
Optimisation of Ceramic Kiln Loading Problem Using Multi-Objective
Genetic Algorithm
Derya Deliktas¸
a
and Ays¸e Kaygısız
b
K
¨
utahya Dumlupınar University, Faculty of Engineering, Department of Industrial Engineering, K
¨
utahya, Turkey
Keywords:
Ceramic Kiln Loading Problem, Ceramic Industry, Genetic Algorithm, Multi-Objective Optimisation,
Manufacturing Efficiency.
Abstract:
Efficient resource utilisation is paramount for boosting productivity and competitiveness within industrial
contexts. In ceramic manufacturing, the Ceramic Kiln Loading Problem is critical, wherein the optimal ar-
rangement of ceramic products within kilns significantly influences production efficiency. This study aims to
enhance efficiency by maximising the utilisation of the oven vehicle through optimal loading of the ordered
products. To achieve this objective, the Genetic Algorithm has been integrated with weighted sum and conic
scalarisation methods, and the results obtained from each method have been compared. Additionally, since
the algorithm’s parameters can significantly influence its performance, parameter tuning has been conducted
using the irace method. The findings corroborate the superiority of results obtained by integrating the Genetic
Algorithm with weighted sum scalarisation.
1 INTRODUCTION
Cutting and packing represents two classic combina-
torial optimisation problems. Cutting problems in-
volve optimising the use of materials such as wood,
steel, and cloth, while packing problems focus on
maximising the use of available packing space. Ef-
ficient utilisation of material and transport capacities
is crucial in production and distribution processes,
as it contributes to the economic use of natural re-
sources. Cutting and packing problems share a com-
mon structure: a set of large objects and small items
are provided, defined exhaustively in one, two, three,
or more geometric dimensions. The goal is to select
some or all of the small items, group them into one
or more subsets, and assign each subset to a large ob-
ject. This assignment must satisfy geometric condi-
tions, ensuring that all small items in a subset lie com-
pletely within the large object without overlap, while
optimising a given objective function (W
¨
ascher et al.,
2007; Sheng et al., 2016).
The loading problem entails the efficient place-
ment of a maximum quantity of identical rectangu-
lar boxes onto a single rectangular pallet. This chal-
lenge is also occasionally referred to as the manu-
a
https://orcid.org/0000-0003-2676-1628
b
https://orcid.org/0009-0002-9002-1229
facturer’s pallet loading problem (Silva et al., 2016).
The container loading problem (CLP), also known as
the packing problem, constitutes sub-problems of cut-
ting and packing problems (Hodgson, 1982). There
are two primary container loading problems (Dyck-
hoff, 1990). The first problem involves loading ei-
ther the entire consignment or a portion thereof into
a single container. The aim is to optimise volume
utilisation by maximising the filled container vol-
ume or minimising any unused space within the con-
tainer. The second problem, known as the multiple
container loading problem, entails loading the entire
consignment into one or more identical containers.
The objective here is to minimise the total number of
containers required for the consignment (Lim et al.,
2012). When the primary aim is space utilisation, this
problem essentially reflects the pallet packing prob-
lem, which involves loading boxes onto pallets rather
than into containers. The primary distinction lies in
the fact that pallets do not offer lateral support for
the boxes. Given that the well-known knapsack prob-
lem is a component of the loading problem, the load-
ing problem belongs to the class of NP-hard prob-
lems (Terno et al., 2000).
This study focuses on the real-life problem of cor-
rectly loading ceramic tableware into a ceramic kiln
at specified temperatures within the ceramic industry.
The ceramic kiln loading problem is a variant of the
248
Delikta¸s, D. and Kaygısız, A.
Optimisation of Ceramic Kiln Loading Problem Using Multi-Objective Genetic Algorithm.
DOI: 10.5220/0012807100003753
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 19th International Conference on Software Technologies (ICSOFT 2024), pages 248-257
ISBN: 978-989-758-706-1; ISSN: 2184-2833
Proceedings Copyright © 2024 by SCITEPRESS – Science and Technology Publications, Lda.

pallet loading problem. Due to the significant impact
of loading on product quality, particularly in produc-
tions catering to the ceramic sector where the number
and variety of items are extensive, the company takes
the loading problem seriously. The optimal utilisation
of shelves of various heights and dimensions placed
on the pallet to be inserted into the kiln is crucial due
to the extended baking time of the products in the kiln.
Additionally, the complexity of the problem is exac-
erbated by the heterogeneous sizes of the products to
be placed on the shelves, which prevent each product
from being placed on every shelf due to these sizes.
Each ceramic tableware item has priorities regarding
the places they can be assigned to on the shelves. In
this study, these assignment priorities have been con-
sidered to reduce deformations caused by products
touching each other and being placed on the wrong
shelf. Furthermore, maximising the total profits of the
products placed in the kiln is also aimed. For this pur-
pose, it is aimed to fully load the kiln tool (or pallet)
by calculating the maximum score of the products to
be assigned to the shelves on the kiln tool, considering
their priorities, and maximising the total profit calcu-
lated by considering the unit profits of the products
assigned to the kiln. A multi-objective genetic algo-
rithm is proposed to solve this problem. The genetic
algorithm (GA) is combined with the weighted-sum
(WSM) and the conic scalarisation method (CSM).
Since the parameters of the proposed algorithm will
affect the results, the irace method is used for param-
eter tuning. The results obtained from GA with WSM
are compared with the results obtained from GA with
CSM. A decision support system (DSS) has also been
designed.
The remainder of this paper is structured as fol-
lows: Section 2 offers an overview of the literature.
In Section 3, the problem is described. Section 4 de-
tails the proposed approaches. Section 5 presents the
findings, and finally, Section 6 provides a summary of
the paper.
2 LITERATURE SURVEY
The CLP involves determining the optimal arrange-
ment and placement of cargo items within rectangu-
lar containers to maximise specific objectives. Con-
straints primarily revolve around container capacity in
terms of volume, weight or dimensions, weight distri-
bution, cargo orientation, loading order, and stability.
The problem may pertain to a single container or mul-
tiple containers, which can be homogeneous or het-
erogeneous (V
´
elez-Gallego et al., 2020). Objectives
include:
- maximising capacity utilisation (Dereli and
Sena Das, 2010; Ramos et al., 2018),
- minimising cost (Tian et al., 2016),
- minimising container count (Toffolo et al., 2017),
- maximising profit (Liu et al., 2016),
- optimising space utilisation or replenishment
time (Y
¨
uceer and
¨
Ozakc¸a, 2010).
Given its NP-hard complexity (Young-Gun and
Kang, 2001; Zhou and Liu, 2017), exact methods face
limitations in effectively addressing the CLP (Chen
et al., 1995; Wu et al., 2010; Junqueira et al.,
2012; Paquay et al., 2016). Consequently, there
has been a proliferation of alternative methodolo-
gies such as heuristics (Toffolo et al., 2017), meta-
heuristics (Zhang et al., 2009; Zheng et al., 2015;
¨
Ozdemir et al., 2022), and hybrid approaches (Dereli
and Sena Das, 2010; Rom
˜
ao et al., 2012) in solving
the CLP.
In this study, we consider all practical constraints
mandated by ceramic industry and aim to furnish so-
lutions within a computational time frame of average
one minute. Experimental results show that the pro-
posed multi-objective algorithm, which includes max-
imising both total priority score and total profit objec-
tives, can efficiently solve the practical ceramic kiln
loading problem.
3 PROBLEM DEFINITION
In a study conducted in a ceramic industry, an optimi-
sation study was carried out by placing the products
on shelves on pallets in the ceramic baking oven in the
glazing unit, in order to respond to the demands in the
most appropriate way. In this study, we can define the
assignment of i ceramic products to the racks on the
pallet to be loaded into the kiln as P = p
1
, ..., p
i
and
the j racks to be assigned as R = r
1
, ..., r
j
. The racks to
which each product can be assigned and their assign-
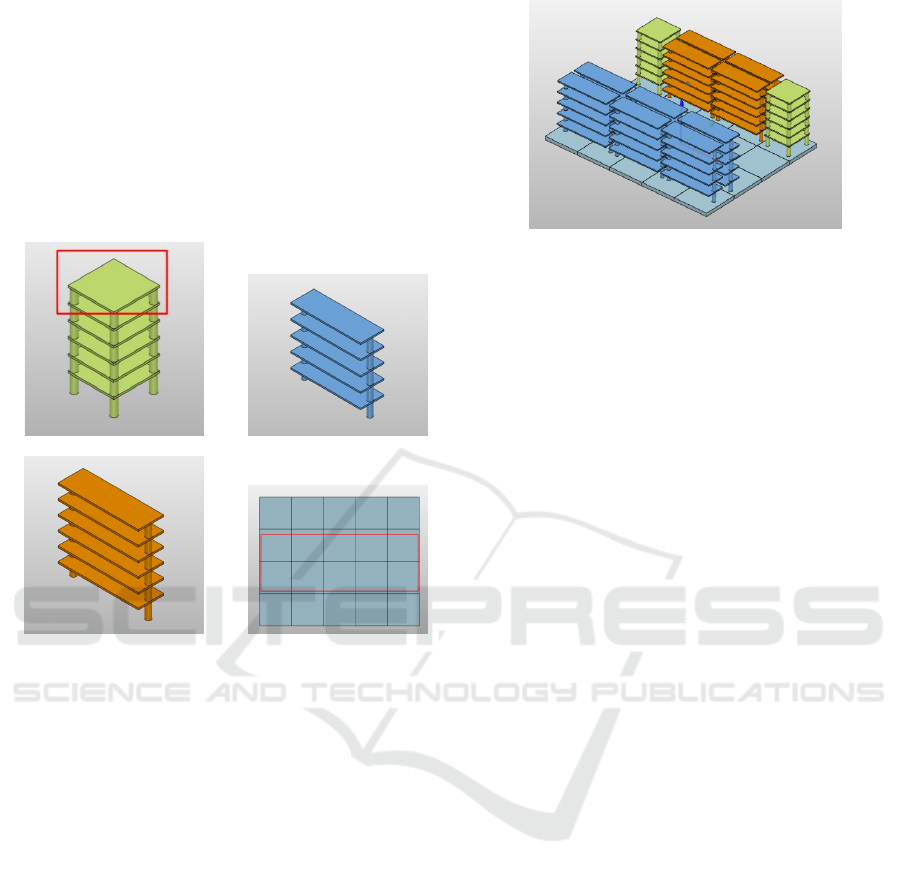
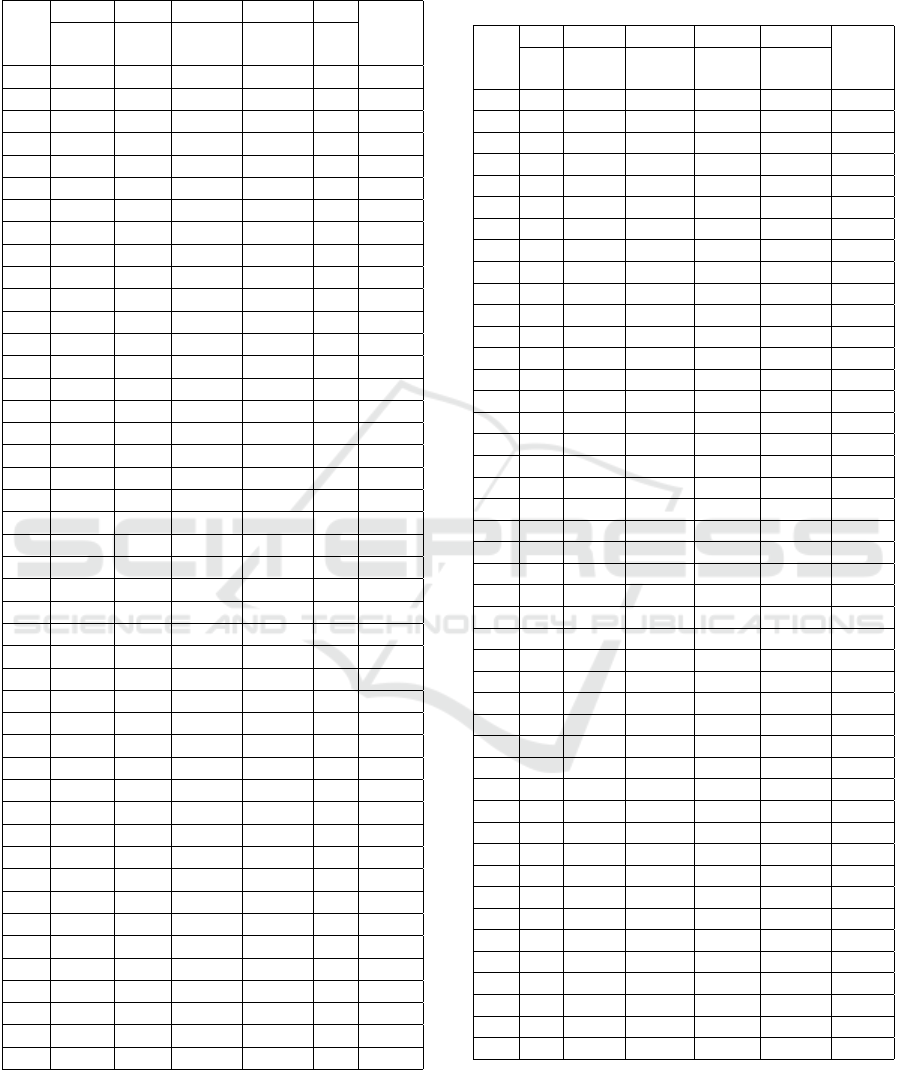
ment priorities are given in Table 3. According to this
dataset, there are a total of twelve racks (or kiln trays)
of three different types on the pallet to be loaded into
a ceramic kiln, namely, 2 square racks (Figure 1(a)), 4
six-layer rectangular shelves (Figure 1(b)), and 6 five-
layer rectangular racks (Figure 1(c)). In addition to
these racks, the products can also be assigned on the
floor (Figure 1(d)). The part shown with a red square
in Figure 1(a) represents the top-side of the square
rack. Some products can only be assigned to this part.
A visual of the pallet to be loaded into the kiln
is provided in Figure 2. Pallet and racks on it used
for the ceramic kiln loading problem was generated
Optimisation of Ceramic Kiln Loading Problem Using Multi-Objective Genetic Algorithm
249
by using the ZW3D package (ZWCAD Software Co.,
Ltd., Guangzhou, China). Each product must be as-
signed to the specified racks in Table 3. The ex-
pression ‘I’ in the table implies assigning first prior-
ity to the corresponding rack; ‘II’ implies assigning
second priority to the corresponding rack, and ‘III’
implies assigning third priority to the corresponding
rack. While assigning products to specified racks is
a hard constraint, assigning according to priority of
racks is a soft constraint.
a) SR b) 5LRR
c) 6LRR d) FR
Figure 1: Racks on pallet loaded into kiln.
Primarily, it is preferred to assign the product to
the first priority given in Table 3. However, if the rack
belonging to the first priority is full, assignments are
made according to other priorities in the table. In this
study, 1000 points are assigned to the first priority,
300 points to the second priority, and 100 points to the
third priority. This scoring was determined through
brainstorming with company employees. In addition
to priorities in Table 3, the values in parentheses in-
dicate the maximum number of products that can be
assigned from the relevant product to the appropriate
rack.
For example, P
1
can be assigned to only two types
of racks, namely six-layer rectangular (6LRR) and
five-layer rectangular (5LRR) racks. It cannot be as-
signed to other rack types. A maximum of two P
1
can be assigned to these racks. Here, P
1
is expected
to be assigned to 6LRR as the first priority and to
5LRR as the second priority. Since the dimensions
of each product and rack are different, assignments
were made considering the floor area of each prod-
uct and the rack space. In addition, the unit profits
of each product are also given in this table. In this
Figure 2: A visual of the pallet to be loaded into the kiln.
study, it is assumed that 10 units of each product are
ordered. Additionally, in this study, it was planned to
assign the 169 products most ordered for the last six
months to the kiln vehicle. These products are baked
in the kiln at the same temperature. Finally, this study
considers only one kiln pallet.
4 MULTI-OBJECTIVE GENETIC
ALGORITHM
GA is an evolutionary algorithm developed by Hol-
land that seeks solutions to problems through a
stochastic approach (Holland, 1973). GA can con-
currently explore solutions or sets of solutions across
the solution space. As GA is an intuitive approach, it
may not find exact solutions to the problem; however,
it can yield solutions near the optimum. Therefore, it
can provide acceptable solutions for loading and opti-
misation problems falling under the NP-hard class in
a reasonable time frame (Panchal and Panchal, 2015).
The objective functions of the examined problem
are: maximising the total score of the products as-
signed to the racks on the pallet ( f
1
(x)) and max-
imising the total of the unit profits of these prod-
ucts ( f
2
(x)). Solving multi-objective problems ne-
cessitates the utilisation of multi-objective optimisa-
tion techniques. Among these methods, scalarisa-
tion methods are prominent. Scalarisation involves
converting a multi-objective problem into a single-
objective problem. In this study, we proposed multi-
objective genetic algorithm by integrating weighted-
sum and conic scalarisation methods to solve the ce-
ramic kiln loading problem.
Although the weighted-sum method (WSM) is
recognised as the most popular, it does not ensure
the acquisition of all Pareto-optimal solutions in non-
convex regions owing to the linear combination of
its objectives (Miettinen, 2012). The conic scalar-
isation method (CSM) outlined by Gasimov facili-
tates Pareto-front via cones instead of the hyperplanes
ICSOFT 2024 - 19th International Conference on Software Technologies
250
employed in WSM, without necessitating convex-
ity assumptions (Gasimov, 2001; Kasimbeyli, 2013).
The proposed multi-objective model, scalarised using
WSM (Eq. (1)) and CSM (Eq. (2)) respectively, uses
the following calculation:
max WSM(x) = w
1
f
1
(x) + w
2
f
2
(x) (1)
max CSM(x) = w
1
( f
1
(x) − R f
1
) + w
2
( f
2
(x) − R f
2
)+
α [ | f
1
(x) − R f
1
| + | f
2
(x) − R f
2
|| ]
(2)
where w
1
, w
2
> 0 are the importance degrees of the
total score ( f
1
(x)) and the total unit profit ( f
2
(x)), re-
spectively. α is utilised to form a cone by adjusting
the angle of a cone surface, 0 ⩽ α < min
{
w
1
, w
2
}
.
R f
1
and R f
2
denote reference points that can be de-
termined by a decision maker for the objective values
in this study.
The objective function values are normalised by
dividing them by the maximum value of the corre-
sponding objective function because different objec-
tive functions may have varying magnitudes (Marler
and Arora, 2005). The normalised objective function
values are utilised as the fitness value in the proposed
multi-objective genetic algorithm with the scalarisa-
tion methods. In these equations, the ideal value of
each objective represents the maximum value among
all solutions examined so far. The maximum value of
the corresponding objective is established as the ideal
point based on the 31 runs by setting w
1
= 1 (w
2
= 0)
and w
2
= 1 (w
1
= 0), respectively. The nadir value
is determined as the maximum value of each objec-
tive among the obtained results for the same objective
weights. I
k
denotes the ideal value of the kth objective
(k = 1, 2). The fitness values scalarised by WSM and
CSM are normalised as depicted in Eqs. (3)-(4):
max WSM
Norm
(x) =
w
1
f
1
(x)
I
1
+ w
2
f
2
(x)
I
2
(3)
max CSM
Norm
(x) =
w
1
( f
1
(x) − R f
1
I
1
+w
2
( f
2
(x) − R f
2
I
2
+
α
|( f
1
(x) − R f
1
|
I
1
+
|( f
2
(x) − R f
2
|
I
2
(4)
Algorithm 1 illustrates the solution of the multi-
objective GA approach for the ceramic kiln loading
problem.
Data: Table 3
Result: The best solution
Randomly generate an initial population;
Compute the fitness of each individual (see
Eqs. (3-4));
while termination criteria not satisfied do
Choose parents from the population ←
(PopSize, TourSize);
Perform crossover to produce offspring
← (OOX, parents);
Perform mutation operator ← (SPM,
offspring);
Compute the fitness of each individual
(see Eqs. (3-4));
Apply elitism operator;
end
Algorithm 1: Pseudo-code of the proposed multi-objective
algorithm.
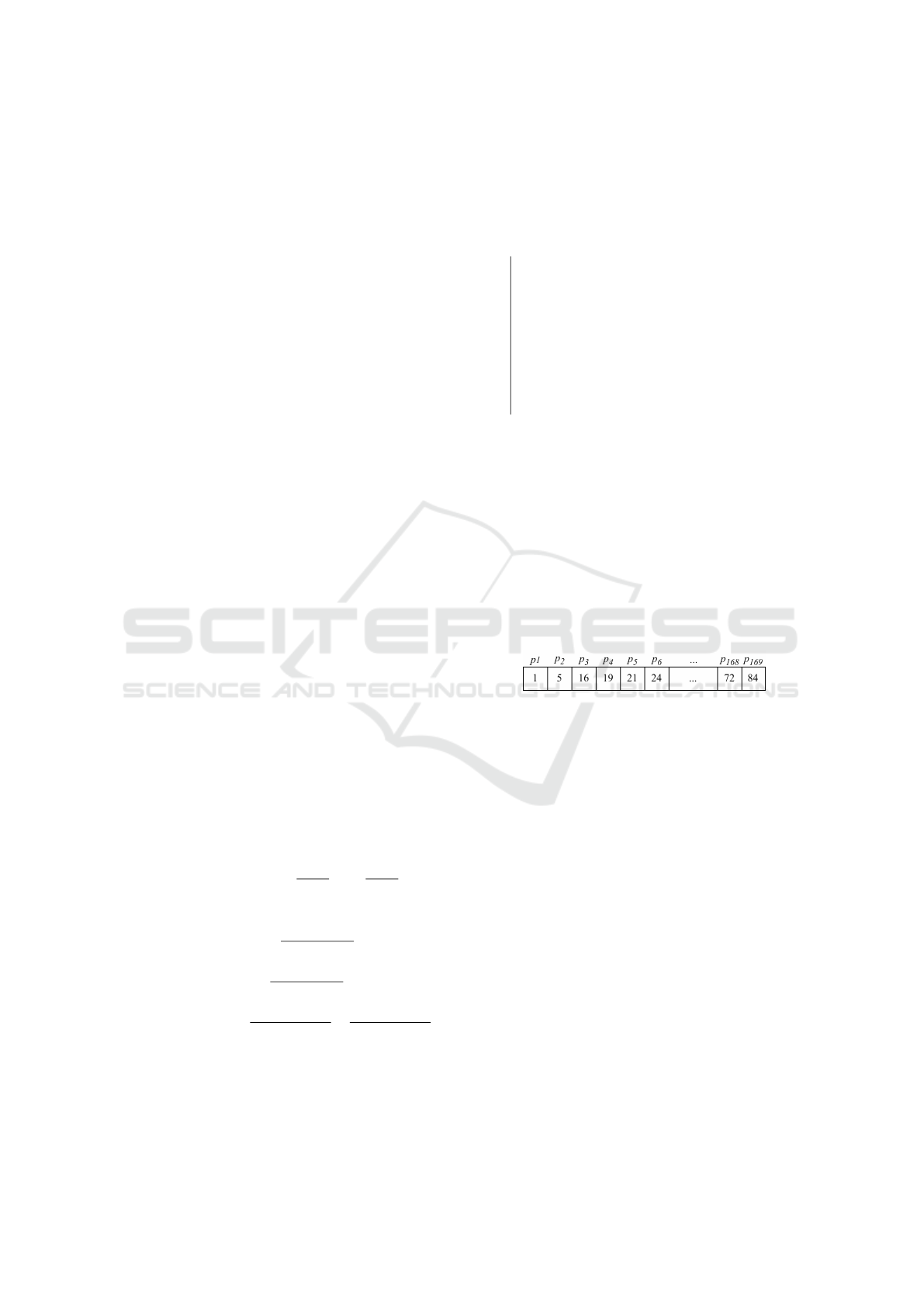
4.1 Chromosome Representation and
Fitness Function Evaluation
A chromosome fundamentally represents a sequence
of genes, serving as a candidate solution for a given
problem. Depending on the problem, it can possess a
specialized structure such as one-dimensional, multi-
dimensional, or a tree data structure.
Figure 3: An illustration of the chromosome representation.
In this study, the chromosome structure utilised is
implemented as permutation encoding as illustrated
in Figure 3. The length of the chromosome corre-
sponds to the total number of products. As the con-
straint of the problem arises from the total area of the
racks on the pallet, the algorithm is designed to calcu-
late the number of products that will fill the rack with
the highest priority to optimise the objective function.
Once the chromosome structure is established, allo-
cation begins by considering the first priorities of the
racks from which each product can be assigned un-
der the constraint of the rack area and product area.
If the rack with the first priority for a product has
already been occupied due to a previously assigned
product, a similar process is applied to other priori-
ties. This process is repeated for each order quantity
of each product. If all the racks to which a product
can be assigned, according to the dataset in Table 3,
are occupied, then the remaining order of that product
may not be assigned or only partially assigned. Sub-
sequently, a similar process begins for the following
gene representing a product. Thus, this process con-
Optimisation of Ceramic Kiln Loading Problem Using Multi-Objective Genetic Algorithm
251
tinues until the total rack area is filled. If the total area
is filled, other products in the chromosome structure
are not considered. Up to that point, the unit profits of
the listed products are calculated, resulting in the to-
tal unit profit calculation. The total score is computed
considering the priority scores of the racks assigned
to the products in the same list. This process is com-
pleted the calculation of each objective.
4.2 Genetic Operators
Genetic operators play a crucial role in promoting di-
versity within the population and are fundamental in
addressing the research problem. Specifically, mu-
tation, elitism, selection, and crossover operators are
tailored to provide viable solutions.
Crossover operator: the crossover operator facil-
itates the generation of improved chromosomes by
enabling gene exchange. This study applied order-
based one-point crossover (OOX) operator to the pro-
posed algorithm. Firstly, a random crossover point is
selected on the chromosome. Subsequently, all ge-
netic material in the parents up to the crossover point
is duplicated into two offspring. The products pre-
viously allocated are removed from the other parent.
Then, the remaining genetic material from each par-
ent is copied into the offspring without altering their
sequence (Ruiz et al., 2006; Deliktas¸ et al., 2021).
Mutation operator: the primary objective of the
mutation operator is to maintain population diversity.
The proposed algorithm incorporates a Swap (SPM)
operator (Deliktas¸, 2022; Deliktas¸ and Ustun, 2023).
SPM involves exchanging two operations and their
machine assignments randomly selected while pre-
serving the routing of operations across machines.
Selection operator: the selection operator plays
a crucial role in ensuring the survival probability of
the best individuals. Various standard selection oper-
ators, including roulette wheel selection, rank-based
selection, tournament selection, and seed selection,
are documented in the literature. At this stage, tourna-
ment selection is preferred due to its superior conver-
gence properties and manageable computational com-
plexity.
Elitism operator: it guarantees the preservation of
the fittest chromosomes from one generation to the
next, thereby safeguarding their advantageous charac-
teristics following crossover and mutation operations.
5 COMPUTATIONAL RESULTS
This section presents the experimental results ob-
tained from the proposed multi-objective algorithm to
illustrate its robustness and effectiveness. We con-
duct 31 independent runs to compute the statistical
outcomes of the algorithms. All methodologies are
implemented using C# 2022, and the experiments are
conducted on a laptop equipped with a 2.1 GHz Core
i7 CPU and 16.00 GB RAM. The algorithm termi-
nates once the maximum number of fitness evalua-
tions, which is a factor of the population size, is ex-
ceeded.
5.1 Parameter Tuning
The proposed approach employs the Iterated F-Race
algorithm (irace), an automated parameter configura-
tion tool (L
´
opez-Ib
´
a
˜
nez et al., 2016). This algorithm
is an iterated version of the F-Race parameter setting
approach (Birattari et al., 2010), which operates on
a competition-based principle. This tool refines pa-
rameter values by conducting successive races, where
each race evaluates various candidate configurations
across different problem instances. Through the ap-
plication of the Friedman test, configurations demon-
strating significantly poorer performance are identi-
fied and eliminated iteratively. Winners from each
race contribute to generating improved candidate con-
figurations for subsequent iterations. The outcome
of this iterative process yields the optimal parameter
configuration for the algorithm under examination.
Table 1: Ranges of the parameters for the proposed multi-
objective algorithm and the best parameter configuration
obtained with irace.
Parameter Type Range Selected value
PopSize Integer [20, 100] 79
TourSize Integer [2, 10] 9
CrossProb Real [0.7, 1] 0.74
MutaProb Real [0.01, 0.5] 0.01
In order to facilitate parameter adjustment utilis-
ing irace, it is imperative to delineate the parameters
slated for tuning, establish their permissible ranges,
and delineate the set of instances earmarked for the
tuning process. Table 1 outlines the selected pa-
rameters earmarked for tuning and their respective
ranges tailored for the proposed algorithm. The pro-
posed algorithm based on scalarisation methods con-
tinues running until the termination criterion is satis-
fied. This study defines the termination criterion as
the maximum fitness evaluation number. This value
is derived by multiplying the total number of parts by
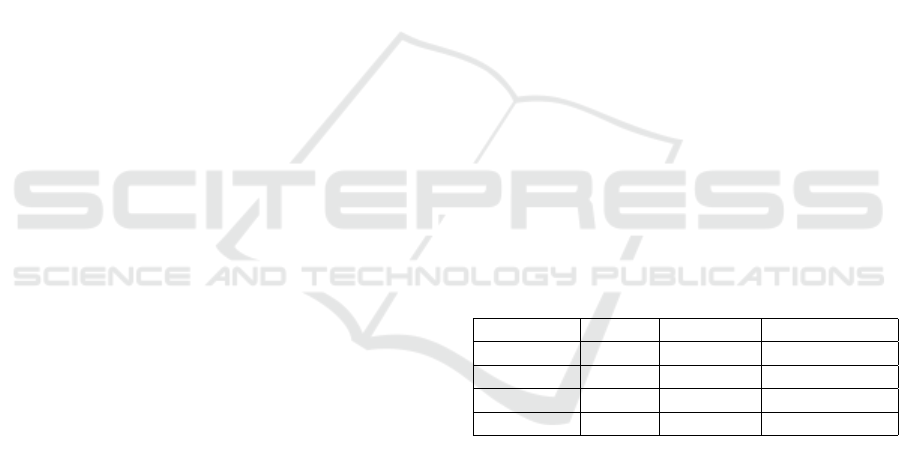
a constant. As shown in Figure 4, it is sufficient to set
this value to 1000.
ICSOFT 2024 - 19th International Conference on Software Technologies
252
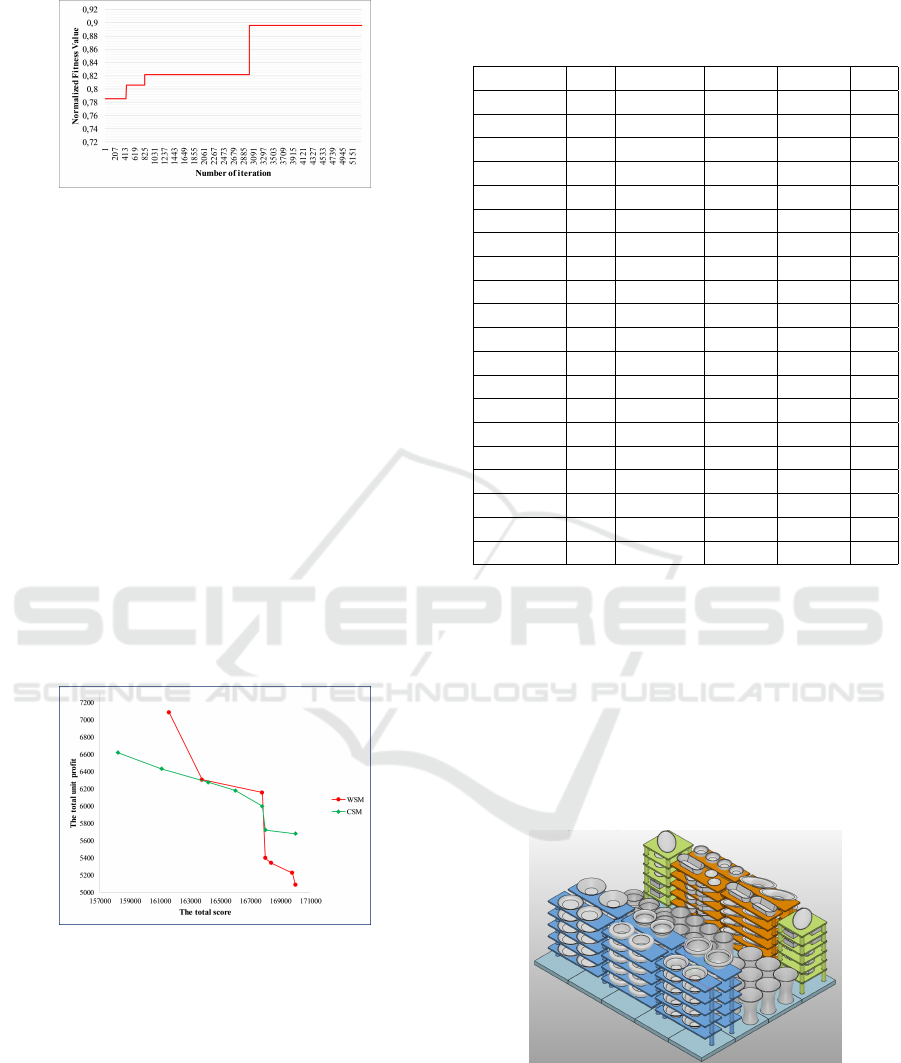
Figure 4: The convergence graph.
5.2 Results and Discussion
Utilising the aforementioned parameters, the perfor-
mance of the proposed multi-objective algorithm is
analysed and tested. The reference points employed
in CSM integrated with the GA are computed us-
ing the ideal points and nadir points of each objec-
tive. For the computation of the reference points,
a convex combination technique (Kim and Kim,
2006) is utilised to ensure well-distributed reference
points (Deliktas¸ and Ustun, 2023). Hence, differ-
ent reference point combinations are employed in this
study to compare the performance of each scalarisa-
tion method. Additionally, this study considers nine
different combinations of objective weights: [w
1
=
0.1;w
2
= 0.9], [w
1
= 0.2;w
2
= 0.8], [w
1
= 0.3;w
2
=
0.7], [w
1
= 0.4; w
2
= 0.6], [w
1
= 0.5; w
2
= 0.5], [w
1
=
0.6;w
2
= 0.4], [w
1
= 0.7;w
2
= 0.3], [w
1
= 0.8;w
2
=
0.2], and [w
1
= 0.9; w
2
= 0.1], respectively.
Figure 5: Pareto plot of the results obtained from WSM and
CSM.
We generated plots illustrating the Pareto fronts,
representing the set of non-dominated trade-off so-
lutions attained by each method. As shown in Fig-
ure 5, the GA with WSM mostly produces better re-
sults when compared to the GA with CSM.
The best solution obtained from the proposed
multi-objective algorithm is presented in Table 2.
Based on this table, a total of 185 tableware items
from 20 different products have been assigned to the
racks on the pallet. The occupancy rate of the kiln
pallet is 100%. The total objective value for the as-
Table 2: An illustration of the products assigned to the racks
on the pallet and the amount of assigned products according
to the result obtained from the best solution.
Products SR SR (TS) 6LRR 5LRR FR
P
1
— — 10 — —
P
5
— — 10 — —
P
16
— — 10 — —
P
19
— — 3 — —
P
21
— — — 10 —
P
24
— — — 10 —
P
31
— — — 10 —
P
36
— — — 10 —
P
38
— — — 10 —
P
45
— — — 10 —
P
48
— 2 — — —
P
58
— — — — 10
P
60
— — — — 10
P
94
— — — — 10
P
112
10 — — — —
P
125
10 — — — —
P
126
10 — — — —
P
158
— — 10 — —
P
159
— — 10 — —
P
164
— — 10 — —
SR: Square rack,
SR(TS): Square rack (top-side),
6LRR: Six-layer rectangular rack,
5LRR: Five-layer rectangular rack,
FR: Floor rack.
signed items on this pallet is 164,000, while the total
unit profit objective value is 5205.5. Table 2 provides
information about each product assigned to each rack
and the order quantity of each product. According to
the results in Table 2, a sample visual of the fully oc-
cupied kiln pallet in Figure 6 was illustrated.
Figure 6: An illustration of the ceramic kiln loading ac-
cording to the best solution based on the proposed multi-
objective algorithm.
The conceptual design and enhancement of a De-
cision Support System (DSS) for strategic planning
are crucial for overseeing operational activities within
a ceramic industry system. Figure 7 illustrates the ap-
Optimisation of Ceramic Kiln Loading Problem Using Multi-Objective Genetic Algorithm
253

plication of the proposed DSS through a real-world
problem within the ceramic industry.
Figure 7: Screenshots of the decision support system.
6 CONCLUSIONS
This study investigated the Ceramic Kiln Loading
Problem. Given the NP-hardness of the proposed
model, we proposed a multi-objective genetic algo-
rithm approach to load the pallet, aiming to max-
imise both total score and total unit profit simulta-
neously. We developed simple DSS software based
on the multi-objective GA approach to obtain prompt
and high-quality solutions to problems. Furthermore,
we utilised an irace method to fine-tune the parame-
ters of the GA.
There are numerous avenues for future research.
Various heuristic or metaheuristic approaches, includ-
ing ant colony optimisation, genetic algorithms, simu-
lated annealing, and tabu search, can be applied to this
model. Enhancements could be made by incorporat-
ing multi-objective considerations into the research.
Additionally, future studies may explore the inclusion
of multiple-kiln pallets.
ACKNOWLEDGEMENTS
This work was supported by the Scientific and Tech-
nological Research Council of Turkey (T
¨
UB
˙
ITAK)
under the BIDEB 2209-B Industry Oriented Research
Project Support Programme for Undergraduate Stu-
dents with grant number 1139B412102110.
7 CRediT AUTHORSHIP
CONTRIBUTION STATEMENT
Derya Deliktas¸: Conceptualization, Methodology,
Software, Validation, Formal analysis, Investigation,
Writing - Original draft, Reviewing and Editing,
Project administration, Visualization. Ays¸e Kaygısız:
Data acquisition, Validation, Visualization.
REFERENCES
Birattari, M., Yuan, Z., Balaprakash, P., and St
¨
utzle, T.
(2010). F-Race and iterated F-Race: An overview.
Experimental methods for the analysis of optimization
algorithms, pages 311–336.
Chen, C.-S., Lee, S.-M., and Shen, Q. (1995). An analytical
model for the container loading problem. European
Journal of operational research, 80(1):68–76.
Deliktas¸, D. (2022). Self-adaptive memetic algorithms
for multi-objective single machine learning-effect
scheduling problems with release times. Flexible Ser-
vices and Manufacturing Journal, 34(3):748–784.
Deliktas¸, D.,
¨
Ozcan, E., Ustun, O., and Torkul, O. (2021).
Evolutionary algorithms for multi-objective flexible
job shop cell scheduling. Applied Soft Computing,
113:107890.
Deliktas¸, D. and Ustun, O. (2023). Multi-objective genetic
algorithm based on the fuzzy multimoora method for
solving the cardinality constrained portfolio optimiza-
tion. Applied Intelligence, 53(12):14717–14743.
Dereli, T. and Sena Das, G. (2010). A hybrid simu-
lated annealing algorithm for solving multi-objective
container-loading problems. Applied Artificial Intelli-
gence, 24(5):463–486.
Dyckhoff, H. (1990). A typology of cutting and packing
problems. European journal of operational research,
44(2):145–159.
Gasimov, R. N. (2001). Characterization of the benson
proper efficiency and scalarization in nonconvex vec-
tor optimization. In Multiple criteria decision making
in the new millennium, pages 189–198. Springer.
Hodgson, T. J. (1982). A combined approach to the pallet
loading problem. IIE Transactions, 14(3):175–182.
Holland, J. H. (1973). Genetic algorithms and the opti-
mal allocation of trials. SIAM journal on computing,
2(2):88–105.
Junqueira, L., Morabito, R., and Yamashita, D. S. (2012).
Three-dimensional container loading models with
cargo stability and load bearing constraints. Comput-
ers & Operations Research, 39(1):74–85.
Kasimbeyli, R. (2013). A conic scalarization method in
multi-objective optimization. Journal of Global Op-
timization, 56(2):279–297.
Kim, J. and Kim, S.-K. (2006). A chim-based interac-
tive tchebycheff procedure for multiple objective de-
cision making. Computers & Operations Research,
33(6):1557–1574.
Lim, A., Ma, H., Xu, J., and Zhang, X. (2012). An iterated
construction approach with dynamic prioritization for
solving the container loading problems. Expert Sys-
tems with Applications, 39(4):4292–4305.
Liu, J., Smith, A. E., and Qian, D. (2016). The vehicle
loading problem with a heterogeneous transport fleet.
Computers & Industrial Engineering, 97:137–145.
L
´
opez-Ib
´
a
˜
nez, M., Dubois-Lacoste, J., C
´
aceres, L. P., Bi-
rattari, M., and St
¨
utzle, T. (2016). The irace package:
Iterated racing for automatic algorithm configuration.
Operations Research Perspectives, 3:43–58.
ICSOFT 2024 - 19th International Conference on Software Technologies
254

Marler, R. T. and Arora, J. S. (2005). Function-
transformation methods for multi-objective optimiza-
tion. Engineering Optimization, 37(6):551–570.
Miettinen, K. (2012). Nonlinear multiobjective optimiza-
tion, volume 12. Springer Science & Business Media.
¨
Ozdemir, D., Deliktas¸, D., and Ermutaf, E. G. (2022).
A decision support system for multi-objective porce-
lain container loading problem based on genetic algo-
rithm. Academic Platform Journal of Engineering and
Smart Systems, 10(2):78–85.
Panchal, G. and Panchal, D. (2015). Solving np hard prob-
lems using genetic algorithm. Transportation, 106:6–
2.
Paquay, C., Schyns, M., and Limbourg, S. (2016). A
mixed integer programming formulation for the three-
dimensional bin packing problem deriving from an air
cargo application. International Transactions in Op-
erational Research, 23(1-2):187–213.
Ramos, A. G., Silva, E., and Oliveira, J. F. (2018). A new
load balance methodology for container loading prob-
lem in road transportation. European Journal of Op-
erational Research, 266(3):1140–1152.
Rom
˜
ao, O. C., dos Santos, A. G., and Arroyo, J. E. C.
(2012). A two phase hybrid method to support 2d
and 3d vehicle loading. In 2012 12th International
Conference on Intelligent Systems Design and Appli-
cations (ISDA), pages 320–325. IEEE.
Ruiz, R., Maroto, C., and Alcaraz, J. (2006). Two new ro-
bust genetic algorithms for the flowshop scheduling
problem. Omega, 34(5):461–476.
Sheng, L., Hongxia, Z., Xisong, D., and Changjian, C.
(2016). A heuristic algorithm for container loading
of pallets with infill boxes. European Journal of Op-
erational Research, 252(3):728–736.
Silva, E., Oliveira, J. F., and W
¨
ascher, G. (2016). The
pallet loading problem: a review of solution methods
and computational experiments. International Trans-
actions in Operational Research, 23(1-2):147–172.
Terno, J., Scheithauer, G., Sommerweiß, U., and Riehme,
J. (2000). An efficient approach for the multi-pallet
loading problem. European Journal of Operational
Research, 123(2):372–381.
Tian, T., Zhu, W., Lim, A., and Wei, L. (2016). The multiple
container loading problem with preference. European
Journal of Operational Research, 248(1):84–94.
Toffolo, T. A., Esprit, E., Wauters, T., and Berghe, G. V.
(2017). A two-dimensional heuristic decomposition
approach to a three-dimensional multiple container
loading problem. European Journal of Operational
Research, 257(2):526–538.
V
´
elez-Gallego, M. C., Teran-Somohano, A., and Smith,
A. E. (2020). Minimizing late deliveries in a truck
loading problem. European Journal of Operational
Research, 286(3):919–928.
W
¨
ascher, G., Haußner, H., and Schumann, H. (2007).
An improved typology of cutting and packing prob-
lems. European journal of operational research,
183(3):1109–1130.
Wu, Y., Li, W., Goh, M., and De Souza, R. (2010). Three-
dimensional bin packing problem with variable bin
height. European journal of operational research,
202(2):347–355.
Young-Gun, G. and Kang, M.-K. (2001). A fast algorithm
for two-dimensional pallet loading problems of large
size. European Journal of Operational Research,
134(1):193–202.
Y
¨
uceer,
¨
U. and
¨
Ozakc¸a, A. (2010). A truck load-
ing problem. Computers & Industrial Engineering,
58(4):766–773.
Zhang, D.-F., Peng, Y., Zhu, W.-X., and Chen, H.-W.
(2009). A hybrid simulated annealing algorithm
for the three-dimensional packing problem. Chinese
Journal of Computers, 32(11):2147–2156.
Zheng, J.-N., Chien, C.-F., and Gen, M. (2015). Multi-
objective multi-population biased random-key genetic
algorithm for the 3-d container loading problem.
Computers & Industrial Engineering, 89:80–87.
Zhou, Q. and Liu, X. (2017). A swarm optimization al-
gorithm for practical container loading problem. In
IECON 2017-43rd Annual Conference of the IEEE In-
dustrial Electronics Society, pages 5690–5695. IEEE.
Optimisation of Ceramic Kiln Loading Problem Using Multi-Objective Genetic Algorithm
255
APPENDIX
Table 3: Dataset of real-life ceramic kiln loading problem.
i\ j
R
1
R
2
R
3
R
4
R
5
Unit
profit
SR
SR
(TS)
6LRR 5LRR FR
P
1
I ( 2 ) II ( 2 ) 86.97
P
2
I ( 2 ) II ( 2 ) 47.25
P
3
I ( 2 ) II ( 2 ) 24.45
P
4
I ( 2 ) II ( 2 ) 15.75
P
5
I ( 2 ) II ( 2 ) 37.1
P
6
I ( 2 ) II ( 2 ) 25.22
P
7
I ( 2 ) II ( 2 ) 42.89
P
8
I ( 2 ) II ( 2 ) 5.31
P
9
I ( 2 ) II ( 2 ) 5
P
10
I ( 2 ) II ( 2 ) 3.84
P
11
I ( 2 ) II ( 2 ) 6.62
P
12
I ( 2 ) II ( 2 ) 6.62
P
13
I ( 2 ) II ( 2 ) 5.21
P
14
I ( 2 ) II ( 2 ) 6.62
P
15
I ( 2 ) II ( 2 ) 11.82
P
16
I ( 2 ) II ( 2 ) 7.41
P
17
I ( 2 ) II ( 2 ) 9.45
P
18
I ( 2 ) II ( 2 ) 15.75
P
19
I ( 2 ) II ( 2 ) 23.63
P
20
I ( 2 ) 3.84
P
21
I ( 2 ) 6.62
P
22
I ( 2 ) 5.21
P
23
I ( 2 ) 6.62
P
24
I ( 2 ) 23.63
P
25
I ( 2 ) 6.32
P
26
I ( 2 ) 5.85
P
27
I ( 2 ) 7.52
P
28
I ( 2 ) 17.18
P
29
I ( 2 ) 13.7
P
30
I ( 2 ) 9
P
31
I ( 2 ) 29.78
P
32
I ( 2 ) 22.94
P
33
I ( 2 ) 15.41
P
34
II ( 2 ) I ( 2 ) 24.95
P
35
II ( 2 ) I ( 2 ) 15.41
P
36
II ( 2 ) I ( 2 ) 23.9
P
37
I ( 1 ) 23.9
P
38
II ( 2 ) I ( 2 ) 37.86
P
39
II ( 2 ) I ( 2 ) 42.24
P
40
II ( 2 ) I ( 2 ) 6.93
P
41
II ( 2 ) I ( 2 ) 5.09
P
42
II ( 2 ) I ( 2 ) 3.66
P
43
II ( 2 ) I ( 2 ) 5.06
P
44
II ( 2 ) I ( 2 ) 6.27
P
45
II ( 2 ) I ( 2 ) 7.49
Table 3: Dataset of real-life ceramic kiln loading problem
(cont.).
i\ j
R
1
R
2
R
3
R
4
R
5
Unit
profit
SR
SR
(TS)
6LRR 5LRR FR
P
46
II ( 2 ) I ( 2 ) 7.83
P
47
I ( 1 ) 8.85
P
48
I ( 1 ) 11.61
P
49
I ( 1 ) 20.76
P
50
I ( 1 ) 31.01
P
51
I ( 1 ) 7.07
P
52
I ( 30 ) 13.26
P
53
I ( 30 ) 20.91
P
54
I ( 30 ) 10.95
P
55
I ( 30 ) 10.95
P
56
I ( 30 ) 23.06
P
57
I ( 30 ) 17.04
P
58
I ( 30 ) 16.25
P
59
I ( 30 ) 29.07
P
60
I ( 30 ) 39.95
P
61
I ( 30 ) 53.79
P
62
I ( 30 ) 58.32
P
63
I ( 30 ) 5.81
P
64
I ( 30 ) 4.43
P
65
I ( 30 ) 6.62
P
66
I ( 30 ) 6.62
P
67
I ( 30 ) 6.62
P
68
I ( 30 ) 25.19
P
69
I ( 30 ) 7.41
P
70
I ( 30 ) 30.02
P
71
I ( 30 ) 5.81
P
72
I ( 30 ) 4.02
P
73
I ( 30 ) 5.58
P
74
I ( 30 ) 4.02
P
75
I ( 30 ) 9.32
P
76
I ( 30 ) 5.55
P
77
I ( 30 ) 14.93
P
78
I ( 30 ) 7.85
P
79
I ( 30 ) 8.6
P
80
I ( 30 ) 10.35
P
81
I ( 30 ) 12.81
P
82
I ( 30 ) 22.86
P
83
I ( 30 ) 7.13
P
84
I ( 30 ) 7.83
P
85
I ( 30 ) 8.85
P
86
I ( 30 ) 10.11
P
87
I ( 30 ) 36.68
P
88
I ( 30 ) 7.5
P
89
I ( 30 ) 5.76
P
90
I ( 30 ) 2.6
ICSOFT 2024 - 19th International Conference on Software Technologies
256
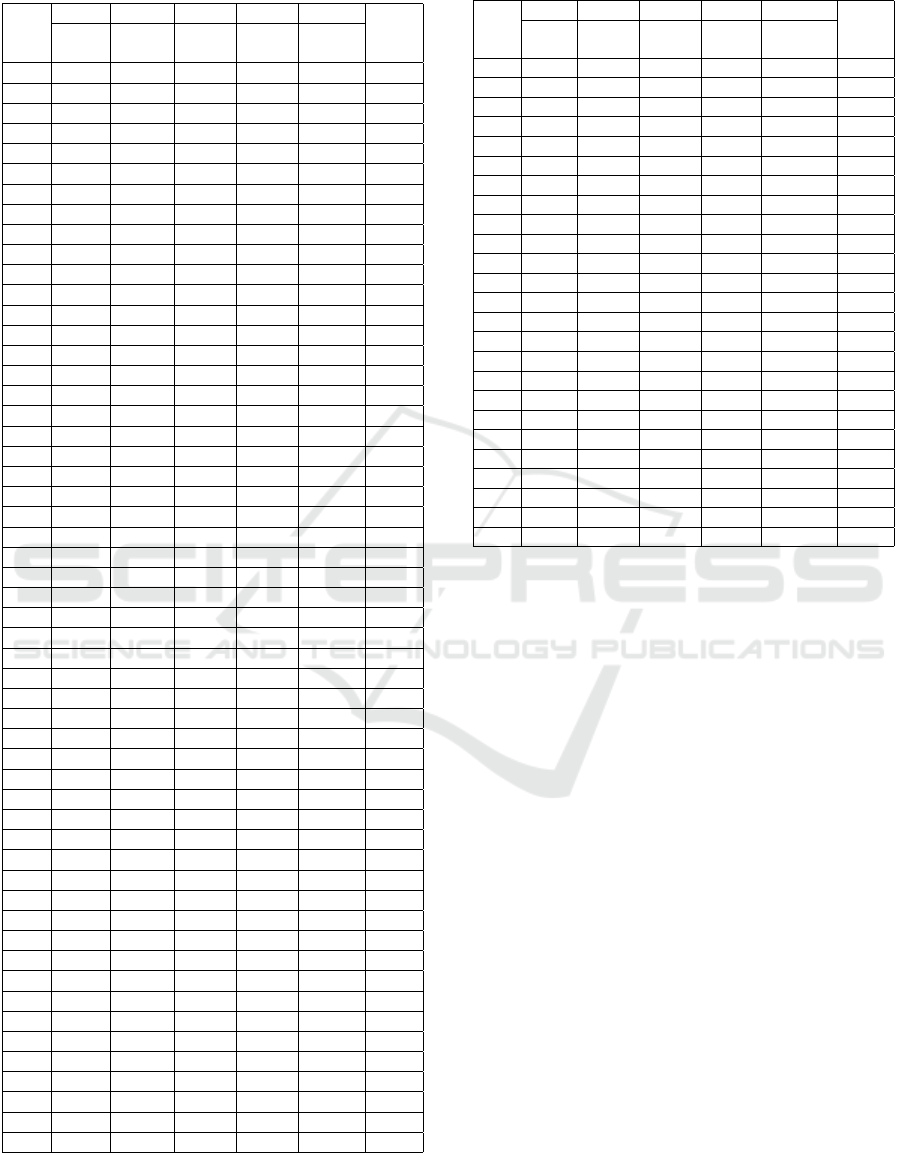
Table 3: Dataset of real-life ceramic kiln loading problem
(cont.).
i\ j
R
1
R
2
R
3
R
4
R
5
Unit
profit
SR
SR
(TS)
6LRR 5LRR FR
P
91
I ( 30 ) 5.76
P
92
I ( 30 ) 5.76
P
93
I ( 30 ) 3.84
P
94
I ( 30 ) 6.05
P
95
I ( 30 ) 9.42
P
96
I ( 30 ) 11.4
P
97
I ( 30 ) 10.83
P
98
I ( 30 ) 6.32
P
99
I ( 30 ) 11.93
P
100
I ( 30 ) 8.57
P
101
I ( 30 ) 9.42
P
102
I ( 30 ) 5.49
P
103
I ( 30 ) 5.49
P
104
I ( 30 ) 2.97
P
105
I ( 3 ) II ( 3 ) 10.37
P
106
I ( 3 ) II ( 3 ) 11.4
P
107
I ( 3 ) II ( 3 ) 10.37
P
108
I ( 3 ) II ( 3 ) 11.4
P
109
I ( 3 ) II ( 3 ) 6.65
P
110
I ( 3 ) II ( 3 ) 10.37
P
111
I ( 3 ) II ( 3 ) 8.46
P
112
I ( 3 ) II ( 3 ) 8.57
P
113
I ( 3 ) II ( 3 ) 5.49
P
114
I ( 3 ) II ( 3 ) 9.42
P
115
I ( 3 ) II ( 3 ) 6.05
P
116
I ( 3 ) II ( 3 ) 6.05
P
117
I ( 3 ) II ( 3 ) 11.4
P
118
I ( 3 ) II ( 3 ) 13.19
P
119
I ( 3 ) II ( 3 ) 7.7
P
120
I ( 3 ) II ( 3 ) 7.68
P
121
I ( 3 ) II ( 3 ) 11.15
P
122
I ( 3 ) II ( 3 ) 10.35
P
123
I ( 3 ) II ( 3 ) 11.04
P
124
I ( 3 ) II ( 3 ) 45.09
P
125
I ( 3 ) II ( 3 ) 51.8
P
126
I ( 3 ) II ( 3 ) 95.55
P
127
I ( 2 ) II ( 2 ) 19.62
P
128
I ( 2 ) II ( 2 ) 27.32
P
129
I ( 2 ) II ( 2 ) 24.23
P
130
I ( 2 ) II ( 2 ) 34.05
P
131
I ( 2 ) II ( 2 ) 14.39
P
132
I ( 2 ) II ( 2 ) 32.58
P
133
I ( 2 ) II ( 2 ) 90.21
P
134
I ( 2 ) II ( 2 ) 50.43
P
135
I ( 2 ) II ( 2 ) 22.92
P
136
I ( 2 ) II ( 2 ) 27.32
P
137
I ( 2 ) II ( 2 ) 42.06
P
138
I ( 2 ) II ( 2 ) 45.86
P
139
I ( 2 ) II ( 2 ) 17.42
P
140
I ( 1 ) II ( 1 ) 20.84
P
141
I ( 1 ) II ( 1 ) 41.67
P
142
I ( 1 ) II ( 1 ) 11.82
P
143
I ( 1 ) II ( 1 ) 23.63
P
144
I ( 1 ) II ( 1 ) 18.48
Table 3: Dataset of real-life ceramic kiln loading problem
(cont.).
i\ j
R
1
R
2
R
3
R
4
R
5
Unit
profit
SR
SR
(TS)
6LRR 5LRR FR
P
145
I ( 1 ) II ( 1 ) 57.95
P
146
I ( 1 ) II ( 1 ) 15.63
P
147
I ( 1 ) II ( 1 ) 19.14
P
148
I ( 1 ) II ( 1 ) 50.97
P
149
I ( 1 ) II ( 1 ) 68.15
P
150
I ( 1 ) II ( 1 ) 7.22
P
151
I ( 1 ) II ( 1 ) 5.21
P
152
I ( 1 ) II ( 5 ) 5.21
P
153
I ( 1 ) II ( 5 ) 7.41
P
154
I ( 1 ) II ( 5 ) 9.53
P
155
I ( 1 ) II ( 5 ) 22.83
P
156
I ( 1 ) II ( 5 ) 15.03
P
157
I ( 1 ) II ( 5 ) 46.86
P
158
I ( 3 ) II ( 4 ) III ( 30 ) 20.58
P
159
I ( 3 ) II ( 4 ) III ( 30 ) 5.21
P
160
I ( 3 ) II ( 4 ) III ( 30 ) 15.75
P
161
I ( 3 ) II ( 4 ) III ( 30 ) 7.41
P
162
I ( 3 ) II ( 4 ) III ( 30 ) 5.21
P
163
I ( 3 ) II ( 4 ) III ( 30 ) 8.15
P
164
I ( 3 ) II ( 4 ) III ( 30 ) 6.48
P
165
I ( 3 ) II ( 4 ) III ( 30 ) 5.9
P
166
I ( 3 ) II ( 4 ) III ( 30 ) 7.41
P
167
I ( 3 ) II ( 4 ) III ( 30 ) 15.75
P
168
I ( 3 ) II ( 4 ) III ( 30 ) 7.41
P
169
I ( 3 ) II ( 4 ) III ( 30 ) 5.21
SR: Square rack,
SR(TS): Square rack (top-side),
6LRR: Six-layer rectangular rack,
5LRR: Five-layer rectangular rack,
FR: Floor rack.
Optimisation of Ceramic Kiln Loading Problem Using Multi-Objective Genetic Algorithm
257
