
Anomaly Detection in Industrial Production Products Using OPC-UA
and Deep Learning
Henry O. Velesaca
1,2
, Dom
´
enica Carrasco
1
, Dario Carpio
1
, Juan A. Holgado-Terriza
2
,
Jose M. Gutierrez-Guerrero
3
, Tonny Toscano
1
and Angel D. Sappa
1,4
1
ESPOL Polytechnic University, Escuela Superior Polit
´
ecnica del Litoral, ESPOL, Campus Gustavo Galindo Km. 30.5 V
´
ıa
Perimetral, P.O. Box 09-01-5863, Guayaquil, Ecuador
2
Software Engineering Department, University of Granada, 18014, Granada, Spain
3
Abbott Laboratories, 18004, Granada, Spain
4
Computer Vision Center, 08193-Bellaterra, Barcelona, Spain
Keywords:
Anomaly Detection, Industry 4.0, Deep Learning, OPC-UA, YOLO v8.
Abstract:
In the realm of industrial manufacturing, detecting defects in products is critical for maintaining quality. Tra-
ditional methods relying on human inspection are often error-prone and time-consuming. However, advance-
ments in automation and computer vision have led to smarter industrial control systems. This paper explores a
novel approach to identifying defects in industrial processes by integrating OPC-UA and YOLO v8. OPC-UA
provides a secure communication standard, enabling seamless data exchange between devices, while YOLO
v8 provides accurate object detection. By combining these technologies, manufacturers can monitor produc-
tion lines in near real-time, analyze defects promptly, and take corrective actions. As a result, product quality
and operational efficiency are improved. A case study involving tinplate lid defect detection demonstrates
the effectiveness of the proposed approach. The system architecture, including PLC integration, image ac-
quisition, and YOLO v8 implementation, is detailed, followed by the performance evaluation of the OPC-UA
server and YOLO v8 model integration. Results indicate efficient communication with low Round Trip Times
and End-to-End delay, highlighting the potential of this approach for defect detection. The code is available
at GitHub: https://github.com/hvelesaca/OPC-UA-YOLOv8-Lid-Anomaly-Detection, facilitating further re-
search.
1 INTRODUCTION
In the highly competitive landscape of industrial man-
ufacturing, the timely detection and correction of
defects in products are critical to maintaining high
standards of quality and operational efficiency (e.g.,
(Huang et al., 2017), (Monteiro et al., 2019)). Tra-
ditionally, this process has relied heavily on human
inspection, which can be error-prone and limited in
terms of speed and accuracy (Montgomery, 2019).
However, with advancements in automation technol-
ogy and computer vision, it has become possible
to implement smarter and more effective industrial
control systems ((Verkhivker et al., 2020), (Dey and
Agrawal, 2016)).
In recent years, advances in industrial communi-
cation protocols have transformed the way quality as-
sessments are performed in smart factories. These
protocols enable smooth data exchange and commu-
nication among various elements of the manufactur-
ing process, such as sensors, machinery, and quality
control systems (Zheng et al., 2018). By harnessing
these protocols, manufacturers can monitor produc-
tion processes in real-time, analyze them for potential
defects or anomalies, and swiftly implement correc-
tive measures to uphold product quality and regula-
tory standards (Li et al., 2018).
This article focuses on exploring an innova-
tive methodology for identifying defects in indus-
trial manufacturing, leveraging two key technolo-
gies: OPC-UA (Foundation, 2023) (Open Platform
Communications Unified Architecture) and YOLO v8
(Jocher et al., 2023) (You Only Look Once version
8). OPC-UA offers a robust and secure communica-
tion standard that facilitates interoperability between
different devices and systems in the industrial envi-
ronment. On the other hand, YOLO v8 is a cutting-
edge object detection model in the field of computer
Velesaca, H., Carrasco, D., Carpio, D., Holgado-Terriza, J., Gutierrez-Guerrero, J., Toscano, T. and Sappa, A.
Anomaly Detection in Industrial Production Products Using OPC-UA and Deep Learning.
DOI: 10.5220/0012812600003756
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 13th International Conference on Data Science, Technology and Applications (DATA 2024), pages 505-512
ISBN: 978-989-758-707-8; ISSN: 2184-285X
Proceedings Copyright © 2024 by SCITEPRESS – Science and Technology Publications, Lda.
505

vision, known for its speed and accuracy in identify-
ing objects in images and videos.
In this context, we will explore how the integra-
tion of OPC-UA and YOLO v8 into industrial control
systems can significantly improve the ability to detect
and classify defects in real-time, enabling a faster and
more efficient response to any anomalies in the manu-
facturing process. In addition, this work will examine
case studies and practical applications that illustrate
the benefits and potential limitations of this method-
ology, as well as future opportunities for its develop-
ment and widespread adoption in the industry.
To address this work in detail, the manuscript is
organized as follows. Section 2 introduces some re-
lated works on the use of OPC-UA, image identifica-
tion, and the use of deep learning techniques within
industrial processes. Section 3 presents the proposed
approach to carry out the integration of OPC-UA and
deep learning techniques. Then, section 4 shows the
experimental results taking as reference a case study
for the detection of anomalies in tinplate lids. Finally,
conclusions are presented in Section 5.
2 BACKGROUND
As described previously, this paper presents an ap-
proach showing the integration of industrial control
systems using OPC-UA and deep learning techniques
as key elements. This section summarizes some of
the most relevant techniques related to the topic of
this work.
2.1 OPC-UA Overview
OPC-UA (Open Platform Communications Unified
Architecture) is a communication standard widely
used in industrial environments to facilitate interoper-
ability between different devices, systems, and soft-
ware platforms. Designed to address connectivity
challenges in modern industrial environments, OPC-
UA provides a robust and secure platform for near
real-time data exchange and heterogeneous system in-
tegration.
However, OPC-UA is not only a communication
protocol, but also allows other tasks to be carried
out, such as, for example, providing a specification
for Alarms (OPC-UA Part 9: Alarms and Conditions)
which is a specific part of the OPC-UA standard that
focuses on alarm and condition management in indus-
trial environments. This standard specifies the guide-
lines for modeling, triggering, managing, and moni-
toring alarms and conditions in automation and con-
trol systems. It also includes a part (OPC-UA Part 11:
Historical Access) which focuses on accessing and
retrieving historical data stored on OPC-UA servers.
This enables client applications to use historical in-
formation for analysis, reporting, trending, and other
applications in industrial environments.
The study presented by (Georgi Martinov, 2017)
demonstrates the use of the OPC-UA protocol for
monitoring equipment with different kinematics. It
highlights data acquisition from a CNC system, in-
cluding motor positions, linear encoder readings,
and electroautomatic device signals. The implemen-
tation does not require a separate adapter for the
OPC server. Additionally, OPC-UA enables effi-
cient client-side data retrieval through the ”Publisher-
Subscriber” model, allowing modifications to the
kinematic schema. However, challenges may arise
from network connectivity issues and the availabil-
ity of OPC-UA servers in unreliable network environ-
ments.
Furthermore, (Nedeljkovic and Jakovljevic, 2020)
addressed an issue in a manufacturing cycle using
a ”pick and place” system controlled by an Om-
ron CP1L-EM40DT-D PLC. The problem emerges
from components frequently entering the system in-
correctly positioned. To resolve this, communication
between the vision sensor and the handling system
was established using the OPC-UA standard. This al-
lowed the transmission of information about the parts’
orientation and signaled the sensor when the manipu-
lator was ready to receive data from the camera. Im-
plementing OPC-UA provided the advantage of eas-
ily exchanging the smart vision sensor without repro-
gramming or modifying the wiring. However, transi-
tioning from a previous OPC DA server introduced
complexities, leading to the use of OPC Expert to
adapt functionalities to the OPC-UA standard.
On the other hand, the paper presented by (Sch
¨
afer
et al., 2022) outlines an architecture for integrating
reinforcement learning (RL) into industrial environ-
ments to optimize operations and enhance decision-
making, with a key emphasis on the use of OPC-UA
for seamless and secure data exchange. The frame-
work includes real-time data collection from sensors
and IoT devices via OPC-UA, preprocessing of this
data, and training of RL models that learn optimal
strategies through continuous interaction with the en-
vironment. Once trained, these models are deployed
within the industrial control system to make real-
time decisions. The system also incorporates moni-
toring and feedback mechanisms to continuously im-
prove and retrain the models, ensuring adaptability
and scalability for various industrial applications, ul-
timately leading to more intelligent and autonomous
processes.
DATA 2024 - 13th International Conference on Data Science, Technology and Applications
506

Finally, based on object-oriented principles,
Gutierrez et al. (Gutierrez-Guerrero and Holgado-
Terriza, 2017) propose a metamodel iMMAS for
conceptualizing industrial automation systems. This
metamodel includes a concrete syntax and specific
semantics that simplify the development and deploy-
ment of manufacturing control systems. In these sys-
tems, the models can be transformed into PLC pro-
grams and OPC-UA data models.
2.2 Object Recognition
Object recognition in industrial environments has
emerged as a powerful tool to improve efficiency,
quality, and safety in a wide range of industrial ap-
plications. With the advancement of computer vision
technology and deep learning, companies are increas-
ingly leveraging the ability of machines to visually
analyze and understand their work environment. On
the other hand, object recognition in industrial envi-
ronments involves the use of machine learning algo-
rithms and models to recognize specific objects, pat-
terns, or features in images captured by cameras or
vision devices. These systems can detect product de-
fects, monitor equipment performance, perform qual-
ity inspections, and more.
For example, the paper by (Dominguez et al.,
2006) addresses the complexities of object recogni-
tion and inspection in challenging industrial environ-
ments. They use advanced computer vision tech-
niques, particularly the YOLO v8 convolutional neu-
ral network, to enhance object detection and clas-
sification in real-time. YOLO v8’s capabilities en-
able fast and accurate detection even under adverse
conditions, improving industrial inspection processes.
However, challenges such as the need for diverse
training datasets, adaptation to varying environmen-
tal conditions, and computational resource require-
ments may hinder successful implementation. Ad-
ditionally, expertise in parameter fine-tuning is cru-
cial for achieving optimal results in practical indus-
trial settings.
On the other hand, the paper by (Rocha et al.,
2014) introduces a cascade system designed for ob-
ject recognition and pose estimation in industrial set-
tings. This system comprises several stages, starting
with object detection using deep learning techniques
such as YOLO, followed by pose estimation algo-
rithms to determine object orientation. By integrat-
ing these methods, the system demonstrates robust
performance in identifying and accurately estimating
object poses, thus enhancing automation and quality
control processes in industries. However, challenges
may arise due to occlusions, lighting variations, and
complex backgrounds, potentially impacting the ac-
curacy and reliability of object recognition and pose
estimation. Moreover, the computational complexity
of the cascade system may necessitate efficient hard-
ware resources for real-time deployment in industrial
environments.
2.3 Deep Learning Within Industrial
Systems
The advancement of artificial intelligence, especially
in the field of deep learning, has opened new fron-
tiers in the optimization and automation of industrial
systems. In this context, the use of deep learning
techniques within industrial systems is gaining more
and more relevance due to its ability to process large
amounts of data, identify complex patterns, and im-
prove operational efficiency. This article explores the
impact and applications of deep neural networks in in-
dustrial environments, highlighting their potential to
improve quality, predict failures, optimize processes,
and reduce production costs.
The authors propose various deep learning tech-
niques for fault diagnosis in industrial environments,
emphasizing their ability to identify unique patterns
and ensure accurate, timely detection. Challenges in-
clude interpreting model results and integrating them
with existing monitoring systems. For example, the
work presented by (Surendran et al., 2022) highlight
the effectiveness of deep learning in analyzing large
data sets for early fault detection but notes the high
demand for training data and computational complex-
ity. On the other hand, the article presented by (Iqbal
et al., 2019) address fault detection and isolation, un-
derscoring the capability of deep learning models to
detect complex patterns but also recognizing the need
for extensive data and significant computational re-
sources. The work presented by (S
´
anchez Santalices
et al., 2023) demonstrate neural network implementa-
tion for tray anomaly detection, capable of identifying
irregular patterns for early problem detection. How-
ever, the need for representative training data and the
potential for false positives or negatives necessitate
careful model optimization and tuning.
3 PROPOSED APPROACH
This section details the different stages of the pro-
posed approach. Figure 1 shows the system architec-
ture of the proposed approach. The system architec-
ture is based on a hierarchical industrial system with
three layers: a) the control layer where the main PLC
subsystem is in charge of controlling the plant; b) the
Anomaly Detection in Industrial Production Products Using OPC-UA and Deep Learning
507
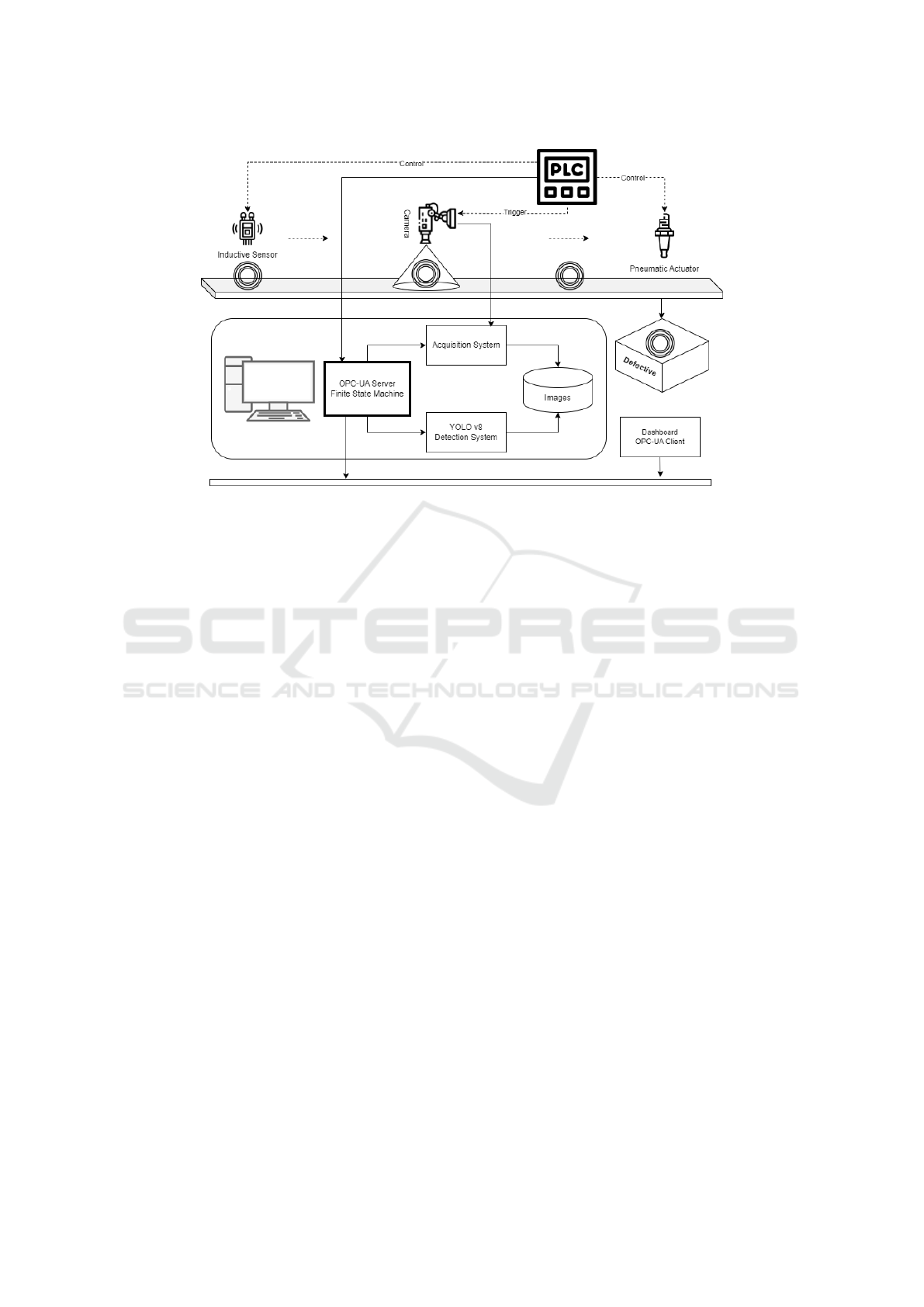
Figure 1: General outline of the proposed system architecture in this paper.
supervision layer where the main OPC-UA subsystem
is responsible for retrieving the plant status, the im-
age acquisition from the camera and the application
of anomaly detector based on a deep neural network;
and, finally, c) the visualization layer where operators
can examine the evolution of the plant using a dash-
board.
3.1 System Description
The evaluation of the proposal is based on a case
study of a tinplate lid failure detection system. For
the architecture proposed in this work, a conveyor
belt, a PLC, and an inductive sensor are used to detect
the passage of the lids. In addition, a vision system
consisting of an industrial camera with a lighting sys-
tem is used. In addition, the camera is connected to
a workstation which also allows the execution of the
OPC-UA Server and the deep neural network.
3.2 OPC-UA Server
In our proposal, the integration of an OPC-UA server
in the defect detection system in industrial processes
plays a crucial role by providing a unified and secure
interface for near real-time data collection. By lever-
aging the interoperability and security capabilities of
OPC-UA, it can ensure the integrity and reliability of
data collected from different devices and systems on
the plant floor. This integration allows for continuous
and efficient process monitoring, providing a solid ba-
sis for defect detection.
3.3 YOLO v8
The neural network selected to be used in the image
identification component of the detection subsystem
is YOLO v8 (Jocher et al., 2023). It is selected for its
efficiency and speed in detecting objects in images,
which makes it suitable for real-time applications in
industrial environments where fast responses are re-
quired. Additionally, its ability to identify multiple
objects in a single pass makes it ideal for identifying
defects in industrial products with multiple irregular-
ities. YOLO v8 also offers a deep and flexible archi-
tecture that allows easy adjustment and optimization
to adapt to different lighting conditions, viewing an-
gles, and defect types. This makes it a viable option to
address the complexity and diversity of defect detec-
tion challenges in industrial environments. Finally, it
is open source and its extensive developer community
makes it easy to implement and long-term maintain
YOLO v8-based defect detection systems.
3.4 Integration of OPC-UA Server and
YOLO v8
Combining the OPC-UA server with advanced defect
detection algorithms, such as YOLO v8, the system’s
ability to identify and classify defects in near-real-
time can significantly be improved. By using accurate
and timely data provided by the OPC-UA server, de-
tection algorithms can be effectively trained and tuned
to recognize a wide range of defects with high accu-
racy. The integration of these technologies offers a
DATA 2024 - 13th International Conference on Data Science, Technology and Applications
508
comprehensive and effective approach to improving
quality and efficiency in industrial processes. This
approach simultaneously reduces downtime and pro-
duction costs.
3.5 Metric Evaluation
For the evaluation of the proposed work, Round Trip
Time (RTT) and End-to-End delay metrics will be
calculated to establish the performance of the server.
RTT is a measure of the amount of time it takes for a
data packet to travel from the source point to the desti-
nation and then return to the source. E2E refers to the
time it takes for information to travel from its source
to its destination in a networked system. These mea-
surements are important in evaluating network perfor-
mance as it directly affect the communication speed
and responsiveness of online applications and ser-
vices. Both metrics are commonly used in computer
networks to evaluate latency or network response time
(Eckhardt and M
¨
uller, 2019).
4 CASE STUDY
This section presents the case study experimental re-
sults obtained with the proposed framework. For per-
formance evaluation of the proposed approach, RTT
and E2E measurements are used.
4.1 System Implementation
In consideration of the system architecture depicted
in Figure 1, a system implementation for the detec-
tion of manufacturing defects in tin lids within a fac-
tory is presented. As the main element, a Siemens
S7 1200 PLC is used in the control layer. Addition-
ally, a vision system consisting of an Industrial Vis-
ible Spectrum Camera is used along with a lighting
system. The system also has an Inductive Sensor used
to detect the lids on the conveyor belt. For the supervi-
sion layer, a workstation is used with an Intel Core I9
3.3GHz CPU and NVIDIA Titan XP GPU for training
and testing YOLO v8 for the identification of images.
It is responsible for acquiring the images and also for
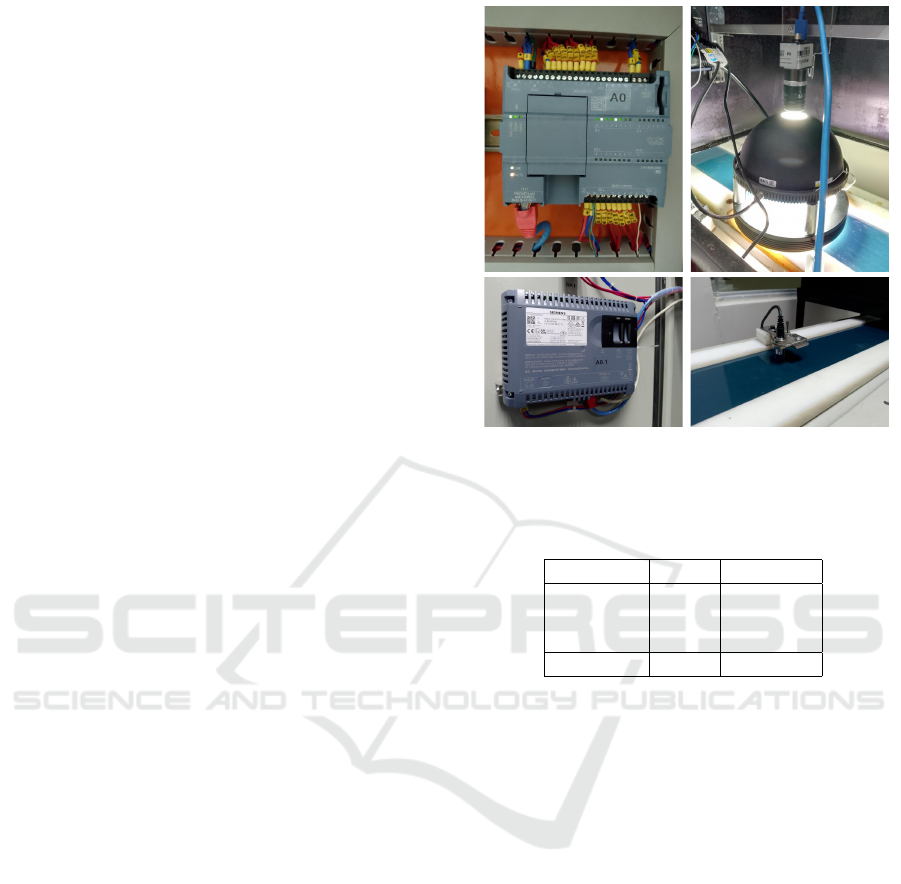
running the OPC-UA Server and YOLO v8. Figure 2
shows the main components used in the system archi-
tecture.
4.2 Image Acquisition
As a first step, the acquisition of images of tin lids in
good and defective condition is established. Among
the most common defects are scratches, dents, and
Figure 2: (top-left) Siemens S7 1200 PLC. (bottom-left)
HMI TP700 comfort. (top-right) Vision system and lighting
system. (bottom-right) Inductive Sensor.
Table 1: Distribution of data acquisition.
Task Good Defective
Training 457 588
Validation 85 112
Testing 29 36
Total 571 736
lack of rubber on the inside edge. Table 1 shows the
distribution of data used for the training, validation,
and testing stages used by YOLO v8 in a later stage.
4.3 OPC-UA Server Implementation
The next step is the implementation of the OPC-UA
server for which the design of the finite state ma-
chine (FSM) specified in Part 16 of OPC-UA has been
defined (see Figure 3). Also to create the OPC-UA
server, the behavior model has been defined based on
the FSM and using the methodology proposed by (Ve-
lesaca et al., 2024). Starting from the model created
in Figure 4 and with the help of the Free OPC-UA
Modeler (FreeOpcUa, 2 28), the OPC-UA server is
created in XML format.
After obtaining the model in XML format, the
next step is deploying the server. The language
used is Python, so to carry out the deployment of
the OPC-UA server, two files are created: Server.py
and Utils.py. The file Server.py contains the general
structure of the server and defines a class that rep-
resents OPC-UA programs, specifically implements
the methods that contain the behavior of the FSM,
Anomaly Detection in Industrial Production Products Using OPC-UA and Deep Learning
509
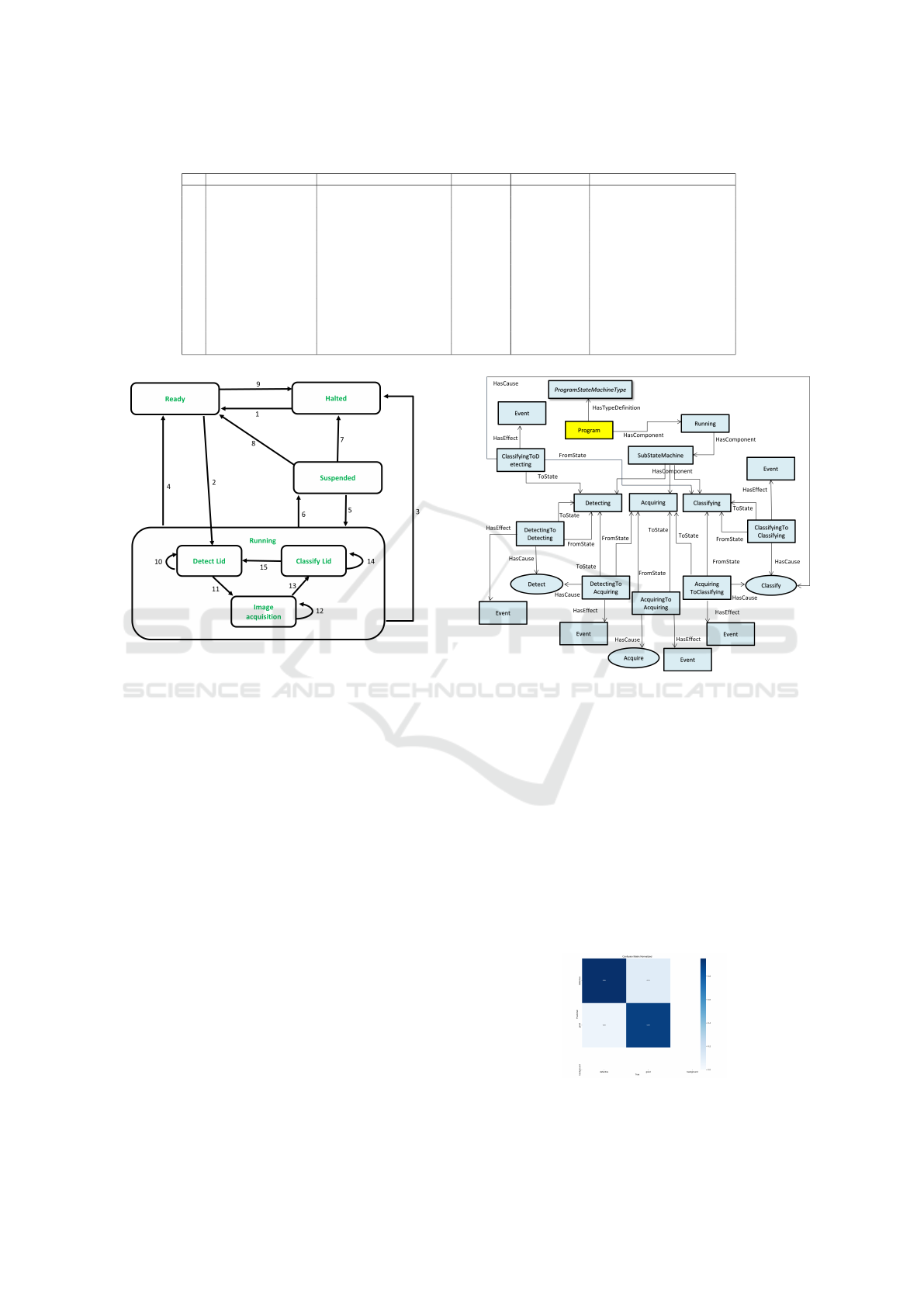
Table 2: Finite State Machine transitions of the system.
No Name Transition Cause Origin State Destination State Effect
1 HaltedToReady Reset Method Halted Ready Report Transition 1 Event/Result
2 ReadyToRunning Start Method Ready Running Report Transition 2 Event/Result
3 RunningToHalted Halt Method or Internal (Error) Running Halted Report Transition 3 Event/Result
4 RunningToReady Internal Running Ready Report Transition 4 Event/Result
5 RunningToSuspended Suspend Method Running Suspended Report Transition 5 Event/Result
6 SuspendedToRunning Resume Method Suspended Running Report Transition 6 Event/Result
7 SuspendedToHalted Halt Method Suspended Halted Report Transition 7 Event/Result
8 SuspendedToReady Internal Suspended Ready Report Transition 8 Event/Result
9 ReadyToHalted Halt Method Ready Halted Report Transition 9 Event/Result
10 DetectingToDetecting Internal Detecting Detecting Report Transition 10 Event/Result
11 DetectingToAcquiring Internal Detecting Acquiring Report Transition 11 Event/Result
12 AcquiringToAcquiring Internal Acquiring Acquiring Report Transition 12 Event/Result
13 AcquiringToClassifying Internal Acquiring Classifying Report Transition 13 Event/Result
14 ClassifyingToClassifying Internal Classifying Classifying Report Transition 14 Event/Result
15 ClassifyingToDetecting Internal Classifying Detecting Report Transition 15 Event/Result
Figure 3: Finite State Machine for defect detection system
in tinplate lids.
and uses the semantics offered by OPC-UA to vali-
date transitions between states which are defined in
the Table 2. Utils.py file contains additional functions
for server creation. The last step is the execution of
the server.
4.4 YOLO v8 Implementation
As a first step before starting the training phase, it
is decided to increase the number of examples for
training, for which the Albumentations library is used.
This library allows for data augmentation and is com-
monly used in computer vision tasks, such as training
object detection models such as YOLO v8. Albumen-
tations offers a wide range of image transformations,
such as cropping, rotations, brightness, and contrast
changes, among others. These transformations can
be applied in a random and controlled manner dur-
ing preprocessing of the training data, generating ad-
ditional instances of the original images with realistic
variations.
Figure 5 shows the execution code using con-
sole mode with YOLO v8 for the classification task.
Figure 4: Behavior model in OPC-UA notation (Velesaca
et al., 2024).
$ yolo classify train data="dataset/" \
model=yolov8m-cls.pt epochs=500 imgsz=640
Figure 5: Code executed to training data with YOLO v8.
The model ”yolov8m-cls.pt” and 500 training epochs
are used as execution parameters. After completing
the training/validation tasks, the normalized confu-
sion matrix shown in Figure 6 is obtained as a result.
Furthermore, an accuracy of 93% is obtained.
For the testing task, the code shown in Figure 8
is used. Additionally, the qualitative and quantitative
Figure 6: Normalized confusion matrix for the network
trained using YOLO v8.
DATA 2024 - 13th International Conference on Data Science, Technology and Applications
510
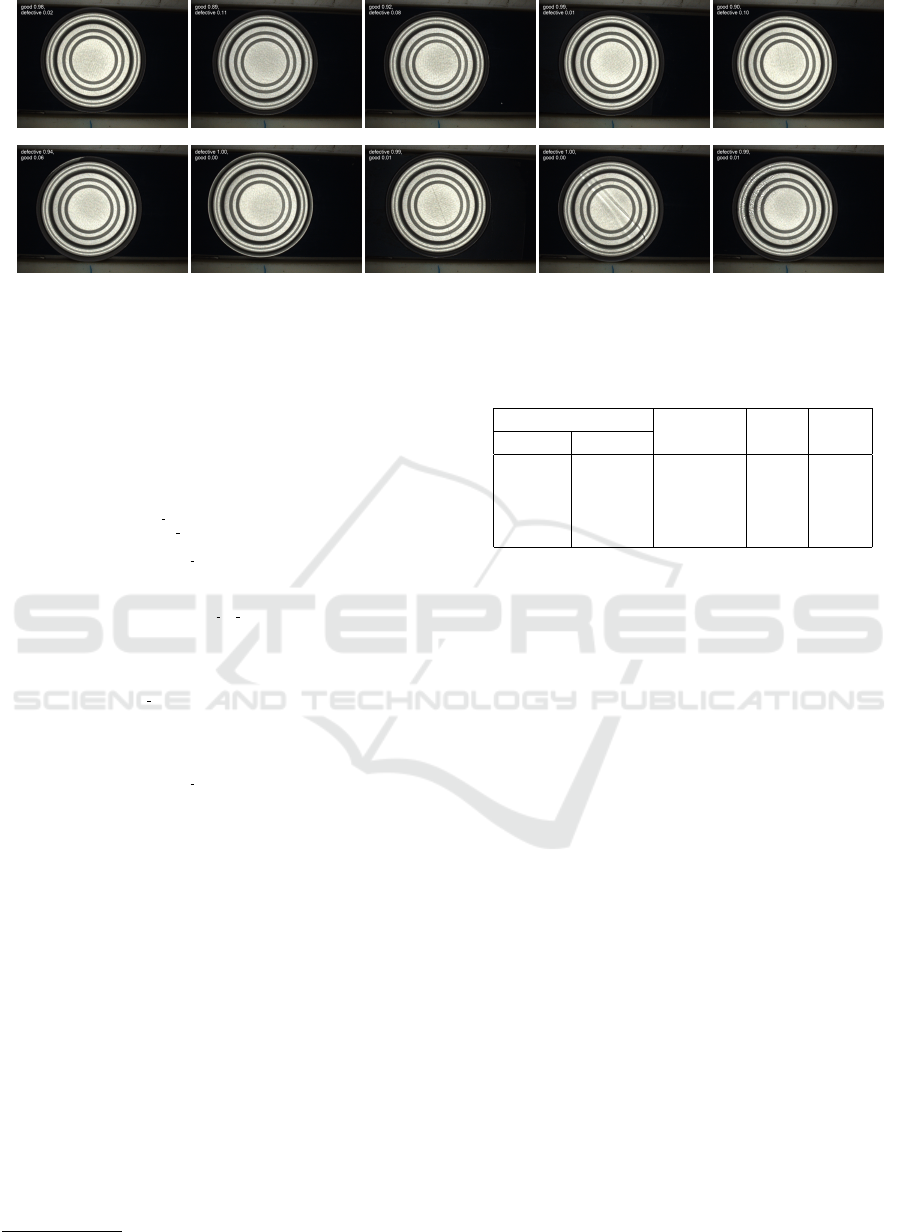
GT=Good GT=Good GT=Good GT=Good GT=Good
Defect=Missing rubber Defect=Missing rubber Defect=Interior peeling Defect=Twisted Defect=Defective paint
Figure 7: YOLO v8 prediction results. These example images are part of the testing set.
$ yolo classify predict source="test/" \
model="train/weights/best.pt"
Figure 8: Code executed to testing data with YOLO v8.
d e f ru n ( s e l f ) :
w h i l e ( Tr u e ) :
i f s e l f . s C u r I d . g e t v a l u e ( ) == s e l f . sRun . n o d e i d :
i f s e l f . s C u r I d . g e t v a l u e ( ) == s e l f . s D e t . n o d e i d :
s e l f . D e t e c t i n g ( )
e l i f s e l f . s C u r I d . g e t v a l u e ( ) == s e l f . sAcq . n o d e i d :
s e l f . A c q u i r i n g ( )
# p r e d i c t on 1 i ma g e s
r e s u l t s = m odel ( i m a g e t o p r e d i c t )
# I n d e x : d e f e c t i v e ( 0 ) , good ( 1 )
p r e d = r e s u l t s [ 0 ] . p r o b s . c p u ( ) . d e t a c h ( ) . numpy ( )
i f ( p r e d [ 0 ] > p r e d [ 1 ] ) :
d e f e c t i v e = Tr u e
a c t i v a t e a c t u a t o r ( )
p r i n t ( ” D e f e c t i v e ” )
e l s e :
d e f e c t i v e = F a l s e
p r i n t ( ”Good” )
e l i f s e l f . s C u r I d . g e t v a l u e ( ) == s e l f . s C l a s . n o d e i d :
s e l f . C l a s s i f y i n g ( )
t i m e . s l e e p ( 0 . 0 0 0 0 1 )
Figure 9: Code executed in FSM in OPC-UA server with
YOLO v8.
evaluation on a testing subset is shown in Figure 7.
4.5 Integration of OPC-UA Server and
YOLO v8
To establish communication between the PLC and the
OPC-UA server, the Snap7
1
library is used. One of
the variables configured in the PLC is a trigger signal
which captures the reading of the inductive sensor and
based on the distance from the camera determines if
it is necessary to perform a capture. Once the image
is read, it is sent to the YOLO v8 prediction system
1
https://pypi.org/project/python-snap7/
Table 3: Performance evaluation in End-to-End delay and
Round Trip Time metrics in milliseconds.
Image Size Payload E2E RTT
Width Height (kB) (ms) (ms)
1440 1080 1555200 237 275
1080 810 1166275 209 231
720 540 777450 178 189
360 270 388690 159 168
so that it can determine if the tinplate lid is defective
or good. If it is defective, the pneumatic actuator will
be activated to separate the damaged item.
The execution of the model trained in YOLO v8 is
carried out within the OPC-UA server scope, in addi-
tion, state changes are executed using the finite state
machine model. Figure 9 shows the code in the OPC-
UA server where the execution of the model trained
in YOLO v8 is carried out.
4.6 Metric Evaluation
As a last stage to evaluate the performance of the
OPC-UA server together with YOLO v8 in near real-
time two metrics are used End-to-end delay (E2E) and
Round-Trip Time (RTT). E2E refers to the time taken
for a packet to be transmitted across a network from
source to destination. It is a common term in IP net-
work monitoring and differs from RTT in that only
the path in one direction from source to destination
is measured. Additionally, 100 images are considered
for the calculation of this measure.
5 CONCLUSIONS
The article proposes a methodology to improve
anomaly detection in industrial processes by inte-
grating OPC-UA and YOLO v8. Traditional human
inspection methods are noted to be error-prone and
Anomaly Detection in Industrial Production Products Using OPC-UA and Deep Learning
511

slow, underscoring the need for more automated and
accurate solutions. The article describes in detail the
architecture of the proposed system, which includes
components such as a PLC, an industrial camera, an
OPC-UA server, and the YOLO v8 model. The in-
teraction between these components is highlighted to
achieve efficient near-real-time defect detection. Fur-
thermore, experimental results are presented, includ-
ing performance metrics such as RTT and E2E to
evaluate the system efficiency.
Finally, the combined use of OPC-UA and
YOLOv8 in industrial environments offers significant
benefits such as secure, standardized communica-
tion, and interoperability between devices, along with
near-real-time monitoring. OPC-UA enables seam-
less and protected data exchange, while YOLOv8 pro-
vides fast and accurate object classification, automat-
ing visual inspection and reducing human errors. Ad-
ditionally, OPC-UA’s capability to access and ana-
lyze historical data facilitates predictive maintenance
and process optimization, enhancing operational effi-
ciency and product quality.
ACKNOWLEDGEMENTS
This research has been partially supported by the
ESPOL project “Automatizaci
´
on del proceso de de-
tecci
´
on de fallas en piezas de hojalata usando visi
´
on
por computador” (CIDIS-004-2023), and by Univer-
sity of Granada.
REFERENCES
Dey, S. and Agrawal, M. K. (2016). Tinplate as a sustain-
able packaging material: Recent innovation and de-
velopments to remain environment friendly and cost
effective. Int. J. Res. IT Manag. Eng, 8:9–22.
Dominguez, E., Spinola, C., Luque, R. M., Palomo, E. J.,
and Munoz, J. (2006). Object recognition and inspec-
tion in difficult industrial environments. In Int. Conf.
on Industrial Technology, pages 989–993. IEEE.
Eckhardt, A. and M
¨
uller, S. (2019). Analysis of the round
trip time of opc ua and tsn based peer-to-peer commu-
nication. In Int. Conf. on Emerging Technologies and
Factory Automation (ETFA), pages 161–167. IEEE.
Foundation, O. (2023). OPC Unified Architecture. Ac-
cessed: December 2023.
FreeOpcUa (
´
ultimo acceso: 2024-02-28). FreeOpcUa Mod-
eler. https://github.com/FreeOpcUa/opcua-modeler.
Georgi Martinov, Roman Pushkov, S. E. (2017). Opc ua-
based smart manufacturing: System architecture, im-
plementation, and execution. IEEE.
Gutierrez-Guerrero, J. M. and Holgado-Terriza, J. A.
(2017). iMMAS an Industrial Meta-Model for Au-
tomation System Using OPC UA. Elektronika Ir Elek-
trotechnika, 23((3)):3–11.
Huang, H.-W., Wu, S.-J., Lu, J.-K., Shyu, Y.-T., and Wang,
C.-Y. (2017). Current status and future trends of high-
pressure processing in food industry. Food control,
72:1–8.
Iqbal, R., Maniak, T., Doctor, F., and Karyotis, C. (2019).
Fault detection and isolation in industrial processes
using deep learning approaches. Transactions on In-
dustrial Informatics, 15(5):3077–3084.
Jocher, G., Chaurasia, A., and Qiu, J. (2023). Ultralytics
yolov8.
Li, Q., Tang, Q., Chan, I., Wei, H., Pu, Y., Jiang, H., Li,
J., and Zhou, J. (2018). Smart manufacturing stan-
dardization: Architectures, reference models and stan-
dards framework. Computers in Industry, 101:91–
106.
Monteiro, C. A., Cannon, G., Lawrence, M.,
Costa Louzada, M. d., and Pereira Machado, P.
(2019). Ultra-processed foods, diet quality, and health
using the nova classification system. Rome: FAO, 48.
Montgomery, D. C. (2019). Introduction to statistical qual-
ity control. John wiley & sons.
Nedeljkovic, D. M. and Jakovljevic, Z. B. (2020). Integra-
tion of smart vision sensor into manipulator control
system using opc-ua. IEEE.
Rocha, L. F., Ferreira, M., Santos, V., and Moreira, A. P.
(2014). Object recognition and pose estimation for
industrial applications: A cascade system. Robotics
and Computer-Integrated Manufacturing, 30(6):605–
621.
S
´
anchez Santalices, J., Moya de la Torre, E. J., and Pon-
cela M
´
endez, A. V. (2023). Implementaci
´
on de una
red neuronal para la detecci
´
on de anomal
´
ıas en ban-
dejas. In Jornadas de Autom
´
atica, pages 873–878.
Universidade da Coru
˜
na. Servizo de Publicaci
´
ons.
Sch
¨
afer, G., Kozlica, R., Wegenkittl, S., and Huber, S.
(2022). An architecture for deploying reinforcement
learning in industrial environments. In Int. Conf.
on Computer Aided Systems Theory, pages 569–576.
Springer.
Surendran, R., Khalaf, O. I., and Tavera Romero, C. A.
(2022). Deep learning based intelligent industrial fault
diagnosis model. Computers, Materials & Continua,
70(3).
Velesaca, H. O., Holgado-Terriza, J. A., and Gutierrez-
Gutierrez, J. M. (2024). Optimizing Smart Factory
Operations: A Methodological Approach to Industrial
System Implementation based on OPC-UA. In Int.
Conf. of Applied Industrial Engineering, pages 1–15.
Verkhivker, Y., Altman, E. I., Dotsenko, N. V., and Mirosh-
nishenko, E. (2020). Commodity approach to materi-
als when manufacturing containers for foods. Iuniper
Online Journal Material Science, 6(3):555687.
Zheng, P., Wang, H., Sang, Z., Zhong, R. Y., Liu, Y., Liu,
C., Mubarok, K., Yu, S., and Xu, X. (2018). Smart
manufacturing systems for industry 4.0: Conceptual
framework, scenarios, and future perspectives. Fron-
tiers of Mechanical Engineering, 13:137–150.
DATA 2024 - 13th International Conference on Data Science, Technology and Applications
512
