
An Adaptive Learning Environment for Industry 4.0 Competencies
Based on a Learning Factory and Its Immersive Digital Twin
Polina H
¨
afner
1 a
, Viktoria Bergmann
2
, Victor H
¨
afner
1 b
, Felix Longge Michels
1 c
,
Michael Grethler
1
and Abhijit Karande
3 d
1
Institute for Nuclear Waste Disposal, Karlsruhe Institute of Technology,
Hermann-von-Helmholtz-Platz 1, 76344 Eggenstein-Leopoldshafen, Germany
2
Institute of Vocational and General Education, Karlsruhe Institute of Technology, Hertzstraße 16, Karlsruhe, Germany
3
EES Beratungsgesellschaft mbH, Adalbert Stifter Str. 8, Ettlingen, Germany
Keywords:
Extended Reality, Immersive Digital Twin, Virtual Twin, Learning Environment, Learning Factory,
Industry 4.0, Engineering Education.
Abstract:
Technological advancements and the interdisciplinary nature of modern engineering projects are driving forces
behind the evolution of engineering skills today. Educational institutions are responding to the demand for new
skills through various initiatives, one notable example being the implementation of learning factories. These
facilities serve as invaluable resources for hands-on, practice-oriented learning, particularly in the context of
Industry 4.0. This publication outlines an innovative teaching concept and the implementation of an adap-
tive and immersive learning environment tailored for Industry 4.0 education. Central to this environment is
a cost-effective learning factory model complemented by its immersive digital twin, accessible on desktop
PCs or immersive hardware. The virtual learning environment comprises diverse teaching modules cover-
ing advanced engineering topics such as agile production, industrial Internet of Things, automation, machine
learning and autonomous guided vehicles. The integration of a physical learning factory with its immersive
digital counterpart allows for the playful exploration of additional relevant topics such as digital twins, virtual
commissioning and extended reality. The adaptability of this hybrid learning environment enables educa-
tors to customize teaching scenarios and adjust content and difficulty levels to suit various learner groups.
Furthermore, it accommodates a wide range of teaching methods and classroom setups, offering a versatile
educational experience.
1 INTRODUCTION
As technology advancements revolutionize traditional
production methods and reshape the operational land-
scape for businesses, they present a myriad of op-
portunities and challenges. Navigating this transfor-
mation in future factories inevitably alters the com-
petencies and skill sets required of engineering pro-
fessionals. Many educational institutions are revising
their curriculum to incorporate emerging technologies
and skills relevant to the future job market. There is
a growing recognition of the importance of lifelong
learning in staying competitive within the workforce.
Many organizations are offering continuous learning
a
https://orcid.org/0000-0003-4534-351X
b
https://orcid.org/0000-0001-8682-1122
c
https://orcid.org/0000-0001-6533-4886
d
https://orcid.org/0009-0001-3554-285X
opportunities for their employees. In addition to tech-
nical skills, there is a growing emphasis on the im-
portance of soft skills such as communication, critical
thinking, creativity, and adaptability. Furthermore,
advances in learning technologies, such as virtual re-
ality, gamification, and adaptive learning platforms,
are being leveraged to create engaging and effective
training programs. These technologies enhance the
learning experience and make education more acces-
sible to diverse learners.
Learning factories are an important educational
resource, particularly in the field of engineering ed-
ucation. Tangible learning factories are designed to
represent industrial environments as realistically as
possible. In recent years, they have been increas-
ingly used to illustrate the changes associated with
Industry 4.0 and to specifically promote the learning
of the necessary skills. In learning factories, inter-
720
Häfner, P., Bergmann, V., Häfner, V., Michels, F., Grethler, M. and Karande, A.
An Adaptive Learning Environment for Industry 4.0 Competencies Based on a Learning Factory and Its Immersive Digital Twin.
DOI: 10.5220/0012757000003693
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 16th International Conference on Computer Supported Education (CSEDU 2024) - Volume 1, pages 720-731
ISBN: 978-989-758-697-2; ISSN: 2184-5026
Proceedings Copyright © 2024 by SCITEPRESS – Science and Technology Publications, Lda.

linked workplace and machine chains are available
for various phases of the production process. Learn-
ers can gain practical experience with modern plant
modules and even with product development meth-
ods (Abele et al., 2017). Learning factories integrate
teaching, training, and research within a realistic pro-
duction environment, employing didactic models for
the conveyance and reflection of learning content. De-
fined in a narrower sense, a learning factory is an ed-
ucational setting characterised by authentic processes
that include multiple stations and cover both techni-
cal and organisational aspects. This adaptable envi-
ronment mirrors a real value chain where a physical
product is manufactured. The pedagogical concept
behind a learning factory encompasses formal, infor-
mal, and non-formal learning, facilitated through the
direct actions of trainees in an on-site learning ap-
proach (Abele et al., 2019).
One way of making the most of the learning fac-
tory concept is to offer digital or virtual learning en-
vironments. Digital and virtual learning factories ex-
ist at various educational institutions, including uni-
versities, companies and, in some cases, vocational
schools. They are used for training in similar ar-
eas to physical learning factories. At the same time,
they function independently of location and do not in-
volve the large financial outlay of a physical learn-
ing factory. They are therefore considered an impor-
tant strategic tool for implementing education in the
field of manufacturing (Abele et al., 2017). Learn-
ing in virtual environments is being used more and
more frequently in various scientific disciplines due
its benefits (H
¨
afner, 2020). In engineering, particu-
larly, the integration of virtual learning environments
as a didactic tool is now widely recognized (H
¨
afner,
2021). A virtual learning factory promotes the learn-
ing of advanced manufacturing concepts by combin-
ing virtual objects with hands-on activities and pro-
viding learners with a motivating learning experience
(Aqlan et al., 2021). Learners can experience a col-
laborative and immersive learning environment in a
realistic simulation. Moreover, diverse learning sce-
narios can be effectively addressed by adjusting and
incorporating additional objects as needed.
A review by Reining and Kauffeld (2022) sum-
marised the empirical evidence on learning outcomes
and skills development in learning factories (Rein-
ing and Kauffeld, 2022). A total of 22 studies were
included, 16 of which were conducted in physical
learning factories and three in virtual learning fac-
tories. Three further studies combined physical and
virtual learning factories. The interventions evaluated
included continuing education, higher education pro-
grammes and vocational training courses, mostly on
topics such as lean, agility, Industry 4.0 and prod-
uct or software development. All 22 studies re-
ported an increase in participants’ knowledge or skills
following the learning factory interventions. Self-
assessment questionnaires showed that between 47
and 100 percent of participants felt that their knowl-
edge or understanding had increased significantly fol-
lowing the interventions. Knowledge tests, practi-
cal applications, interviews, and observations also
showed increases in knowledge and skills. Skills,
including technical, methodological, social and per-
sonal skills, were reported to have improved as a re-
sult of the learning factory experience. Looking at the
three purely virtual and the three hybrid learning fac-
tories in terms of learning outcomes, they appear to
be just as effective as the physical learning factories
in terms of learning outcomes.
The proposed adaptive Virtual Learning Platform
(VLP) in this publication leverages the Agile Produc-
tion Simulation, a small-scale learning factory offered
by the fischertechnik company. It incorporates an im-
mersive digital twin, expanding upon it to offer ad-
ditional educational content, resulting in a compre-
hensive, flexible, and expandable learning environ-
ment. The VLP can be deployed on different immer-
sive hardware such as VR headset or CAVE, facilitat-
ing its utilization in a hybrid fashion. In the following
sections, the authors describe current developments
in the area of digital learning factories (section 2), the
teaching concept (section 3), as well as its implemen-
tation (refer to section 4). Furthermore, a comprehen-
sive evaluation concept is proposed in section 5.
2 RELATED WORKS
Various examples of training approaches using digi-
tal twins and virtual production environments can be
identified in the literature.
The digital twin learning factory, as presented by
Algeddawy et al. (2020), comprises a 1:1 scaled envi-
ronment featuring various material handling modules,
including an automatic storage and retrieval system, a
robotic handling with vision module, a robotic pick-
and-place and rotating storage module, and a robotic
assembly module with a SCARA robot. Constructed
using a combination of open-source and low-cost dig-
ital components, this digital twin utilizes tools such as
RoboDK for 3D simulation, CODESYS for automa-
tion control programming, and Modbus and OPC UA
for communication, along with Python for scripting.
The model for creating the digital twin progresses
through three stages, focusing on the connection to
the physical twin and data processing methodologies
An Adaptive Learning Environment for Industry 4.0 Competencies Based on a Learning Factory and Its Immersive Digital Twin
721

(Al-Geddawy, 2020).
A similar approach combining real learning fac-
tory, and its digital twin is followed by (Rasovska
et al., 2022), but is advanced by a virtual reality (VR)
factory model. It features two reconfigurable pro-
duction lines, each comprising five assembly stations.
The learning factory is equipped with MES software
developed in-house, as well as ERP systems. Ad-
ditionally, it utilizes flow simulation software, along
with a metrology laboratory. Six ergonomics equip-
ment, including various types of exoskeletons, and
logistics equipment and line-side supermarkets are
also incorporated. The developed system facilitates
comprehensive practical training in industrial engi-
neering and Lean manufacturing. Practical training is
provided within Bachelor’s and Master’s degree pro-
grams, available in both initial and continuing educa-
tion formats (Rasovska et al., 2022).
Aqlan et al, (2021) discuss the development of a
virtual learning factory that represents manual and au-
tomated processes such as welding and 3D printing,
including a multiplayer VR environment for toy car
assembly and a car manufacturing simulation with an
interactive avatar (Aqlan et al., 2021).
Sibanda and colleagues (2023) developed a VR
application for lathe training, consisting of a digital
content module and a game engine to teach lathe op-
eration in a realistic way (Sibanda et al., 2023). An-
other concept for learning factory, based on a CNC
lathe machine and its virtual representation was de-
veloped by Mourtzis et al. (2021), centered on the
teaching and implementation of a Teaching Factory
Network (Mourtzis et al., 2021).
A further paper explores the digitalization and in-
corporation of Industry 4.0 technologies within pro-
duction and logistics systems, focusing on their ap-
plication in contemporary teaching and learning en-
vironments utilizing the fischertechnik Learning Fac-
tory 4.0 (Behrendt et al., 2022).
As seen in the examples above, many publications
promote manufacturing education using learning
factories through immersive experiences (Rasovska
et al., 2022; Behrendt et al., 2022; Aqlan et al., 2021;
Sibanda et al., 2023; Mourtzis et al., 2021). Many
of these learning factories replicate 1:1 scale ma-
chines found in production facilities, boasting high
costs and complexity, and are primarily utilized for
higher education purposes. While much of the lit-
erature focuses on the implementation of digital or
virtual twins, there is a notable gap in discussions
regarding teaching methods, didactic approaches, or
comprehensive evaluation, except for the evaluation
conducted by (Rasovska et al., 2022).
The novelty of our work lies in utilizing a small-
scale, cost-effective factory model that offers excep-
tional flexibility and expandability while demonstrat-
ing agile production simulations. The primary con-
tribution is the development of an adaptive teaching
concept, manifested as a virtual learning platform,
consisting of both digital and virtual twins. In addi-
tion, our didactic model accommodates highly diverse
target groups and provides educators with a flexible
toolset to adapt their courses to various teaching se-
tups.
3 TEACHING CONCEPT
In this chapter, we delve into the innovative teaching
concept designed to harness the synergies between
physical and digital learning environments and to en-
able an immersive educational experience. To em-
power educators in utilizing this hybrid learning fac-
tory, a virtual learning platform was developed. It
builds upon the immersive digital twin of the ”Agile
Production Simulation,” providing guidance through
Industry 4.0 topics and enabling educators to greatly
benefit from its adaptive approach. It enables teachers
to work more efficiently, granting them the flexibility
to adjust learning content and teaching scenarios as
needed for specific target groups. Learners have the
opportunity to independently explore theoretical fun-
damentals in an engaging manner, and subsequently
tackle more complex tasks with the guidance of the
teacher. This approach enables the use of modern
teaching methods such as the flipped classroom and
blended learning. Educators gain time and flexibil-
ity to focus their attention more on the individual
needs of the students and optimally support the learn-
ing process. This changes the teacher’s role from pure
knowledge provider to expert moderator, who flexibly
guides the learning process. The virtual learning envi-
ronment offers additional benefits, as learners can ex-
periment in the digital realm without concerns about
damaging real-world equipment. In a traditional vo-
cational learning setting, students gain practical expe-
rience directly on machines in the shop floor. How-
ever, this often requires halting production, resulting
in idle workers and potential downtime for machines
and factories. Immersive digital twins provide an ef-
fective alternative.
3.1 Competences
The learning platform comprises diverse teaching
modules covering advanced engineering topics such
as agile production, industrial Internet of Things, au-
tomation, machine learning, autonomous guided ve-
ERSeGEL 2024 - Workshop on Extended Reality and Serious Games for Education and Learning
722

hicles, robotics and more. The integration of a phys-
ical learning factory with its immersive digital coun-
terpart allows for the playful exploration of additional
relevant topics such as digital twins, virtual commis-
sioning, extended reality, as well as digital skills (as
depicted in figure 1). With the help of production
process modelling and analysis tools, students gain
an overview of the relationships and interactions be-
tween different elements and processes in the fac-
tory environment, which increases understanding of
the totality of processes and procedures. The learn-
ing environment is divided in learning modules. Each
learning module includes a theoretical section, prac-
tical tasks, reflective questions, and multiple-choice
assessments. The practical tasks in this learning mod-
ules are categorized based on whether they can be
completed solely in the virtual or physical environ-
ment, as well as those that benefit from a hybrid ap-
proach, combining elements of both. By integrat-
ing the adaptive learning environment with appropri-
ate teaching methods, it becomes possible to cultivate
not only technological and industry-specific skills but
also essential digital and cross-disciplinary competen-
cies.
At the beginning of the VLP development, three
competence levels were defined for the learners: Un-
derstand, Apply and Improve. It is important to em-
phasize that these three levels have different charac-
teristics, which should not be interpreted in terms of
Bloom’s taxonomy of learning objectives (Forehand,
2010). Rather, the target perspectives - and thus learn-
ing levels - identified by Windelband et al. (2023)
specifically in the context of vocational learning fac-
tories are used as a rough guidance for the orientation
of the individual learning levels of the VLP (Windel-
band et al., 2023). For each of the three levels, these
describe specific problem-oriented questions in the
context of vocational learning factories.
Level 1 - Understand. This target perspective fo-
cuses on providing an initial overview of knowledge
and skills relating to Industry 4.0 and artificial intel-
ligence (AI). Learners are enabled to understand and
comprehend facts, circumstances and contexts.
Level 2 - Apply. This perspective serves to deepen
the competencies for the use and selection of suitable
methods and professional actions. Professional skills
are taught that are necessary to be able to act com-
petently in the operational environment in the field of
Industry 4.0. Learners are enabled to transfer and ap-
ply what they have learned to other situations.
Level 3 - Improve. At this level, an expert under-
standing of the specific professional challenges, nec-
essary for tasks such as optimizing and maintaining
systems within the realm of Industry 4.0, is provided.
Figure 1: Expansion of the acquired skills through digital
twins and Virtual Reality (left).
This level is therefore aimed at learners who have al-
ready reached level 2 and should now be able to act
at higher levels and provide concrete assistance. This
includes making comprehensive generalizations and
finding new solutions, as well as weighing up these al-
ternatives, evaluating them according to self-imposed
criteria and making competent decisions.
All three target perspectives and learning levels
differ from one another in terms of their objectives,
target group and didactic implementation. Neverthe-
less, the boundaries between them can be fluid.
3.2 Target Group
The teaching concept caters to a diverse target audi-
ence characterized by significant heterogeneity, inter-
disciplinary specialization, varying age ranges, and
diverse cultural backgrounds. Furthermore, it encom-
passes a range of educational institutions such as high
schools, vocational schools, universities, as well as
intercompany training and further vocational qualifi-
cation.
One of the parameters used to adjust the learning
environment is the learning level. The three learning
levels outlined in section 3.1 target various aspects of
vocational training (Windelband et al., 2023). ”Un-
derstanding” serves as a fundamental stage, particu-
larly beneficial for learners with limited prior knowl-
edge, such as trainees in the metal and electrical in-
dustry. In this context, the VLP acts as a valuable in-
troductory tool during vocational school lessons, of-
fering an initial grasp of individual system compo-
nents and their interplay within the broader system.
This foundational module also holds potential as a
primer for university students pursuing technical de-
grees (e.g., engineering programs). Additionally, it
could cater to employees in production and logistics
sectors, providing non-technical personnel (e.g., from
commercial or human resources backgrounds) with
an overview of Industry 4.0’s technical processes.
An Adaptive Learning Environment for Industry 4.0 Competencies Based on a Learning Factory and Its Immersive Digital Twin
723

The ”Apply” level, the second stage, is designed
for proficient learners with prior training in metal and
electrical professions. At this stage, the objective is to
enhance skills, allowing learners to utilize their exist-
ing knowledge in new situations. For example, tasks
previously focused on professional applications may
evolve into tasks within the context of Industry 4.0,
like repair and maintenance activities.
The third level, ”Improving,” primarily targets
academic professionals such as engineers. Within In-
dustry 4.0 systems, their roles involve process analy-
sis, evaluation, and optimization. For this group, the
VLP functions as an intermediate training tool, aid-
ing in the comprehension and practical application of
essential aspects of their professional responsibilities.
As a result, the VLP is versatile and can be used
for a wide range of target groups and prior knowledge
across the entire spectrum of vocational training.
3.3 Teaching Methods and Setups
The developed Virtual Learning Platform can be uti-
lized with a wide array of teaching methods. Here, we
will illustrate only some examples. The main goal of
this platform is to reduce frontal teaching or augment
it by active learning approaches such as practical exer-
cises, group work or project-based learning, as well as
novel teaching methods such as flipped classroom or
blended learning. The use of the learning factory dig-
ital twin and VR learning environment opens up fur-
ther possibilities for simulation as a teaching method.
Learners could run through complex production pro-
cesses in a virtual environment, simulate scenarios
with different variables and analyze the results in real
time. They could also specifically investigate errors
or problems in a safe environment and develop so-
lutions. Simulations as a teaching method promote
critical thinking, problem-solving skills and an ex-
perimental approach among learners. They empower
learners to apply theoretical concepts in practical sce-
narios and understand the consequences of their deci-
sions. The VLP also allows an explorative approach,
promoting self-directed learning. Learners can freely
explore the virtual factory and discover different as-
pects of Industry 4.0 technologies and processes. This
encourages curiosity and supports independent learn-
ing, as learners can explore different scenarios and ap-
plication areas at their own pace.
Regardless of the teaching methods employed, the
Virtual Learning Platform can be utilized in various
teaching setups. Depending on the number of stu-
dents and available facilities, instructors can conduct
classes in traditional classrooms, computer pools,
or laboratories equipped with virtual reality technol-
ogy where the tangible learning factory is located.
The software architecture and VR engine support the
use of different immersive hardware devices such as
CAVE, Powerwall, or VR headsets. Additionally, ed-
ucators can leverage immersive collaboration mode
for teaching. They have the flexibility to switch be-
tween the physical and virtual learning factories, par-
ticularly for topics like virtual commissioning, where
processes are configured in the virtual environment
and observed both virtually and in the real world.
3.4 Evaluation and Assessment Criteria
The virtual learning platform utilizes dedicated
multiple-choice questions for each learning module,
tailored to its specific topic. Additionally, the plat-
form suggests questions following each task, en-
abling teachers to initiate discussions, foster reflec-
tion, or facilitate the transfer of learning from the sim-
ulated factory environment to real-world production
settings. Furthermore, the assessment of performance
and achievements within the framework of this teach-
ing concept can be further enhanced through estab-
lished evaluation criteria. One assessment method can
be project-oriented work. In this case, both the in-
dividual performance standards and the expected re-
sults are taken into account in order to ensure fair
assessment. The tasks and assessment criteria may
vary depending on the target group and may require
minor adjustments. For example, in dual study pro-
grams, the focus may be on direct applications of the
technologies learned in a corporate context. For vo-
cational schools, precise descriptions of fictitious use
cases (detailed presentation of the solution space), the
problems to be solved, and the solution approaches
are of greater importance.
3.5 Enhancement with Gamification
Elements
The virtual learning platform can be enhanced
through gamification, immersing students in situa-
tional learning scenarios where they, for instance, in-
herit a factory. The objective is to transition it from
conventional production methods to modern, flexible
practices. Players must manage order fulfillment, de-
ciding which orders to accept or decline based on
profitability and current circumstances. Profits earned
from executing orders can be reinvested to optimize
the factory, purchasing additional machines or ex-
panding operations, such as acquiring more AGVs.
Players also tackle troubleshooting and maintenance
tasks as they arise. Challenges are presented within
specific time frames.
ERSeGEL 2024 - Workshop on Extended Reality and Serious Games for Education and Learning
724
3.6 Adaptability
Our concept embodies adaptability and flexibility due
to its versatile design and comprehensive approach to
education. By integrating both physical and digital
learning environments, we provide educators with a
range of options to tailor their teaching methods to
diverse student needs and preferences. The open char-
acter of the tools allows for the incorporation of new
tasks related to specific topics, fostering a dynamic
and evolving learning experience. Learners can select
between using the available resources - physical mod-
els, digital twins only, the combination of the two, or
the VR mode - based on their learning preferences and
objectives.
As previously discussed, the VLP accommodates
learners with varying levels of prior knowledge, sig-
nified by the learning levels integrated into the envi-
ronment. These levels denote the extent of complexity
or abstraction in reflection and action that participants
should aim to attain within a subject area. A partic-
ular strength of the concept lies in the flexible orga-
nization of time. Learners can choose from different
subject areas and levels to adapt the lessons to their
individual needs and learning progress. Additionally,
the teaching concept allows the teacher the flexibility
to adjust the time allocated to the virtual environment
and the practical work with physical models.
The division of the course into learning phases
with different focal points based on features in the
virtual learning environment, such as introduction
through exploration and application through the task
area, is intended to promote understanding and appli-
cation of the content. The teacher should regularly in-
corporate feedback from participants regarding time
management and course structure to enable continu-
ous improvement. This requires periodic reflections
from the learners on the progress to date.
4 IMPLEMENTATION
The implementation of the learning environment is
based on the virtual engineering software PolyVR.
This software provides simulation and emulation
modules for virtual twins of machines and production
facilities, as well as data and dynamic protocol-based
interfaces (H
¨
afner, 2019) . It also provides some de-
gree of platform independent deployment, Linux and
Windows, and visualisation capabilities on most VR
platforms such as CAVEs, Powerwalls and VR head-
sets.
4.1 Tangible Learning Factory
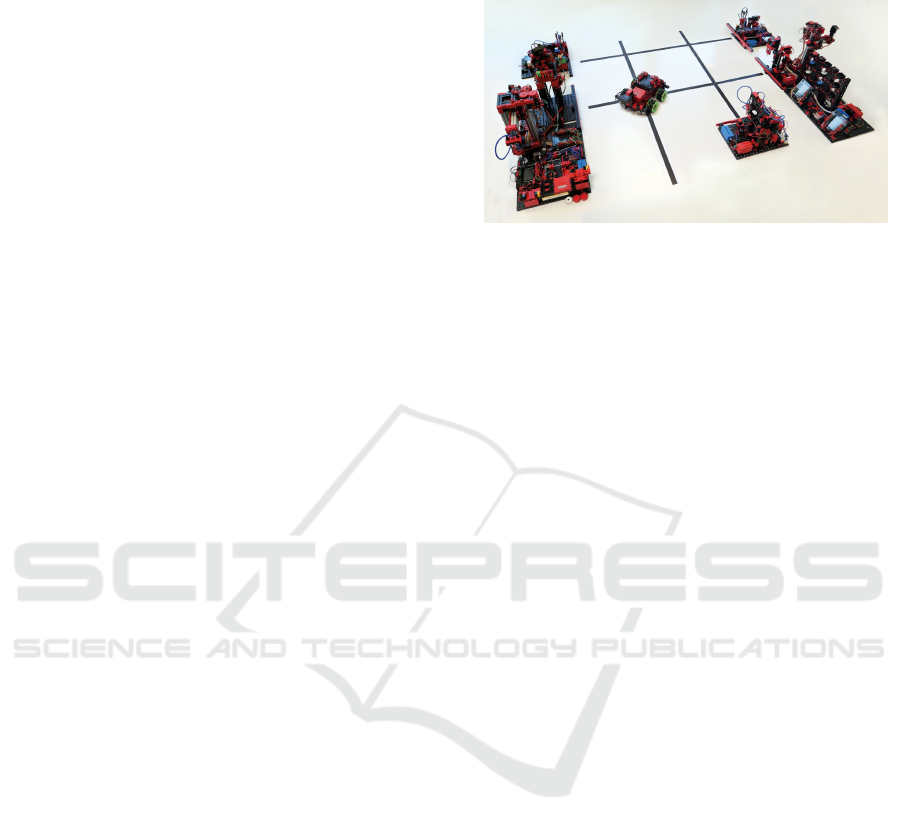
Figure 2: Agile Production Simulation 24V learning fac-
tory, a product by fischertechnik company.
With the Agile Production Simulation (APS), fis-
chertechnik has introduced an innovative model of a
learning factory that is intended to reflect the flexibil-
ity and modularity of modern factories, while offering
an easily accessible and user-friendly experience (see
figure 2). The Agile Production Simulation system
includes various modules like incoming and outgoing
goods, high-bay warehouse, milling station, drilling
station and a quality assurance with AI on an area of
129 x 184 cm (fischertechnik, 2024).
At incoming and outgoing goods the inbound and
outbound logistics occur. Here the workpieces are
fed into the real factory and delivered after process-
ing an order. This is where the material flow of a
workpiece begins and ends. The raw material is de-
livered at the goods receipt, positioned on the color
sensor for quality control using the 6-axis robot with
vacuum gripper, and then encoded on the NFC reader.
The robot then places the workpiece on the AGV for
further transport. The module also contains the cen-
tral control unit (Raspberry Pi) and the environmen-
tal sensor, which measures the different environmen-
tal conditions in the factory. The integrated, movable
camera can be swiveled in two axes and provides an
insight into the entire factory via the fischertechnik
cloud dashboard. At the end of a cycle, a finished
workpiece is delivered at the goods dispatch by the
AGV.
The next stop for a workpiece after goods receipt
is usually the high-bay warehouse. It contains nine
slots for workpieces, a stacker crane, and a vacuum
gripper that picks up the workpiece from the AGV at
the docking station and hands it over to the stacker
crane for storage. The workpiece is placed in a work-
piece carrier for storage. Retrieval is done according
to the First In First Out (FIFO) principle.
The drilling station consists of a docking station
for the AGV, a vacuum gripper that places the work-
piece onto a conveyor belt, from where it is trans-
An Adaptive Learning Environment for Industry 4.0 Competencies Based on a Learning Factory and Its Immersive Digital Twin
725
ported under the drilling head. After the simulated
drilling process, the workpiece is transported back to
the gripper on the conveyor belt. The gripper then
places it back onto the AGV. The milling station is
constructed in exactly the same way as the drilling
machine, simulating the milling of pockets.
In the quality assurance module, a vacuum grip-
per places the workpiece on a conveyor belt. It is
transported underneath the camera and scanned there.
The workpieces, which come in three different col-
ors (white, red, blue), with three machining features
(drilling, milling, drilling and milling), as well as var-
ious fault patterns, are classified using the trained AI.
Depending on the color, feature and fault pattern, the
workpieces are then either placed back onto the AGV
or sent to the reject container.
A driverless transport system, automated guided
vehicle (AGV) transports the workpieces from one
module to another. It is a track-bound vehicle that fol-
lows the printed black tracks. It uses ultrasonic sen-
sors to detect obstacles. The vehicle has omniwheels,
which allow it to move in all directions. Two buttons
and a phototransistor help the vehicle dock to individ-
ual factory modules. The factory’s expandable design
allows for the addition of components like kilns, ex-
tra machining stations, and supplementary driverless
transport systems (fischertechnik, 2024).
The factory is also seamlessly linked to the fis-
chertechnik cloud via a WLAN router, providing ac-
cess to a web interface which also serves as a dash-
board offering several functionalities like real-time
monitoring of orders, customizing the task on differ-
ent colored workpieces, ordering workpieces, factory
status visualization, performance metrics analysis etc.
Individual factory modules are interconnected physi-
cally using a tongue and groove mechanism, forming
a cohesive baseplate. New modules can be seamlessly
integrated into the existing structure, offering config-
urability and scalability facilitated through the dash-
board interface.
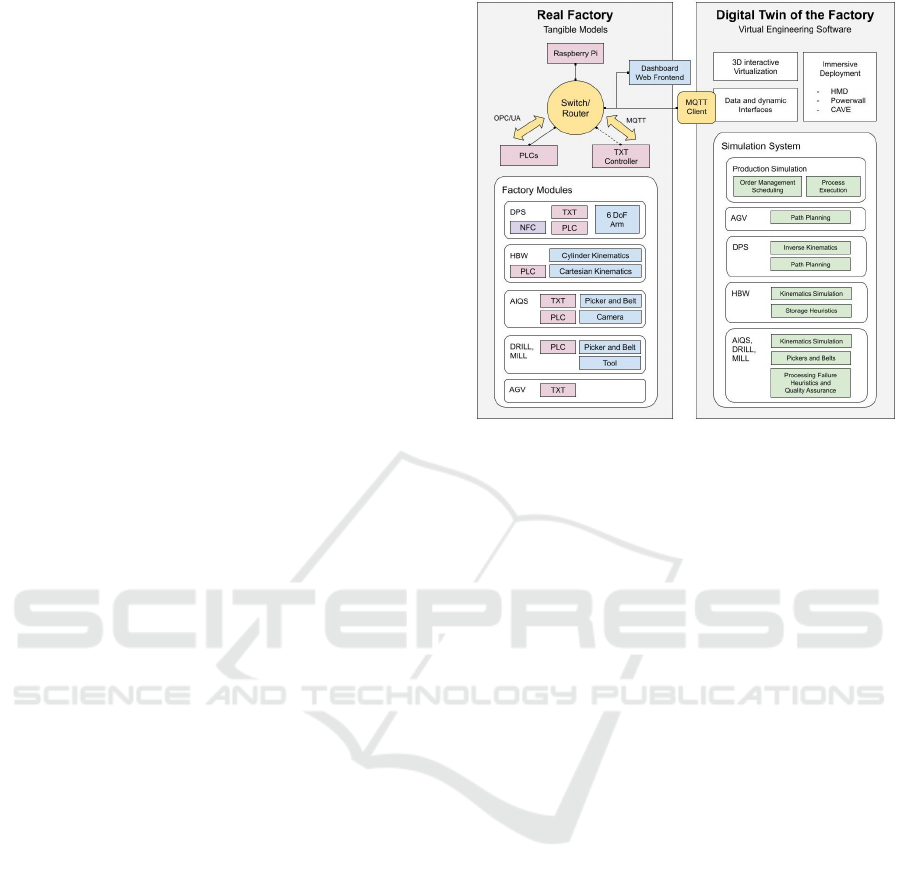
4.2 Virtualization Process
The virtual twin of the Agile Production Simulation
accurately mirrors the tangible factory model and its
modules. The immersive digital twin incorporates
3D models of each module into a virtual environ-
ment, merging them with dynamic-kinematic data,
controller programming, and production simulation.
This integration yields a fully operational and interac-
tive model of the APS, accurately replicating the au-
thentic behavior of every module. It offers a compre-
hensive simulation of the execution of all processes
within the factory, including those involving kine-
Figure 3: Software Architecture.
matic, mechanical, electrical, and pneumatic systems,
with meticulous detail. The digital twin utilizes exist-
ing planning data, such as CAD and controller (PLC)
programming, to analyze and integrate them, ensur-
ing precise replication of the real factory’s behavior
within a virtual environment across diverse simula-
tions. For example: a logistics simulation was set
up for the Automated Guided Vehicle system. Here
paths on which AGV drives are defined and then with
the help of a path planner the shortest path to the des-
tination is planned and executed in order to optimise
the transport routes for the AGV. Various indicators
and factors like transport and processing times, de-
fect rates and throughput are computed and compiled
for the user. This allows him to compare alternative
processes or optimize a process regarding those indi-
cators.
The digital twin can be used in two modes:
Software-in-loop and Hardware-in-loop. In the
software-in-loop mode, the virtual simulation is not
connected to the physical learning factory (APS). The
digital twin operates independently, facilitating teach-
ing and factory operations solely within the virtual
environment. Conversely, in the hardware-in-loop
mode, the real factory connects to the digital twin
through MQTT, enabling synchronization between
the virtual and physical systems as well as control-
ling factory processes from the virtual environment.
When synchronizing, the state of the real factory is
replicated in real-time in the virtual environment. An
ideal level of synchronisation would be on sensor and
actuator level, but in the case of the APS these sig-
nals are not present on the bus for efficiency reasons.
This means that the synchronisation is limited to the
ERSeGEL 2024 - Workshop on Extended Reality and Serious Games for Education and Learning
726

Figure 4: Immersive digital twin of the Agile Production Simulation learning factory.
process control level. This approach provides a more
authentic representation of real-world factory oper-
ations within the digital twin. Automatic synchro-
nization mechanisms continuously update the status
of both the physical and virtual factories, guarantee-
ing coherence between the two environments in real-
time. Bidirectional communication capabilities em-
power users to not only monitor, but also actively
control the real factory through interactions with the
virtual model. This integration facilitates a dynamic
feedback loop, where adjustments made in the virtual
space directly impact the physical production pro-
cesses.
The creation of the factory simulation can be de-
scribed in the following steps. The mechanical com-
ponents have been segmented and simulated using the
geometry analysis and mechanical simulation mod-
ules of the virtual engineering software. Many opti-
mizations of the scene-graph were necessary to create
motion groups and kinematic chains. The 6 Degrees
of Freedom (DoF) robotic arm was also simulated us-
ing the inverse kinematic solver included in the virtual
engineering software. The wiring was not provided as
dataset, thus the actuators and sensors had to be man-
ually mapped to IDs in the PLC programming. Those
programs have been studied to get a complete under-
standing of the module behaviors. This was necessary
to validate the parsing and execution of the programs
in the virtual environment and develop missing com-
ponents to fully process the programming data. Fi-
nally, a process planning, scheduling and execution
system was implemented, tailored to the capabilities
of the APS.
4.3 Adaptive Virtual Learning Platform
The virtual learning environment comprises a user in-
terface designed to offer distinct modes tailored to dif-
ferent learning needs. The introduction of the VLP to
the user is realized with a start screen, describing the
three main areas:
• Introduction APS. The user can explore the Ag-
ile Production Simulation factory digital twin by
examining the production modules, or clicking on
individual components for detailed explanations.
• Learning Environment. The user can choose a
learning module from the topics provided in the
learning environment.
• Simulation Environment. Enables the user to
plan, simulate, and analyze production processes
using the planner and analysis tools, or simply
start a demo simulation process.
Additionally, the start screens offer the option to
change the language and provide explanation to input
device controls, as well as a video introduction to the
main tools.
An Adaptive Learning Environment for Industry 4.0 Competencies Based on a Learning Factory and Its Immersive Digital Twin
727
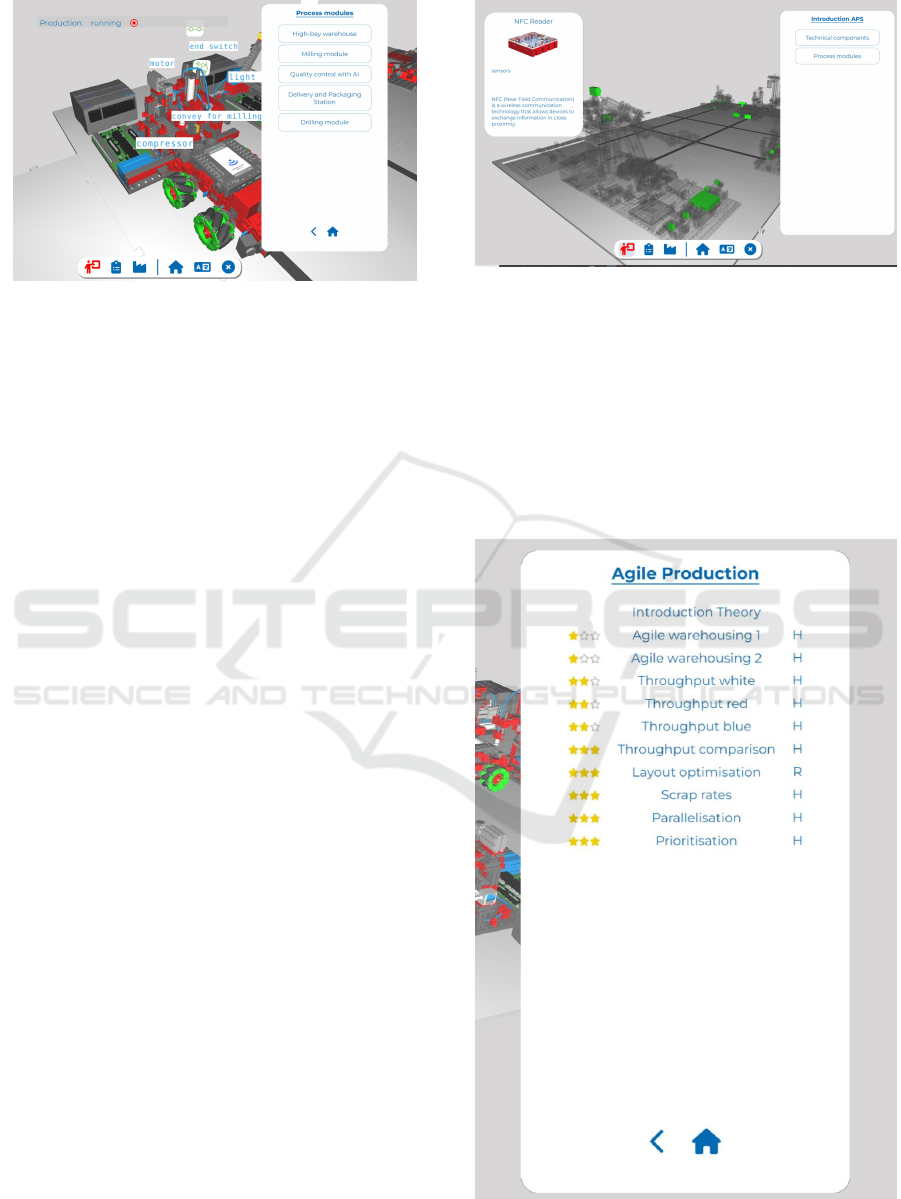
Figure 5: Introduction of the milling module with camera
flight and meta data.
In the introduction area, the VLP features anima-
tions demonstrating the assembly of baseplates and
modules, along with a menu allowing users to select
either a process module or a technical component (see
figure 5). Selecting a technical component from the
list will highlight it while making all other geome-
tries transparent (see figure 6). Users have the free-
dom to explore the virtual factory without limitations,
becoming acquainted with its layout and technical el-
ements. Clicking on 3D objects triggers a widget dis-
playing an image and explanation of their function.
This exploratory approach fosters curiosity and self-
directed learning, empowering individuals to navigate
the factory at their own pace.
In the learning environment mode, users access
educational material organized in learning modules
and designed to educate them about various aspects of
factory operations. Here, learners tackle specific tasks
across different categories within the realm of Indus-
try 4.0. The ability to identify various components
in the virtual twin performing specific tasks adds a
hands-on dimension to the learning process, allowing
users to apply their knowledge and problem-solving
skills in a realistic environment. Moreover, the op-
tion for learners to select one category at a time en-
hances the convenience and user-friendliness of this
mode. The VLP has tasks in different levels of diffi-
culty (as described in section 3). For instance, the first
level tasks are called ”find and click tasks”, which
should recall the function and the place of a tech-
nical component in a factory. An example of such
task in the learning module ”Industrial Internet of
Things” is as follows: ”A typical communication pro-
tocol in the IIoT area is MQTT. This requires a bro-
ker. Which component of the fischertechnik APS pro-
vides the broker functionality?” Figure 7 illustrates
the task list widget associated with the selected learn-
ing module, specifically the module ”Agile Produc-
tion.” This module encompasses various tasks, includ-
Figure 6: Highlighting the sensors in the virtual factory.
ing those related to agile warehousing, analysis of
product throughput, optimization of layout, and par-
allelization of processes for two workpieces.
To configure a process, the Agile Production Plan-
ner tool was developed (refer to figure 8). Once the
process is configured, users can initiate the simulation
and observe it within the virtual environment. Subse-
quently, statistics for the simulated process, such as
throughput, can be analyzed using the analysis tool
Figure 7: VLP Tasks List for learning module ”Agile Pro-
duction”.
ERSeGEL 2024 - Workshop on Extended Reality and Serious Games for Education and Learning
728

Figure 8: Agile Production Planner.
(refer to figure 10). The simulated process can also be
sent to the real factory and executed there, which en-
ables the teaching of virtual commissioning process.
Meanwhile, simulation environment presents in-
teractive simulations that allow users to apply their
knowledge in practical scenarios, thereby enhancing
their understanding and skills. Here, educators can
propose additional tasks for simulation, or learners
can experiment freely.
4.4 Usability
The implementation of the virtual learning plat-
form prioritizes usability for learners, particularly for
CAVE and VR headset deployment, where several us-
ability features were considered. These include the
use of audio output for text, such as theory descrip-
tions and tasks, to alleviate the challenge of reading
extensive text, especially on older VR headsets. Ad-
ditionally, the user interface employs large buttons de-
signed for easy interaction in the virtual environment
using ray casting.
Introduction to the tool is facilitated by video ex-
planations of key tools and tooltips for buttons, while
navigation follows a common thread, ensuring users
can easily locate needed functionality. Tasks to be
solved in the 3D environment, whether on desktop or
immersive hardware, are planned to utilize controllers
without the need for text input or parameters via key-
board, focusing heavily on interaction with the im-
mersive twin.
The VLP adopts a task start and stop paradigm,
allowing users to validate their input or cancel tasks
as needed. Upon entering a solution, visual and au-
dio feedback indicates success or failure with the
task. Furthermore, extensive metadata visualization
Figure 9: Deployment on CAVE System.
enhances understanding of the factory environment,
such as the depiction of active actuators or sensors
via pictograms.
In virtual reality mode, scaling factors such as
1:10 replicate real factory dimensions to immerse the
user effectively (as depicted on figure 9).
5 EVALUATION CONCEPT
Given that the Virtual Learning Platform and the APS
factory have only very recent been introduced and in-
tegrated into the educational framework, this section
outlines a proposed strategy for designing an effective
evaluation and assessment process.
The VLP has been developed to support learners
in training within Industry 4.0, with the aim of equip-
ping them with essential specialist knowledge, en-
hancing existing skills and fostering an understanding
of the connections between workflows and business
processes. This comprehensive educational approach
emphasises both formative/accompanying and sum-
mative/final evaluations, facilitating continuous adap-
tation and optimisation of the teaching approach. By
using an integrated evaluation model that combines
the strengths of the CIPP (Context, Input, Process,
Product)(Stufflebeam, 1971) and Kirkpatrick models
(Kirkpatrick, 1959), the effectiveness and efficiency
of VLP can be comprehensively assessed. The CIPP
model provides a comprehensive framework focusing
on context, input, process and product for programme
evaluation, while the Kirkpatrick model specifically
assesses training effectiveness at four levels: reaction,
learning, behaviour and results, with an emphasis on
learning outcomes and organisational impact. These
models, when integrated, provide a robust evaluation
framework that not only measures immediate learning
outcomes, but also promotes a deep understanding of
effective learning processes. This integrated approach
ensures that VLP remains responsive to the evolving
needs of learners and Industry 4.0.
An Adaptive Learning Environment for Industry 4.0 Competencies Based on a Learning Factory and Its Immersive Digital Twin
729
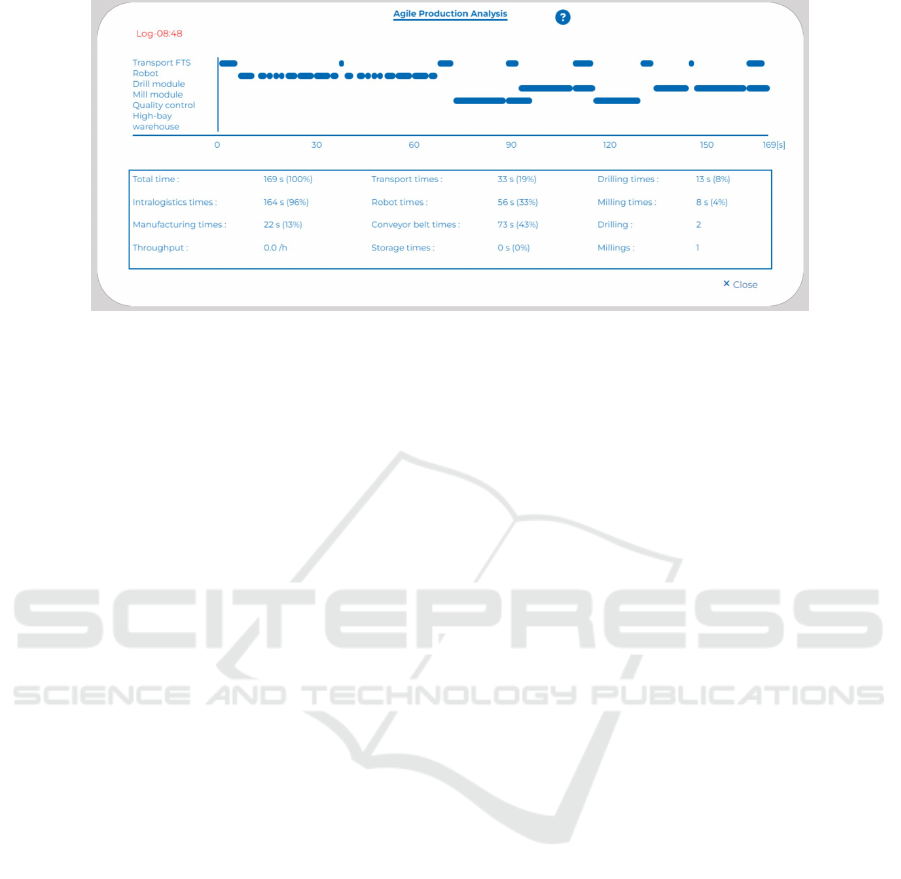
Figure 10: Agile Production Analysis Tool.
Data collection to evaluate the VLP is carried out
by measuring the outcomes and impact of the teach-
ing approach on learners, including the acquisition
of knowledge, skills and competences related to In-
dustry 4.0. The evaluation will be carried out using
a variety of tools, such as surveys to identify learn-
ers’ needs, stakeholder interviews, expert evaluation
of teaching materials and methods, teacher and stu-
dent feedback, observations, performance tests and
competency assessments. According to Kirkpatrick,
the reaction, learning, behaviour and outcomes of the
VLP are recorded to assess learning, using similar
tools to those used in the CIPP model. In this way
it is possible to compare the results of different teach-
ing approaches.
A comparative study is recommended in order to
evaluate the results of the new approach. It is rec-
ommended to carry out a study with three groups of
learners at each of the three learning levels (see sec-
tion 3. ”Teaching approach”). In this way the results
at the different levels can be compared and the suit-
ability of the VLP approach for different VET (vo-
cational education and training) target groups can be
analysed. In this design, three groups of test sub-
jects would be randomly assigned for each learning
level: a first group whose training would use only
the physical learning factory, a second group whose
training would use only the VLP virtual learning en-
vironment, and a third group whose training would
use both the physical and VLP virtual learning envi-
ronments. For each group, the same instructor would
teach exactly the same content with the same learning
objectives. For meaningful results without confound-
ing factors, it would be crucial that all three groups
contained subjects with the same or at least very sim-
ilar prior knowledge. In addition, the learning tasks
used in the training programmes should have exactly
the same indicative, coarse and fine learning objec-
tives, as well as the same Bloom’s levels within the
taxonomies (cognitive, affective, psychomotor).
To summarise, the VLP offers an innovative ap-
proach to Industry 4.0 education, but the implementa-
tion of the proposed comparative study poses signif-
icant practical challenges. Coordinating three differ-
ent learning environments to subject groups of three
different learning levels illustrates the complexity of
effectively evaluating educational technologies. De-
spite these difficulties, such research is essential for
the improvement of the VLP and must be tackled in
the future - perhaps not even comprehensively, but at
least selectively.
6 CONCLUSION AND FUTURE
WORKS
The developed learning environment shows how a
combination of practical application, digital technolo-
gies and innovative teaching methods can help to op-
timally prepare future specialists for the requirements
of Industry 4.0. The use of fischertechnik agile fac-
tory and its digital twin creates a unique learning ex-
perience in a hybrid manner, which can be adapted
to several heterogeneous user groups and teaching
setups. The implemented features in the VLP of-
fer a comprehensive and immersive learning experi-
ence, ensuring users can seamlessly explore and com-
prehend the factory environment. It also provides
users with an overview of Industry 4.0 applications
within the virtual or physical factory. Through pro-
cess modelling and analysis tools, users gain insight
into the relationships and interactions among various
elements and processes in the factory environment,
leading to a holistic understanding of procedures. Fu-
ture work will focus on the development of further
learning modules such as robotics and maintenance.
ERSeGEL 2024 - Workshop on Extended Reality and Serious Games for Education and Learning
730

We are planning a long-term evaluation based on the
proposed concept, but also strongly limited by the po-
tential users and available funding.
ACKNOWLEDGEMENTS
This work was supported by fischertechnik company
and partially by the project KolabBW, funded by
the Ministry for the Environment, Climate and En-
ergy Management of the German province Baden-
W
¨
urttemberg. Additionally, we would like to express
our thanks to Mr. Horst Maywald for his valuable
consultations in the field of Industry 4.0 education.
REFERENCES
Abele, E., Chryssolouris, G., Sihn, W., Metternich, J., El-
Maraghy, H., Seliger, G., Sivard, G., ElMaraghy, W.,
Hummel, V., Tisch, M., et al. (2017). Learning facto-
ries for future oriented research and education in man-
ufacturing. CIRP annals, 66(2):803–826.
Abele, E., Metternich, J., Tisch, M., Abele, E., Metter-
nich, J., and Tisch, M. (2019). Best practice exam-
ples. Learning Factories: Concepts, Guidelines, Best-
Practice Examples, pages 335–459.
Al-Geddawy, T. (2020). A digital twin creation method for
an opensource low-cost changeable learning factory.
Procedia Manufacturing, 51:1799–1805. 30th Inter-
national Conference on Flexible Automation and In-
telligent Manufacturing (FAIM2021).
Aqlan, F., Zhao, R., Yang, H., and Ramakrishnan, S. (2021).
A virtual learning factory for advanced manufactur-
ing. In Proceedings of the Winter Simulation Confer-
ence.
Behrendt, F., Lehner, O., Rettmann, A., Schmidtke, N., and
Wollert, T. (2022). Process analysis of a teaching and
learning factory environment to demonstrate industry
4.0 solutions by using the smart logistics zone ap-
proach. In 2022 IEEE 6th International Conference
on Logistics Operations Management (GOL), pages
1–10. IEEE.
fischertechnik (2024). Agile Production Simulation 24V.
https://www.fischertechnik.de/en/products/industry-a
nd-universities/training-models/569289-agile-produ
ction-simulation-24v. Accessed: 2024-02-27.
Forehand, M. (2010). Bloom’s taxonomy. Emerging
perspectives on learning, teaching, and technology,
41(4):47–56.
H
¨
afner, P. (2020). Categorisation of the benefits and lim-
itations of immersive technologies for education. In
19th International Conference on Modeling & Ap-
plied Simulation, pages 154–159.
H
¨
afner, P. (2021). Holistic approach for authoring im-
mersive and smart environments for the integration in
engineering education. PhD thesis, Karlsruhe, Karl-
sruher Institut f
¨
ur Technologie (KIT), 2021.
H
¨
afner, V. (2019). PolyVR-a virtual reality authoring
framework for engineering applications. PhD thesis,
Karlsruhe, Karlsruher Institut f
¨
ur Technologie (KIT),
2019.
Kirkpatrick, D. L. (1959). Techniques for evaluating train-
ing programs. Journal of the American Society of
Training Directors, 13:3–9.
Mourtzis, D., Angelopoulos, J., and Panopoulos, N. (2021).
Development of a teaching factory framework fusing
a virtual simulated machine shop with the physical
counterpart for upscaling human machine interface. In
Proceedings of the Conference on Learning Factories
(CLF).
Rasovska, I., Deniaud, I., Marmier, F., and Michalak, J.-L.
(2022). Learning factory flextory: Interactive loops
between real and virtual factory through digital twin.
IFAC-PapersOnLine, 55(10):1938–1943. 10th IFAC
Conference on Manufacturing Modelling, Manage-
ment and Control MIM 2022.
Reining, N. and Kauffeld, S. (2022). Empirical findings
on learning success and competence development at
learning factories: A scoping review. Education Sci-
ences, 12(11):769.
Sibanda, V., Kanganga, M., and Sibanda, N. (2023).
Bridging the gap between industry and academia-the
essence of virtual reality in skills development and
learning factories. Available at SSRN 4470489.
Stufflebeam, D. L. (1971). The relevance of the cipp evalu-
ation model for educational accountability.
Windelband, L., Bergmann, V., Reifschneider, O.,
Reimann, D., and Schwarz, M. (2023). Ab-
schlussbericht des projekts wb@lernfabriken.
handlungsempfehlungen zur inhaltlichen umsetzung
von lernfabriken f
¨
ur die berufliche weiterbildung
wb@lernfabriken. Technical report, Karlsruher
Institut f
¨
ur Technologie (KIT), Karlsruhe.
An Adaptive Learning Environment for Industry 4.0 Competencies Based on a Learning Factory and Its Immersive Digital Twin
731
