
Forecasting the Future Development of ABCtronics: A
Comprehensive Analysis
Guoer Cao
Faculty Office of Humanities and Social Sciences, University of Nottingham Ningbo China, Ningbo, China
Keywords: Market Demand Estimation, Sales Forecasting, Analysis of Quality Control, Downtime Distribution of
Equipment, Statistical Analysis of Customer Satisfaction.
Abstract: This paper presents an in-depth case study analysis of ABCtronics, a player in the semiconductor industry,
focusing on the complexities of manufacturing processes, quality control mechanisms, and strategic decisions
necessary for maintaining competitiveness and meeting customer expectations. Key aspects of the study
include differing perspectives on downtime distribution of ion implanters, a comparative analysis of quality
control methods (specifically, batch acceptance testing and single chip testing), statistical analysis of customer
satisfaction, and market demand estimation and sales forecasting. Applying statistical methods, the paper
reveals disagreements between Mark and Stuart on equipment downtime distribution and suggests equipment
replacement to enhance efficiency. Furthermore, the paper evaluates the effectiveness of quality control
methods, highlighting the greater rigor of single chip testing in detecting defects, making it the preferred
quality control approach. Additionally, the study involves an analysis of customer perception of products,
quantifying customer satisfaction by calculating sample means, standard deviations, and confidence intervals,
and discusses the feasibility of achieving sales targets. Overall, this research provides insightful understanding
into the challenges faced by companies in the semiconductor industry and underscores the importance of
remaining competitive in a dynamic market environment.
1 INTRODUCTION
ABCtronics is a semiconductor manufacturing
company established in 1997. Initially a small-scale
operation, it has grown into a medium-scale
enterprise. The company specializes in various wafer
product lines, including mixed-signal integrated
circuits, and analog, and high-voltage circuit boards.
A significant portion of ABCtronics' business relies
on one major client, XYZsoft. The semiconductor
manufacturing industry, where ABCtronics operates,
is characterized by highly cyclical demand patterns.
The importance of studying ABCtronics lies in its
approach to quality control and the challenges it faces
in a competitive and dynamic market. The company
has adopted statistical methods for quality control,
implementing a Lot Acceptance Testing Method
(LATM) to check the quality of its IC chips.
ABCtronics is considering shifting to a new
technology, "defect-free manufacturing," which
could reduce the probability of producing a defective
chip. Additionally, there is a proposal to change the
current quality control policy from LATM to an
Individual Chip Testing Method (ICTM), which is
expected to enhance quality assurance and maintain a
strong relationship with its biggest customer,
XYZsoft. The case of ABCtronics presents an
opportunity to understand the complexities of
manufacturing processes, quality control
mechanisms, and the strategic decisions that
companies in the semiconductor industry must make
to remain competitive and meet customer
expectations. This understanding is crucial in
analyzing the company's potential to overcome its
challenges, such as cyclical market demands and the
need for technological advancements in quality
control.
2 SUPPORTING ANALYSIS
In the quantitative analysis of the case pertaining to
ABCtronics, a significant divergence is observed
between the assessments of Mark and Stuart
regarding the downtime distribution of the ion
implanter. To elucidate this discrepancy, a rigorous
Cao, G.
Forecasting the Future Development of ABCtronics: A Comprehensive Analysis.
DOI: 10.5220/0012850300004547
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 1st International Conference on Data Science and Engineering (ICDSE 2024), pages 577-581
ISBN: 978-989-758-690-3
Proceedings Copyright © 2024 by SCITEPRESS – Science and Technology Publications, Lda.
577

computation of the expected value, variance, and
probability for each proposed distribution is
undertaken (Box et al 2005). These statistical
measures are employed to distinctly delineate the
disparities between the two distribution models,
thereby facilitating a more comprehensive
understanding of the distribution characteristics.
Furthermore, the inefficiency and suboptimal
performance of the current ion implanter necessitate
the consideration of its replacement. This
recommendation is posited following an in-depth
evaluation of the implanter's operational parameters
and its impact on overall productivity. Additionally,
the manuscript critically examines the proposition put
forth by Mark regarding the implementation of a 30%
threshold to regulate the fabrication process. The beta
distribution function (BETA.DIST) is utilized to
assess the feasibility of this threshold, subsequently
substantiating the efficacy of Mark's suggestion in
enhancing process control. In the domain of quality
control methodologies, a comparative analysis is
conducted between the Lot Acceptance Testing
Method (LATM) and the Individual Chip Testing
Method (ICTM) (Montgomery 2013). While the
LATM is characterized by a higher acceptance rate, it
is posited that this may lead to excessive leniency,
increasing the risk of accepting defective chips. In
contrast, the ICTM, which entails a meticulous
examination of each chip, demonstrates a lower
acceptance probability, thereby significantly
reducing the likelihood of defective chip approval.
This analysis underscores the ICTM's enhanced
stringency and its effectiveness in quality assurance.
The study further explores customer perception
analysis, revealing through probability magnitude
examination that the majority of customers categorize
the product as "satisfactory" rather than "good."
Employing a sample size of 40, the study calculates
the sample mean, standard deviation, and the relevant
t-value to derive a confidence interval. The
determination of the minimum sample size
incorporates the use of coefficients and margin of
error, often resulting in a non-integer value. To
address this, the adoption of the nearest higher integer
as the sample size is recommended. Moreover, an
intern proposes the adoption of a multiple regression
equation as a strategy to mitigate multicollinearity. A
detailed analysis of specific data sets is conducted,
evaluating the regression model's efficacy through R-
squared values and significance testing,
complemented by Variance Inflation Factor (VIF)
calculations to detect multicollinearity. In the context
of sales projections, the case study presents average
sales figures and probabilities across various demand
scenarios. The expected sales figures are derived by
multiplying the predicted probabilities of sales
volume in each scenario with their corresponding
average sales figures. An analysis of the probabilities
in the market demand estimate table is undertaken to
estimate the probability of achieving the target sales
volume of 3 million chips.
3 DOWNTIME AND CHEMICAL
IMPURITY PROBLEM
In the present academic study, we rigorously examine
the differing perspectives of Mark and Stuart,
employees at ABCtronics, regarding the downtime
analysis of the ion implanter. Stuart, the president of
the fabrication plant, posits that the downtime and
related activities adhere to a uniform distribution,
denoted as X~U(a,b) (Ross 2014). Conversely, Mark,
the leader of the Quality and Reliability Team (QRT),
contends that the ion implanter’s downtime exhibits a
gamma distribution pattern (Ross 2014). Our
objective is to elucidate the mechanics of each
distribution model and discern the underlying reasons
for their divergent viewpoints. To initiate this
analysis, we constructed an Excel spreadsheet based
on Table 1 from the case study, titled "Data on
downtime of ion implantation." This spreadsheet
facilitates the conversion of downtime data from
hours and minutes into a uniform hourly metric,
enabling the computation of the mean downtime
(6.01944 hours) and variance (2.76823). Assuming a
uniform distribution of this data, we calculate the
distribution's parameters. Within a uniform
distribution, the expected value of a random variable
x is determined by
E(X)= (b+a)/2 (1)
and its variance by
Var(X)=(b-a)^2/12 (2)
.By inputting the calculated mean and variance
into these formulas, we resolve the values of 'a' and
'b', leading to a more detailed understanding of the
probability density function. Subsequently, we
calculate the probability of the downtime being
within the range of 0 to 5 hours, as indicated by the
integral of the probability density function over this
interval. This computation reveals a significant
probability, suggesting a substantial likelihood of the
downtime falling within the desired range under a
uniform distribution model. Alternatively, we
hypothesize that the data follows a gamma
distribution, applying the mean and variance to derive
the parameters theta and k. Utilizing Excel's
ICDSE 2024 - International Conference on Data Science and Engineering
578

GAMMA.DIST function, we ascertain the
probability of achieving a downtime of 5 hours or less
under this model (Ross 2014). The differing
probabilities yielded by the uniform and gamma
distributions underscore the basis for the
disagreement between Mark and Stuart. Given the
prolonged downtime and its detrimental impact on
production efficiency, we advocate for the
replacement of the ion implanter. Our analysis
demonstrates a considerable probability of achieving
a reduced downtime under the uniform distribution,
thereby supporting the recommendation for
equipment change to enhance operational efficiency.
Additionally, we examine Mark's proposal regarding
the use of impurity levels in the fabrication process.
By employing the beta distribution function in Excel,
we assess the appropriateness of a 30% impurity
threshold (Evans et al 2000). The resultant low
probability density function value at this threshold,
coupled with the observed trend of a sharp increase in
impurities beyond 30%, corroborates Mark's analysis.
Thus, setting a 30% impurity cutoff emerges as a
judicious decision to mitigate the influx of impurities
in the fabrication process.
4 COMPARISON OF QUALITY
CONTROL METHODS
In this comprehensive academic study, we rigorously
investigate the quality control processes utilized by
ABCtronics in the production of Integrated Circuit
(IC) chips. Our focus is primarily on the assessment
and comparison of two distinct quality control testing
methods: the Lot Acceptance Testing Method
(LATM) and the Individual Chip Testing Method
(ICTM) (Pyzdek and Keller 2018). These methods
are pivotal in ensuring the reliability and performance
standards of IC chips, which are critical components
in various electronic devices. The LATM, a prevalent
method in the semiconductor industry, involves a
statistical sampling process where a random sample
of 25 IC chips is selected from a larger batch of 500
chips, without the option of replacement. The entire
lot's acceptance is contingent upon the condition that
the sample contains fewer than two defective chips. If
the sample reveals two or more defective chips, the
lot is deemed unacceptable and is subsequently
rejected. The statistical framework of LATM is
underpinned by the Hypergeometric distribution, a
discrete probability distribution that is highly
applicable in scenarios of sampling without
replacement (Montgomery 2013). Through the
application of the HYPGEOMDIST function in
Excel, we meticulously calculate the probabilities for
the presence of zero and one defective chip within the
sample, which are found to be 0.9024 and 0.09519,
respectively. Consequently, the cumulative
probability of a lot being accepted under the LATM
criteria is determined to be 0.9976. In stark contrast,
the ICTM presents a more individualized approach to
quality control, where each chip within a sample of
25, drawn sequentially from a lot of 500 chips,
undergoes rigorous testing. This method incorporates
the provision for replacement, ensuring that the lot
size remains constant during the sampling process.
The detection of a defective chip triggers immediate
corrective measures targeted specifically at the faulty
unit. The primary aim of ICTM is to significantly
enhance the precision of the quality control process
by intensively focusing on the identification and
rectification of defective IC chips. The theoretical
foundation of the ICTM is best represented through
the Binomial Distribution, which models the
probability of a fixed number of successes in a
sequence of independent experiments (Learning
2016). By employing the BINOMDIST function in
Excel, we calculate the probability of a lot passing the
ICTM criteria, which is ascertained to be 0.9047. To
perform a thorough comparative evaluation of these
two methodologies, we analyze the probabilities
associated with both LATM and ICTM. This
comparative study reveals that LATM possesses a
slightly higher probability of acceptance (0.09) in
comparison to ICTM. This finding suggests that the
acceptance criteria established in LATM may exhibit
excessive leniency, potentially leading to the
inadvertent acceptance of defective products within
the manufacturing process. Therefore, the ICTM is
identified as a more rigorous and effective method in
the detection of defective IC chips. As a result of this
analysis, we advocate for the adoption of ICTM over
LATM in ABCtronics' quality control processes. This
recommendation is made with the objective of
enhancing the overall quality and reliability of the IC
chips produced, thereby upholding and potentially
elevating the manufacturing standards within the
semiconductor industry.
5 CUSTOMER FEEDBACK
In this academic investigation, we engage in a
statistical analysis to comprehend customer attitudes
toward the products offered by the company under
study. To this end, we have established specific
statistical parameters: a sample mean bar x of 56.9
Forecasting the Future Development of ABCtronics: A Comprehensive Analysis
579

and a sample standard deviation (s) of 18.979. This
analysis seeks to quantify customer perceptions, a
task necessitated by initial qualitative assessments
made by Robert, who believed the products to be
well-received. We have computed the probabilities
corresponding to four distinct customer satisfaction
categories. This calculation was done to
quantitatively assess customer opinions regarding the
product's quality. The derived probabilities for each
category are as follows: P(needs improvement) = 0.2,
P(satisfactory) = 0.4, P(good) = 0.3, and P(very good)
= 0.1. These probabilities indicate that a significant
proportion of customers consider the products to be
satisfactory, rather than good. Given that the
population standard deviation (σ) is unknown for
this sample, we estimated it using the sample standard
deviation in conjunction with a T distribution (Zach
2023 & Math 2023). Utilizing a 90% confidence
interval, with a significance level (α) of 0.1 and a
critical t-value of 1.685, we calculated the confidence
interval using the established statistical formula:
n
s
tx
n
s
tx
2/2/
αα
∝
+≤≤−
(3)
The computation yielded an upper confidence
limit of 61.95599 and a lower limit of 51.84401,
thereby providing a range within which the true mean
customer score is likely to fall (Zach 2023).
Furthermore, to determine the requisite sample size
for achieving a 90% confidence level in analyzing the
mean customer score, we employed the formula:
2
)(
2/
E
st
n
⋅
=
α
(4)
For the margin of error, set at 4 (E = 4). This
calculation resulted in a minimum sample size of 64
(Bevans 2023). This sample size is essential for
ensuring statistical reliability and validity in the
assessment of customer satisfaction scores.
6 EQUATIONS AND
MATHEMATICS
In the process of addressing question (a), this
academic paper employs a multiple linear regression
model to analyze the relationship between three
independent variables, denoted as X1, X2, and X3,
and the dependent variable Y. In the process of
addressing question (a), this academic paper employs
a multiple linear regression model to analyze the
relationship between three independent variables,
denoted as X1, X2, and X3, and the dependent
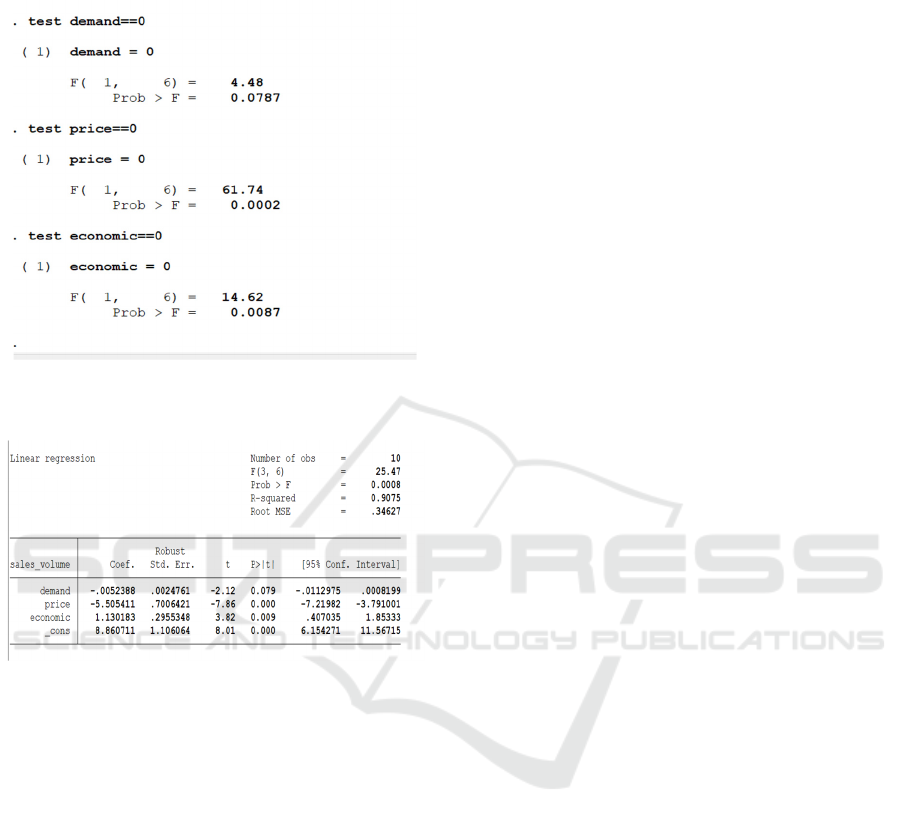
variable Y. The model is expressed as follows:
Y=8.861−0.00524X1−5.505X2+1.130X3Y=8.861−0
.00524X1−5.505X2+1.130X3 (5)
The initial step in our analysis involves assessing
the model's goodness of fit, as indicated by the
coefficient of determination (R²). The observed R²
value of 0.908, which surpasses the threshold of 0.75,
suggests an adequate preliminary fit of the model
(Biometrika 2014). To further validate the model, t-
tests are conducted on the coefficients representing
demand, price, and economic factors as shown in
figure 1. These tests aim to examine the null
hypothesis that posits the coefficients of these
variables are equal to zero. The results of the t-tests,
reflected in the p-values, indicate that at a 5%
confidence level, the coefficient for demand is not
statistically significant, leading to the acceptance of
the null hypothesis for this variable. In contrast, the
coefficients for price and economic factors
demonstrate statistical significance at the same
confidence level, thereby rejecting the null
hypothesis and suggesting a meaningful impact on
sales. An additional aspect of our analysis involves
the detection of multicollinearity within the
regression model. This is achieved by calculating the
Variance Inflation Factor (VIF) for each independent
variable. The VIF, determined as the ratio of the
variance of a coefficient in a model with multiple
predictors to the variance of that coefficient in a
model with only one predictor, serves as an indicator
of multicollinearity. A VIF value exceeding 5 is
generally considered indicative of multicollinearity.
As shown in figure 2, VIF for all variables in this
model is less than 5. Therefore , there is no obvious
multicollinearity in this model. For question (b), we
derive probabilities and average sales volumes under
distinct market demand scenarios, utilizing data from
the provided table. The probabilities for these
scenarios are as follows: P(XX>200) = 0.4, P(100≤
XX ≤ 200) = 0.4, and P(XX<100) = 0.2.
Corresponding average sales figures are
YY(XX>200) = 2.385, YY(100≤XX≤200) = 2.14,
and YY(XX<100) = 1.265. Based on these figures,
we compute the expected sales figures for each
scenario: E(XX>200) = 0.954, E(100≤XX≤200) =
0.856, and E(XX<100) = 0.253. Additionally,
referencing the market demand estimate table, we
ascertain the probability P(YY>3) to be 0.2,
indicating a 20% likelihood of achieving the target
sales volume of 3 million chips. This probabilistic
approach provides insights into the potential sales
ICDSE 2024 - International Conference on Data Science and Engineering
580
performance under varying market conditions.lidity
in the assessment of customer satisfaction scores.
Figure 1. Data of testing individuel coefficients
(Photo/Picture credit: Original)
Figure 2. Data of linear regression model (Photo/Picture
credit :Original)
7 CONCLUSION
In conclusion, this study has substantiated several key
findings pertinent to the operations and quality
control measures at ABCtronics. Firstly, our analysis
supports Mark's assumption that the downtime of the
ion implanter follows a gamma distribution pattern.
This insight provides a more accurate framework for
anticipating and managing equipment downtime.
Further investigation into the chemical impurity
levels in the fabrication process reveals that a
threshold of 30% impurity is a critical juncture;
beyond this point, there is a marked increase in
impurity levels. Therefore, implementing a 30%
cutoff for impurity levels in the fabrication process
emerges as a prudent strategy to mitigate the risks
associated with excessive impurities. A comparative
analysis between the existing Lot Acceptance Testing
Method (LATM) and the proposed Individual Chip
Testing Method (ICTM) indicates that LATM has a
relatively higher probability of acceptance. However,
this could potentially lead to the inadvertent approval
of defective products due to their moderate threshold
value. Conversely, ICTM demonstrates greater
stringency and effectiveness in detecting defective
chips, making it a preferable quality control method.
The study also delved into customer satisfaction,
utilizing data from Table 2 to compute a 90%
confidence interval for the average customer score,
which ranges from 51.84401 to 61.95599.
Additionally, considering a specified margin of error
of 4, we determined that a minimum sample size of
64 is required to analyze the mean customer score
with 90% confidence. Finally, an analysis of market
demand estimates suggests a 20% probability
(P(YY>3) = 0.2) of achieving the target sales volume
of 3 million chips. The semiconductor industry is
currently experiencing medium-level demand, with
the potential for meeting or exceeding targets if
additional orders, such as those from Customer
PQRsystems, are secured. This finding underscores
the importance of strategic market engagement and
customer acquisition in achieving sales objectives
REFERENCES
G. E. P. Box, J. S. Hunter, W. G. Hunter, Statistics for
Experimenters: Design, Innovation, and Discovery
(2005).
D. C. Montgomery, Introduction to Statistical Quality
Control (2013).
S. M. Ross, Introduction to Probability Models (2014)
M. Evans, N. Hastings, B. Peacock, Statistical Distributions
(2000).
T. Pyzdek, P. A. Keller, The Six Sigma Handbook (2018)
M. E. Learning, The Experts at Dummies. Using the t-
Distribution to Calculate Confidence Intervals (2016)
Zach. How to Calculate Confidence Intervals: 3 Example
Problems. Statology (2023).
A. Math, Confidence Interval Using t Distribution
Calculator (2023).
R. Bevans, Understanding Confidence Intervals: Easy
Examples & Formulas (2023).
T. Biometrika, Biometrika 101(4), 927-942 (2014).
Forecasting the Future Development of ABCtronics: A Comprehensive Analysis
581
