tuning sensitivity based on various metrics
and defined confidence measures. Numerous options
for manual modelling combined with SOTA AI algo-
rithms make the process versatile. A further option is
the generation and use of synthetic data, which could
be incorporated into future models. Such data could
even enforce a deployment at production start without
ever having produced any part before.
Scalable and accurate quality inspection with lit-
tle maintenance effort is fundamental for production.
The implemented workflow and all the automated
processes as well as the easy deployment as appli-
cation make our AI-based quality inspection work-
flow a great tool for a fast time-to-market due to short
and efficient development cycles. The knowledge dig-
italisation of human experts offers a huge business
value. There is no need to artificially define any er-
ror catalogue of what could happen but rather it suf-
fices to collect and annotate data based on a running
production line. The resulting knowledge database is
not only more precise than predicted anomalies for a
workpiece but also is transferable to all kind of similar
problems in the future.
We conclude that our workflow is suited for a wide
range of applications and, hence, should be taken into
consideration for VQI tasks in a production setting.
ACKNOWLEDGEMENTS
We thank the shop floor in Schweinfurt, especially
Michael Huebner and Daniel Joerg for the close col-
laboration and their continuous availability. Fur-
thermore, we thank Andreas Dorsch who made this
project possible with his enthusiasm and ongoing sup-
port.
7 FUNDING
The research was supported by funding from Bun-
desministerium f
¨
ur Wirtschaft und Klimaschutz
(BMWK) in the project Vernetzter digitaler Assistent
f
¨
ur das Datengetriebene Engineering von Roboter-
basierten Produktionsanlagen (VADER, 01.01.2023 –
31.12.2025).
REFERENCES
Azamfirei, V., Granlund, A., and Lagrosen, Y. (2021a).
Multi-layer quality inspection system framework for
industry 4.0. International Journal of Automation
Technology, 15(5):641–650.
Azamfirei, V., Granlund, A., and Lagrosen, Y. (2021b).
Multi-layer quality inspection system framework for
industry 4.0. International journal of automation
technology, 15(5):641–650.
Beggel, L., Pfeiffer, M., and Bischl, B. (2020). Robust
anomaly detection in images using adversarial au-
toencoders. In Brefeld, U., Fromont, E., Hotho, A.,
Knobbe, A., Maathuis, M., and Robardet, C., edi-
tors, Machine Learning and Knowledge Discovery in
Databases, pages 206–222, Cham. Springer Interna-
tional Publishing.
Chao, S.-M. and Tsai, D.-M. (2010). Anisotropic diffusion
with generalized diffusion coefficient function for de-
fect detection in low-contrast surface images. Pattern
Recognition, 43(5):1917–1931.
Du, W., Shen, H., Fu, J., Zhang, G., and He, Q. (2019).
Approaches for improvement of the x-ray image de-
fect detection of automobile casting aluminum parts
based on deep learning. NDT & E International,
107:102144.
Golnabi, H. and Asadpour, A. (2007). Design and appli-
cation of industrial machine vision systems. Robotics
and Computer-Integrated Manufacturing, 23(6):630–
637.
Hafizi, M., Jamaludin, S., and Shamil, A. (2019). State of
the art review of quality control method in automotive
manufacturing industry. In IOP Conference Series:
Materials Science and Engineering, volume 530, page
012034. IOP Publishing.
He, K., Zhang, X., Ren, S., and Sun, J. (2016). Deep resid-
ual learning for image recognition. In Proceedings of
the IEEE conference on computer vision and pattern
recognition, pages 770–778.
Heaven, D. et al. (2019). Why deep-learning ais are so easy
to fool. Nature, 574(7777):163–166.
Howard, J. and Gugger, S. (2020). Fastai: A layered api for
deep learning. Information, 11(2).
Huangpeng, Q., Zhang, H., Zeng, X., and Huang, W.
(2018). Automatic visual defect detection using tex-
ture prior and low-rank representation. IEEE Access,
6:37965–37976.
Iandola, F. N., Han, S., Moskewicz, M. W., Ashraf, K.,
Dally, W. J., and Keutzer, K. (2016). Squeezenet:
Production-Ready End-to-End Visual Quality Inspection for Defect Detection on Surfaces Based on a Multi-Stage AI System
65

Alexnet-level accuracy with 50x fewer parame-
ters and¡ 0.5 mb model size. arXiv preprint
arXiv:1602.07360.
Inman, R. R., Blumenfeld, D. E., Huang, N., and Li, J.
(2003). Designing production systems for quality: re-
search opportunities from an automotive industry per-
spective. International journal of production research,
41(9):1953–1971.
Jia, H., Murphey, Y. L., Shi, J., and Chang, T.-S. (2004).
An intelligent real-time vision system for surface de-
fect detection. In Proceedings of the 17th Inter-
national Conference on Pattern Recognition, 2004.
ICPR 2004., volume 3, pages 239–242. IEEE.
Knop, K. (2020). Indicating and analysis the interrelation
between terms-visual: management, control, inspec-
tion and testing. Production Engineering Archives, 26.
Kopardekar, P., Mital, A., and Anand, S. (1993). Manual,
hybrid and automated inspection literature and current
research. Integrated Manufacturing Systems.
Krizhevsky, A., Sutskever, I., and Hinton, G. E. (2012). Im-
agenet classification with deep convolutional neural
networks. Advances in neural information processing
systems, 25:1097–1105.
Li, W.-C. and Tsai, D.-M. (2012). Wavelet-based defect
detection in solar wafer images with inhomogeneous
texture. Pattern Recognition, 45(2):742–756.
Malamas, E. N., Petrakis, E. G., Zervakis, M., Petit, L., and
Legat, J.-D. (2003). A survey on industrial vision sys-
tems, applications and tools. Image and vision com-
puting, 21(2):171–188.
Mueller, R., Franke, J., Henrich, D., Kuhlenkoetter, B.,
Raatz, A., and Verl, A. (2019a). Handbuch Mensch-
Roboter-Kollaboration. Carl Hanser.
Mueller, R., Vette, M., Masiak, T., Duppe, B., and Schulz,
A. (2019b). Intelligent real time inspection of rivet
quality supported by human-robot-collaboration. SAE
Technical Paper, 2(2019-01-1886).
Nessle
˚
Asbrink, M. (2020). A case study of how industry
4.0 will impact on a manual assembly process in an
existing production system: Interpretation, enablers
and benefits.
Paszke, A., Gross, S., Massa, F., Lerer, A., Bradbury, J.,
Chanan, G., Killeen, T., Lin, Z., Gimelshein, N.,
Antiga, L., et al. (2019). Pytorch: An imperative style,
high-performance deep learning library. Advances in
neural information processing systems, 32.
Raabe, H., Myklebust, O., and Eleftheriadis, R. (2017). Vi-
sion based quality control and maintenance in high
volume production by use of zero defect strategies. In
International Workshop of Advanced Manufacturing
and Automation, pages 405–412. Springer.
Ren, Z., Fang, F., Yan, N., and Wu, Y. (2021). State of
the art in defect detection based on machine vision.
International Journal of Precision Engineering and
Manufacturing-Green Technology, pages 1–31.
Schneider, G., Masiak, T., Trampert, P., and Schmidt, F.
(2023). Pr
¨
ufen eines pr
¨
uflings, patent number 10 2021
210 572.6.
Schwab, K. (2017). The fourth industrial revolution. Cur-
rency.
See, J. E., Drury, C. G., Speed, A., Williams, A., and Kha-
landi, N. (2017). The role of visual inspection in the
21st century. In Proceedings of the Human Factors
and Ergonomics Society Annual Meeting, volume 61,
pages 262–266. SAGE Publications Sage CA: Los
Angeles, CA.
Shin, H.-C., Roth, H. R., Gao, M., Lu, L., Xu, Z., Nogues,
I., Yao, J., Mollura, D., and Summers, R. M. (2016).
Deep convolutional neural networks for computer-
aided detection: Cnn architectures, dataset charac-
teristics and transfer learning. IEEE transactions on
medical imaging, 35(5):1285–1298.
Soukup, D. and Huber-M
¨
ork, R. (2014). Convolutional neu-
ral networks for steel surface defect detection from
photometric stereo images. In International Sympo-
sium on Visual Computing, pages 668–677. Springer.
Tsai, D.-M., Wu, S.-C., and Chiu, W.-Y. (2012a). Defect de-
tection in solar modules using ica basis images. IEEE
Transactions on Industrial Informatics, 9(1):122–131.
Tsai, D.-M., Wu, S.-C., and Li, W.-C. (2012b). Defect de-
tection of solar cells in electroluminescence images
using fourier image reconstruction. Solar Energy Ma-
terials and Solar Cells, 99:250–262.
Venhuizen, N., Evang, K., Basile, V., and Bos, J. (2013).
Gamification for word sense labeling. In Proceed-
ings of the 10th International Conference on Compu-
tational Semantics (IWCS 2013).
Wightman, R. (2019). Pytorch image models. https:
//github.com/rwightman/pytorch-image-models.
Woitschek, F. and Schneider, G. (2022). Online black-box
confidence estimation of deep neural networks. In
33rd IEEE Intelligent Vehicles Symposium (IV22).
Wong, S. C., Gatt, A., Stamatescu, V., and McDonnell,
M. D. (2016). Understanding data augmentation for
classification: when to warp? In 2016 international
conference on digital image computing: techniques
and applications (DICTA), pages 1–6. IEEE.
Xu, Y., Jia, R., Mou, L., Li, G., Chen, Y., Lu, Y., and Jin, Z.
(2016). Improved relation classification by deep recur-
rent neural networks with data augmentation. arXiv
preprint arXiv:1601.03651.
Yazidi, K., Darmoul, S., and Hajri-Gabouj, S. (2018). Intel-
ligent product quality control and defect detection: A
case study. In 2018 International Conference on Ad-
vanced Systems and Electric Technologies (IC ASET),
pages 98–103. IEEE.
Yosinski, J., Clune, J., Bengio, Y., and Lipson, H. (2014).
How transferable are features in deep neural net-
works? In Advances in neural information processing
systems, pages 3320–3328.
Zhang, R., Tsai, P.-S., Cryer, J. E., and Shah, M. (1999).
Shape-from-shading: a survey. IEEE transactions on
pattern analysis and machine intelligence, 21(8):690–
706.
IMPROVE 2024 - 4th International Conference on Image Processing and Vision Engineering
66
