
Optimising Data Processing in Industrial Settings: A Comparative
Evaluation of Dimensionality Reduction Approaches
Jos
´
e Cac¸
˜
ao
1,2 a
, M
´
ario Antunes
3,4 b
, Jos
´
e Santos
1,2 c
and Miguel Monteiro
5
1
TEMA, Centro de Tecnologia Mec
ˆ
anica e Automac¸
˜
ao, Departamento de Engenharia Mec
ˆ
anica, Univerisdade de Aveiro,
3810-193 Aveiro, Portugal
2
LASI, Laborat
´
orio Associado de Sistemas Inteligentes, Guimar
˜
aes, Portugal
3
DETI, Departamento de Eletr
´
onica, Telecomunicac¸
˜
oes e Inform
´
atica, Universidade de Aveiro, Campus de Santiago,
3810-193 Aveiro, Portugal
4
IT, Instituto de Telecomunicac¸
˜
oes, Aveiro, 3810-193 Aveiro, Portugal
5
Bosch Termotecnologia S.A., 3800-627 Cacia, Portugal
Keywords:
Dimensionality Reduction, IIoT, Feature Extraction, Feature Selection.
Abstract:
The industrial landscape is undergoing a significant transformation marked by the integration of technology
and manufacturing processes, giving rise to the concept of the Industrial Internet of Things (IIoT). IIoT is
characterized by the convergence of manufacturing processes, smart IoT devices, and Machine Learning (ML)
algorithms, enabling continuous monitoring and optimisation of industrial operations. However, this evolution
translates into a substantial increase in the number of interconnected devices and the amount of generated data.
Consequently, with ML algorithms facing an exponentially growing volume of data, their performance may
decline, and processing times may significantly increase. Dimensionality reduction (DR) techniques emerge
as a viable and promising solution, promoting dataset feature reduction and the elimination of irrelevant infor-
mation. This paper presents a comparative study of various DR techniques applied to a real-world industrial
use case, focusing on their impact on the performance and processing times of multiple classification ML
techniques. The findings demonstrate the feasibility of applying DR: for a Logistic Regression classifier, mi-
nor 4% performance decreases were obtained while achieving remarkable improvements, over 300%, in the
processing time of the classifier for multiple DR techniques.
1 INTRODUCTION
Industry has recently undergone its 4
th
major revolu-
tion, Industry 4.0, marked by the widespread adop-
tion of technologies such as Machine Learning (ML),
Internet of Things (IoT), or Artificial Intelligence
(AI), and giving rise to the concept of Industrial In-
ternet of Things (IIoT). Furthermore, as industries
embrace Industry 4.0, a new industrial paradigm, In-
dustry 5.0, is currently unfolding (Xu et al., 2021).
While Industry 4.0 primarily focused on process
automation and optimisation, Industry 5.0 revolves
around a human-centric industrial environment, fos-
tering seamless collaboration between technology and
human resources. This collaboration strives to de-
a
https://orcid.org/0000-0002-4627-079X
b
https://orcid.org/0000-0002-6504-9441
c
https://orcid.org/0000-0003-0417-8167
velop more sustainable and environmentally friendly
industrial processes and solutions (Xu et al., 2021;
Maddikunta et al., 2022; Nahavandi, 2019). This new
paradigm, emphasising human-technology collabora-
tion and decentralised decision-making, outlines the
need for an even deeper intertwining of AI, ML and
IIoT to enhance flexibility, adaptability, and efficiency
in industrial operations (Xu et al., 2021; Maddikunta
et al., 2022; Nahavandi, 2019).
In the pursuit for flexible and efficient industrial
processes, AI has emerged as a key player within
IIoT, facilitating processing tasks such as fault de-
tection and prediction, equipment health monitoring,
and predictive maintenance (Sisinni et al., 2018; An-
gelopoulos et al., 2020; Yao et al., 2017). However,
such tasks require substantial amounts of data; conse-
quently, the growth of IIoT has resulted in a signifi-
cant increase in the amount of interconnected devices
generating data, a phenomenon commonly referred to
Cação, J., Antunes, M., Santos, J. and Monteiro, M.
Optimising Data Processing in Industrial Settings: A Comparative Evaluation of Dimensionality Reduction Approaches.
DOI: 10.5220/0012734000003705
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 9th International Conference on Internet of Things, Big Data and Security (IoTBDS 2024), pages 119-130
ISBN: 978-989-758-699-6; ISSN: 2184-4976
Proceedings Copyright © 2024 by SCITEPRESS – Science and Technology Publications, Lda.
119

as Big Data (Hashem et al., 2015; Jia et al., 2022). De-
spite the robust capabilities of data-driven ML tools
in handling large datasets, the sheer volume of gen-
erated data can become overwhelming, adversely im-
pacting the performance of the ML algorithms, espe-
cially in time sensitive operations. The accumulation
of data not only introduces more variables into the
processes, but also brings in additional irrelevant and
redundant information, inadvertently leading to an in-
creasing process complexity.
In this context, Dimensionality Reduction (DR)
poses as a promising solution. Particularly for
data processing, having the possibility to reduce the
amount of features and dimensions of a given dataset
can prove advantageous for ML algorithms, reducing
the amount of data that is input to a classifier or re-
gressor. As a result, the processing technique encoun-
ters a more streamlined dataset, enabling more effi-
cient data processing. Furthermore, integrating DR
within an IIoT architecture can bring additional ben-
efits, including data noise reduction, increased data
protection, and enhanced data storage and visualisa-
tion (Chhikara et al., 2020).
DR encompasses a set of techniques aimed at re-
ducing the dimension of a given dataset, while pre-
serving as much information as possible (Jia et al.,
2022). This reduction can be achieved through vari-
ous methods, whether by employing approaches that
filter and select a subset of the original features, re-
ferred to as Feature Selection (FS), or by generating
a new set of features that represent a mapping of the
original ones, termed Feature Extraction (FE). Us-
ing DR offers numerous benefits, including reducing
the complexity of a given dataset, eliminating redun-
dant or irrelevant information, and contributing to a
faster and more efficient processing of the informa-
tion for ML classifiers or regressors (Ayesha et al.,
2020; Huang et al., 2019). Owing to their ability
to decrease data volume and dataset complexity, DR
may play a crucial role in the rapidly evolving land-
scape of technology-connected industries.
In light of this, the main contributions of this pa-
per involve providing a comparative study, concern-
ing both performance and processing time analyses,
of several DR techniques applied to a dataset ob-
tained from a real-world industrial setting. The spe-
cific use case centres around a boiler testing proce-
dure conducted in the final stages of a boiler pro-
duction line at Bosch Termotecnologia Aveiro
1
. Nu-
merous variables are captured during the testing pro-
cess, with the aim of determining the testing outcomes
based on the collected data. Seven commonly em-
1
https://www.bosch.pt/a-nossa-empresa/
bosch-em-portugal/aveiro/
ployed DR approaches, namely Principal Component
Analysis (PCA), Independent Component Analysis
(ICA), Non-negative Matrix Factorization (NMF),
Singular Value Decomposition (SVD), Random For-
est (RF), Recursive Feature Elimination (RFE), and
Autoencoder (AE) were analysed, employing also
four classifiers - Logistic Regression (LR), k-Nearest
Neighbours (kNN), RF, and Multi-layer Perceptron
neural network (MLP) - for a more comprehensive
evaluation. The final findings illustrate that, for the
LR classifier, significant reductions in processing and
fitting times (more than 300%) can be achieved at the
cost of only a 4% compromise in performance, using
techniques like PCA, SVD, and ICA.
The remainder of the paper is organised as fol-
lows. Section 2 provides a concise overview of DR
techniques and their main families/groups. Section 3
elucidates the main techniques and steps implemented
and incorporated in the comparative study. Section 4
presents and discusses the main findings of the com-
parative study. Finally, Section 5 provides the main
conclusions drawn, accompanied by suggested future
works.
2 BACKGROUND
DR techniques can be categorised into various classes
and subclasses, with the most common division being
between FE and FS. FE involves generating a new set
of features that represents a combination of the orig-
inal data, whereas FS consists of selecting a subset
of the original features (Jia et al., 2022; Zebari et al.,
2020). This section offers a brief introduction to DR,
delineating these multiple groups, and subsequently
emphasises the importance of applying DR in indus-
trial data processing.
2.1 DR Techniques
DR encompasses a set of techniques aimed at reduc-
ing the dimensions and simplifying a dataset. Given
the variety of approaches, they are commonly split
into multiple categories, the two main groups being
FS and FE. Some authors, such as Jia et al. (2022),
propose a third group - Deep Learning (DL) meth-
ods. Those can include both FE and FS, but leverage
neural network architectures to promote DR. Then,
various authors propose diverse subdivisions for DR
(Zebari et al., 2020; Solorio-Fern
´
andez et al., 2019;
Ashraf et al., 2023). Drawing from these literature
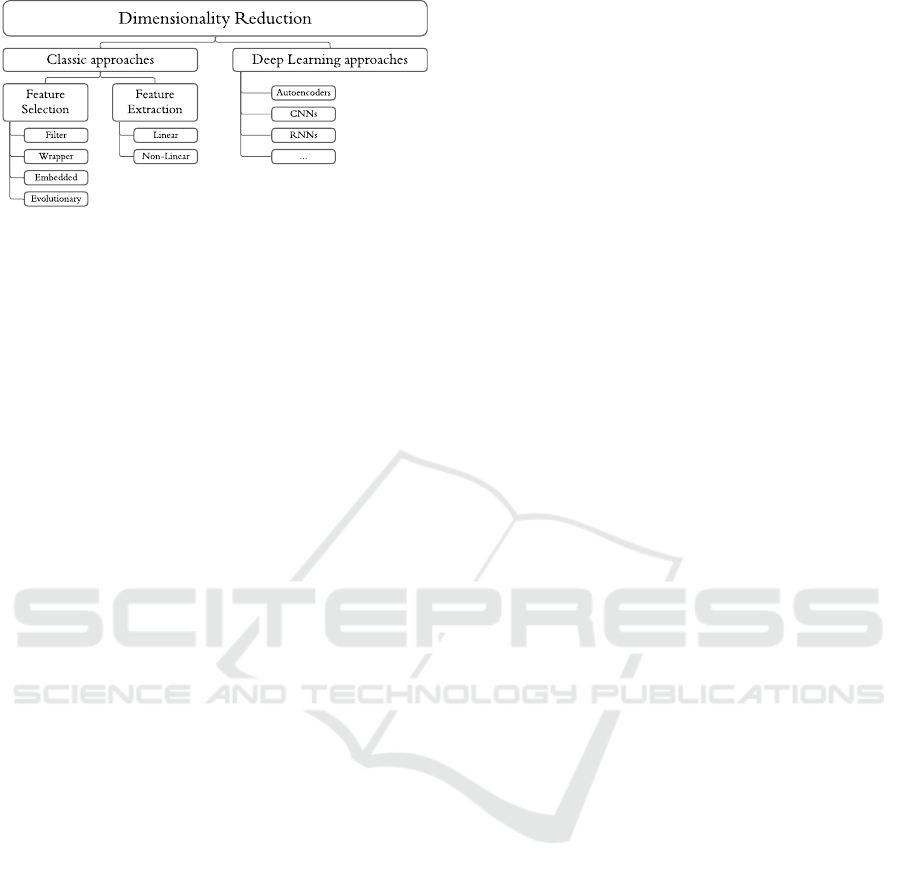
proposals, Figure 1 presents a basic taxonomy outlin-
ing the primary families and subfamilies of DR.
IoTBDS 2024 - 9th International Conference on Internet of Things, Big Data and Security
120
Dimensionality Reduction
Classic approaches Deep Learning approaches
Feature
Selection
Feature
Extraction
Filter
Wrapper
Evolutionary
Embedded
Autoencoders
CNNs
RN N s
...
Linear
Non-Linear
Figure 1: Taxonomy of DR techniques, based on some lit-
erature proposals (Jia et al., 2022; Solorio-Fern
´
andez et al.,
2019; Zebari et al., 2020; Ashraf et al., 2023).
Feature Selection
FS techniques focus on reducing the dimensional-
ity of a dataset by selecting a subset of the initial
features, operating on the premise that these fea-
tures contain all essential information (Zebari et al.,
2020; Chhikara et al., 2020). FS is mainly split into
3 subclasses: filter, wrapper and embedded meth-
ods. Filter-based approaches rank features by im-
portance, defining thresholds and rules determining
which variables to retain and which to discard (Jia
et al., 2022). Wrapper-based approaches are used
in conjunction with a classifier, selecting a variable
group that maximises the performance of the classifier
(Solorio-Fern
´
andez et al., 2019). Embedded methods
combine characteristics from filter and wrapper ap-
proaches, integrating a classifier that adjusts its pa-
rameters iteratively according to the importance of
each feature (Zebari et al., 2020). An additional ap-
proach involves evolutionary methods, e.g., Genetic
Algorithm or Particle Swarm Optimisation, to select
an optimal feature set.
FS offers advantages such as keeping the original
physical significance of data (as no data transforma-
tion is applied), while preserving interpretability (Ze-
bari et al., 2020; Jia et al., 2022). However, the trade-
off between number of features and data relevance
needs to be handled carefully, as large reductions may
lead to loss of relevant information.
Feature Extraction
The objective of FE is to create a new set of features,
or components, mapping the initial set of variables
(Jia et al., 2022; Zebari et al., 2020). FE can be mainly
categorised into two subclasses, linear and non-linear
methods. This distinction is based on whether they
consider the linearity of data. Linear approaches as-
sume that the new feature set forms a linear mapping
of the original one, i.e., the lower-dimension repre-
sentation is a linear combination of the original fea-
tures (Anowar et al., 2021). However, linear meth-
ods may fail to capture true non-linear relationships
within data if the original data is non-linear and ex-
hibits dependencies between variables. Conversely,
non-linear techniques can be employed to capture the
more intricate dependencies within non-linear data
(Chhikara et al., 2020).
Applying FE provides the potential for a smaller
set of reduced features when compared to FS. The re-
duced data, being a combination of the original data,
retains the dependencies of the initial dataset, facil-
itating more efficient removal of redundant informa-
tion (Zebari et al., 2020; Jia et al., 2022). However,
the application of FE comes with the drawback of data
loss of interpretability and physical meaning.
DL-Based Approaches
DL-based approaches leverage neural networks, par-
ticularly in FE tasks. Various techniques can be used
to extract the most relevant information and features
from data. For instance, Recurrent Neural Networks
(RNNs), like Long Short-Term Memory (LSTM) and
Gated Recurrent Units (GRU), are utilised to extract
sequential and time-dependent features from data.
Convolutional Neural Networks (CNNs) are effective
in extracting spatial features, commonly applied to
process image data. Another notable DL-based ap-
proach are AEs, notable for their architecture. As il-
lustrated in Figure 2, they consist of an encoder, a de-
coder, and a latent space representation. They aim at
discovering a compressed representation of the origi-
nal data through the encoder, and then reconstructing
it back to its original state via the decoder. This design
forces the AE to learn the most important features in
data resulting in a lower-dimensional representation
in the latent space. Additionally, depending on the
scope of the problem, different neural network layers
can be employed within the AE to extract temporal,
sequential, spatial, among other features.
2.2 DR Importance Within Industrial
Environments
As previously highlighted in Section 1, the indus-
trial paradigm is currently shifting towards the inte-
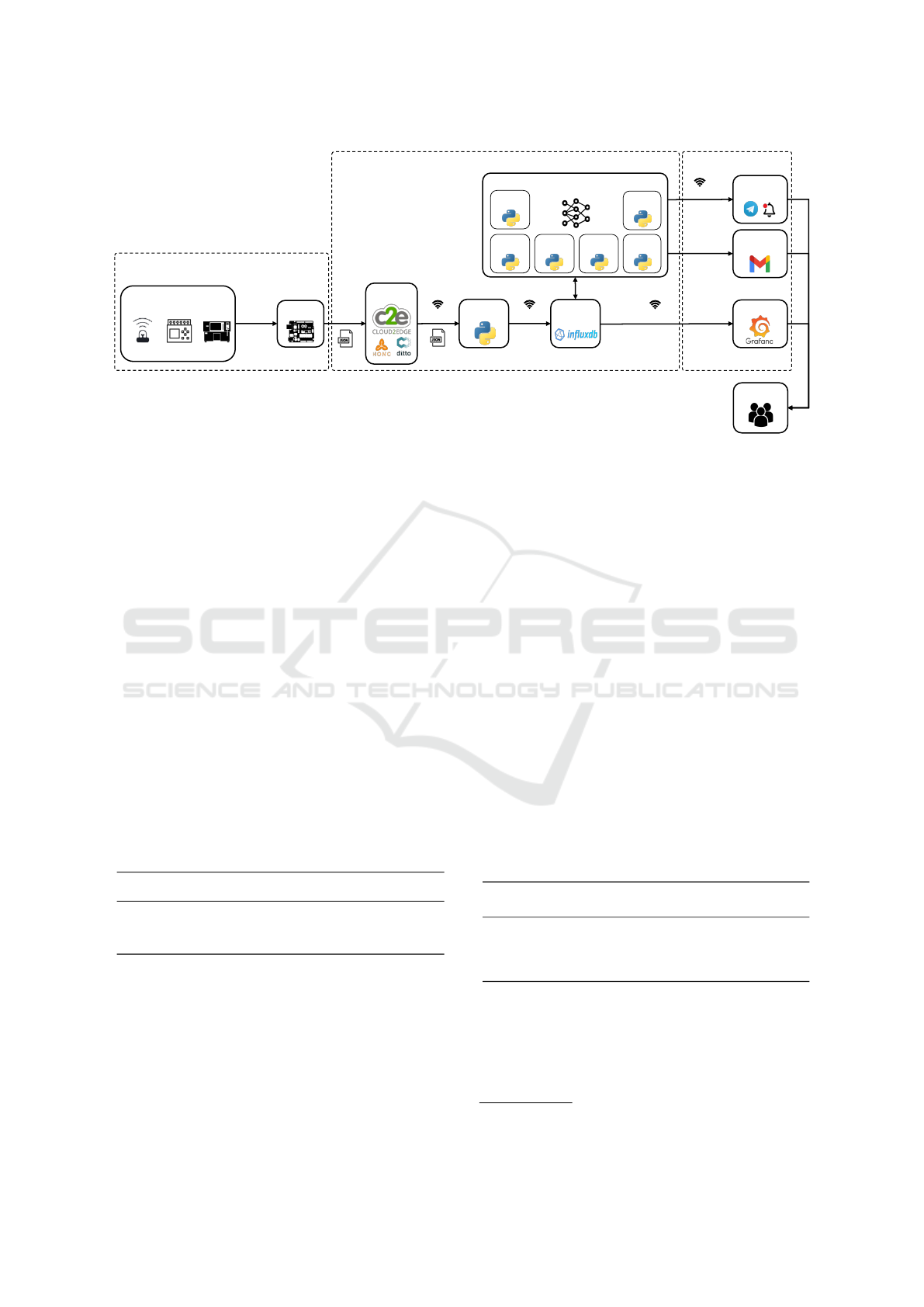
gration of new technologies. IIoT architectures, such
as the one depicted in Figure 3, are adopting a lay-
ered and block-structured design. In this evolving
IIoT paradigm, key processes include data gathering,
transfer, storage, processing, and visualisation. En-
suring a rapid and secure data flow between these
blocks is crucial, especially for applications that de-
mand low-latency processing and response times.
In architectures of this kind, the proliferation of
Optimising Data Processing in Industrial Settings: A Comparative Evaluation of Dimensionality Reduction Approaches
121

x
1
x
2
x
3
x
4
x
5
x
6
Input
Layer
Latent
Space
ˆx
1
ˆx
2
ˆx
3
ˆx
4
ˆx
5
ˆx
6
Output
Layer
Figure 2: Base architecture of an autoencoder.
IoT sensing devices near the manufacturing processes
has resulted in an impressive increase in the volume of
collected data. Consequently, there is a growing need
to process the data via ML algorithms. While having
more data about manufacturing processes is advanta-
geous and facilitates a more profound understanding,
it also introduces challenges within the IIoT frame-
work. The increased data quantity poses challenges
in terms of data transmission, resulting in higher la-
tencies. Data storage systems may become more
congested, leading to reduced storage space. Visu-
alising and understanding relationships among var-
ious process variables can become more challeng-
ing due to the abundance of information. Moreover,
data processing is also affected, as more data inadver-
tently leads to more redundant and irrelevant informa-
tion, possibly decreasing the performance of the al-
gorithms. Additionally, larger amounts of data trans-
late into larger processing times, potentially impair-
ing response times and the ability of the architecture
to promptly handle data (Ashraf et al., 2023; Jia et al.,
2022).
DR emerges as a promising solution to address
these challenges, particularly in the context of data
processing. Its main positive impact is evident when
applied as a pre-processing step for ML classifiers or
regressors, effectively eliminating redundant and ir-
relevant information, and thereby improving process-
ing time and performance outcomes for the ML tech-
niques. One such example is the work of G
´
omez-
Carmona et al. (2020), who demonstrated that the
application of DR techniques achieved, for their use
case, an 80% reduction in computational efforts and
time, with only a 3% decline in ML model perfor-
mance. However, DR not only proves beneficial for
data processing. Other potential advantages of its im-
plementation may be the following:
• Enhancing Data Storage: reducing data entering
databases alleviates communication latencies and
conserves storage space;
• Improved Data Visualisation: by minimising
variables and irrelevant information, identifying
correlations in manufacturing processes variables
becomes more straightforward;
• Noise Reduction and Data Security: DR dimin-
ishes data noise. Therefore, less information is
transferred across the architecture, lowering the
risk of data leaks and possible cyberattacks.
3 METHODS
As previously mentioned, this paper exposes a com-
parative study of multiple DR techniques applied to
an industry-related dataset. The use case involves a
watertightness boiler testing process, conducted at the
end of the boilers’ production line, aiming to iden-
tify leaks within the piping systems. This constitutes
a multi-label classification problem, with the target
variable indicating pass or fail outcomes for different
boilers. All testing code was developed in Python,
and is publicly accessible on GitHub
2
. This section is
dedicated to provide the main details about the testing
procedure.
3.1 Use Case and Dataset Description
Bosch Termotecnologia Aveiro, part of the Robert
Bosch GmbH
3
group, specialises in the production
of heat water solutions, primarily boilers and heat
pumps. This factory is one of Portugal’s most innova-
tive industrial environments, focused on the digitali-
sation and automation of their production lines, aim-
ing to enhance productivity and environmental effi-
ciencies. Particularly, one of their main projects, IL-
LIANCE
4
, focuses on developing efficient and sus-
tainable heating technologies, particularly hybrid gas
and hydrogen systems. Furthermore, there is also a
major focus on the digitalisation and improvement of
their productive building process.
In the final stages of boiler production, each unit
undergoes a watertightness test to identify leaks and
deficiencies in the piping system. The test monitors
2
https://github.com/zemaria2000/DR Comparison
3
https://www.bosch.com/
4
https://www.illiance.pt/pt-pt
IoTBDS 2024 - 9th International Conference on Internet of Things, Big Data and Security
122
USER LAYER
DIGITAL LAYER
PHYSICAL LAYER
Shop floor
equipment
Sensors
PLCs CNCs
Gateway(s)
Cloud2Edge
MQTT
USER
SMTP
TCP/IP
Rs485
Modbus
…
Warnings +
Alerts
Data Mining
Intelligent Assistant
Model
building
HTTP
SSE
Client(s)
Database
HTTP HTTP
HTTP
Predicting
agent
Anomaly
detection agent
Report
building
Data
pre-processing
Notification
generation
Email
Reports
Visualisation
Figure 3: IIoT architecture used on a previous project (Cac¸
˜
ao et al., 2024).
variables such as gas flows, temperatures, and pres-
sures. If the values all fall within certain appropri-
ate intervals, the equipment passes the test, other-
wise, it fails it, and inadvertently halts the produc-
tion line. These test failures require manual exami-
nation, contributing to inefficiencies and production
bottlenecks. Within this scenario, DR can play a cru-
cial role in optimising the testing process, aiding in
selecting relevant features, for instance, and identify-
ing significant variables, consequently enhancing ML
techniques’ processing efficiency.
The main characteristics of the described process
dataset are presented in Table 1. It comprises a total
of 48 variables, collected during each watertightness
test. The test results in a multi-label four class clas-
sification problem: two equipment classes, split into
successful and unsuccessful tests. The dataset is rela-
tively small, with 11962 samples in total, each repre-
senting the average values for each feature for a com-
plete testing procedure.
Table 1: Dataset description.
No. of
Features
No. of
Classes
Classes Samples
48 4
0: ’Equipment 1 - Failed’ 410
1: ’Equipment 1 - Passed’ 6372
2: ’Equipment 2 - Failed’ 390
3: ’Equipment 2 - Passed’ 4790
3.2 Pre-Processing Steps
To prepare data for the comparative study, several pre-
processing steps were employed to ensure a better
testing procedure. The main ones are outlined below:
1. Data Imputation: the original dataset, collected
at Bosch’s production environment, contained
missing values in some columns. To facilitate
processing by both DR techniques and classifiers,
data imputation was performed: NaN and Null
values were replaced by the mean value of their
respective column;
2. Data Balancing: as indicated in Table 1, the dis-
tribution of passed and failed tests is quite im-
balanced, with passed tests accounting for around
93% of the dataset. This imbalance can lead to
classifier overfitting during training, potentially
negatively impacting testing performances. To ad-
dress this, a combination of SMOTE (Synthetic
Minority Oversampling Technique) and Tomek
Links was employed for data balancing (Swana
et al., 2022). SMOTE was used to oversample mi-
nority classes, while Tomek Links balanced the
undersampling of majority classes. This synthetic
data generation was carefully conducted, aiming
for a balanced 4:1 ratio of successful to unsuc-
cessful tests. The final sample amounts are pre-
sented in Table 2;
Table 2: Number of samples for each class after data bal-
ancing using SMOTE and Tomek Links.
Classes
Original
Samples
Balanced
Samples
0: ’Equipment 1 - Failed’ 410 2124
1: ’Equipment 1 - Passed’ 6372 6370
2: ’Equipment 2 - Failed’ 390 1596
3: ’Equipment 2 - Passed’ 4790 4790
3. Data Normalisation: given the substantial dis-
crepancies in certain features’ values, data nor-
malisation was conducted using two scikit-learn
5
Python library scalers: ‘StandardScaler’, scaling
the data to have a mean of 0 and standard devia-
5
https://scikit-learn.org/stable/
Optimising Data Processing in Industrial Settings: A Comparative Evaluation of Dimensionality Reduction Approaches
123

tion of 1, and ‘MinMaxScaler’, scaling data to the
0-1 range. The latter was employed for methods
like NMF, unable to handle negative values.
4. Label Encoding: as exposed in both Table 1 and
Table 2, the original test labels consist of strings
indicating the equipment type and test result. To
facilitate the reading of output results by the ML
classifiers during training, label encoding was im-
plemented, creating integer labels for each distinct
class.
3.3 Testing Procedure
Following data pre-processing and preparation, a
comprehensive comparative testing procedure was
conducted utilising multiple DR techniques and clas-
sifiers. The study, completely implemented in Python,
employed the scikit-learn and TensorFlow
6
libraries
for building the DR models. All classifiers were also
from the scikit-learn library, and were used with their
default hyperparameters, as well as most DR tech-
niques. Only to address convergence issues encoun-
tered during the fitting process, adjustments were im-
plemented specifically for the ICA and NMF tech-
niques: the convergence tolerance, initially set by de-
fault at 1 × 10
−4
was changed to 5 × 10
−2
. Addition-
ally, the number of maximum iterations was adjusted
from the default value of 200 to 5000 and 10000 for
the ICA and NMF techniques, respectively. The AE,
the only method from the TensorFlow library, had the
following implementation details: a base architecture
comprised of layers with 48 (input dimension), 32,
16, 8, 4, and 2 nodes, ‘swish’ as the activation func-
tion, ‘adam’ as the optimiser, and mean squared error
as the loss function, evaluating the reconstruction er-
ror. Following fitting, the encoder was extracted and
used to output the reduced data representation.
For both DR techniques and ML classifiers, 80%
of the datasets were used for training, 10% of those
for validation, and the remaining 20% to conduct the
tests. All tests were ran on the same machine, whose
characteristics are exposed in Table 3. Furthermore,
Table 4 exposes the Python and main used libraries’
versions.
Table 3: Main characteristics of the machine where the test
were conducted.
Processor
Base clock
speed
RAM Graphics card
AMD Ryzen 9
7950X 16-Core
Processor
4.5 GHz 128 GB
Nvidia GeForce
RTX 4090
6
https://www.TensorFlow.org/
Table 4: Python and main used libraries’ versions.
Library Version
Python 3.10.8
scikit-learn 1.3.2
TensorFlow 2.10.0
pandas 2.2.0
numpy 1.26.4
matplotlib 3.8.0
exectimeit 0.1.1
The tests conducted and discussed in Section 4 in-
clude:
• Assessing the influence of different DR ap-
proaches with varying numbers of reduced fea-
tures on classifier performance;
• Evaluating classifier fitting and prediction times
for different dataset dimensions;
• Assessing fitting and dataset reduction times for
some DR techniques.
The primary metric for evaluating model per-
formance was the Matthew’s Correlation Coefficient
(MCC), calculated using the confusion matrix indica-
tors - True Positives (TP), True Negatives (TN), False
Positives (FP) and False Negatives (FN). The formula
is presented in Equation 1,
MCC =
TN × TP −FN × FP
p
(TP + FP)(TP +FN)(TN + FP)(TN + FN)
, (1)
with MCC ranging between -1 and 1. An MCC of
-1 indicates “perfect” misclassification, an MCC of
1 perfect classification, and an MCC of 0 indicates
predictions equivalent to random chance.
Finally, the measured times included fitting times
for DR techniques and classifiers, prediction times for
the classifiers, and dataset reduction times for the DR
approaches. The exectimeit
7
library was used for time
measurements, following the work from Moreno and
Fischmeister (2017).
4 RESULTS AND DISCUSSION
This comparative study, as already mentioned, delved
into the performance and time impacts of employing
various DR techniques within an industrial real-world
dataset. This section outlines the key findings from
the conducted tests.
4.1 Performance Analysis
The initial test focused on evaluating the MCC for
various numbers of reduced components obtained
7
https://pypi.org/project/exectimeit/
IoTBDS 2024 - 9th International Conference on Internet of Things, Big Data and Security
124
with different DR techniques, and four distinct clas-
sifiers. For non-DL methods, reduced dimensions
ranging from 2 to 47 were tested, while for the AE,
the reduced dimensions corresponded to the AE ar-
chitecture definition, 2, 4, 8, 16, and 32, i.e., each
test involved eliminating the previous last layer. Ta-
ble 5 and Table 6 present the MCC results for some
selected reduced dimensions and the MCC using the
entire dataset, respectively.
Table 5: Performance (MCC) comparisons between the DR
techniques, for all classifiers and for multiple reduced di-
mensions (at bold the best result for each DR technique,
underlined the values that outperformed the default tests).
DR Dim. LR kNN RF MLP
PCA
2 0.932 0.938 0.930 0.932
5 0.931 0.936 0.935 0.939
10 0.934 0.955 0.954 0.951
20 0.949 0.958 0.962 0.951
30 0.958 0.961 0.962 0.955
40 0.968 0.961 0.970 0.971
ICA
2 0.929 0.936 0.933 0.936
5 0.927 0.934 0.936 0.942
10 0.933 0.948 0.953 0.953
20 0.949 0.949 0.962 0.948
30 0.956 0.951 0.964 0.952
40 0.968 0.966 0.971 0.973
NMF
2 0.883 0.972 0.964 0.970
5 0.884 0.959 0.963 0.971
10 0.883 0.940 0.970 0.977
20 0.861 0.936 0.964 0.974
30 0.895 0.975 0.969 0.978
40 0.884 0.959 0.976 0.978
RF
2 0.950 0.950 0.950 0.950
5 0.966 0.965 0.966 0.965
10 0.966 0.960 0.966 0.966
20 0.971 0.962 0.978 0.979
30 0.970 0.961 0.972 0.978
40 0.970 0.964 0.973 0.980
RFE
2 0.971 0.968 0.973 0.978
5 0.974 0.969 0.974 0.979
10 0.970 0.951 0.974 0.979
20 0.969 0.963 0.973 0.979
30 0.971 0.968 0.973 0.980
40 0.969 0.952 0.976 0.982
SVD
2 0.932 0.938 0.930 0.934
5 0.931 0.937 0.935 0.941
10 0.936 0.954 0.954 0.951
20 0.949 0.958 0.960 0.952
30 0.958 0.961 0.965 0.956
40 0.968 0.961 0.974 0.974
AE
2 0.836 0.928 0.896 0.934
4 0.919 0.965 0.920 0.973
8 0.932 0.976 0.922 0.978
16 0.929 0.979 0.918 0.980
32 0.939 0.980 0.940 0.979
Table 6: MCC values for the 4 classifiers, using all available
features from the original dataset.
LR kNN RF MLP
0.946 0.974 0.990 0.974
Analysing the MCC values for the original dataset
(Table 6), all classifiers exhibited high performances,
with MCC values larger than 0.9. LR had the low-
est score, 0.946, with the highest belonging to the RF
classifier, with 0.99.
Turning to the DR techniques (Table 5), it is evi-
dent that MCC values remain consistently high, with
most MCC scores above 0.9, even with very low-
dimensional datasets. Apart from the RF classifier,
which achieved an MCC of 0.99 with the original
datasets, all other classifiers, combined with various
DR techniques, achieved higher performance metrics
with datasets with fewer features. Notable examples
include PCA with 20 components combined with LR,
resulting in an MCC of 0.949, compared to the origi-
nal value of 0.946; using an AE reducing the dataset
to just 16 features combined with the kNN classifier,
obtaining an MCC of 0.979, surpassing the original
kNN test with 0.974; or using NMF with 30 features
and an MLP classifier, achieving an MCC of 0.978,
opposed to the original 0.974.
For FE methods, PCA, ICA, NMF, SVD and AE,
there seems to be a tendency for improved perfor-
mances with a larger number of reduced components,
with more components being able to encode more in-
formation and retain more data dependencies. Con-
versely, FS methods, RF and RFE, showcase a much
more balanced performance, successfully identifying
two or five features that retain essential information
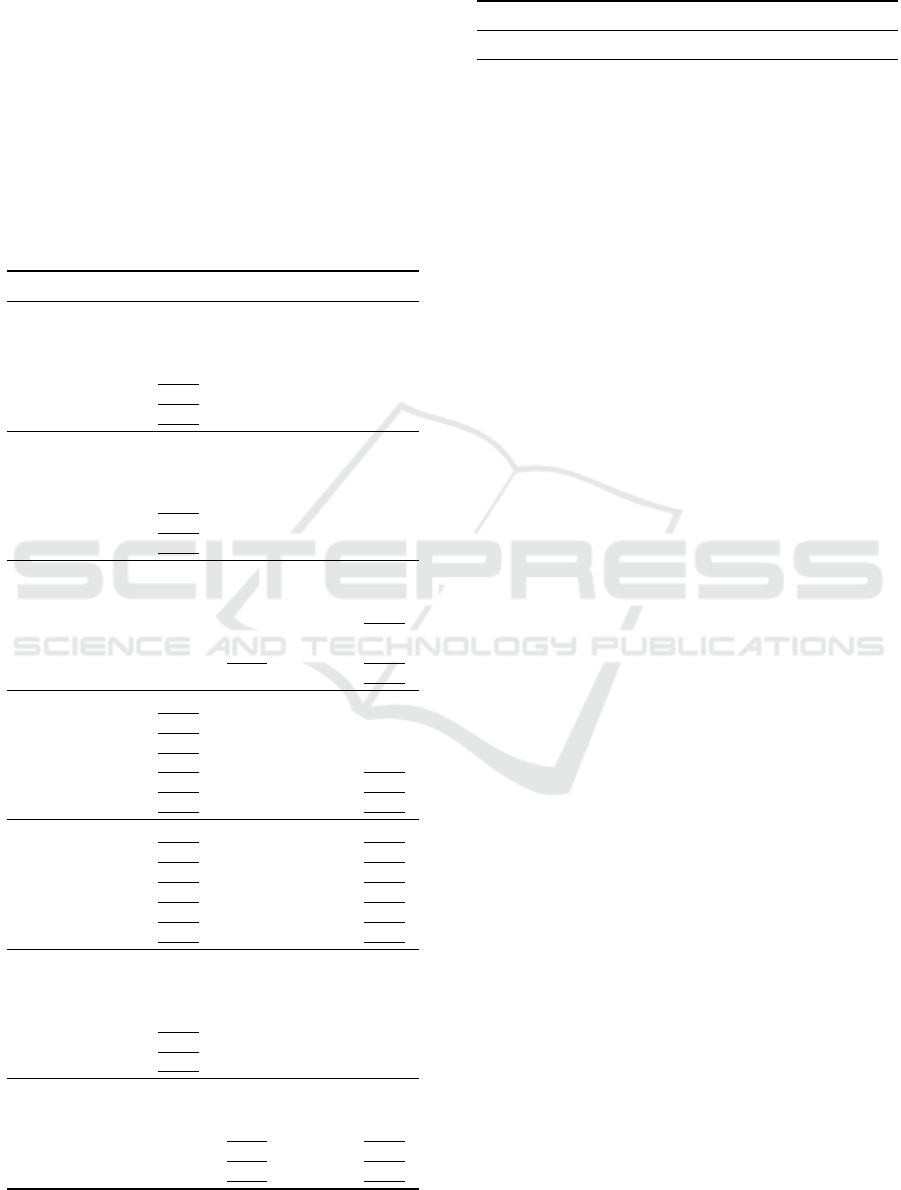
about the original dataset. Figure 4 visually illus-
trates this trend. ICA (Figure 4a) exhibits a clear per-
formance upward trend, for all classifiers, with the
MCC constantly increasing with the number of re-
duced components. Conversely, RFE (Figure 4b) re-
mains more horizontally stable, achieving very high
MCC values with very few features. This may sug-
gest that FS methods can efficiently identify a very
small set of features containing most essential in-
formation for classification purposes, while FE tech-
niques struggle in creating a compact group of vari-
ables that excludes the irrelevant information.
In summary, the use of DR techniques specifically
for the use case explored did not seem to significantly
influence classifier performance. It was possible to
achieve quite high performances with a much smaller
dataset. Furthermore, in some cases, DR techniques
effectively discarded irrelevant and redundant infor-
mation, leading to classifier performance improve-
ments. FS techniques, in particular, demonstrated a
Optimising Data Processing in Industrial Settings: A Comparative Evaluation of Dimensionality Reduction Approaches
125
(a) ICA.
(b) RFE.
Figure 4: MCC for the 4 different classifiers, in the testing
dataset, depending on the number of components reduced
by the (a) ICA and (b) RFE DR techniques.
notable ability to select a small set of the original fea-
tures, outperforming FE techniques. Hence, for the
studied use case, DR methods emerge as promising
strategies, as despite utilising a significantly reduced
set of features, the classifier’s performance remains
quite high and satisfactory. Subsequent sections will
provide insights regarding the time benefits of using
DR, reducing training and prediction times.
4.2 Classifiers Time Tests
As discussed earlier, an excessive number of variables
in a dataset may lead to longer fitting and prediction
times for ML methods. Therefore, it is relevant to
assess the impact of applying DR in the fitting and
prediction times of ML classifiers.
For this test, training and prediction times for the
four selected classifiers were assessed with different
reduced dataset sizes by each DR approach. To ac-
curately evaluate these times, each test (i.e., each re-
duced dataset from each DR technique, for each clas-
sifier) was conducted five times, using a dedicated
Python library, exectimeit. The complete test results
can be consulted in Table 10, in the Appendix section.
For this particular discussion, training and prediction
times for the ICA technique are presented in Table 7,
with the last row representing the times for the origi-
nal dataset.
Analysing the results in Table 7, particularly for
the LR and RF classifiers, there is a clear tendency
of increasing training and prediction times for larger
datasets. Larger datasets induce more data for the
models to process, resulting in longer training times.
For both these classifiers, the 40-feature datasets ex-
hibit approximately 5x longer training times com-
pared to the 2-feature datasets, consistent with expec-
tations. For prediction times, this growing tendency
is much less evident, but that would be expected, as
testing datasets are much smaller and the models are
already fit.
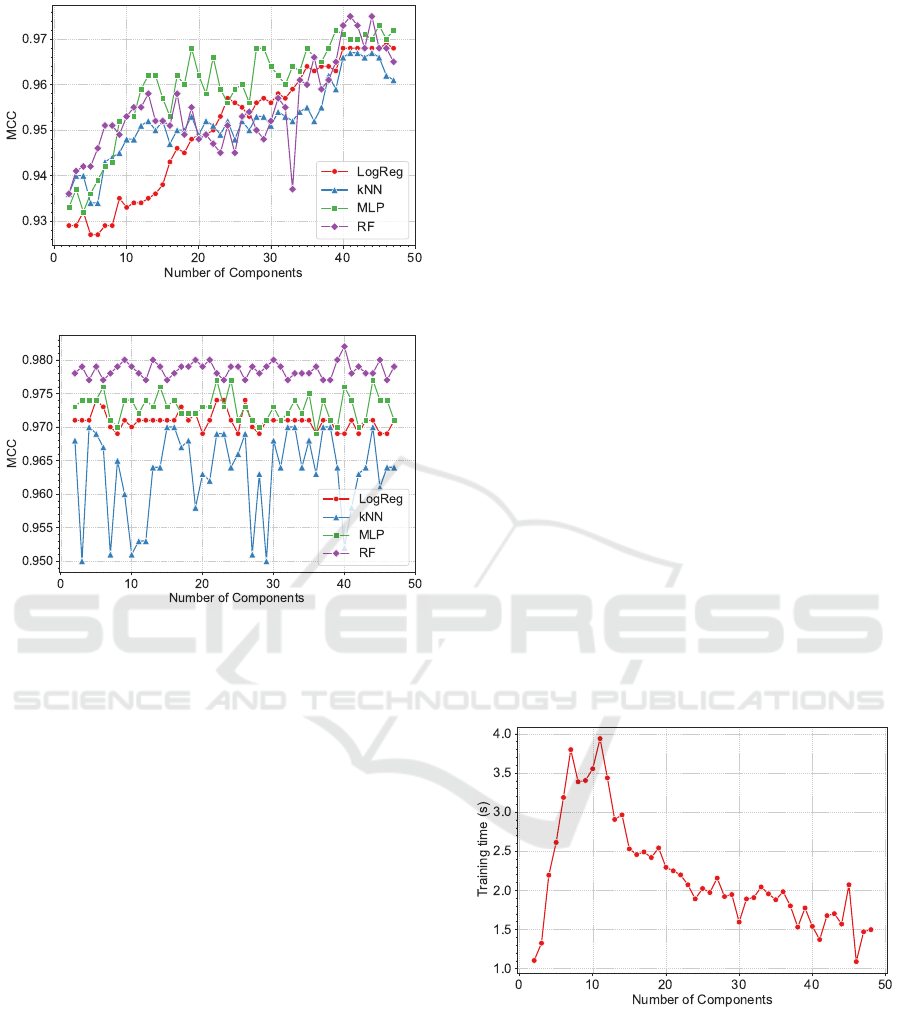
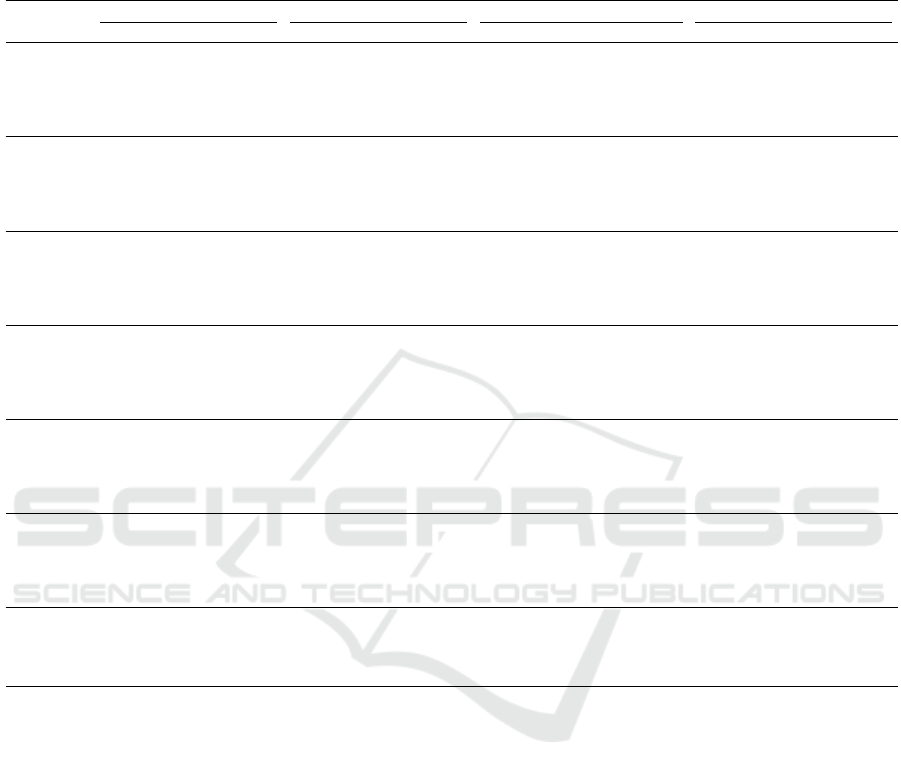
However, for the kNN and the MLP classifiers, the
time tendencies differ. For kNN, there is a notable dif-
ference between training and prediction times, with
the latter being larger. This results from the kNN
prediction process, which requires distance calcula-
tions for each testing point, to each of its k-nearest
neighbours. Moreover, for both classifiers, the train-
ing times initially increase with the number of re-
duced components, and then significantly decrease
with larger datasets. This behaviour might be due to
possible classifier overfitting, resulting in faster con-
vergence times. Figure 5 further illustrates this differ-
ent time evolution for the MLP classifier.
Figure 5: Training time evolution for the MLP classifier
with the reduced ICA dataset.
Comparing reduced datasets with the original
ones, it is evident that in general, both training and
prediction times are larger for the full set of variables
compared to reduced datasets, as expected. This dif-
ference is substantial in some cases, namely for LR
and MLP. For LR, the fitting time with the reduced
dataset is around 3x smaller than with the original
IoTBDS 2024 - 9th International Conference on Internet of Things, Big Data and Security
126

Table 7: Average training and prediction times for 5 runs, for multiple classifiers using the reduced datasets from the DR
techniques.
DR Dim.
LR kNN RF MLP
Train (ms) Pred (ms) Train (ms) Pred (ms) Train (ms) Pred (ms) Train (ms) Pred (ms)
ICA
2 14.20 ± 0.04 0.06 ± 0.01 2.22 ± 0.08 30.21 ± 0.27 1011.60 ± 12.96 13.29 ± 0.30 1103.64 ± 121.13 0.57 ± 0.04
5 18.82 ± 0.18 0.06 ± 0.01 3.57 ± 0.06 38.52 ± 0.29 1781.73 ± 27.85 12.92 ± 0.42 2612.49 ± 1224.58 0.78 ± 0.23
10 27.26 ± 0.10 0.06 ± 0.01 5.75 ± 0.08 111.47 ± 0.95 2773.43 ± 39.29 12.33 ± 0.26 3554.07 ± 817.27 0.82 ± 0.18
20 70.78 ± 0.46 0.08 ± 0.02 0.39 ± 0.08 6.80 ± 2.25 3892.33 ± 82.45 12.99 ± 0.39 2294.17 ± 259.82 0.77 ± 0.11
30 86.66 ± 1.59 0.19 ± 0.02 0.39 ± 0.11 10.25 ± 0.20 5523.99 ± 98.59 14.58 ± 0.52 1594.72 ± 358.41 0.83 ± 0.09
40 71.82 ± 1.96 0.19 ± 0.03 0.41 ± 0.09 8.43 ± 4.28 5296.30 ± 161.25 11.53 ± 0.56 1539.47 ± 616.59 0.77 ± 0.16
Default 48 283.21 ± 34.84 1.24 ± 0.36 3.24± 0.85 117.59 ± 74.71 2994.67 ± 208.77 16.82 ± 0.59 15123.26 ± 4476.46 2.62 ± 0.48
data (86.66ms opposed to 283.21ms). For the MLP
classifier, the training times are 4x smaller (3.55s for
a 10-variable dataset opposed to more than 15s for the
original data).
Overall, the implementation of DR techniques sig-
nificantly reduces fitting and prediction times for clas-
sifiers. While the differences may not be substantial
for this particular use case, with a small dataset com-
prised of less than 15000 samples and just 48 vari-
ables, it is important to note that in datasets with mil-
lions of samples and hundreds or thousands of vari-
ables, the reductions would be much more significant
and with more pronounced impacts.
4.3 DR Techniques Time Tests
While testing the fitting and prediction times of clas-
sifiers is crucial for assessing the time benefits of
reducing the number of variables in datasets, it is
equally relevant to evaluate the time required by the
DR approaches to train themselves and reduce the
datasets. If the time needed for training or generating
the reduced dataset is is excessively large, it becomes
highly inefficient and even counterproductive to use
such techniques in combination with ML classifiers.
The purpose of DR techniques is to alleviate the clas-
sifiers’ process times, and if DR takes too long, the
resulting time impacts may offset the benefits, with
the additional cost of potential loss in classifier per-
formance. Table 8 presents, for some DR techniques,
their training and reduction times for varying numbers
of features.
Examining the results in Table 8, PCA stands
out as the fastest technique in terms of both fitting
and reduction times. The longest fitting time is just
33.37ms, with reduction times mostly below 1ms.
Furthermore, NMF also showcases short training and
reduction times, with the longest being for the 32
component dataset, at 92.63ms, while reduction times
are in most cases smaller than 5ms. On the other hand,
using the encoder from an AE for DR induces sig-
nificantly longer processing times: the largest train-
ing and reduction times are 11.3s and 93.42ms, sub-
stantially higher than those for the previous two tech-
niques. Moreover, the times tend to decrease with the
increase in the number of reduced features. This is
due to the base architecture and methodology used for
the AE tests, with the largest autoencoder (i.e., with
the most layers) achieving the largest dimension re-
duction.
In conclusion, as highlighted earlier, it is crucial
to consider both the time benefits of reducing the
datasets for classifiers, and the training and reduction
times of the DR techniques themselves. As shown,
using DL-based techniques may lead to consider-
able training and even reduction times, and this fac-
tor should be considered, especially in time-sensitive
operations when applying DR in conjunction with a
classifier.
4.4 Overall Performance and Time
Comparison
As discussed throughout this results section, the use
of DR techniques can offer benefits in both perfor-
mance and processing time, particularly for time-
sensitive industrial processes, and it is crucial to find
the right balance between performance and dataset
size. This final section presents an overall comparison
by evaluating the average increases in performance
and processing times for the LR classifier. The com-
parison is based on the lowest (2) and highest (47)
possible reduced datasets for each DR technique, ex-
cluding the AE. The results are summarised in Ta-
ble 9, presenting average performance and classifier
fitting time increases per component of the dataset
and in total.
This table illustrates the trade-off relationship be-
tween performance and processing time. For exam-
ple, PCA and SVD in combination with the LR clas-
sifier show that the introduction of one additional fea-
ture in the dataset yields a marginal 0.09% average
performance (MCC) increase, resulting in a total in-
crease of around 4% from 2 to 47 features. How-
ever, each additional feature introduces average fit-
ting time increases of 13.54% and 7.32% for PCA
Optimising Data Processing in Industrial Settings: A Comparative Evaluation of Dimensionality Reduction Approaches
127
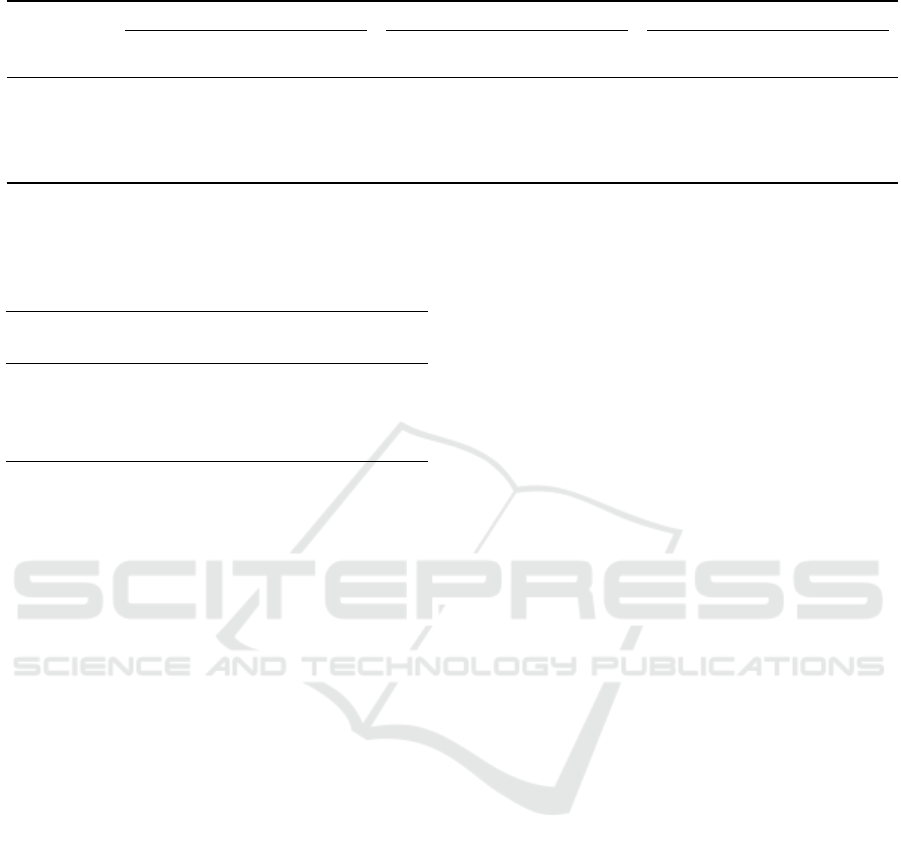
Table 8: Comparison, for the PCA, NMF and AE techniques, of the fitting and the reduction times.
Dim.
PCA NMF AE
Training (ms)
Reduction
(ms)
Training (ms)
Reduction
(ms)
Training (s)
Reduction
(ms)
2 4.46 ± 3.63 0.07 ± 0.04 8.70 ± 0.61 0.15 ± 0.04 11.34 ± 0.28 93.42 ± 9.54
4 12.48 ± 0.70 0.07 ± 0.04 14.60 ± 3.78 0.41 ± 0.05 10.10 ± 0.11 90.69 ± 4.96
8 11.34 ± 0.98 0.07 ± 0.04 15.56 ± 0.75 0.86 ± 0.06 8.89 ± 0.15 85.27 ± 7.97
16 20.14 ± 3.64 0.33 ± 0.13 29.72 ± 1.62 2.53 ± 0.06 7.61 ± 0.06 82.36 ± 6.16
32 33.37 ± 2.09 0.20 ± 0.03 92.63 ± 1.04 5.43 ± 0.17 6.34 ± 0.14 79,99 ± 3.35
Table 9: Performance (MCC) increases compared to the Lo-
gistic Classifier fitting time increases (per component and
total).
DR
Performance
increase (p/
comp.)
Time
increase (p/
comp.)
Total
performance
increase
Total time
increase
PCA 0.09% 13.54% 4.37% 622.85%
ICA 0.09% 6.67% 3.94% 306.98%
NMF 0.21% 1.78% 9.63% 81.92%
SVD 0.09% 7.32% 3.94% 336.70%
RF 0.04% 7.06% 2.02% 324.86%
RFE -0.03% 0.16% -0.15% 7.34%
and SVD, respectively, translating to total time in-
creases of 622.85% and 336.70%, respectively. NMF,
in comparison to all other DR techniques exposed in
Table 9, demonstrates the worst performance, with a
total performance decrease of around 10% between
using 47 and 2 features, respectively. However, it
is also the technique that exhibits the smallest aver-
age increase in fitting times, around 82%. Interest-
ingly, for the RFE FS technique, there is an average
tendency for performance drops from 2 to 47 fea-
tures, which corroborates what was verified in Sub-
section 4.1, where RFE is able to effectively identify
a very small subset of features retaining the most rel-
evant information of the dataset.
Overall, PCA appears to be the DR technique
with the most favourable trade-off between perfor-
mance and fitting time increases. There is only around
a 4% drop using the LR classifier with just 2 fea-
tures, which is counter-balanced by an approximately
623% time decrease. Additionally, techniques such
as ICA and SVD experience similar positive results,
where 4% performance drops are counter-balanced by
approximately 300% time decreases when utilising
smaller sets of features.
In conclusion, the overall comparison underscores
the benefits of using DR techniques, especially in
time-sensitive industrial processes. The results sug-
gest that, by carefully choosing the number of fea-
tures in the reduced dataset, it is possible to achieve
significant improvements in processing times with ac-
ceptable compromises in performance.
5 CONCLUSIONS
In the current dynamic and evolving industrial land-
scape, the integration of new technologies is crucial
to ensure enhanced process quality and efficiency. AI
and ML algorithms are increasingly being applied
for various tasks, including fault detection, predictive
maintenance, and automated decision-making. As
the volume of collected data from IoT interconnected
devices continues to grow, handling Big Data poses
challenges, with ML algorithms processing higher
volumes of data, containing many irrelevant and re-
dundant information. This may lead to a simultane-
ous performance drop and processing time increase.
As discussed in this paper, a viable solution to ad-
dress this challenge may be the use of DR techniques,
which reduce the amount of variables in a problem,
thus potentially accelerating processing times with
minimal performance loss.
This study focused on various common DR ap-
proaches applied to a real-world multi-label classifi-
cation problem. These techniques included classical
FE approaches, PCA, ICA, NMF and SVD, FS tech-
niques, RF and RFE, as well as a DL-based approach,
AE. The results proved the benefits of employing DR
for the industrial use case. DR approaches like SVD
and ICA, combined with the LR classifier, with a re-
duced dataset of just 2 features, lead to minor perfor-
mance decrements (around 4%) while yielding sub-
stantial reductions in classifier fitting times, more than
300%. Furthermore, employing the PCA DR tech-
nique under identical conditions results in an approx-
imate 620% reduction in classifier fitting times, also
at the cost of just 4% in classifier performance. In ap-
plications demanding low-latency operations, and fast
decision-making, these time reductions are of consid-
erable importance, facilitating efficient information
processing. Furthermore, for larger and more com-
plex datasets, reducing dataset size could enhance the
efficiency of processing algorithms by eliminating ir-
relevant data.
For future research, it is recommended to explore
IoTBDS 2024 - 9th International Conference on Internet of Things, Big Data and Security
128

(1) more complex and larger datasets to assess the
scalability and generalisability of the findings, (2)
compare more complex DR techniques, such as some
proposed in the literature, and (3) investigate the im-
pact of hyperparameter optimisation for the DR tech-
niques, considering a multi-objective function opti-
mising both performance and processing times.
ACKNOWLEDGEMENTS
This research was funded by PRR – Plano de
Recuperac¸
˜
ao e Resili
ˆ
encia under the Next Gen-
eration EU from the European Union, Project
“Agenda ILLIANCE” [C644919832-00000035
— Project nº 46] and supported by the Cen-
tre for Mechanical Technology and Automation
(TEMA) through the projects UIDB/00481/2020
and UIDP/00481/2020 - Fundac¸
˜
ao para a Ci
ˆ
encia e
a Tecnologia, DOI 10.54499/UIDB/00481/2020
(https://doi.org/10.54499/UIDB/00481/2020)
and DOI 10.54499/UIDP/00481/2020
(https://doi.org/10.54499/UIDP/00481/2020). And
by FCT/MCTES through national funds and when
applicable co-funded EU funds under the project
UIDB/50008/2020-UIDP/50008/2020.
REFERENCES
Angelopoulos, A., Michailidis, E. T., Nomikos, N.,
Trakadas, P., Hatziefremidis, A., Voliotis, S., and Zahari-
adis, T. (2020). Tackling Faults in the Industry 4.0 Era-A
Survey of Machine-Learning Solutions and Key Aspects.
SENSORS, 20(1).
Anowar, F., Sadaoui, S., and Selim, B. (2021). Concep-
tual and empirical comparison of dimensionality reduc-
tion algorithms (pca, kpca, lda, mds, svd, lle, isomap, le,
ica, t-sne). Computer Science Review, 40:100378.
Ashraf, M., Anowar, F., Setu, J. H., Chowdhury, A. I.,
Ahmed, E., Islam, A., and Al-Mamun, A. (2023). A
survey on dimensionality reduction techniques for time-
series data. IEEE Access, 11:42909–42923.
Ayesha, S., Hanif, M. K., and Talib, R. (2020). Overview
and comparative study of dimensionality reduction tech-
niques for high dimensional data. Information Fusion,
59:44–58.
Cac¸
˜
ao, J., Antunes, M., Santos, J., and Gomes, D. (2024).
Intelligent assistant for smart factory power manage-
ment. In BV, E., editor, Procedia Computer Science, vol-
ume 232, 966-979. DOI: 10.1016/j.procs.2024.01.096.
Chhikara, P., Jain, N., Tekchandani, R., and Kumar, N.
(2020). Data dimensionality reduction techniques for in-
dustry 4.0: Research results, challenges, and future re-
search directions. Software: Practice and Experience,
52(3):658–688.
G
´
omez-Carmona, O., Casado-Mansilla, D., Kraemer, F. A.,
L
´
opez-de Ipi
˜
na, D., and Garc
´
ıa-Zubia, J. (2020). Ex-
ploring the computational cost of machine learning at the
edge for human-centric internet of things. Future Gener-
ation Computer Systems, 112:670–683.
Hashem, I. A. T., Yaqoob, I., Anuar, N. B., Mokhtar, S.,
Gani, A., and Ullah Khan, S. (2015). The rise of “big
data” on cloud computing: Review and open research
issues. Information Systems, 47:98–115.
Huang, X., Wu, L., and Ye, Y. (2019). A review on di-
mensionality reduction techniques. International Jour-
nal of Pattern Recognition and Artificial Intelligence,
33(10):1950017.
Jia, W., Sun, M., Lian, J., and Hou, S. (2022). Feature di-
mensionality reduction: a review. Complex & Intelligent
Systems, 8(3):2663–2693.
Maddikunta, P. K. R., Pham, Q.-V., B, P., Deepa, N., Dev,
K., Gadekallu, T. R., Ruby, R., and Liyanage, M. (2022).
Industry 5.0: A survey on enabling technologies and po-
tential applications. Journal of Industrial Information
Integration, 26:100257.
Moreno, C. and Fischmeister, S. (2017). Accurate measure-
ment of small execution times—getting around measure-
ment errors. IEEE Embedded Systems Letters, 9(1):17–
20.
Nahavandi, S. (2019). Industry 5.0—a human-centric solu-
tion. Sustainability, 11(16):4371.
Sisinni, E., Saifullah, A., Han, S., Jennehag, U., and Gid-
lund, M. (2018). Industrial internet of things: Chal-
lenges, opportunities, and directions. IEEE Transactions
on Industrial Informatics, 14(11):4724–4734.
Solorio-Fern
´
andez, S., Carrasco-Ochoa, J. A., and
Mart
´
ınez-Trinidad, J. F. (2019). A review of unsuper-
vised feature selection methods. Artificial Intelligence
Review, 53(2):907–948.
Swana, E. F., Doorsamy, W., and Bokoro, P. (2022). Tomek
link and smote approaches for machine fault classifica-
tion with an imbalanced dataset. Sensors, 22(9):3246.
Xu, X., Lu, Y., Vogel-Heuser, B., and Wang, L. (2021). In-
dustry 4.0 and industry 5.0—inception, conception and
perception. Journal of Manufacturing Systems, 61:530–
535.
Yao, X., Zhou, J., Zhang, J., and Boer, C. R. (2017). From
intelligent manufacturing to smart manufacturing for in-
dustry 4.0 driven by next generation artificial intelligence
and further on. In 2017 5th International Conference on
Enterprise Systems (ES). IEEE.
Zebari, R., Abdulazeez, A., Zeebaree, D., Zebari, D., and
Saeed, J. (2020). A comprehensive review of dimen-
sionality reduction techniques for feature selection and
feature extraction. Journal of Applied Science and Tech-
nology Trends, 1(2):56–70.
Optimising Data Processing in Industrial Settings: A Comparative Evaluation of Dimensionality Reduction Approaches
129
APPENDIX
Table 10: Average training and prediction times for 5 runs, for multiple classifiers using the reduced datasets from the DR
techniques.
DR Comp.
LogReg kNN RF MLP
Train (ms) Pred (ms) Train (ms) Pred (ms) Train (ms) Pred (ms) Train (ms) Pred (ms)
PCA
2 17.80 ± 0.43 0.06 ± 0.01 2.35 ± 0.18 30.56 ± 0.23 1025.23 ± 4.16 13.70 ± 0.37 826.23 ± 198.78 0.57 ± 0.04
5 24.84 ± 0.19 0.06 ± 0.01 3.54 ± 0.08 38.90 ± 0.10 1755.75 ± 29.52 13.34 ± 0.43 2638.49 ± 537.58 0.76 ± 0.25
10 34.26 ± 0.12 0.06 ± 0.01 5.82 ± 0.11 92.67 ± 0.61 2693.10 ± 27.83 12.78 ± 0.20 3345.69 ± 444.13 0.76 ± 0.27
20 66.13 ± 0.52 0.07 ± 0.03 0.39 ± 0.08 9.44 ± 0.79 3609.45 ± 167.31 13.60 ± 0.42 2153.62 ± 261.25 0.78 ± 0.21
30 98.84 ± 2.32 0.18 ± 0.03 0.41 ± 0.11 6.27 ± 4.25 4708.19 ± 133.52 13.96 ± 0.44 1989.78 ± 441.16 0.76 ± 0.26
40 83.69 ± 0.98 0.19 ± 0.03 0.40 ± 0.14 6.68 ± 4.40 5029.11 ± 108.52 11.90 ± 0.35 1650.48 ± 290.36 0.79 ± 0.24
ICA
2 14.195 ± 0.036 0.055 ± 0.006 2.216 ± 0.076 30.214 ± 0.271 1011.559 ± 12.955 13.285 ± 0.299 1103.642 ± 121.134 0.565 ± 0.043
5 18.815 ± 0.182 0.058 ± 0.007 3.569 ± 0.06 38.518 ± 0.29 1781.731 ± 27.854 12.916 ± 0.416 2612.49 ± 1224.582 0.782 ± 0.234
10 27.258 ± 0.099 0.06 ± 0.01 5.749 ± 0.076 111.471 ± 0.949 2773.432 ± 39.294 12.327 ± 0.256 3554.071 ± 817.273 0.822 ± 0.179
20 70.784 ± 0.462 0.075 ± 0.019 0.388 ± 0.079 6.803 ± 2.245 3892.333 ± 82.448 12.991 ± 0.392 2294.172 ± 259.823 0.774 ± 0.105
30 86.664 ± 1.591 0.188 ± 0.02 0.394 ± 0.106 10.252 ± 0.202 5523.992 ± 98.588 14.578 ± 0.523 1594.723 ± 358.413 0.83 ± 0.091
40 71.818 ± 1.959 0.194 ± 0.03 0.409 ± 0.086 8.428 ± 4.281 5296.296 ± 161.245 11.525 ± 0.563 1539.471 ± 616.594 0.77 ± 0.163
NMF
2 22.21 ± 0.803 0.055 ± 0.007 2.117 ± 0.203 30.448 ± 0.492 356.69 ± 15.297 8.178 ± 0.337 1981.707 ± 93.031 0.597 ± 0.055
5 45.883 ± 0.835 0.057 ± 0.007 4.105 ± 0.063 34.304 ± 0.317 1002.733 ± 22.98 10.128 ± 0.17 2208.785 ± 189.321 0.757 ± 0.162
10 44.309 ± 0.448 0.05 ± 0.012 7.173 ± 0.145 55.184 ± 0.671 1138.271 ± 101.014 9.577 ± 0.197 2240.937 ± 248.423 0.751 ± 0.238
20 53.978 ± 0.559 0.063 ± 0.016 0.374 ± 0.077 7.173 ± 1.041 1670.726 ± 53.712 10.563 ± 0.215 3374.89 ± 719.199 0.75 ± 0.259
30 56.724 ± 0.739 0.166 ± 0.028 0.361 ± 0.056 7.239 ± 2.01 2242.331 ± 44.628 10.351 ± 0.186 1435.853 ± 365.025 0.745 ± 0.19
40 50.634 ± 1.621 0.185 ± 0.041 0.309 ± 0.187 9.579 ± 1.664 2187.754 ± 86.437 10.551 ± 0.583 1719.936 ± 267.23 0.752 ± 0.216
RF
2 17.277 ± 0.65 0.053 ± 0.016 1.905 ± 0.062 75.692 ± 0.201 94.945 ± 1.726 5.951 ± 0.056 481.975 ± 20.377 0.602 ± 0.036
5 28.989 ± 0.116 0.06 ± 0.006 3.752 ± 0.035 39.792 ± 0.312 175.014 ± 5.353 7.85 ± 0.08 405.184 ± 90.626 0.767 ± 0.295
10 31.12 ± 0.353 0.069 ± 0.041 5.888 ± 0.048 59.669 ± 0.304 441.919 ± 17.592 7.994 ± 0.059 570.014 ± 31.866 0.779 ± 0.235
20 50.08 ± 0.519 0.062 ± 0.024 0.657 ± 0.047 34.743 ± 0.654 632.849 ± 43.792 8.302 ± 0.049 1680.587 ± 680.808 0.787 ± 0.237
30 69.706 ± 2.22 0.066 ± 0.029 0.77 ± 0.064 40.353 ± 4.526 987.304 ± 25.129 8.405 ± 0.208 1634.69 ± 254.387 0.789 ± 0.29
40 80.911 ± 1.74 0.063 ± 0.033 0.898 ± 0.059 35.937 ± 1.685 1303.774 ± 67.364 8.814 ± 0.173 1596.277 ± 540.497 0.788 ± 0.285
RFE
2 28.804 ± 0.113 0.063 ± 0.011 5.939 ± 0.053 61.98 ± 1.807 648.776 ± 15.305 8.848 ± 0.133 1091.54 ± 439.532 0.749 ± 0.289
5 28.819 ± 0.728 0.062 ± 0.01 5.948 ± 0.046 60.965 ± 1.435 1100.095 ± 20.131 8.965 ± 0.164 1191.758 ± 377.225 0.752 ± 0.293
10 28.867 ± 0.194 0.063 ± 0.005 0.618 ± 0.021 37.164 ± 8.504 845.686 ± 82.853 9.019 ± 0.079 1293.92 ± 764.612 0.926 ± 0.455
20 40.167 ± 0.205 0.064 ± 0.012 4.999 ± 0.118 44.216 ± 0.187 907.881 ± 42.903 9.287 ± 0.169 1458.321 ± 186.419 0.762 ± 0.283
30 29.007 ± 0.26 0.063 ± 0.008 5.969 ± 0.033 61.535 ± 0.492 1144.507 ± 91.934 9.07 ± 0.17 1597.606 ± 526.896 0.769 ± 0.19
40 75.451 ± 0.682 0.069 ± 0.026 5.018 ± 0.044 44.195 ± 0.13 316.835 ± 14.744 8.71 ± 0.106 1158.654 ± 345.438 0.904 ± 0.097
SVD
2 16.687 ± 0.052 0.055 ± 0.008 2.267 ± 0.109 30.309 ± 0.448 1019.606 ± 20.166 13.81 ± 0.282 1103.378 ± 211.48 0.589 ± 0.05
5 21.082 ± 0.136 0.059 ± 0.008 3.619 ± 0.041 39.698 ± 0.55 1730.519 ± 27.588 12.927 ± 0.26 3020.047 ± 675.675 0.809 ± 0.22
10 32.578 ± 0.917 0.06 ± 0.012 5.781 ± 0.036 91.957 ± 0.284 2634.194 ± 63.621 12.411 ± 0.69 3286.687 ± 520.198 0.795 ± 0.256
20 68.226 ± 0.618 0.071 ± 0.013 0.335 ± 0.088 9.32 ± 0.179 3691.914 ± 79.885 13.242 ± 0.462 2368.007 ± 554.351 0.721 ± 0.303
30 97.761 ± 2.36 0.196 ± 0.036 0.363 ± 0.084 7.439 ± 2.737 4776.744 ± 117.107 14.217 ± 0.519 1866.58 ± 559.185 0.842 ± 0.129
40 78.684 ± 1.564 0.179 ± 0.03 0.401 ± 0.134 8.537 ± 5.374 5038.901 ± 139.325 12.15 ± 0.231 1578.538 ± 420.986 0.833 ± 0.244
AE
2 179.523 ± 2.746 0.218 ± 0.033 0.35 ± 0.204 NaN 5963.516 ± 79.114 12.719 ± 0.36 1105.482 ± 447.803 0.39 ± 0.211
4 163.848 ± 1.759 0.231 ± 0.042 0.318 ± 0.21 7.027 ± 1.999 4195.705 ± 175.332 10.489 ± 0.306 936.009 ± 411.111 0.498 ± 0.024
8 172.314 ± 4.547 0.235 ± 0.051 0.35 ± 0.213 7.254 ± 2.076 2798.748 ± 83.084 8.898 ± 0.234 1250.442 ± 261.1 0.412 ± 0.141
16 189.145 ± 2.155 0.242 ± 0.089 0.338 ± 0.211 9.903 ± 3.23 2749.043 ± 59.909 8.827 ± 0.176 1151.68 ± 334.608 0.463 ± 0.162
32 160.161 ± 1.063 0.225 ± 0.046 0.387 ± 0.248 11.794 ± 4.785 2694.393 ± 92.23 8.514 ± 0.189 1058.16 ± 213.592 0.442 ± 0.188
IoTBDS 2024 - 9th International Conference on Internet of Things, Big Data and Security
130
